
Abstract
Wool and wool-polyamide blended yarns (88.6% wool–11.4% polyamide 6,6 and 78.5% wool–21.5% polyamide 6,6) were knitted and the produced fabrics were treated by exhaustion method with zirconium complexes. Six different baths containing potassium hexafluorozirconate and zirconium acetate were studied. The flammability hazard was evaluated considering parameters such as the spread of flame, the heat release and the smoke release rate. Regardless of the blend composition, the untreated fabrics could not pass the vertical flammability test. 100% wool fabric could pass the vertical flammability test when treated with only 1% potassium hexafluorozirconate and 10% zirconium acetate solution. Higher compositions of metal complexes were required for the blended fabrics to pass the vertical flammability test. In the cone calorimeter test, 100% wool treated with 5% potassium hexafluorozirconate and 10% zirconium acetate solution gave the lowest peak heat release and smoke release rate values as 146.4 kW/m2 and 1.2 s−1, respectively.
Keywords
Introduction
Wool and blends of wool have been traditionally used in aircraft upholstery where fire safety is a major technical challenge.1–3 Wool exhibits relatively low flammability, upon heating it tends to form an expanded char which acts as a thermal barrier and protects the fabric from further damage. 4 In order to comply with the flammability requirements for aircraft interiors (FAR/CS 25.853), wool textiles are often subjected to flame-retardant (FR) treatments. The durable and non-durable FR treatments developed for wool textiles have been reviewed earlier by Horrocks 5 and more recently by Cardamone. 6 Tetrakis (hydroxymethly)-phosphonium chloride (THPC) was commercially used for the FR treatment of wool. Excessive stiffness and discoloration of fabrics were reported as the major drawbacks of THPC treatment. 7 The so-called Zirpro process which was developed back in 1960s has gained industrial importance since then for the FR treatment of wool fabrics. This process is originally based on the exhaustion of negatively charged metal complexes (K2ZrF6 or K2TiF6) onto positively charged wool in acidic media (pH < 4) at relatively high temperatures. In order to comply with the smoke emission standards for aircraft textile furnishings, the low smoke method was proposed. 8 In the low smoke method, α-carboxylic acids are used with the water-soluble zirconium compounds (i.e. zirconium acetate) to form chelate rings. This chemistry is still used in a range of commercial FR treatments for wool. The flame retardancy can be imparted to fibres or fabrics during or after dyeing by Zirpro process. 4
Polyamide 6,6 (PA 6,6) is often blended with wool in order to obtain aircraft seat fabrics with superior performance characteristics. Polyamide fibres exhibit excellent abrasion resistance, mechanical strength, chemical resistance and lightweight features. 9 On the other hand, they are very flammable (LOI ~21%) and tend to melt and drip during burning. 4 The FR finishing of polyamide includes the treatment with thiourea-based condensation products and hydroxymethylation followed by treatment with N-methylol dimethyl phosphonopropionamide. 10
Despite its widespread use, there are a few systematic studies related to the flammability, heat release and smoke emission of wool and wool blends treated with metal complexes. Benisek et al. 1 reported that Zirpro-treated upholstery fabrics (390 g/m2) could comply with the vertical flammability requirement according to FAR 25.853. They also showed that lower optical smoke density (as measured by the NBS smoke density chamber) values could be obtained by reducing the complexing agent to zirconium molar ratio (F:Zr). In addition to potassium hexafluorozirconate and zirconium acetate, the use of citric acid as a complexing agent at a citric acid to zirconium molar ratio of 1:1 to 3:1 and formic acid (10%) to maintain the solution pH < 3 was described in a relatively old patent assigned to the International Wool Secretariat. 8 Forouharshad et al. 11 revealed that treatment of wool fabrics with 10.07% zirconium acetate (ZrAc), 12.66% citric acid and 10.32% hydrochloric acid at 77°C yielded to optimum result in terms of char length measured in vertical flammability test. Popescu et al. 12 treated wool fibres in baths containing 0–12% K2ZrF6 and 10% HCl and found out that the saturation of the fibre was reached at 8% K2ZrF6 bath concentration. Price et al. 13 investigated the burning behaviour of wool and wool/polyurethane foam combinations by cone calorimeter. Compared to the untreated wool (350 g/m2), Zirpro-treated wool (400 g/m2) showed lower peak of heat release rate and acted as a more effective barrier through charring.
