
Abstract
Textile materials have been combined with polymers using 3D printing technology, thus producing structures with novel properties. The aim of this study was to use statistical methods to determine the effect of 3D printing machine parameters on the mechanical properties of cotton fabrics combined with polylactic acid. Polylactic acid was printed on a cotton fabric using an Athena Fused Deposition Modelling 3D printer. The effect of extrusion temperature, printing speed, fill density and model height on adhesion force before and after washing was investigated. A study of the tensile strength was also undertaken using a central composite rotatable design and regression analysis. The experimental data were used to develop regression models to predict the properties of the cotton/ polylactic acid structures. The model for adhesion force before washing yielded a coefficient of determination (R2) value of 0.75 and an optimum adhesion force of 50.06 N/cm. The model for adhesion force had an R2 value of 0.84 and an optimum adhesion force of 42.91 N/cm and showed that adhesion force reduced after washing. Adhesion forces before and after washing were both positively correlated to extrusion temperature. However, they reduced with an increase in printing speed and model height. A positive correlation exists between tensile strength and temperature, while a negative correlation exists between tensile strength and printing speed and model height. From the results of this study, it was concluded that 3D printing parameters have an effect on the properties of the structures.
Introduction
3D printing has found several functions in the textile and clothing industry, which include knitted and woven structures as well as fashion items (shoes and garments).1 –4 Although the 3D printed textile-like structures have opened doors for new opportunities, the speed of modern 3D printing is still not fast enough to compete with the conventional textile production methods such as weaving and knitting. Recent studies have also shown that although garments such as skirts and dresses can be produced using 3D printing, there are still limitations related to the creating process, printing processes, materials, modelling programmes, and wearing the cloth. 5 There is also the challenge of 3D printed textiles having inferior flexibility, comfort and strength when compared to traditional textiles. Research has been done to improve the mechanical properties of fabrics, while maintaining the drape and functionality of the textiles by direct deposition of polymers onto textile fabrics using 3D printing techniques. 6 This method has expanded the possible smart textile applications that can be explored in 3D printing such as electroluminescence devices and wearable electronics.7 –9 However, there is the challenge of the adherence of the polymer to the textile fabric.
Considerable efforts to improve adhesion have been done by varying the textile fabric, polymer, as well as the printing parameters10 –12 and also by polymer coating. 13 Although the effect of these different factors has been studied and observed, there is still need for more research to be able to determine the optimum settings for the best adhesion in different polymer–textile combinations. This article will investigate the effect of 3D printing machine parameters on the properties of 3D printed structures.
Adhesion of polymers to fabric
Adhesion is the tendency of unlike surfaces to cling to one another due to the intermolecular and interatomic interaction of the two surfaces. There are different theories of adhesion based on the surface characteristics of the materials involved. The theory that is applicable to polymeric adhesion is the diffusion theory which is based on the inter-penetration or diffusion of the polymer across the interface. This is affected by parameters such as the temperature of the polymer, the contact time, the physical form and the weight of the polymer.14 –16 Studies on polymer to fabric adhesion have highlighted the importance of understanding the binding process of the polymers with the textile fabric as well as factors that influence the flow of the polymer. They determined that for better adhesion, the polymer should be able to penetrate into the fabric. This can be done by reducing the viscosity for high viscosity polymers or by adding pressure for better adhesion. 17
Adhesion of polymers to fabrics is also affected by cohesion of the macromolecules of the polymer. The difference between adhesion and cohesion is that in adhesion, the adhesive forces cause two different surfaces to cling to one another, whereas in cohesion, the cohesive forces cause similar surfaces to cling to one another. Generally, the strength between the polymer and the fabric is affected by the speed at which the polymer is deposited. 11 If the adhesive forces are less than the cohesive forces, adhesion strength between the polymer and the fabric decreases. It is therefore important to determine the most appropriate speed to achieve a good adhesion strength between the fabrics and polymers.
Researchers have tested 3D printed fabric for adhesion using different methods, with several factors found to be influencing the adhesion force between the polymer and textile substrate. The quality of adhesion between the polymer and the fabric has been examined through visual and surface inspection 10 and by the use of the perpendicular test, the shear test and the peel test. 18
Factors affecting the adhesion force between the polymer and textile substrate
