
Abstract
The special spinning oil for modified polyester bulked continuous filament was prepared using compound technology. The mixture of smoothing agent, emulsifier, collecting agent, and antistatic agent at certain proportions shows synergistic effect, which improves the usability of spinning oil on the whole. According to the use of different components, polyoxyethylene ether, polyether, and white oil spinning oil are synthesized, respectively. The basic performances of self-made spinning oil are better than those of a commercially available spinning oil, and its production rate can reach 93%.
Introduction
Chemical fibre is widely used in carpet, although it has some disadvantages of poor hygroscopicity and serious static electrical phenomenon due to the lack of natural oil slick and wax. Spinning oil is the key assistant in processing of chemical fiber and its performance has a significant impact on the fiber quality and post-processing. Specifically, spinning oil can efficiently improve the pliability of fiber. In addition, a layer of oil film on the surface of the fiber can be formed, which can decrease fibers’ friction coefficient and increase fiber cohesion, uniformly draft, reduce the rate of broken filaments, and improve its spinnability. 1
Compared with ordinary air-texturing, the production process of bulked continuous filament (BCF) has a higher melting extruder temperature and a higher spinning speed. The drafting, texturing, and interlace processing are completed via a one-step process, which requires spinning oil with a high quality. For the modified polyester (PET) BCF, due to the complex structure and high tensile deformation temperature, special spinning oil should be adopted to meet production demand. Previously, the spinning oil for polypropylene (PP) BCF2–4 and polyamide (PA) BCF 5 has been reported. The spinning oil for ordinary PET BCF relies on imports or is provided by the Sino-foreign joint venture in China. However, the special spinning oil for modified PET BCF has not been reported yet. At present, the most production enterprises of modified PET BCF use imported PP or PA BCF spinning oil that is of high cost. In order to save cost, ordinary PET spinning oil is used by most production enterprises of modified PET BCF. No matter what kind of spinning oil is used, issues, such as poor heat resistance, more BCF broken filaments, and end breakage, still exist. Therefore, it is urgent to develop improved spinning oil in order to meet the requirements of production.
In this work, smoothing agent, emulsifier, collecting agent, and antistatic agent at a certain proportion were mixed via compound technology, which shows synergistic effect for the development of special spinning oil with improved usability for modified PET BCF. Specifically, polyethers, white oil, and polyoxyethylene ethers were used as the main raw materials to synthesize three kinds of spinning oil, respectively. When comparing their basic performance with 3# spinning oil that most production enterprises had been using, one kind of spinning oil has the similar or better performance. The best spinning oil we synthesized was produced in large scale and compared with 3# spinning oil that most enterprises had been using on application performance. These results provided a theoretical reference for further research on spinning oil.
Materials and methods
Materials
The smoothing agent is isomeric alcohol ethoxylates, polyoxyethylene–polyoxypropylene block copolymer, the addition polymers formed from epoxide, and a unique initiator, polyoxyethylene (40) castor oil ether. The emulsifying agent is alcohol ethoxylate. The collecting agent is polyethylene glycol monooleate 264 or polyethylene glycol 400 monooleate. The antistatic agent is alkyl phosphate ester ammonium or octadecyl dimethyl hydroxyethyl quaternary ammonium nitrate. The aforementioned materials were purchased from Jiangsu Haian Petroleum Chemical Factory, China. Most production enterprises had been using 3# spinning oil which is a commercially available spinning oil.
Synthesis method of spinning oil
Certain amounts of emulsifying agents, collecting agent, and antistatic agents were mixed in a reactor. When the temperature was raised to 80°C, a mixture of various emulsifying agents was added and then stirred at a low speed until they were well combined. These reactants were kept stirring at a constant temperature of 80°C for 2 h, followed by cooling to room temperature. Then, the modified PET BCF spinning oil was obtained.
Basic performance tests
The basic performance tests of spinning oil include appearance, stability, viscosity, volatility, coke residue, smoking temperature, and oil film strength. The appearance was judged by its color, transparency, sediment, suspended matter, and impurities. The stability was analyzed by observing changes of spinning oil emulsion with a concentration of 2% in water for 72 h. The viscosity was tested according to GB/T 10247-2008, and it was detected by the SNB-1-type rotating viscometer. The volatility was tested by calculating the weight loss of 5 g spinning oil sample that was dried at 200°C for 5 h. The coke residue was tested by calculating the residual solvents of 1 g spinning oil sample that was dried at 220°C for 8 h. Smoking temperature was tested using HLY-III-type automatic Oil Smoke Point according to GB/T 20795-2006. The oil film strength of spinning oil was tested by the MRS-10(A) four-ball frication test machine according to the GB/T 12583-98 standard test method for measurement of extreme-pressure properties of lubricating fluids (four-ball method) and it was expressed with the pressure value when the oil film just rupture.
Application performance tests
PET BCF has high tensile strength, bulkiness, low boiling water shrinkage, and high heat-crimp elongation. The application performance of spinning oil includes fineness, breaking strength, elongation at break, heat-crimp elongation, boiling water shrinkage, spinning oil content, and production rate. Fineness was tested according to GB/T 14343, whereas breaking strength and elongation at break were tested according to GB/T 14344. The heat-crimp elongation was tested according to FZ/T 50030, boiling water shrinkage was tested according to GB/T 6505, and finishing oil content was tested according to GB/T 6504. The production rate of PET BCF was calculated by the following formula

