
Abstract
An adhesive-aided ring spinning was developed to improve cotton yarn quality through the wetting and adhesion effect of an adhesive solution, namely, sodium carboxymethyl cellulose solution on fibrous strand in yarn formation zone during spinning process. The spinning mechanism of the adhesive-aided ring spinning with sodium carboxymethyl cellulose solution was analyzed, and the effects of two factors, that is, speed ratio (the ratio of the linear surface velocity to the output speed) and sodium carboxymethyl cellulose concentration, on the yarn performance are investigated. The experiment results reveal that the adhesive-aided ring spinning with sodium carboxymethyl cellulose concentration of 0.7% can significantly reduce yarn hairiness indicated by the hairiness S3 value reducing to 69% and still showing a prominent reduction (65%) after winding process. It has been found that a slightly faster linear surface velocity of the cylinder of the adhesive-aided ring spinning compared with the output speed of the yarn is more beneficial to the reduction of yarn hairiness S1+2 value. Meanwhile, the higher sodium carboxymethyl cellulose concentration also contributes to a higher breaking strength (increasing from 18.24 to 21.12 cN/tex) and lower breaking elongation (reducing from 4.98% to 4.08%). The abrasion resistance of adhesive-aided ring spun yarns also shows an obvious improvement of 12.8%. Therefore, the newly developed adhesive-aided ring spinning with the sodium carboxymethyl cellulose solution provides an effective method to enhance the quality of cotton yarns.
Introduction
Ring spinning has a long history and a simple structure; meanwhile, it is also the most common spinning method for its good yarn quality, wide ranges of yarn counts, and high raw material adaptability. 1 However, the ring spun yarns with long and numerous hairs have less cohesive force among fibers after winding process.2,3 Due to this disadvantage of yarn property, there is a limitation for ring spun yarns enduring the stretching, buckling, and wearing over 3000 times on the weaving machine. This kind of yarn with inferior property tends to generate more harmful hairs, even the disintegration of yarn body will be formed under the complicated external mechanical forces.4,5 Moreover, an excess of harmful hairs make the yarn adhere to each other, leading to the weaving difficulty and fabric defect. 6 Therefore, it is important to reduce the hairiness and further improve yarn comprehensive quality during ring spinning process.
In recent years, various technologies aiming to modifying ring spinning have been developed by many researchers to further improve yarn properties. Jet-ring spinning proposed by Wang et al. 7 is an alternative method to reduce yarn hairiness. Jet-ring spinning utilizes the vortex airflow to wrap the fiber ends on the surface of the yarn body. However, the wrapped fiber ends will reappear because of the friction effect of mechanical parts in the latter process, and it will generate a mass of reborn hairiness due to the mutual connection between fibers and mechanical parts.8,9 Low torque spinning introduced by Tao and colleagues10,11 is another novel spinning technology which is achieved by installing a false twisting device. This device can change the fiber configuration and distribution in single yarn. The resultant yarn has low residual torque, lower twist level, and less hairiness. However, it has a controversial issue whether the lower twist level can still achieve enough strength. 12 Compact spinning which can prominently enhance yarn quality is extensively used in industrial production. The pneumatic or mechanical compact system of compact spinning can shrink and even eliminate the spinning triangle zone through the effective control of fibrous strand. However, the compact system will generate a huge running cost for both the equipment maintenance and the routine production, which leads to reduced profits.13–15 These aforementioned methods conduct the precise fiber control by the physical and mechanical action to improve yarn quality; soft and smooth ring spinning developed by Xia et al. 16 concentrates on improving fiber performance. A hot surface is applied to contact and soften fibers in the spinning triangle during ring spinning process, and softened yarn hairs could be easily re-spun into yarn body under a synergistic action of contact gripping force and twisting force. 17 This modified technology aims at chemical fibers because cotton fiber becomes easily fragile when heated; however, the new idea in consideration of fiber performance which has been used in the soft and smooth ring spinning puts forward a new development direction to acquire high-quality yarns.
In this article, an adhesive-aided ring spinning (AARS) was employed to improve yarn comprehensive quality during ring spinning with the aid of adhesive. During the ring spinning process, the adhesive solution can be added on the fibrous strand through the contact between the strand and the cylinder with the solution on the surface, and the yarn hairs can be stuck on the yarn body, achieving an improvement of the yarn breaking strength and abrasion resistance of the yarns. This article mainly discusses the mechanism of the AARS affecting the yarn comprehensive properties. Effects of the parameters of the AARS on the yarn properties and appearance for the adhesive-aided ring spun yarns are investigated, and comparisons with the conventional ring spun yarns are also conducted.
The AARS
The foundation of the AARS is a modified system installed on yarn formation zone between the front roller nip and yarn guide, as shown in Figure 1. There is a container with special solution in it below the yarn formation zone. The cylinder of the AARS can rotate driven by the motor and bring the solution in the container to the surface of the fibrous strand at the contact region of the cylinder and the fibrous strand. 18
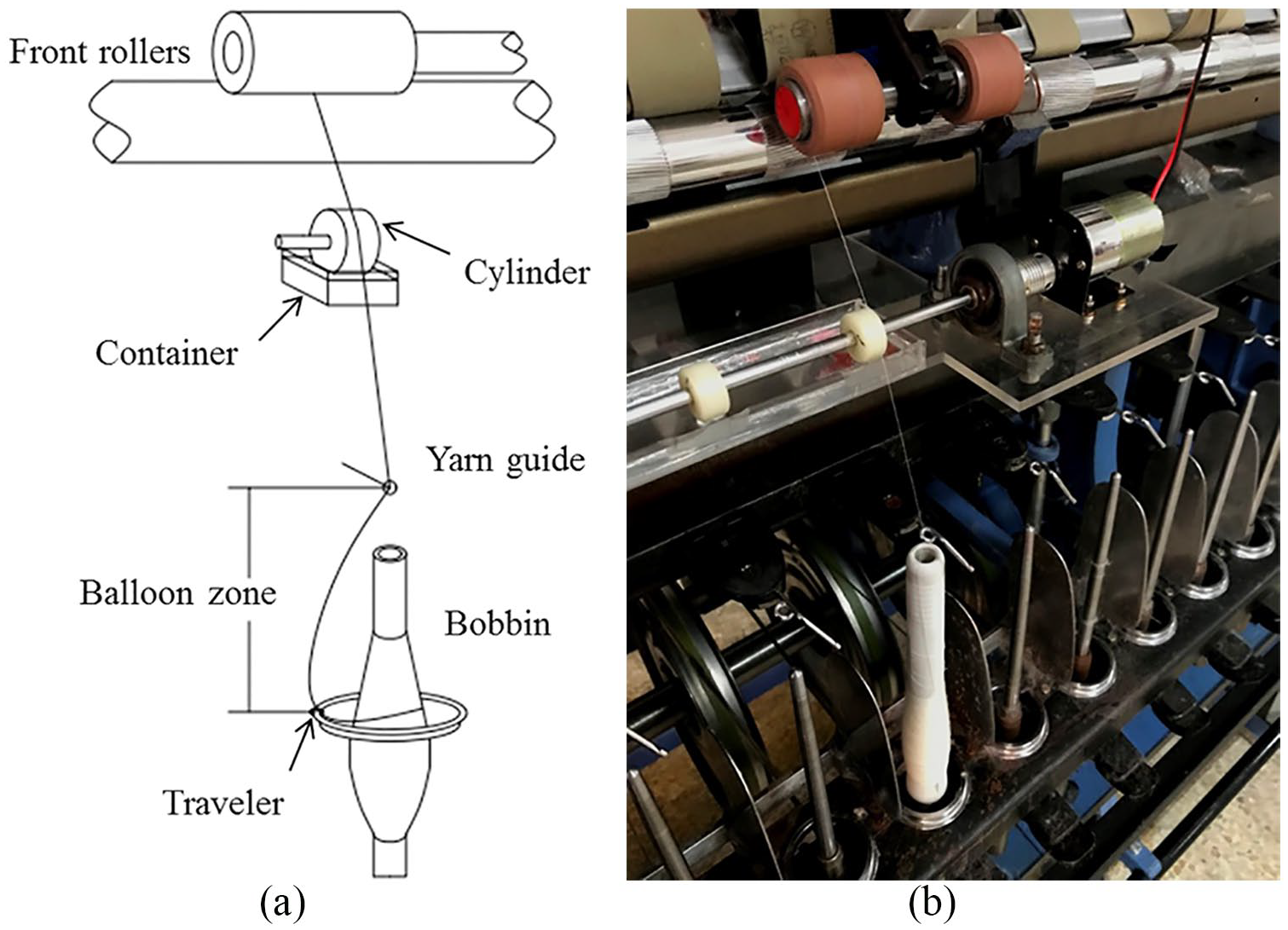
The modified system of the AARS: (a) sketch and (b) real system.
During the twisting process after the drafting of a roving, the fibrous strand rotates around its axis in the yarn formation zone between the front roller nip and the traveler. In the AARS, the location of the fixed cylinder needs to satisfy that the fibrous strand can still contact the cylinder during the reciprocating motion of the yarn guide. The rotating fibrous strand contacted with the cylinder in the yarn formation zone can be circumferentially covered with solution through the proper contact length.
Except for the aforementioned effect, the adhesive solution and contact between the fibrous strand and the cylinder may impede the twist propagation from the traveler to the front roller nip. The cylinder is the boundary of twist propagation. 19 The fibrous strand above the cylinder has a little lower twist and a looser structure under the twist stop effect. This twist stop effect may help fiber ends be twisted into the fibrous strand.
The fibrous strand enters into the balloon zone between the yarn guide and traveler after passing through the cylinder. The high-speed rotation of the balloon zone dries the solution in the fibrous strand. The general spindle speed of ring spinning can complete the drying process well. Ring spinning spins single yarns, so the spinning process of the AARS also avoids the mutual connection between yarns.
Cotton fibers are primarily composed of cellulose. 20 Cellulose derivative as a kind of adhesive can achieve an excellent wetting and adhesion effect while it is matched into solution on cellulose fibers because of its high affinity for cellulose fibers. 21 In this article, the aqueous solution with sodium carboxymethyl cellulose (CMC-Na) is used as the aforementioned special solution. With the good affinity, the yarn hair protruding out of the yarn body (Figure 2(a)) can be stuck to the yarn surface (Figure 2(c)) through the adhesion force and wetting force between fibers and CMC-Na solution (Figure 2(b)). After that, attached fibers can be twisted into the yarn body due to the twist stop effect.