Data from previous research suggest that fabric structure properties such as roughness, areal density, fibre type, weft and warp count as well as fabric thickness have a significant effect on adhesion force.9 –12,18 –20 Other studies have emphasised the importance of a lower viscosity of the polymer in achieving a higher adhesion force. These studies have shown that a lower polymer viscosity enables stronger penetration into the pores of the textile substrate and therefore creates a better connection between the polymer and the substrate.8,11,18,21 Viscosity can be reduced by increasing the nozzle and print bed temperature 21 and also by using flexible filaments. 8 The distance between the nozzle and the printing bed is another important factor in polymer/textile adhesion. Adhesion force has been observed to increase with a decrease in the distance between the nozzle and the printing bed due to the nozzle pressing the polymer into the pores of the fabric with a higher force. 21 Studies have also shown that pretreatment processes carried out on the fabric before printing have an effect on the surface tension and hydrophilicity of the fabric, therefore altering the adhesion force.22,23 Processes done in the weaving shed like sizing are important in stabilising warp yarn for weaving but may reduce the wettability of the fabric. Washing and desizing of fabrics before 3D printing has resulted in increased adhesion force due to an improvement in wettability of the fabrics. 9
The effect of varying different 3D printing parameters on adhesion force has been studied with different combinations of polymers and textile fabrics. An investigation has been done into the adhesion properties of direct 3D printing of polymers and nanocomposites on textiles by varying the printing process parameters. 11 The research concluded that varying different 3D printing parameters like platform temperature, printing speed and extrusion temperature can have a significant effect on the adhesion force of polymers to textile fabrics in direct 3D printing. Another study also showed that 3D printing parameters like printing speed and extrusion temperature have a significant impact on the adhesion force, while nozzle diameter and first layer height had no effect on adhesion force. 24 Optimisation of adhesion of polylactic acid (PLA), combined with polyethylene terephthalate woven fabric, has been done by the use of modelling and has shown that textile structure properties affect adhesion properties. 25 These studies have necessitated more research in optimising adhesion force with different machine parameters and different combinations of the polymer and the fabric. This study investigates the influence of extrusion temperature, printing speed, fill density and model height on the properties of 3D printed PLA/Cotton structures. The purpose of this investigation was to keep the polymer and the fabric parameters constant, while varying the 3D printing machine parameters.
Methods and materials
Statistical design of experiments
The statistical design of experiments used in this research work involved the use of a four-factor inscribed central composite design (CCD) to identify the relationship existing between the response functions and the process variables as well as to determine those conditions that optimised the responses. The CCD of experiments is a response surface method that uses a combination of statistical and mathematical methods to choose the best experimental methods to maximally reduce the number of experiments. 26 In CCD, the factors are tested at a minimum of three levels, that is, minimum, middle and maximum and are coded as −1, 0 and 1. For a rotatable design, each experimental factor must be represented at the five levels of coded units, that is, - α, - 1, 0, 1 and α. This property ensures constant variance at points that are equidistant from the centre point and therefore provides equal precision of response estimation in any direction of the design. 27 The independent variables studied were extrusion temperature (X1), printing speed (X2), fill density (X3) and model height (X4) (see Table 1).
Design of experiment runs.
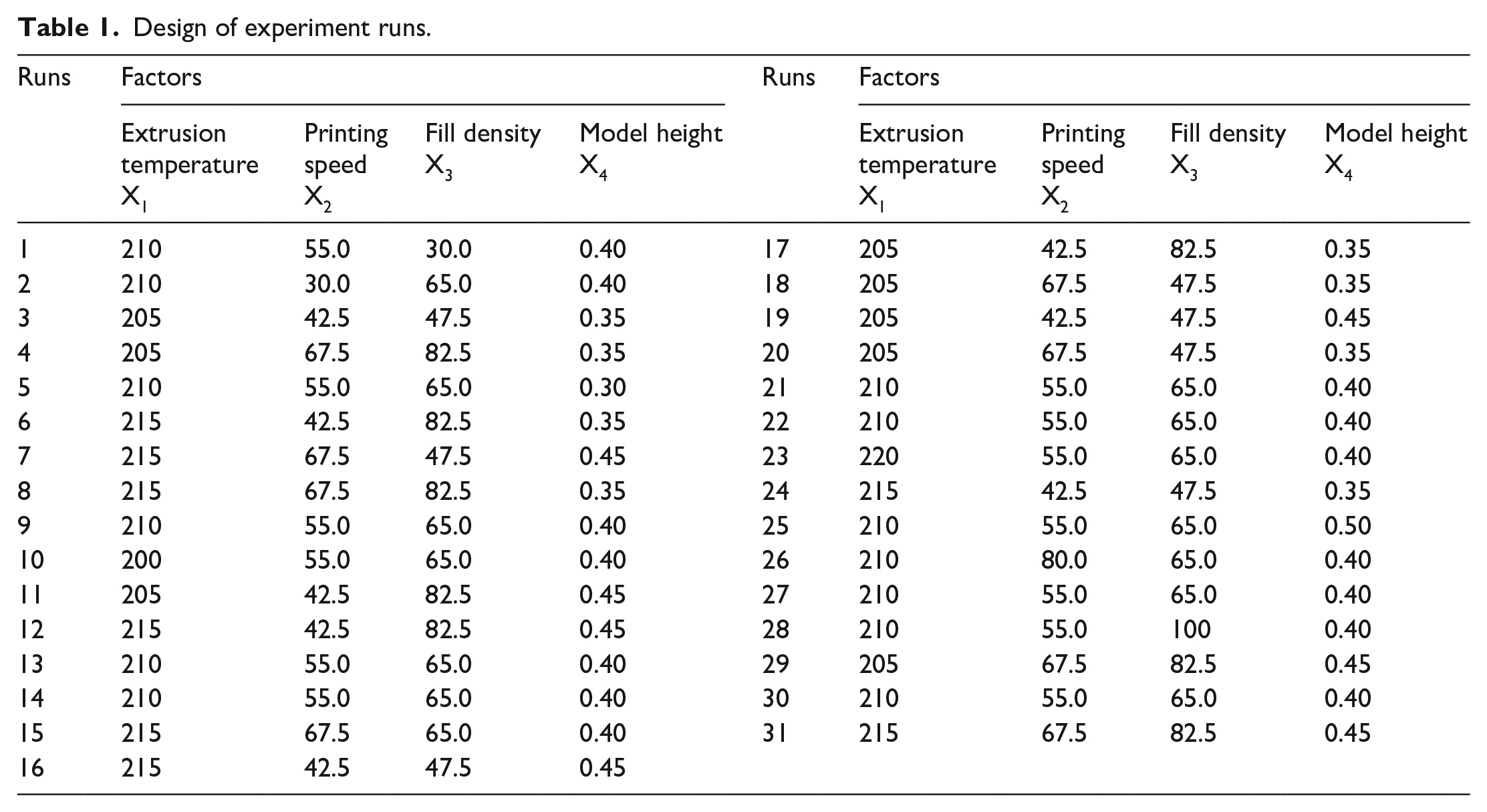
Optimal data values and sample points were generated, with the predicted response values being closest to the optimal solution. The analysis of variance (ANOVA, P-values) and variance inflation factors (VIFs) were recorded and used to ensure the accuracy as well as the statistical significance of the model. Experimental responses of adhesion force before washing, adhesion force after washing and tensile strength were considered to predict the optimum and interaction effects using regression analysis. The four factors and levels of variation are given in Table 1.
Cotton fabric
The fabric used was 100% cotton, and it had the following characteristics: 24 ends/inch, 38 picks/inch, 50 tex warp count, 37 tex weft count, 355.2 grammes per square metre, a thickness of 0.19 mm and white in colour. The fabric was selected based on an earlier study where PLA was 3D printed on 15 randomly selected samples to determine the effect of fabric parameters such as areal density, warp and weft count, fabric thickness and fabric handle on adhesion force. 12 The sample that displayed superior adhesion force was selected for the current study.
PLA polymer
The PLA polymer used in this experiment was acquired from Hatchbox, United States of America. The filament was purchased from the company’s online shop at http://hatchbox3d.com. The filament was red in colour and had the properties shown in Table 2.
Properties of the PLA polymer.