where Wf is the total weight of finished BCF yarn, Ww is the weight of waste BCF yarn, Wd is the weight of defective BCF yarn, and Wt is the weight of waste BCF yarn transitional yarn.
The main production equipment is S3 BCF spinning machine (Neumag, Germany). The working condition is a spinning speed of 2500 m/min and BCF carpet yarn specifications of 1250 dtex/90F.
Results and discussion
Results and discussion at the experiment exploration stage
Appearance
The appearance of self-made spinning oil at the experimental stage is shown in Figure 1.

The appearance of polyoxyethylene ether spinning oil (a), polyether spinning oil (b), 3# spinning oil (c), and white oil spinning oil (d).
It can be seen from Figure 1 that the polyether spinning oil is a colorless transparent liquid, and the polyoxyethylene ether and 3# spinning oil are yellow transparent liquids, the white oil is obviously lamination, and the upper layer of spinning oil is mild yellow and the lower layer is yellow.
Stability tests
Stability is an important performance indicator to measure spinning oil, and it mainly refers to whether the spinning oil emulsion is layered at a certain temperature. Unstable emulsion mainly exits in the following three conditions: 6 layering, variant, and breaking emulsion. Layering means that emulsion is not really broken, but it is divided into two types of emulsion. Variant is that emulsion is transformed from oil-in-water (or water-in-oil) into water-in-oil (or oil-in-water) emulsion; when the internal phase volume of emulsion is greater than 74%, variant occurs. Breaking emulsion means that emulsion is completely destroyed, and the reasons are as follows: unreasonable formula, the quality of one-component spinning oil has changed, and the emulsion compounding is incorrect.
According to the reference, there are no universal standards for the stability testing time. During this experiment, 72 h was chosen for stability testing. The test results of different kinds of spinning oil emulsion with a concentration of 2% in water are shown in Figure 2.

The stability of polyoxyethylene ether spinning oil emulsion (a), polyether spinning oil (b), 3# spinning oil (c), and white oil spinning oil (d).
It can be seen from Figure 2 that the emulsions of polyether and polyoxyethylene ether are colorless transparent liquid, the emulsion of 3# spinning oil is oyster white, and the emulsion of white oil is in grey translucent color.
After keeping the four kinds of spinning oil at room temperature for 12, 24, 48, and 72 h, no difference was found for the emulsion of 3#, polyether, and polyoxyethylene ether spinning oils, but the emulsion of white oil was changed, as shown in Figure 3.

The stability of white oil emulsions at 12, 24, 48, and 72 h.
It can be seen from Figure 3 that the emulsion of white oil is a transparent liquid after 24 h, but there is a thin layer of oil on the top of the emulsion, and an obvious stratification between oil and water occurred. Results indicate that the compatibility and emulsification influence the stability of the emulsion a lot.
Viscosity testing
Temperatures and pressures were greatly changed during the course of high-speed friction on fiber. The spinning oil concentration on the fiber was increased owing to water evaporation under high temperature of the heater. If the viscosity changes greatly with the spinning oil concentration, it will cause the change in friction forms and variation of tension. In order to maintain spinning smoothly, it is necessary to maintain the viscosity unchangeable with the variation of concentration. The viscosity of four kinds of spinning oil is shown in Figure 4.