At the industrial scale, the selection of the treatment bath composition to impart flame retardancy becomes a challenging issue, as the effectiveness of the treatment may be associated with the factors related to prior or post processing. Due to the inefficient treatment, ambiguous attempts to increase the concentration of metal complexes in the bath, most of the times, do not lead to better flame retardancy but increase the metal content in process effluents. This study aims at investigating the effect of FR bath composition of both Zirpro and low smoke treatments on the flammability of wool furnishing fabrics. The same FR bath compositions were studied also for wool/polyamide 6,6 blends at ratios widely applied as aircraft seat fabrics. The tests which were described in FAR 25.853 App. F Part I (a) (ii) and Part V were employed to the fabrics to evaluate the flame spread (vertical Bunsen burner test) and smoke emission (smoke density test). In order to measure the heat release rate of materials under forced flaming combustion, the Ohio State University (OSU) calorimeter and cone calorimeter are commonly used. These two equipment differ in their operating principles and the measured heat release rates do not agree in most cases. 14 OSU calorimeter is used to measure the rate of heat release of aircraft materials according to FAR 25.853 App. F Part IV. However, the seat fabrics are not covered by this test. 15 The textile fabrics, only when used as a part of internal wall and ceiling panels or partitions, are tested by OSU calorimeter as fabric-faced composites. Compared to the OSU calorimeter, the cone calorimeter is considered to be a more scientifically founded instrument. 16 Thus, the cone calorimeter has found widespread use in the study of FR materials. 17 In addition to the heat release rate, the cone calorimeter allows for the evaluation of data such as effective heat of combustion (EHC), relative ignitability and smoke released during burning. 18 Therefore, in this study, the cone calorimeter was used to measure important flammability parameters of the fabrics. The micro-combustion calorimeter (MCC) which is an up-to-date equipment developed by federal aviation administration (FAA) allows for the measurement of heat release rate using milligram size samples. The heat release rate of fabrics was also evaluated using MCC.
Materials and methods
Wool and wool/polyamide 6,6 blend Nm 20/2 yarns were kindly supplied by Kadifeteks A.Ş., Turkey and the composition of blended yarns was determined according to TS1700/2003 Method 2. The yarns were knitted in a laboratory type single-jersey circular knitting machine and fabrics (~450 g/m2) were produced.
Potassium hexafluorozirconate (K2ZrF6) and zirconium acetate solution (~22% ZrO2) were supplied by Thor Specialities Ltd, UK under commercial names of Aflammit ZR and Aflammit ZAL, respectively. All the other chemicals used were of analytical grade. The fabrics were treated in six different bath compositions (Table 1) at a goods to liquor ratio of 1:20.
Bath compositions.

After the fabric was immersed in the solution, the bath temperature was raised to 70°C in 45 min and then the fabric was impregnated at 70°C for 45 min under continuous shaking (KS 4000i, IKA, Germany). The fabric was then rinsed with distilled water, dried flat and conditioned at 21°C and 50% RH at least for 24 h before any analysis. The weight gain of the treated fabric was calculated according to equation (1) where W0 and W1 are the weight of the fabric before and after treatment

The flame spread of fabric samples (75 mm × 305 mm) was measured in a multi-purpose test cabinet (Govmark, USA) according to the 12-Second Vertical Bunsen Burner Test described in the FAA handbook. 19
The important parameters such as peak heat release rate (PHRR), total heat release (THR) and heat release capacity (HRC) were measured by the MCC (Fire Testing Technology Ltd, UK), according to ASTM D7309-13 Method A. Approximately 5 mg of sample was heated up to 750°C at a heating rate of 1 K/s under N2 flow (80 cm3/min) in the pyrolysis chamber. The evolved gases were combined with O2 (20 cm3/min) prior to entering the combustion chamber where a constant temperature of 900°C is maintained. The residue at the end of the test was weighed and char yield (%) was calculated. The residues were analysed using a light microscope (Discovery V20, Zeiss, Germany) equipped with a digital camera (Axiocam ERc 5s, Zeiss, Germany).
NBS Smoke Density Chamber (Fire Testing Technology Ltd, UK) was used to measure the smoke density generated during combustion according to the Smoke Test for Cabin Materials described in FAA handbook. 19 Test specimens (75 mm × 75 mm) were exposed to a radiant heat flux of 2.5 kW/m2 under flaming conditions for 4 min. The maximum value of the specific optical density during the 4-min test was measured, and the corrected value of the specific optical density (Dmc) was computed by the instrument software using the clear beam reading as the correction factor.