PLA: polylactic acid.
3D printing experiments
The machine used for the 3D printing process was the Athena 3D printer from Michigan State University, USA; it uses the fused deposition modelling 3D printing technique and works with the Franklin Software. The printer had no heated printing bed with a nozzle size of 0.4 mm, and printing was done at a layer height of 0.15 mm. The 3D printer and the fabric were set up according to the method reported in an earlier study. 10 The fabric sample was laid on the printer bed and secured with clips to enable the direct deposition of the polymer on the fabric (Figure 1).
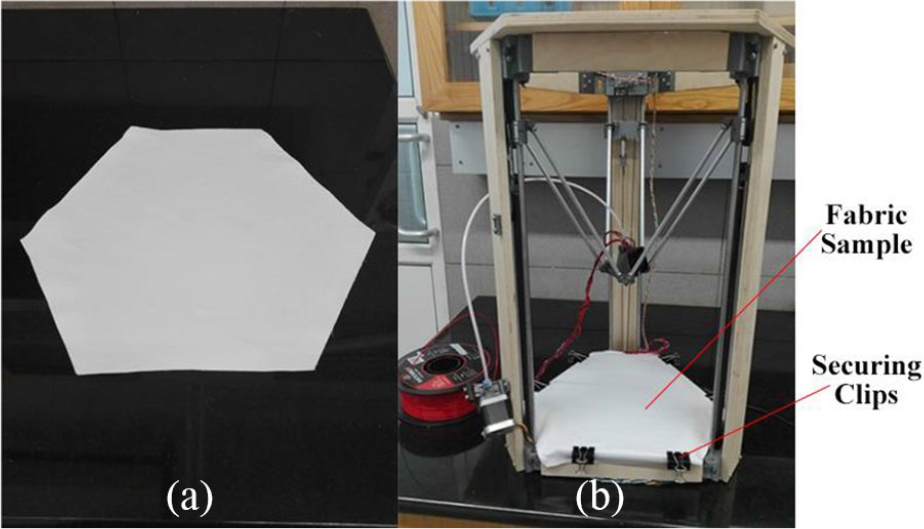
(a) Preparation of the fabric sample for 3D printing. (b) Fabric sample attached to the 3D print bed with securing clips.
The model for 3D printing was designed using Solid Works design software, converted to the STL format and then sliced using the Cura software. The design was a rectangle which had a length of 150 mm and a width of 25 mm (Figure 2(a)). The image of the red PLA filament printed on the white fabric is shown in Figure 2(b).