The schematic illustration of adhesion theory: (a) yarn hair protruding out of the yarn body, (b) adhesion force and wetting force between fibers and CMC-Na solution, and (c) yarn surface after the hair sticking on yarn body.
The CMC-Na is soluble in water at room temperature. The viscosity of this aqueous solution at low concentration is high and the viscosity of 0.7% concentration solution reaches about 270 mPa•s at 25 ºC. Thus, the CMC-Na solution can be an excellent adhesive in the AARS. Meanwhile, CMC-Na is secure and the viscosity is stable. 22 By adopting CMC-Na as the adhesive, the AARS can obtain high-performance yarn. In addition, the AARS which installs a simple device on conventional ring frame and adopts the adhesive with a relevant low price has the advantages of the simplicity and low costs. The CMC-Na content on the yarn is easy to be removed because CMC-Na is soluble in water and also secure.
Experimental details
Materials preparation
The combed cotton roving of 420 tex was used for AARS in the experiments. The fiber specifications include fiber length of 36.0 mm, fiber strength of 29.0 g/tex, fiber elongation of 5.6%, and micronaire value of 4.4.
In order to produce the spun yarns of 14.5 tex yarn count, draft ratio of 28.8 was adopted, and the back zone draft was set to 1.23. The twist multiplier of 3600 (/m) was also used to produce yarn samples, and the output speed corresponding to the twist multiplier is 13.4 m/min. The yarn samples were produced on a ring spinning machine (FA507B) with a spindle speed of 12,600 r/min. The spinning parameters applied to the conventional ring spinning and the AARS were the same. In addition, the diameter of the cylinder made of polyamide (PA) is 20 mm.
CMC-Na supplied by Sinopharm Chemical Reagent Co., Ltd was used as an adhesive, which was easily dissolved in pure water under room temperature (around 25 ºC). The specific amount of CMC-Na needed to add is according to the concentration settings in the preparation of yarn samples. The solution was prepared by dissolving quantitative CMC-Na powders into pure water at room temperature.
Preparation of yarn samples
The specification of yarn samples for different variables with the AARS is listed in Table 1. All the samples were produced at 65 ± 2% RH and 24 ± 1 ºC. According to the output speed of the yarn under the twist multiplier of 3600, five kinds of linear surface velocities of the cylinder were adopted in AARS. The ratios of the linear surface velocity to the output speed (i.e. speed ratio) were 0.6, 0.8, 1.0, 1.2, and 1.4. In this study, the CMC-Na concentration is of primary importance for yarn quality. The actual spinning process revealed that excessive CMC-Na concentration impedes the twisting propagation. Therefore, the yarn properties cannot be improved by increasing the CMC-Na concentration. Seven concentrations (overlaid on 0.1%–0.7%, 0.1% distance gradient) of CMC-Na solution were adopted in the experiments. Meanwhile, the control one in ring spinning without the modified system was also conducted. Therefore, 13 types of bobbin yarn samples were produced for testing. In addition, cone yarn samples after winding process were also prepared. The winding speed for all the samples was set to 750 m/min, and 13 types of cone yarn samples were produced for testing.
Specification of yarn samples.