The cone calorimeter (Fire Testing Technology Ltd, UK) was used to measure the heat release rate as well as the smoke release rate. The tests were conducted according to ASTM E 1354-13 under a heat flux of 35 kW/m2. The fabric samples (100 mm × 100 mm) were tested using a standard retainer frame along with a wire grid having rods of 2 mm diameter each placed within a distance of 20 mm, in order to prevent sample folding.
All the tests were run in triplicates and the average results were tabulated.
Results and discussion
Vertical flammability
The percentage weight gain of the fabrics after treatment is shown in Table 2. It was reported earlier that the α-hydroxycarboxylic acids (i.e. citric acid) form chelate rings with zirconium atoms that are then exhausted onto wool. On the other hand, in the absence of citric acid, in strongly acidic conditions, negatively charged hexafluorozirconates are exhausted onto wool. 20 The higher percentage weight gain values were obtained for samples treated in baths containing potassium hexafluorozirconate, zirconium acetate and citric acid as the complexing agent, possibly due to the exhaustion of higher molecular weight zirconium citrate complexes onto wool.
Vertical flame test results of wool and wool/polyamide blended fabrics.

Vertical flame tests were used to evaluate the potential fire risks associated with the spread of flame. The flame time (the time that the specimen continues to flame after the removal of burner flame) and burn length measured using the appropriate weight (200 g) are tabulated in Table 2. The untreated fabrics (Tref, TPref, TPPref) failed to meet the requirements of the vertical flame test for aircraft materials (average flame time < 15 s and average burn length < 203 mm). Regardless of the bath composition, all of the treated 100% wool fabrics (T1–T6) passed the vertical flame tests. The lower flammability could be achieved after treatment due to more efficient charring. Low smoke Zirpro treatment was found to be very effective for 100% wool fabrics at all of the studied bath compositions (1–4).
The flammability of the fabrics increased with the increasing PA 6,6 ratio in blends. The obtained results are in good agreement with those previously discussed in the literature. 21 Benisek 20 proposed that the metal complexes are exhausted onto the positively charged amino groups on the fibres. Compared to wool, PA 6,6 contains a lower fraction of amino groups. 22 Therefore, one would expect that, during exhaustion, once the saturation is reached, particularly in baths containing higher amounts of zirconium, the lower uptake of zirconium complex ions can be achieved by the blended fabrics. As the percentage weight gain values did not significantly differ with respect to PA 6,6 ratio, it can be concluded that the saturation has not been reached at the studied conditions. Thus, the higher flammability of blended fabrics can be mainly attributed to the higher flammability of PA 6,6.
The flammability of the blended fabrics could be reduced by increasing the concentration of zirconium complexes in the treatment bath. For instance, among 78.5% wool–21.5% PA 6,6 fabrics, only the sample treated with 5% K2ZrF6 and 10% Zr(Ac) could pass the vertical flame test (sample TPP3). The greater deviation in the burn length of blended fabrics could be ascribed to the variation of fabric density through the length of the blend fabric. It is worth noting that an integral char structure was maintained during the tests and the fabrics did not exhibit dripping behaviour which is typical to polyamide. The anti-dripping mechanism of wool-polyamide blend fabrics could be attributed to the so-called scaffolding effect explained previously in the literature.23,24 The carbonaceous wool char may have acted as a scaffold to prevent the molten polyamide dripping away. The representative photos of all samples after vertical flame tests are shown in Figure 1.

Photographs of untreated and Zirpro-treated samples after 12-s vertical Bunsen burner tests.
Micro-scale combustion calorimeter
The representative HRR (W/g) curves obtained from a single MCC run for each sample are shown in Figure 2. The average THR (kJ/g), HRC (J/g K) and PHRR (W/g) values of each sample as well as Tmax which is the temperature at PHRR and the residue (%) at the end of the test are tabulated in Table 3. A single HRR peak was observed at 332°C for 100% wool. A shoulder peak appeared starting from 435°C for 88.6% wool–11.4% PA 6,6 fabric (TPref) and a secondary HRR peak occurred at 438°C in 78.5% wool–21.5% PA 6,6 (TPPref) possibly due to the degradation of polyamide. As a result, THR of the fabrics were increased with the increasing polyamide ratio in blends, on the contrary HRC and PHRR values as well as the char yield were decreased. The secondary HRR peak of TPPref was significantly reduced upon FR treatment.