(a) Model designed for 3D printing. (b) 3D printed PLA/cotton structure.
Characterisation of mechanical and physical properties of the printed fabric
Tests were carried out on the printed fabric to determine the tensile strength, adhesion force before washing and adhesion force after washing. The adhesion tests were carried out according to the DIN 53530 standard using the Testometric Micro 500 model tensile tester. The same procedure was used to test the adhesion force of the samples after washing. Washing was done using an M228 Rotawash according to the method outlined in standard ISO 105 C01. The M228 Rotawash machine was operated at a temperature of 40°C for 30 min with the shaft assembly rotating at a speed of 40 ± 2 r/min. Samples were rinsed and air-dried at room temperature before carrying out the adhesion tests. The tensile test was carried out according to standard ASTM D5034 using the Testometric Micro 500 model tensile tester from Rycobel, Belgium. The samples were 150 mm long and 25 mm wide and were gripped evenly by the jaws of the machine with the longitudinal axis in line with the direction of load application. Testing was done at a speed of 100 mm/min.
Results and discussion
Characterisation of the printed fabrics
Characterisation and optimisation of the mechanical properties of the printed fabrics were done by the use of statistical methods. The mechanical properties were the response of the system, while the four process parameters were the input independent variables. The effect of extrusion temperature, fill density, printing speed and model height on the mechanical properties was determined, and these factors were monitored for the optimisation of the mechanical properties.
The regression model for adhesion force (YA) shown in equation (1) had an R2 value of 0.7473. The ANOVA results were done at the alpha (α) value (P < 0.05) and were deemed to be significant. The regression analysis showed that extrusion temperature (X1), extrusion speed (X2) and model height (X4) had an effect on adhesion force, while fill density (X3) had no significant effect on adhesion force