For instance, yarn sample “S1.0-C0.4” means the adhesive-aided ring spun yarn was spun with the speed ratio of 1.0 and CMC-Na concentration of 0.4%.
Filming of online yarn twist and hairiness
The online yarn twist and hairiness around the yarn guide was filmed online by a high-speed camera (Phantom VEO 710S/7001) with a Tokina camera lens. The filming parameters include a frame frequency of 5000 fps, a resolution of 1280 × 800 dpi, and an exposure time of 190 μs.
Two rovings of black and white of 420 tex were used to observe the yarn twist online during spinning, and the aforementioned spinning parameters were still used. By using the CMC-Na concentration of 0.1% and 0.7% as the example, 30 readings of yarn twist on the photos were obtained for each group.
Characterization of yarn properties
Twenty-five full bobbins for each sample were spun for examining the yarn comprehensive properties. All the samples were conditioned at 65 ± 2% RH and 20 ± 2 ºC for 24 h prior to the tests. In this article, the yarn properties, including the yarn hairiness, mechanical property (breaking strength and elongation), abrasion resistance, yarn twist, moisture regain, and the mass ratio of adhesive and yarn (AYR), were tested.
The hairiness S3 value (the hairiness amount longer than 3 mm) and hairiness S1+2 value (the hairiness amount of 1 and 2 mm) were used to represent the yarn hairiness. According to the CN FZ/T 01086-2000 standard, Zweigle hairiness tester (HL400) was applied to measure the hairiness S3 value and hairiness S1+2 value at a test speed of 400 m/min. Ten measurements of 100 m were obtained for each bobbin, and five bobbins were examined. Except for bobbin yarns, five cones of yarns were also examined for yarn hairiness. According to the GB/T 3916-1997 standard, the breaking strength and elongation were measured on tester (YG068C) with a test length of 50 cm and a test speed of 500 cm/min. Thirty readings were obtained for each bobbin, and five bobbins were examined. The abrasion resistance, which is represented by the times to be worn off for yarns, was measured on tester (LFY-109B) to the FZ/T 01058-1999 standard. Thirty readings were obtained for each bobbin, and five bobbins were examined. The yarn twist was measured on YG155A according to the GB/T 2543.1-2015 standard. Thirty readings were obtained for each bobbin, and five bobbins were examined. The averages and standard deviations of the experimental data were calculated to show the yarn quality, and all the data were analyzed through one-way analysis of variance (ANOVA) in order to verify the reliability of the results.
Moreover, the yarn moisture regain was examined to prove the dry condition of adhesive-aided ring spun samples. After the spinning process, the weights of 100 m of ring spun yarn and adhesive-aided ring spun yarn with the concentrations of 0.1% and 0.7% were recorded immediately according to the GB/T 9995-1997 standard. Then, the yarns were dried to a constant weight, and the weights were also recorded. The yarn moisture regain can be calculated by equation (1)

where Wr represents the yarn moisture regain, %; W′ is the weight of ring spun yarn or adhesive-aided ring spun yarn just after the spinning process, g; W is the drying weight of ring spun yarn or adhesive-aided ring spun yarn, g.
In addition, the mass ratio of adhesive and yarn (AYR) was adopted to compare the CMC-Na contents on yarns under different concentrations. Ten grams of adhesive-aided ring spun yarns with different concentrations were dried to a constant weight, and the weights were recorded. Then, adhesive on yarns was removed with spoiled water to a constant weight, and the weights were also recorded. 23 Before testing the AYR, hair loss rate should be taken into account. The aforementioned tests were conducted on ring spun yarn, and the hair loss rate can be calculated by equation (2)