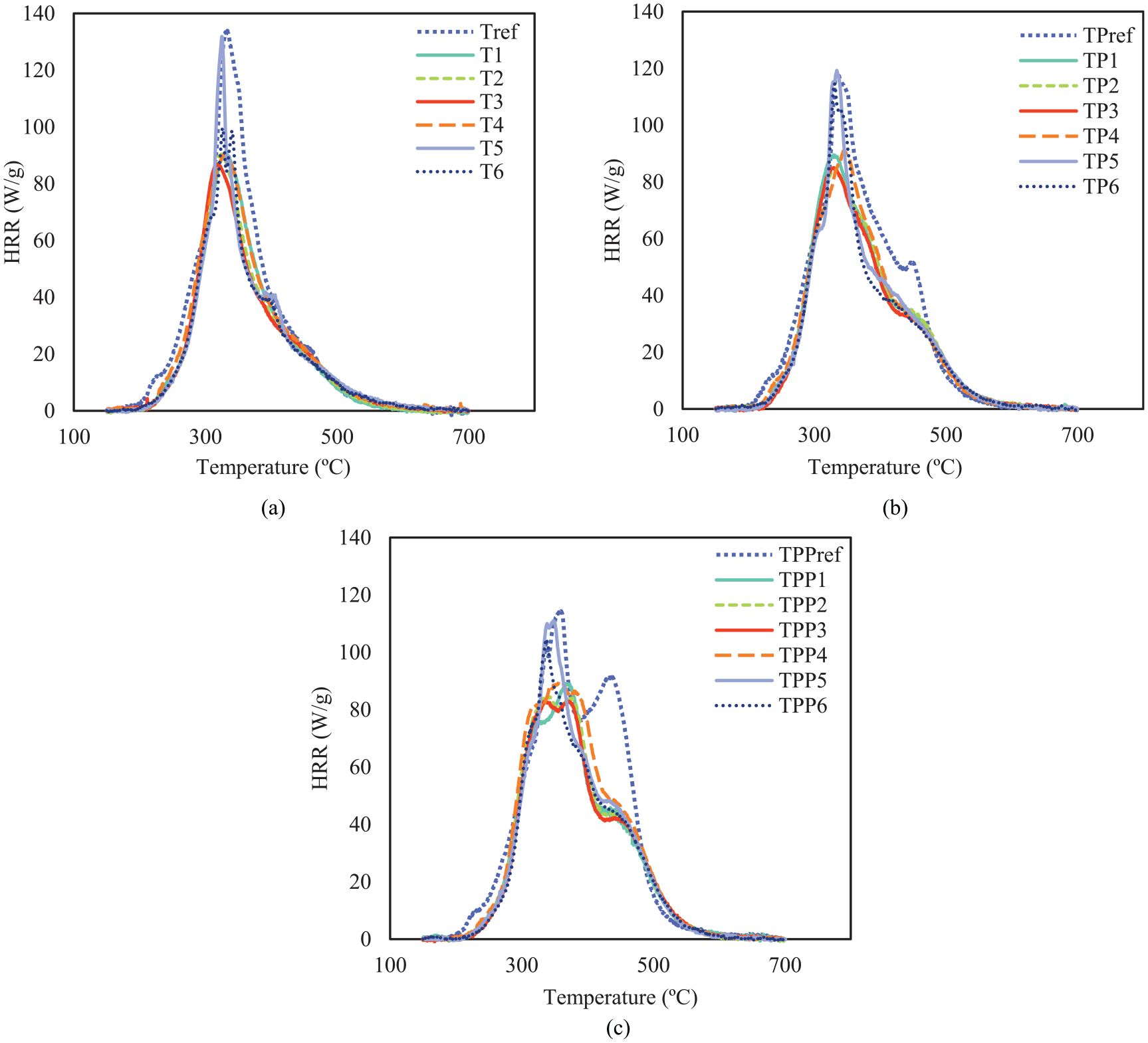
HRR curves of (a) 100% wool fabrics, (b) 88.6% wool–11.4% PA 6,6 fabrics and (c) 78.5% wool–21.5% PA 6,6 fabrics obtained by MCC.
MCC test results of wool and wool/polyamide 6,6 blend fabrics.

HRC: heat release capacity; PHRR: peak heat release rate; THR: total heat release.