The ANOVA, factor contributions (FC%) and VIFs for the adhesion force are shown in Table 3. The percentage contribution of the factors showed that the extrusion temperature X1 had the highest percentage contribution of 35.62%, while the combined effects of extrusion temperature X1 and printing speed X2 had the second highest contribution of 13.01%. Printing speed contributed 2.28% and model height 1.58%. The P values for the estimated coefficients and curvilinear and interaction effects were less than 0.05 and were therefore significant in the model.
ANOVA, FC% and VIFs for adhesion force.

ANOVA: analysis of variance; FC: factor contribution; VIF: variance inflation factor.
The combined effect of extrusion temperature and printing speed is shown in Figures 3 and 4. The graphs show that as the temperature increased and the printing speed decreased, there was an increase in the adhesion force.

Combined effect of extrusion temperature and printing speed on adhesion.

Response surface 3D plot indicating the interaction between printing speed and extrusion temperature on adhesion force.
The normal probability plot of residuals for adhesion force (Figure 5) indicated that the data points were normally distributed.

The normal probability plot for adhesion force.
The regression model was used to predict the optimal settings for a maximised adhesion force. The optimal settings obtained were extrusion temperature (X1) of 220°C, printing speed (X2) of 34.55 mm/s, a model height (X4) of 0.41 mm and a predicted adhesion force (YA) of 50.06 N/cm.
The top five values closest to the predicted optimum settings for adhesion force (Table 4) were also considered in case the optimum settings were not practicable.
Predicted optimum settings.

X1: temperature; X2: speed; X4: model height.
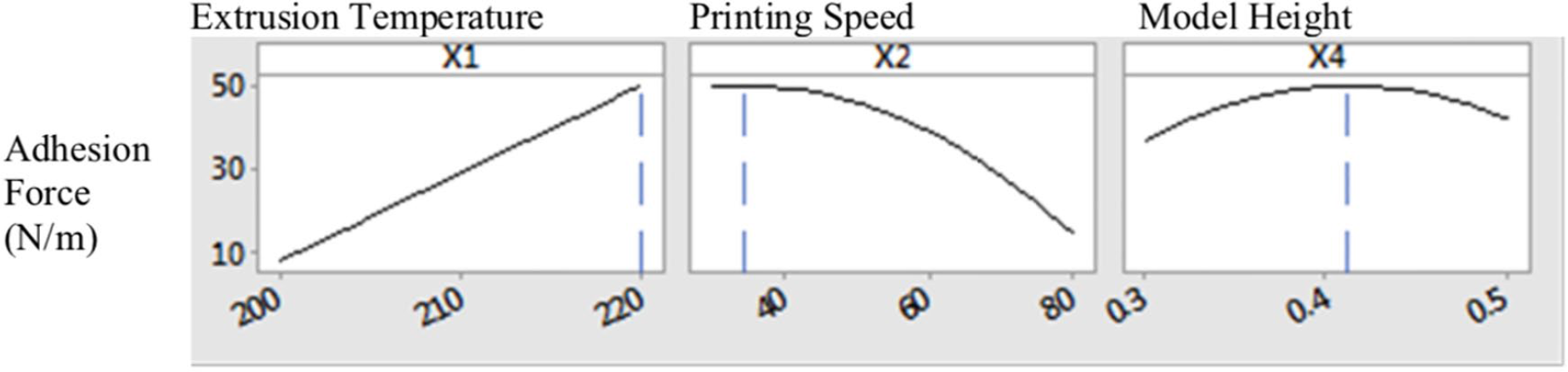
It is worth noting that the optimum settings yielded maximum extrusion temperature of 220°C. An increase in extrusion temperature resulted in an increase in adhesion force (Figure 6). This is in line with the general trend in previous studies that showed that an increase in temperature leads to an increase in adhesion force. This is explained by the reduced viscosity of PLA at higher temperatures, which then allows the polymer to penetrate deeper into the woven fabric.11,24 Another study also showed that PLA adheres better to fabric when extruded at higher temperatures than the normal extrusion temperatures between 180°C and 210°C. 28
Settings and sensitivity for optimal adhesion solution.
Another factor to note is that the optimum settings yielded a value close to the minimum printing speed, that is, 34.5 mm/s. The graphs in Figure 6 show that as the printing speed increased, adhesion force decreased. Previous research has shown that the adhesion force reduces with an increase in printing speed. 24 The penetration of the macromolecules of polymers into the fabric is slow at high printing speeds; as a result, the adhesive forces are less than cohesive forces, hence the decrease in adhesion strength. 11 The adhesion force increased with an increase in model height to an optimal height of 0.411 mm, beyond which the adhesion force reduced. This could be due to the fact that as the height of the model continues to increase, the print becomes easier to peel off the fabric, hence the reduced adhesion force.
Adhesion force of the printed fabric after washing (YAW)
The adhesion force regression model (YAw) shown in equation (2) had a coefficient of determination (R2) of 0.8337. The ANOVA gave a P value which was 0.000 for the general model and was less than the alpha (α) value (P < 0.05) and was therefore a significant model