where β represents the hair loss rate, %; m′ is the drying weight of ring spun yarn, g; m is the drying weight of ring spun yarn after the washing of spoiled water.
The AYR can be calculated by equation (3)
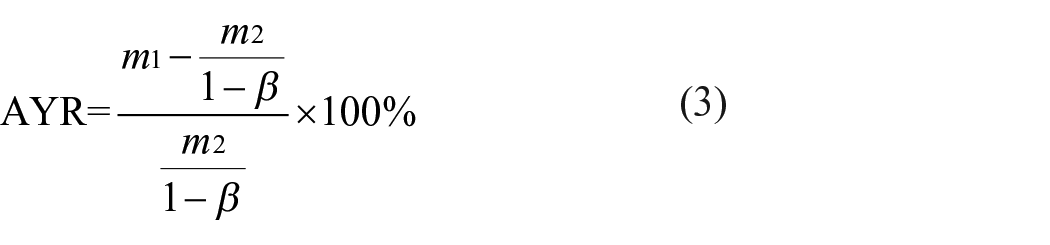
where the AYR represents the mass ratio of adhesive and yarn, %; m1 is the drying weight of adhesive-aided ring spun yarns, g; m2 is the drying weight of adhesive-aided ring spun yarn after the removal of the adhesive.
Capturing of fiber and yarn appearance
The fiber appearance of conventional ring spun yarn and adhesive-aided ring spun yarn was assessed by using a scanning electron microcopy (SU1510, HITACHI, Japan) and the magnification is 10.0k. A digital microscope (KEYENCE VHX5000) was used to observe the yarn appearance of ring spun yarn and adhesive-aided ring spun yarns. The testing parameters include the resolution of 1600 × 1200 dpi and the magnification of 800. The appearances of adhesive-aided ring spun samples and control sample were compared.
Results and discussion
In order to compare the differences of yarn hairiness, breaking strength and elongation, abrasion resistance and yarn twist between the adhesive-aided ring spun yarns and conventional ring spun yarns, a one-way ANOVA was applied, and the differences were determined using a significance level of 0.05, which represents the estimated probability of rejecting the null hypothesis when there is no difference between the two kinds of yarns. The significances of the difference of two factors are tested based on the p value, and the statistic results are listed in Table 2.
One-way analysis of variance results at a significance level of 0.05.

Analysis of online yarn twist
The sketch of online yarn twist around the cylinder is presented in Figure 3. It can be found from the measurement of the yarn twist around the cylinder that the online yarn twist before the cylinder is 904 T/m and the twist after the cylinder is 1012 T/m, that is, the twist loss rate is 10.7% under the concentration of 0.1% when the AARS is used. In the case of the CMC-Na concentration of 0.7%, the online yarn twist before the cylinder is 860 T/m and the twist after the cylinder is 992 T/m, resulting in 13.3% twist loss rate. The results show that the twist from the roller nip to the cylinder is lower, and thus the twist stop effect caused by the adhesive and the contact between the fibrous strand and the cylinder on the spinning process is relatively small. The twist loss rate may increase with the increase of the concentration of the CMC-Na. However, the twist stop effect has little effect on the spinning efficiency. This implies that the CMC-Na concentrations chosen in this study is suitable for the AARS.

The sketch of online yarn twist around the cylinder.
Analysis of online yarn condition
The comparison of the online hairiness before the yarn guide (see Figure 4) shows that there is an obvious difference of the hairiness from the conventional ring spinning and AARS. It indicates that the fibrous strand after passing through the cylinder has less hairiness than that of conventional ring spinning, showing that the AARS can reduce the yarn hairiness effectively.

Comparison of the hairiness before the yarn guide: (a) conventional ring spinning and (b) AARS.
Analysis of yarn hairiness
Effect of contact area length on yarn hairiness
During ring spinning process, the yarn guide conducts the reciprocating motion from the bottom to the top and reaches to a certain height eventually. In the AARS, there is a contact area length between the fibrous strand and fixed cylinder, and the reciprocating motion of the yarn guide alters the contact area length.24,25 Therefore, the contact area length between the fibrous strand and adhesive changed simultaneously. The full bobbin hairiness S1+2 and S3 values of ring spun yarn and adhesive-aided ring spun yarn with CMC-Na concentration of 0.5% are plotted in Figure 5. By comparing the yarn hairiness, it can be seen that the change of the contact area length can cause fluctuations of the yarn hairiness but no regular variation. The hairiness S1+2 value of ring spun yarn fluctuates between 9733 and 11,297, and the hairiness S1+2 value of adhesive-aided ring spun yarn with CMC-Na concentration of 0.5% fluctuates between 3348 and 4198. For the two kinds of yarns, the hairiness S1+2 value declines slightly at the beginning, then remains stable and increases at the end. The hairiness S3 value has a similar trend with the hairiness S1+2 value. The hairiness S3 value of ring spun yarn fluctuates between 304 and 353, and the hairiness S3 value of adhesive-aided ring spun yarn with CMC-Na concentration of 0.5% fluctuates between 91 and 126.

