
Abstract
Two main methods employed in designing knitted fabrics for production rely on a given surface density or on the basis weight (grams per square meter). The actual value of these parameters may differ. Normally, the actual basis weight of knitted fabrics is determined by weighing a sample of a certain width and length and subsequently performing the relevant conversion (ISO 3801:1977). This method involves a destruction or wasting of the material. A non-destructive ultrasonic method for determining the basis weight of textile materials was developed, which is based on a determination of the amplitude ratio of ultrasonic waves falling on the fabric and the waves passing through it. However, this method has limitations in determining the basis weight of textile materials with variable porosity, such as knitted fabrics. To improve the developed method, it is proposed to continue the measuring of an amplitude of the reflected wave from the fabric surface. In this case, it is possible to monitor the fabric porosity changes. If the distance and pore size of the controlled fabric have increased or decreased relative to the control sample, the amplitude and magnitude of the reflected wave (part of the reflected ultrasonic signal) changes and the ultrasonic device will be adapted to the fabric structure. Our studies have demonstrated the possibility of determining the fabric porosity by using an amplitude of the reflected ultrasonic wave from the fabric surface, which allows adaptively to determine the basis weight using an amplitude of transmitted ultrasonic wave. Further development of ultrasonic non-contact methods and relative devises is very important for production control.
Introduction
The material consumption and resource-saving are the main tasks of today’s economy. The resource cost is being reduced as a result of scientific and technical activities using the new energy-saving technologies and new types of equipment and introduction of the low-waste processes and sustainable methods for raw material use. A reduction of material consumption may be the result of a successful technology or design and proper account of social, functional, and ergonomic requirements. On the other hand, the provision of high-quality products contributes to their competitiveness and demand on the global market.
Today, the determination of quality and the identification of defects in textiles are the least automated within the computerized stages of the technological chain. Improving the product quality at the lowest cost is one of the main tasks of the textile industry. Owing to the high competition at the global market, modern textile enterprises are forced to constantly update and improve their production base. The equipment’s speed is constantly increasing; the product range is changing rapidly. In such conditions, the relevance of operational quality control of raw materials and finished products rises sharply. At the same time, much attention is concentrated not only on the development of special laboratory equipment but also on the new methods of controlling the test parameters and variables.
Recently, non-destructive methods of quality control of textile materials,1–3 especially those that do not require stopping the technological process as well as methods that allow to quickly evaluate the quality indicators during the production, have become extremely popular. The use of non-destructive quality monitoring of the fabric structure parameters for an express estimation of its quality and obtaining the basic information for fabric designing is fast and reduces considerably the time for exploitation, development, and production of new assortment of fabrics. 4
It is noted that PLEVA, a German company, which has been developing and producing sensors and control systems since 1969, produces system for fabric density measurement after sanforizing. 5 The pick and course count system density control is used for fabric overfeed and shrinking on tenter frames, compressive shrinkage machines and compactors. Automation Partners Inc., USA, provides fabric density measurement sensors and control systems too. 6 The sensor is an optical/electronic device using infrared light to determine the structure characteristics of the fabric. Fabric density measurement provides the tool to monitor every meter of fabric and identify and correct roll-to-roll and within-roll variations in weight. Systems for automatic fabric density control can assure density, weight, and shrinkage uniformity on stenters, compactors, and sanforizers. It should be noted that both systems require contact between sensors and textiles.
A non-contact method is one of the most promising methods of textile parameter control. 7 The absence of mechanical contact of transducers with the surface of controlled material is the main advantage of non-contact methods. Using this method, the errors associated with measuring the geometric dimensions of textile materials with subsequent calculation of technological parameters under control are eliminated. Another advantage of such method is the ability to protect the materials from damages and to perform continuous operational control during production.
Today, there is a wide range of non-contact methods for non-destructive measurements of materials. Radio isotopic8,9 and ultrasonic 10 methods are the most suitable for operative technological control of textiles, according to their advantages and capabilities. Considering the disadvantages of radioisotope methods, which are mainly related to the harmful effects of radioactive radiation on a human, ultrasonic control is the most advisable. 11 So, system and method of determining porosity in composite materials 12 provides for ultrasonically measuring the porosity in composite material by accessing only one side of materials. Several authors 13 developed an ultrasonic based sensor for monitoring part porosity during an additive build, including background theory, the development and detailed characterization of reference additive porosity samples, and a potential design for in situ implementation.
The existing methods for the control of fabric parameters have not received wide application yet, since in some cases, they do not allow for accurately determining the necessary parameters; in other cases, they are only suitable for basic woven fabrics with low warp and weft density. A non-destructive ultrasonic method for determining the basis weight of textile materials was developed and is based on a determination of the amplitude ratio of ultrasonic waves falling on the fabric and the waves passing through it. 14 This method allows for the control of a continuous operational process throughout the production cycle. However, the method has limitations in determining the basis weight of textile materials with variable porosity, such as knitted fabrics. This study aims at improving the developed method.
It is proposed to monitor the fabric porosity changes. In this case, an amplitude of the reflected waves from the fabric surface could be measured too. If the distance between threads and pore size of the controlled fabric has increased or decreased relative to the control sample, the amplitude and magnitude of the reflected wave (part of the reflected ultrasonic signal) changes and the ultrasonic device will be adapted to the fabric structure.
Theory
The non-contact ultrasonic control of the surface density of textile materials is based on determining the relative change in the total porosity of the controlled material in comparison with control sample. The К coefficient of textile material takes into account the distance and volume of air between the threads, as well as their deformation in interlooping. 15 Dependence of K coefficient of textile single-layer material on the average thread’s diameter dc and the average size l of the through pore can be represented as follows