The regression analysis showed that extrusion temperature (X1), printing speed (X2) and model height (X4) had an effect on adhesion force after washing, while fill density (X3) had no significant effect; thus, it was not captured in the model.
The ANOVA, FC% and VIFs for the adhesion force after washing are shown in Table 5. The percentage contribution of the factors showed that extrusion temperature contributed 57.56% to the regression model for adhesion force after washing, while printing speed and model height contributed 1.07% and 1.04%, respectively. The P values for the estimated coefficients and curvilinear and interaction effects were less than 0.05 and were therefore significant in the model.
FC% and VIFs for adhesion force after washing.

FC: factor contribution; VIF: variance inflation factor; ANOVA: analysis of variance.
The normal probability plot of residuals for adhesion force after washing (Figure 7) showed that the data points were normally distributed.
The normal probability plot for adhesion force after washing.
The regression model was used to predict the optimal settings for a maximised adhesion force after washing. The optimal settings obtained were extrusion temperature (X1) of 220°C, printing speed (X2) of 53.23 mm/s and a model height (X4) of 0.41 mm to achieve a predicted maximum adhesion force after washing of 42.921 N/cm. This is less than the predicted maximum adhesion force before washing, which has a value of 50.06 N/cm. This showed that the adhesion force is expected to reduce slightly after washing the sample.
The top five values closest to the predicted optimum settings for adhesion force after washing (Table 6) were also considered to be used in a situation where the optimum settings proved to be unfeasible.
Predicted optimum settings for adhesion force after washing.

X1: temperature; X2: speed; X4: model height.
The optimal settings yielded a maximum temperature of 220°C. Figure 8 shows that as extrusion temperature increased, adhesion force increased. The optimum printing speed for adhesion force after washing is 53.23 mm/s. As the printing speed increased, the adhesion force after washing increased until a speed of 53.23 mm/s; thereafter, the adhesion force started to decrease. The optimal settings yielded a maximum model height of 0.41 mm. The adhesion force increased with an increase in model height to an optimal height of 0.41 mm, beyond which the adhesion force reduced.