Comparison of full bobbin yarn hairiness of ring spun yarn and adhesive-aided ring spun yarn: (a) hairiness S1+2 value and (b) hairiness S3 value.
Effect of speed ratio on yarn hairiness
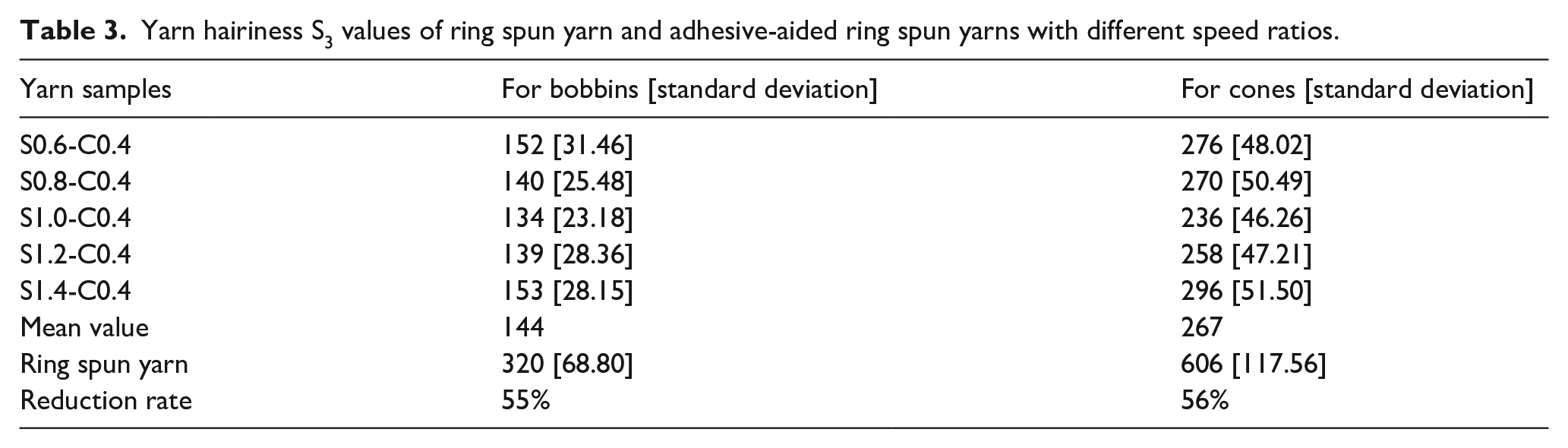
Yarn hairiness is the major concern in evaluating the yarn comprehensive properties. Table 3 shows the hairiness S3 values of ring spun yarn sample and adhesive-aided ring spun yarn samples with different speed ratios. Compared to the ring spun yarn, hairiness S3 values of adhesive-aided ring spun yarns for bobbins and cones with different speed ratios have a 55% and 56% of reduction, respectively. The change of speed ratio cannot impact the hairiness S3 value for both bobbins and cones (see Table 2). This is possibly because the relative speed difference is not enough to affect the long hairiness’ sticking due to the high viscosity of CMC-Na solution. When touching the solution on the cylinder, the fiber ends with longer length will stick to the yarn surface earlier.
Yarn hairiness S3 values of ring spun yarn and adhesive-aided ring spun yarns with different speed ratios.
The hairiness S1+2 values of ring spun yarn and adhesive-aided ring spun yarns with different speed ratios before and after winding process are illustrated in Figure 6. For bobbin yarns, the yarn sample S1.0-C0.4 has the least hairiness S1+2 value, and the reduction rate is 63% compared to ring spun yarn. For cone yarns, the yarn sample S1.2-C0.4 has a 53% reduction for hairiness S1+2 value and that is the highest reduction. Different with hairiness S3 value, speed ratio has a significant influence on yarn hairiness S1+2 value (Table 2). For ring spun yarns, the fiber ends pointing to the spinning direction account for about 70%. 26 As a result, the bigger speed ratio is more beneficial to the hairiness sticking. Maybe harmful hairiness can stick to the yarn surface in a short time, while the short hairiness is easy to rebound because of the bigger rigidity. Over fast or over slow speed, all goes against to the sticking of short hairs. Therefore, the results reveal that the linear surface velocity of the cylinder little faster than the output speed of the yarn is more beneficial to the yarn hairiness S1+2 value reduction.
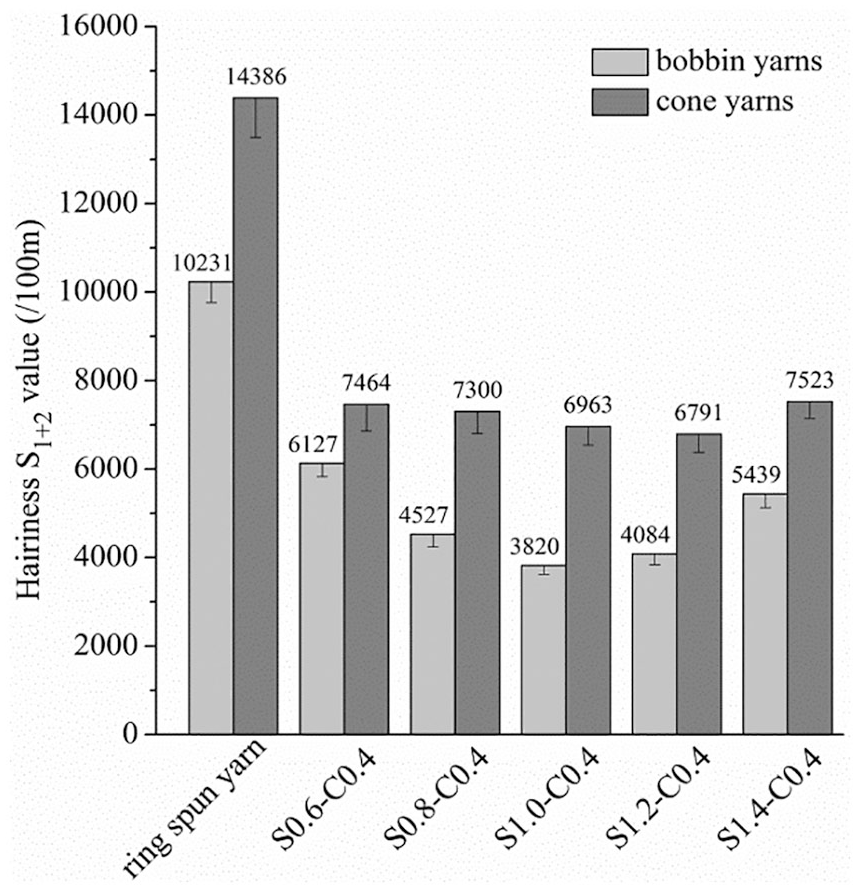
Yarn hairiness S1+2 values of ring spun yarn and adhesive-aided ring spun yarns with different speed ratios.