The viscosity curves of different kinds of spinning oil.
It can be seen from Figure 4 that the viscosity of polyether spinning oil changes gradually when the concentration is changed and the viscosity of other samples fluctuated obviously. The viscosity has obvious fluctuations when the concentration is in the range of 60%–90%. During the spinning process, if the air humidity and temperature are high in the workshop, it will cause the viscosity change of 3# spinning oil, white oil, and polyoxyethylene ether, thus causing tension fluctuation and impacting the quality of fiber.
Heat resistance testing
Heat resistance of spinning oil has two meanings: one is that the spinning oil on the fiber has little volatility, good formability, and no split filament after hot roller stretching, and the other is that contact heating is used during the stretching process and the spinning oil residues on the hot roller can easily be resolved, cannot undergo crosslinking easily, and have little coking residue; otherwise, it will cause split and breakage of the filament. 7 Test results of heat resistance are shown in Table 1.
Test results of heat resistance.
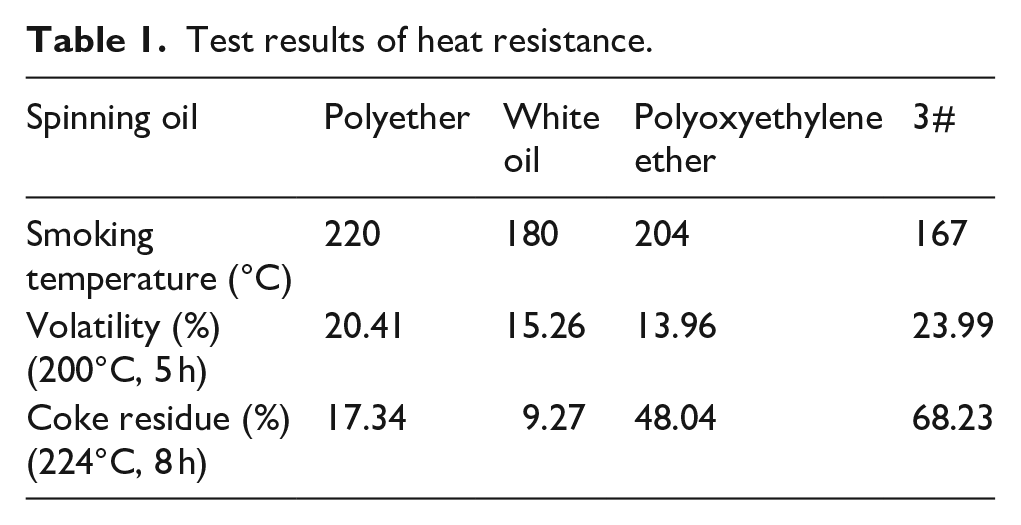
The high-speed spinning oil is required to undergo little volatilization in a short time and high volatilization in a long time. Therefore, the smoking temperature is above 165°C and the decomposition temperature is below 220°C. 8 The results in Table 1 demonstrate that the smoking temperature of all samples is above 165°C, the smoking temperature of self-made spinning oil is higher than that of 3# spinning oil, and its volatility and coke residue are less than those of 3# spinning oil. The polyether spinning oil has high heat resistance.
Oil film strength testing
In this experiment, three kinds of spinning oils were selected to test their oil film strength (Figure 5). The abrasion resistance can reflect frictional characteristics of spinning finish. The oil film attached on the surface of the fiber does not break under high temperature, high shear rate, and constant pressure; otherwise, the frictional behaviors of the fiber will be changed and can influence the spinnability of the fiber. It can be seen from Figure 5 that the PB values of polyoxyethylene ether and polyether spinning oil are higher than that of 3# spinning oil.
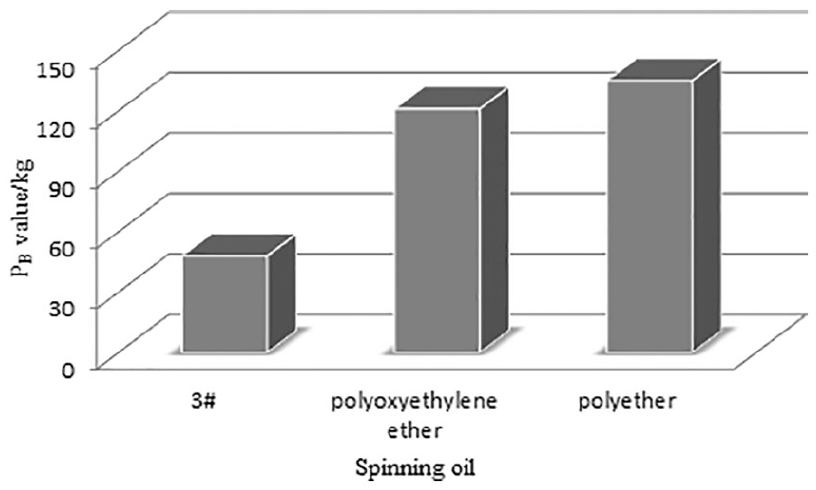
Test results of oil film strength.
Results and discussion at the intermediate trial stage
Based on the experimental results, the polyoxyethylene ether and polyether spinning oil are selected for pilot production, the BCF x-01 is denoted as polyoxyethylene ether spinning oil, and the BCF x-02 is denoted as polyether spinning oil. The application performance for different types of spinning oil is analyzed. Self-made spinning oil (BCF x-01 or BCF x-02) was used for two shifts and 3# spinning oil was used for two shifts. Test results of the application performance of different spinning oils are shown in Table 2.
Test results of application performance.

BCF: bulked continuous filament.
The experimental results show that, under the same facilities and technical process, the spinning oil contents of BCF x-01 and BCF x-02 are higher than that of 3# spinning oil, and their other application performances are similar to 3# spinning oil. The self-made spinning oil showed performance equal to 3# spinning oil, its production rate could reach 93%, and it could completely satisfy the practical requirement of fiber production.
Conclusion
In summary, several kinds of surfactants were selected as the smoothing agent, emulsifying agent, collecting agent, and antistatic agent to synthesize the polyether spinning oil, polyoxyethylene ether spinning oil, and white oil spinning oil, respectively. The 3#, polyether, and polyoxyethylene ether spinning oils have good stability, the viscosity of polyether spinning oil changes slightly when the concentration is changed, and the viscosity of the other samples fluctuated obviously. The self-made spinning oils have better heat resistance than 3# spinning oil, and they have higher PB than 3# spinning oil. The self-made spinning oils also have good spinnability, and their production rates are similar to that of 3# spinning oil.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.