The THR and PHRR values were significantly reduced with the increasing concentration of zirconium complexes in the treatment bath. On the other hand, the amount of residue at the end of the test increased with the increasing FR concentration in the bath. The increase in % residue may be attributed to the activity of FR which promotes char formation. 25 Moreover, the reduction in PHRR and HRC occurred at a greater extent in low-smoke Zirpro-treated samples. The photographs of chars taken during light microscope screenings are shown in Figure 3. A glossy and expanded char was observed for the untreated wool (Tref). A more compact char with some fibrous structures could be observed for the low-smoke Zirpro-treated sample (T3).
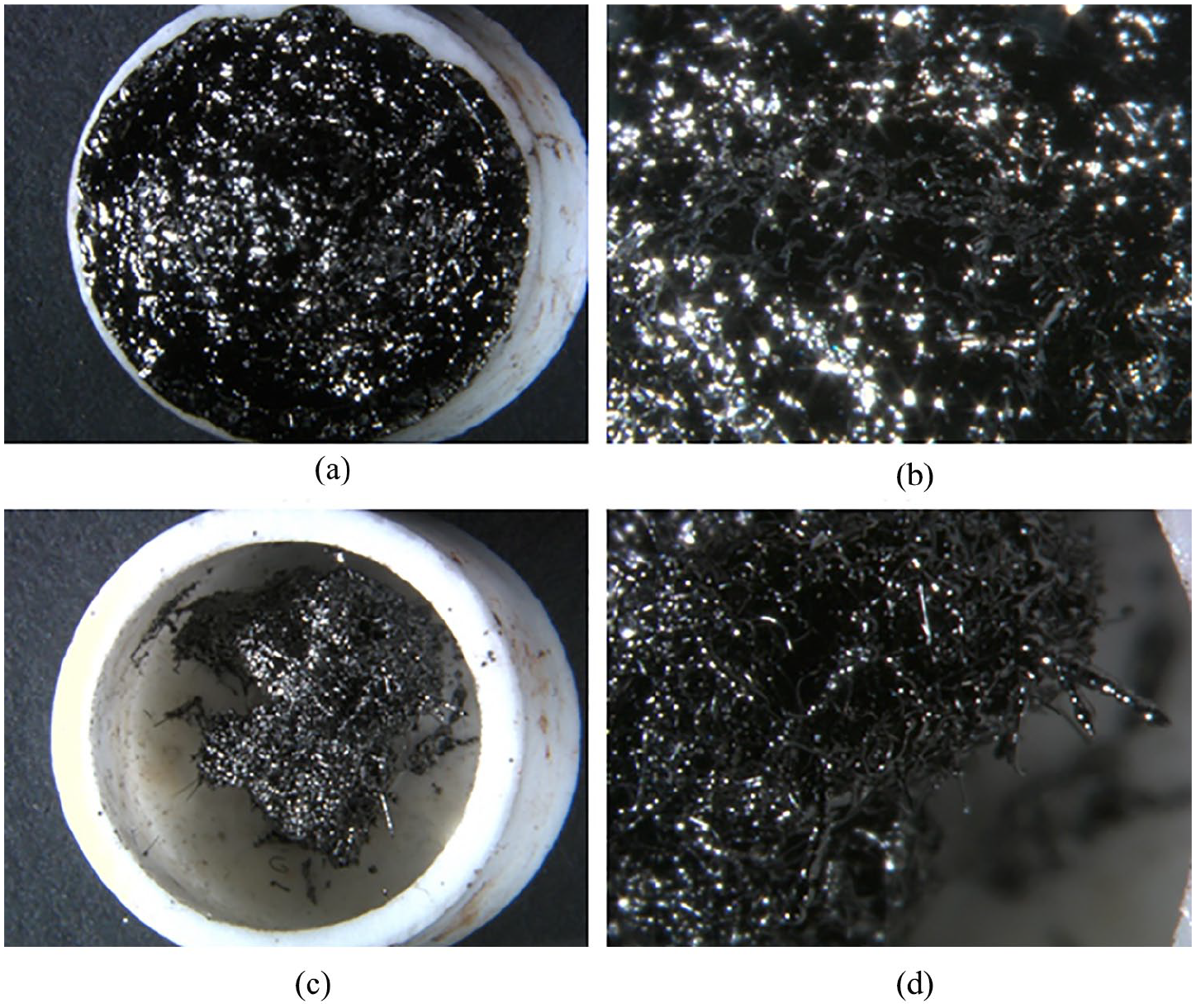
Char photographs of Tref at (a) 11× magnification and (b) 35× magnification and sample T3 at (c) 11× magnification and (d) 35× magnification.