Effect of CMC-Na concentration on yarn hairiness
The yarn hairiness S3 values of ring spun yarn and adhesive-aided ring spun yarns with different CMC-Na concentrations are shown in Figure 7. The CMC-Na concentration shows significant impact on yarn hairiness S3 values for both bobbin and cone yarns (referring to Figure 7 and Table 2). The hairiness S3 values of the AARS sharply decline compared with the control sample. The hairiness S3 values with different CMC-Na concentrations reduce by 40% to 69%. In the case of the same speed ratio, hairiness S3 value with higher CMC-Na concentration shows more remarkable reduction. It means that the higher concentration can offer more CMC-Na content to stick the fiber ends on the yarn body. When the CMC-Na concentration is 0.7%, the adhesive-aided ring spun yarn has the most significant reduction of 69% in hairiness S3 value.
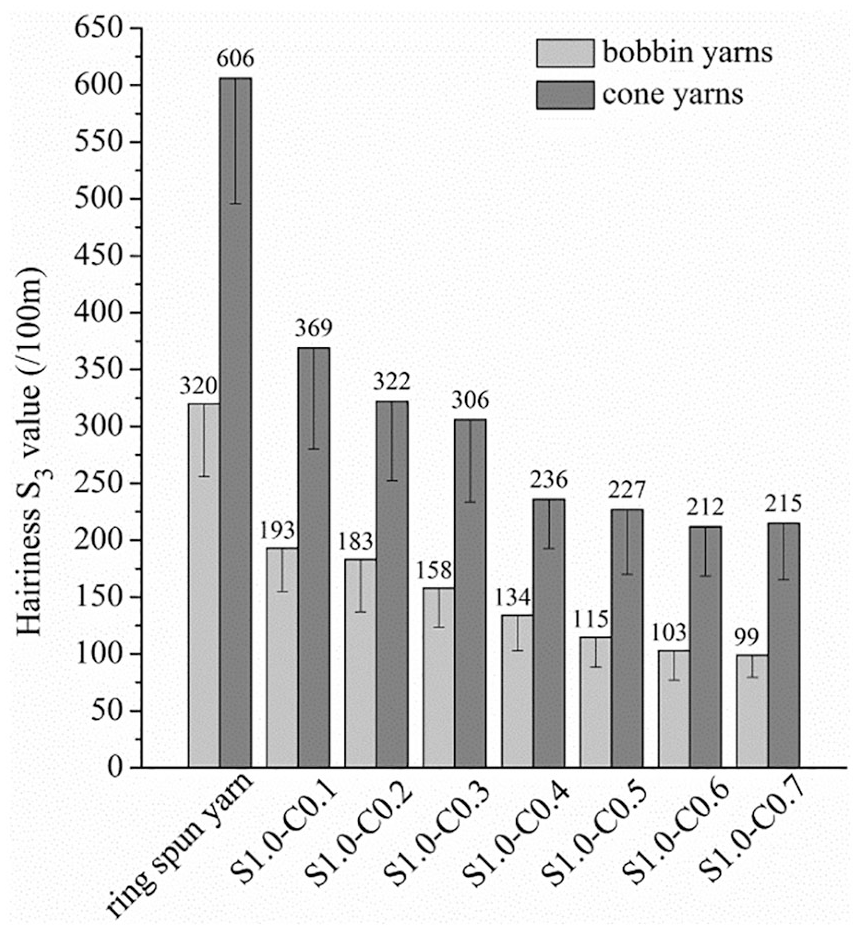
Yarn hairiness S3 values of ring spun yarn and adhesive-aided ring spun yarns with different CMC-Na concentrations.
The hairiness S3 values of cone yarns increase compared with bobbin yarns under all kinds of CMC-Na concentrations. However, the seven CMC-Na concentrations still contribute to the different degrees of hairiness S3 reduction compared to the control cone yarn. When the concentration is 0.4%, the adhesive-aided cone yarn has a 61% of reduction in hairiness S3 value. Thereafter, the hairiness S3 value trends to be constant (61%–65%) within the CMC-Na concentration of 0.4%–0.7%. This proves that the AARS indeed achieves the sticking and twisting of harmful hairs through the CMC-Na solution offered on the fibrous strand.
The ANOVA results (Table 2) also indicate that the solution concentration of CMC-Na has a significant impact on hairiness S1+2 value for both bobbin and cone yarns, as well. The comparison of hairiness S1+2 values of ring spun yarn and adhesive-aided sing spun yarns with different CMC-Na concentrations is plotted in Figure 8. The hairiness S1+2 value has a declining trend with the increase of CMC-Na concentration, which is similar with the tendency of hairiness S3 value. The adhesive-aided ring spun yarn with the CMC-Na concentration of 0.4% has already obtained a 63% of hairiness reduction compared to the ring spun yarn, and the falling trend is more gently with higher concentration than 0.4%.