Settings and sensitivity for optimal adhesion after washing solution.
Results of the study also showed that the adhesion force reduced after washing (Figure 9), as was also observed by researchers in previous studies.25,29
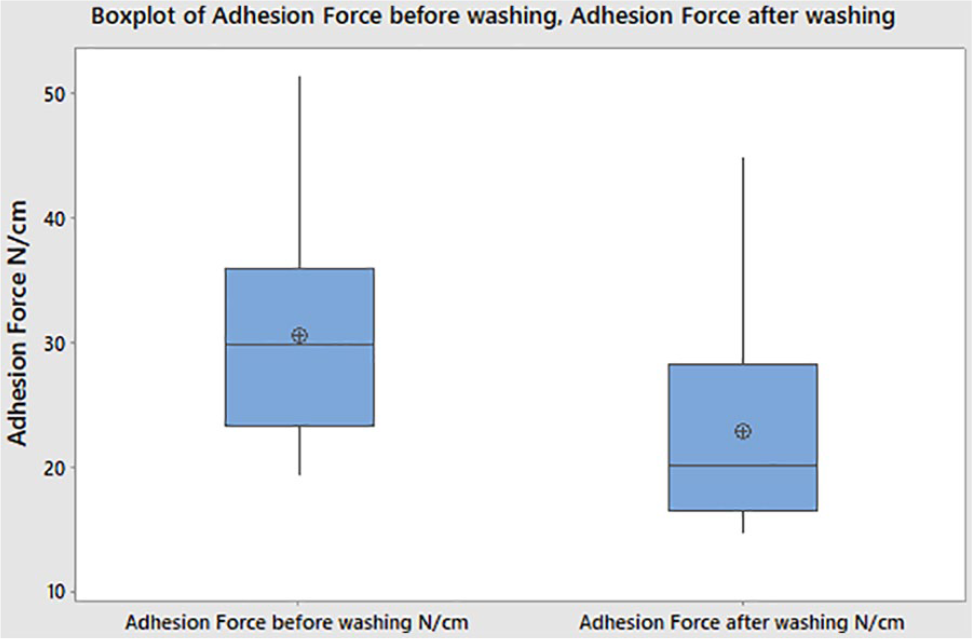
Boxplot for adhesion force before and after washing.
Tensile strength (YT) of the printed fabric
The regression model for tensile strength (YT) is represented in equation (3), which was tested at an alpha (α) value (P < 0.05) and was deemed to be significant
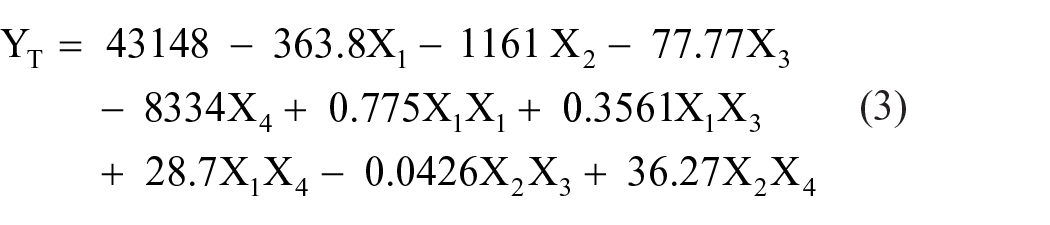
The regression analysis showed that all factors, that is, extrusion temperature (X1), printing speed (X2), fill density (X3) and model height (X4) had an effect on tensile strength. The ANOVA, FC% and VIFs for the tensile strength are shown in Table 7. The percentage contribution of the factors showed that extrusion temperature contributed 4% to the model for tensile strength, while printing speed contributed 1.02%, fill density 6.33% and model height 4.70%.
FC% and VIF for the tensile strength.

FC: factor contribution; VIF: variance inflation factor; ANOVA: analysis of variance.
The combined effect of extrusion temperature and fill density had the highest percentage contribution of 36.58%. The combined effect of printing speed and fill density had the second highest percentage of 21.83%. The combined effect of extrusion temperature (X1) and fill density (X3) is shown in Figures 10 and 11. The graphs show that as both the extrusion temperature and the fill density increased, there was an increase in tensile strength.

Combined effect of extrusion temperature and printing speed on tensile strength.