Smoke density
Smoke generated by the materials during combustion is another important measure of fire hazard. The corrected maximum specific optical density (Dmc) values measured by NBS smoke density chamber (SDC) are shown in Table 4. The thin fabric samples contain low amount of combustibles. As a result, all tested samples complied with the requirements of this test (Dmc < 200). Even though the obtained data can hardly be correlated, the smoke density decreased with the increasing PA 6,6 ratio in blends. It was also reported in the literature that nylon fabrics gave lower optical smoke density values than wool.
26
Regardless of the blend composition, Dmc values were increased with the increasing K2ZrF6 concentration in the treatment bath and relatively higher Dmc values were obtained for the samples treated with only K2ZrF6 (in baths 5 and 6). The fluorozirconate ions
Cone calorimeter and NBS smoke density test results of wool and wool/polyamide 6,6 blend fabrics.
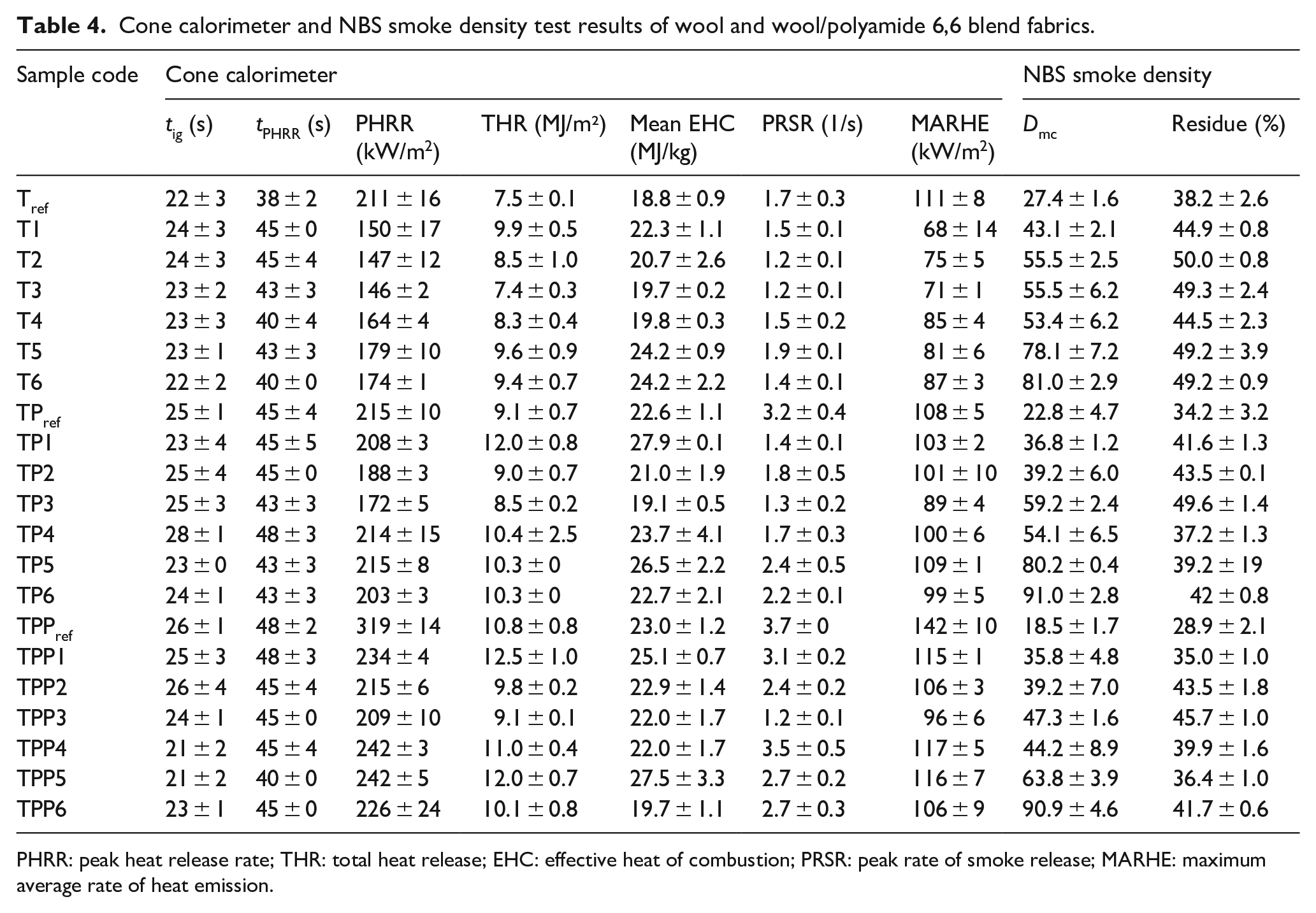
PHRR: peak heat release rate; THR: total heat release; EHC: effective heat of combustion; PRSR: peak rate of smoke release; MARHE: maximum average rate of heat emission.