Yarn hairiness S1+2 values of ring spun yarn and adhesive-aided sing spun yarns with different CMC-Na concentrations.
Figure 8 also shows the hairiness S1+2 values of cone samples with different concentrations. The hairiness S1+2 values of cone yarns also indicate that higher CMC-Na concentration gets less hairiness value. When the concentration is over 0.4%, the reduction rate stabilizes at about 60%. It equally proves that the AARS can maintain the hairiness reduction after the winding process.
Analysis of yarn mechanical property
Effect of speed ratio on yarn breaking strength and elongation
The yarn mechanical property of the adhesive-aided ring spun yarns with different speed ratios is compared to the ring spun yarn in Table 4. The speed ratio has no significant effect on yarn mechanical property (Table 2) because the change of rotating speed of cylinder cannot change the offered CMC-Na content in the yarn. Under different speed ratios, the average breaking strength of adhesive-aided ring spun yarns is 20.29 cN/tex which is improved by 11.2% compared to the ring spun yarn, and the yarn breaking elongation has a 14.1% reduction on the average compared to the ring spun yarn.
Yarn mechanical properties of ring spun yarn and adhesive-aided ring spun yarns with different speed ratios.

Effect of CMC-Na concentration on yarn breaking strength and elongation
Yarn breaking strength is also vital for evaluating the yarn quality. Figure 9 illustrates the breaking strength comparison of adhesive-aided ring spun yarns with different CMC-Na concentrations and the control yarn. The yarn breaking strength is improved as the solution concentration of CMC-Na increases. The reason is also found in the high cohesion force of CMC-Na. More CMC-Na content makes the modified yarn has more strength. Therefore, the adhesive-aided ring spun yarn with the CMC-Na concentration of 0.7% has higher breaking strength than others. As a whole, the adhesive-aided ring spun yarns with all CMC-Na concentrations (0.1%–0.7%) have an increase of 4.4%–15.8% (from 18.24 up to 19.04 and 21.12 cN/tex) in yarn breaking strength compared to the ring spun yarn.

Yarn breaking strengths of ring spun yarn and adhesive-aided ring spun yarns with different CMC-Na concentrations.
Figure 10 shows the breaking elongation of ring spun yarn and adhesive-aided ring spun yarns with different CMC-Na concentrations. In contrast to the breaking strength, the adhesive-aided ring spun yarn with higher CMC-Na concentration shows lower breaking elongation. The higher breaking strength of the modified spun yarn comes from the more compact structure through the AARS. During the stretching process, a more compact structure increases the friction among fibers. Therefore, the breaking elongation could be less for modified spun yarns produced by AARS. As a whole, the adhesive-aided ring spun yarn (4.08% breaking elongation) with the CMC-Na concentration of 0.7% has a highest reduction of 18.1% in yarn breaking elongation compared to the ring spun yarn (4.98% breaking elongation).

Yarn breaking elongations of ring spun yarn and adhesive-aided yarns with different CMC-Na concentrations.
Analysis of abrasion resistance
Abrasion resistance is also very important for yarn property. The measurements about abrasion resistance of all yarn samples are shown in Table 5. The speed ratio and CMC-Na concentration have no significance on abrasion resistance (Table 2). Although the AARS can improve the abrasion resistance, the changes of these two variables lead to no further difference. It is probably due to the fact that the change of speed ratio and CMC-Na concentration cannot affect the CMC-Na content on the yarn surface. When the fibrous strand passes through the cylinder, only microscale of CMC-Na helps fibers cohere; however, the yarn is still easy to disintegrate with little content of CMC-Na on it. The ring spun yarn is worn off after 148 times of rubbing on the average. The abrasion resistance of all adhesive-aided ring spun samples has a 12.8% of growth compared to the control one.
Abrasion resistance of ring spun yarn and adhesive-aided ring spun yarns.

Analysis of yarn twist
It is obvious that neither the speed ratio nor CMC-Na concentration has influence on the yarn twist (Table 2). According to Table 6, the AARS cannot cause a significant loss in yarn twist. Although the cylinder may impede the twist propagation during spinning process, adhesive-aided ring spun yarns can still attain their due twists.
Yarn twists of ring spun yarn and adhesive-aided ring spun yarns.

Analysis of yarn moisture regain and AYR with different CMC-Na concentrations
The yarn moisture regains of ring spun yarn and adhesive-aided ring spun yarn with 0.1% and 0.7% CMC-Na concentrations are 8.3%, 8.2%, and 8.3%, respectively. The similar moisture regain means that the general spindle speed of ring spinning can complete the drying process well, and the adhesive-aided ring spun yarns have the same dry condition with ring spun yarns.
The AYRs of adhesive-aided ring spun yarns under different CMC-Na concentrations are shown in Figure 11. Generally, the AYRs of adhesive-aided ring spun yarns are small with the proposed AARS. The higher concentration makes more CMC-Na contents stick to the yarn body, and the AYR is also higher. All the AYRs are in the range between 0.11% and 0.62%.

The AYRs of adhesive-aided ring spun yarns under different CMC-Na concentrations.
Comparison of fiber and yarn appearance
Fiber appearance of ring spun yarn and adhesive-aided ring spun yarn
Figure 12 shows the cotton fiber appearance of ring spun yarn and adhesive-aided ring spun yarn, in which Figure 12(a) represents the fiber of ring spun yarn and Figure 13(b) represents the fiber of adhesive-aided ring spun yarn. The fiber appearance of ring spun yarn is smooth, and there are some grooves on the fiber surface. With the CMC-Na concentration of 0.7%, amounts of nano-particles are attached to the fiber surface of adhesive-aided ring spun yarn. The comparison of fiber appearance reveals that this AARS actually brings the CMC-Na onto the cotton fiber surface.