Response surface 3D plot indicating the interaction between fill density and extrusion temperature on tensile strength.
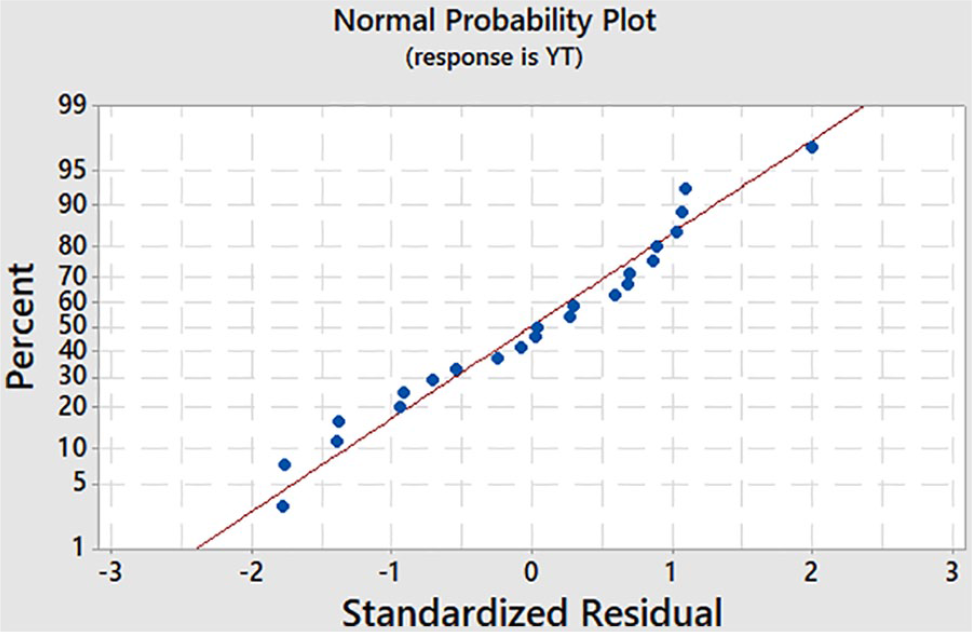
The normal probability plot of residuals for tensile strength (Figure 12) showed that the data points were normally distributed.

Normal probability plot for tensile strength.
The regression model was used to predict the optimal settings for a maximised tensile strength. The optimal settings obtained were extrusion temperature (X1) 220°C, printing speed (X2), fill density (X3) 100% and model height (X4) 0.35 mm to achieve a tensile strength of 346.22 MPa.
The top five values closest to the predicted optimum settings for tensile strength were also considered and are presented in Table 8 in case the optimum settings were not possible.
Predicted optimum settings for tensile strength.

X1: temperature; X2: speed; X3: fill density; X4: model height.
The optimum settings produced a maximum extrusion temperature of 220°C. Figure 13 shows that as extrusion temperature increased, tensile strength increased. Earlier results have shown that an increase in extrusion temperature results in an improved tensile strength, with the best tensile strength achieved at a temperature of 220°C.30,31 This is because at higher temperature, the polymer is less viscous and there is improved adhesion between the layers. The predicted optimum printing speed for maximum tensile strength is 42.5 mm/s. As the printing speed increased, the tensile strength reduced. The graph for fill density versus tensile strength shows that as fill density increases, tensile strength increases. An increase in fill density means that there is more material in the specimen; therefore, the tensile strength is likely to increase. 32 An increase in model height resulted in a slight decrease in tensile strength.

Settings and sensitivity for optimal tensile strength solution.
Conclusions and recommendations
This study showed that the 3D printing machine parameters have an effect on the properties of the PLA/textile structure. The factors that affected adhesion force both before and after washing were extrusion temperature, printing speed and model height, while fill density had no significant effect. Adhesion force before and after washing were both positively correlated to extrusion temperature and negatively correlated to printing speed and model height. The results also showed that the adhesion force reduced after washing. A positive correlation exists between tensile strength and temperature, while a negative correlation exists between tensile strength and printing speed and model height.
From the results obtained, it can be recommended that research should be done to determine the best washing parameters to maintain a good adhesion force after several washing cycles. Parameters such as washing temperature, washing time, washing detergent and number of washing cycles could be studied.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was financially supported by the European Commission Intra ACP Mobility Program through the project “Mobility to Enhance Training of Engineering Graduates in Africa”.
Data availability
The datasets used and analysed during the current study are available from the corresponding author on reasonable request.