The % residue measured in SDC was higher than those measured in MCC. As it was previously explained in the study by Galaska et al., 28 these results address to the partial pyrolysis of samples in SDC.
Cone calorimeter
The representative HRR (kW/m2) curves obtained from a single cone calorimeter test for each sample are shown in Figure 4 and the average results of three tests are tabulated in Table 4. Under the studied heat flux (35 kW/m2), the untreated 100% wool (Tref) ignited over 22 s and the time to ignition (tig) was not significantly affected by the treatment. Slightly higher tig values could be observed for the blended samples. Regardless of the bath or blend composition a single, a sharp HRR peak that is typical to thermally thin materials was observed for each of the samples. Compared to the Tref, higher PHRR values were obtained for blended fabrics (TPref, TPPref). The PHRR could be reduced by 30% when the 100% wool was treated with 5% potassium hexafluorozirconate and 10% zirconium acetate solution. The reduction in PHRR values of the samples treated with only potassium hexafluorozirconate (in baths 5 and 6) were limited when compared to the samples treated with zirconium acetate and potassium hexafluorozirconate (in baths 1 and 2). The time to peak heat release rate (tPHRR) was slightly increased by the zirconium complex treatment of untreated fabrics (Tref, TPref, TPPref) possibly due to more efficient charring. The tPHRR values of the blended fabrics could not be correlated in a similar manner, possibly due to the localized variations in the fabric density. The THR of Tref was increased, particularly, for samples treated at lower zirconium bath concentrations due to the prolonged combustion at t > 100 s (Figure 4). However, THR could be effectively reduced in samples T3, TP3 and TPP3 thanks to the reduction in PHRR values. Similarly relatively lower mean EHC values were obtained for T3, TP3 and TPP3. The maximum average rate of heat emission (MARHE) values are tabulated in Table 4 to facilitate comparison among the samples. MARHE (kW/m2) tended to increase with the increasing PA 6,6 content in blend. MARHE also decreased with respect to the increasing zirconium concentration in the treatment bath. The peak rate of smoke release (PRSR) of Tref was lower than TPref and TPPref. The lowest PRSR values were obtained for T2 and T3. The reduction in PRSR values of Zirpro-treated wool when compared with the untreated wool was also reported in the literature. 