SEMs of fiber appearances of ring spun yarn and adhesive-aided ring spun yarn with: (a) ring spun yarn and (b) S1.0-C0.7.
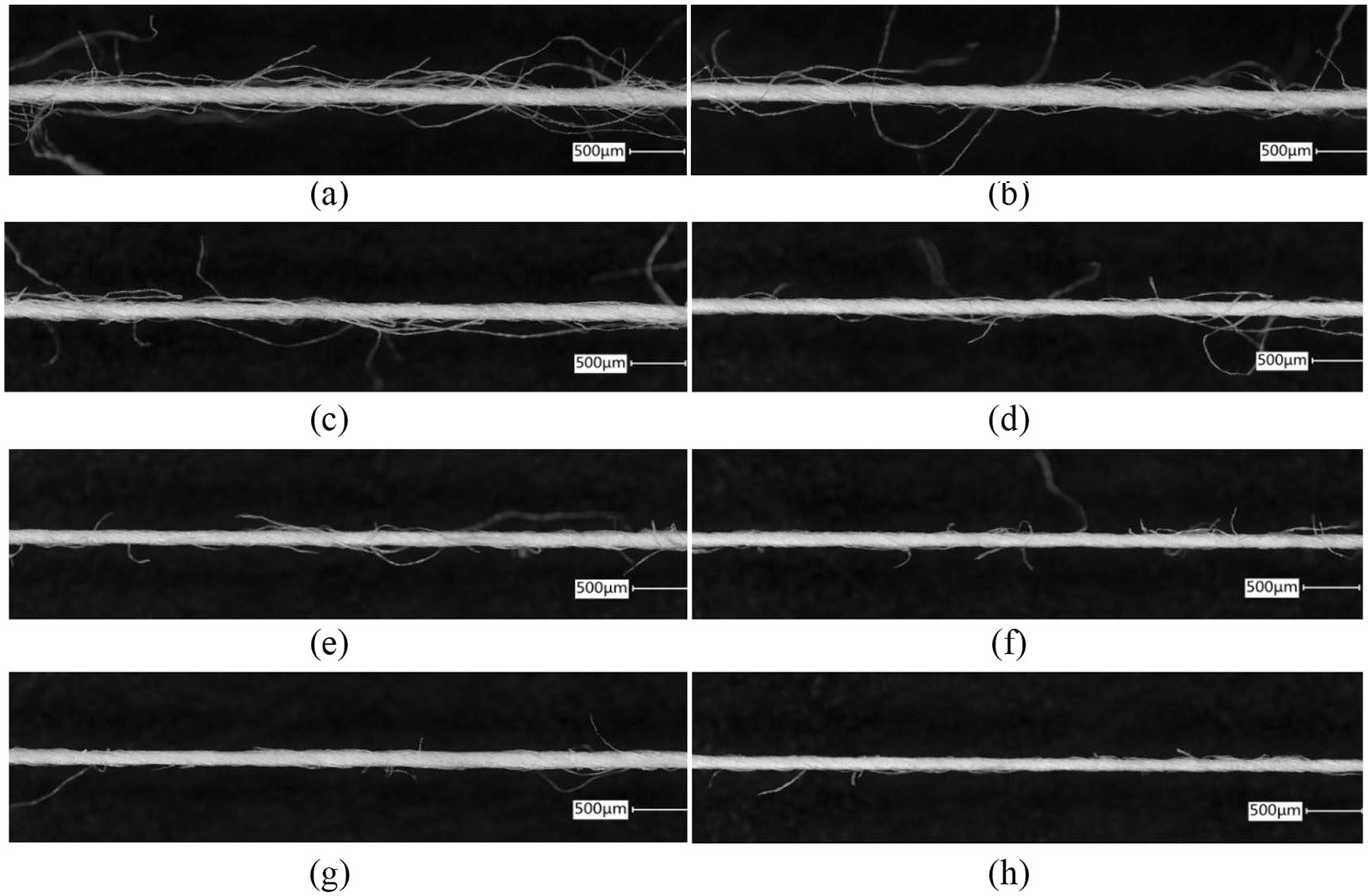
Yarn appearances of ring spun yarn and adhesive-aided ring spun yarns with different CMC-Na concentrations: (a) ring spun yarn, (b) S1.0-C0.1, (c) S1.0-C0.2, (d) S1.0-C0.3, (e) S1.0-C0.4, (f) S1.0-C0.5, (g) S1.0-C0.6, and (h) S1.0-C0.7.
Effect of CMC-Na concentration on yarn appearance
Yarn appearance photographs of ring spun yarn and adhesive-aided ring spun yarns with different CMC-Na concentrations are shown in Figure 13, in which Figure 13(a) represents the appearance of ring spun yarn as the control sample, and Figure 13(b) to (h) represents the adhesive-aided ring spun yarns with different CMC-Na concentrations of 0.1%–0.7%, respectively. All yarns were spun with the speed ratio of 1.0. The ring spun yarn shows a looser structure than adhesive-aided ring spun yarns, and fibers are dispersedly arranged on the yarn surface. However, the adhesive-aided ring spun yarns have an obvious reduction of yarn hairiness. With higher CMC-Na concentration, the structure is tighter and smoother. The comparison of these images reveals that this AARS has an excellent effect on the yarn surface appearance.
Conclusion
This article reported the AARS which is able to improve yarn quality by bringing CMC-Na constituents onto yarn body during ring spinning. The effect of different levels of two factors (speed ratio and CMC-Na concentration) on yarn properties was investigated, and the improvement of yarn properties and appearance with the AARS was discussed. The results show that the adhesive-aided ring spun yarns have an obvious reduction in yarn hairiness, and higher CMC-Na concentration attains more reduction in yarn hairiness for both bobbin and cone yarns. Moreover, the bobbin yarn spun with CMC-Na concentration of 0.7% shows the most obvious reduction (up to 69%) of hairiness S3 value. The cone yarn spun with CMC-Na concentration of 0.7% still has the largest hairiness S3 value reduction. The results also indicate that it is more beneficial to reduce yarn hairiness S1+2 value reduction by using a slightly faster rotating speed of cylinder compared with the output speed of yarns, but which is not crucial to the hairiness S3 value. Moreover, the CMC-Na concentration of 0.7% makes the adhesive-aided ring spun yarn has 15.8% improvement for yarn breaking strength and 18.1% reduction for yarn breaking elongation. The experiments also detect that the changes of speed ratio and CMC-Na concentration have little effect on abrasion resistance of yarns. The abrasion resistance of all adhesive-aided ring spun samples has a 12.8% growth on average. In addition, the mass ratios of adhesive and yarn are in the range between 0.11% and 0.62%. With the increase of the CMC-Na concentration, the structure of adhesive-aided ring spun yarn becomes tighter and smoother. In the future, more related studies will be reported concerning associative solutions of this AARS, and the optimum parameter for the AARS will also be studied.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key R&D Program of China (2017YFB0309200) and the Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX18_1824) and the Fundamental Research Funds for the Central Universities (JUSRP52007A).