13 The correlation of characteristic smoke parameters obtained by NBS smoke density chamber and cone calorimeter was not possible.29,30 This can be ascribed to the different modes of testing implied by these instruments; NBS smoke density chamber is a closed and static system whereas the cone calorimeter is an open and dynamic system. 31 It was found that under-ventilated conditions (i.e. NBS smoke density chamber) may lead to increased smoke production for some materials. 31 Moreover, it was shown that materials which released more heat also released more smoke and combustion products. 32 The cone calorimeter was found to be in good agreement with the results of full-scale fire tests and thus is a better indicator of real fire conditions. 29
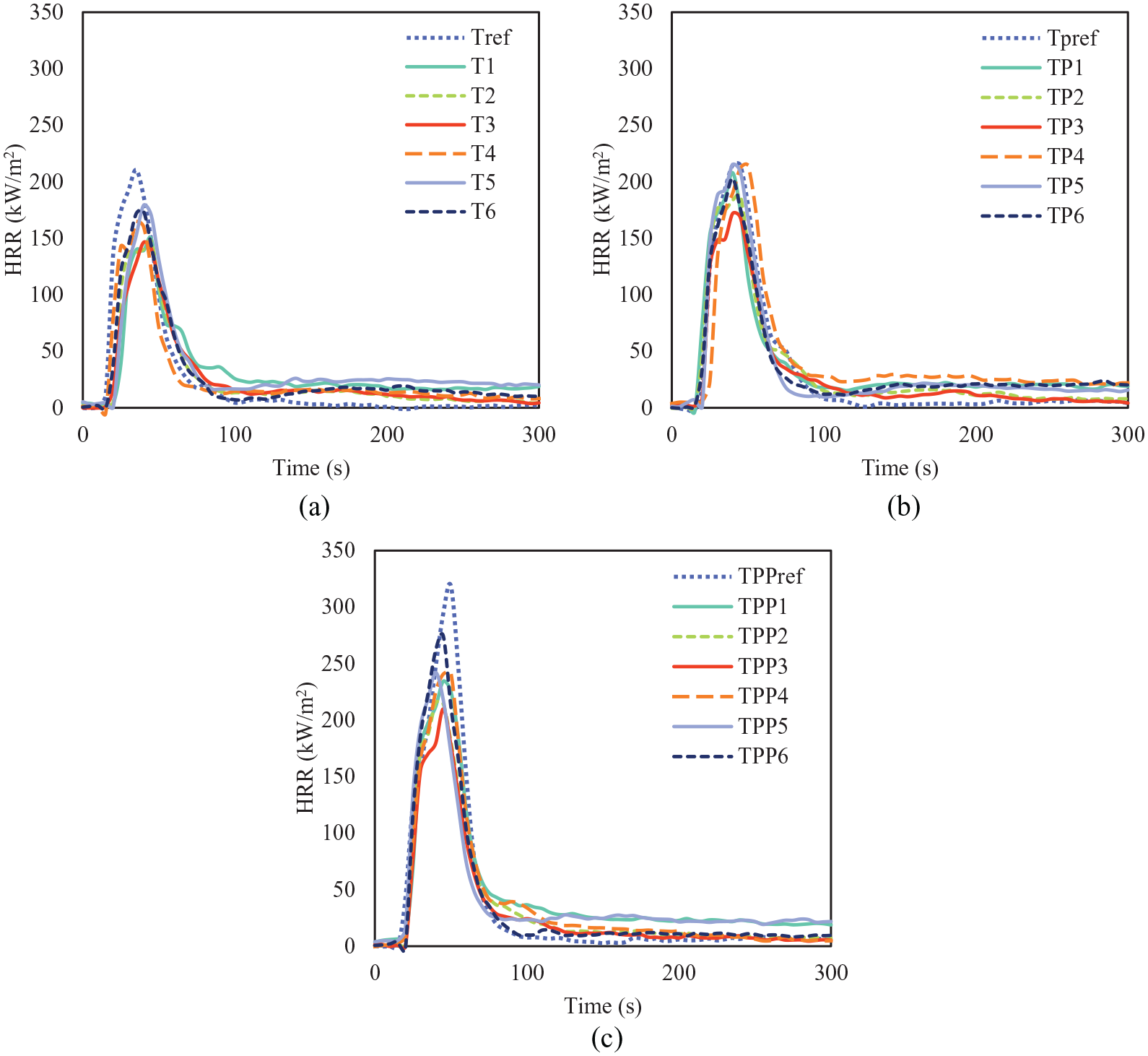
HRR curves of (a) 100% wool fabrics, (b) 88.6% wool-11.4% PA 6,6 fabrics and (c) 78.5% wool-21.5% PA 6,6 fabrics obtained by cone calorimeter.
Conclusion
The fire risks and hazards of wool and wool/polyamide blended fabrics were evaluated by means of flame spread, heat release and smoke density. Polyamide 6,6 is a highly flammable material; therefore, the blends of wool/polyamide 6,6 showed poor performance in vertical flame tests compared to 100% wool. Increasing the concentration of zirconium complexes in the treatment bath was favourable for reducing the flammability of blends. When 78.5% wool–21.5% PA 6,6 fabrics were considered, only the sample (TPP3) treated with 5% potassium hexafluorozirconate and 10% zirconium acetate solution could pass the vertical flammability test. The values of PHRR were reduced and the % residue increased with the increasing metal concentration in the treatment bath. The major drawback of increasing FR concentration is that it leads to an increase in the density of produced smoke. The reduced F:Zr ratio gave more favourable results in optical smoke density measurements as well as smoke release rate in the cone calorimeter.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship and/or publication of this article: This work was supported by the Eskişehir Technical University Scientific Research Projects Commission (grant number 1504F172) and the Scientific and Technological Research Council of Turkey (grant number 1150520).