The K coefficient considers the change in the pore’s size relative to the reference pore with dc equal l. It is possible to directly determine the surface density of the controlled textile material by a ratio of an amplitude of the wave reflected from the controlled textile material surface with K to an amplitude of the wave reflected from the control material surface with K0. 16
It is necessary to detect the ultrasonic radiation R (Figure 1) reflected from the material surface and to compare it with the ultrasonic radiation R0 reflected from the control sample. In this case, the first sensor is located on one side with an emitter or a radiation transducer which generated ultrasonic impulses with the wavelength W.

The transmission and the reflection of waves.
The second sensor that receives a superposition of the signals T1 and T2 is located on the other side of the control fabric. This will aid in finding out part T1 of the ultrasonic waves passed through the material and part T2 of the ultrasonic waves reflected from the threads at the angle v and passed through material too.
The system could be adapted to other environment involving different conditions in the technological chain: knitting and dyeing zones, for example. Thus, we could use a third sensor to adapt system to account for the environment.
Methodology
The non-contact adaptive ultrasonic control system for basis weight ms measurement (Figure 2) has been developed, as a result of executed research. The proposed non-contact adaptive ultrasonic control system has three measureable points. The electrical vibrations after passing through the environment are detected as U0 voltage. The amplitude of the electrical oscillations after transmission is detected as U1 voltage. Ultrasonic oscillations reflected from the controlled textile material are detected as U2 voltage (Figure 3).

Equivalent electrical circuit of the proposed model.

Ultrasonic probe pulse package: (a) at the emitter and (b) at the amplitude detector.
The device contains a probe pulse generator 1, which is connected to the emitter 2 and a radiation transducer 4. The receiving piezoelectric transducers 3 and 5 for transmitted signal are connected through the amplifiers (7 and 8) and the amplitude detectors (9 and 10) to an information processing and control unit (IPCU) 11. A receiver 6 for reflected signal is serially connected to a power amplifier 12, an amplitude detector 13, and IPCU 11. IPCU is connected to a personal computer (PC) 14 with a monitor 15. Controlled textile material 16 is located between the emitter 2 and the receiving piezoelectric transducers 3.
The system operates as follows. The electrical oscillations from the generator 1 enter the emitter 2 and the radiating piezoelectric transducer 4. The ultrasonic impulses from the emitter 2 fall in the receiving piezoelectric transducer 3 after passing through the controlled textile material 16. The amplitude of the electrical oscillations after transmission is proportional to the amplitude of the specified ultrasonic waves and, after amplification, is detected as U1 voltage.
It is coming to internal analog-to-digital converter of the first microcontroller of IPCU 11 and is converted to digital code N1, which could be calculated as

where Um is the voltage amplitude of the electrical oscillations from the generator 1; K1 is the coefficient of transformation of electric oscillations into probing pulses; K2 is the amplification coefficient of the block 1; K3 is the conversion factor of the blocks 2 and 3; K4 is the amplification coefficient of the block 7; K5 is the detection coefficient of the block 9; f is the frequency of ultrasonic oscillations; ρ1 and c1 are the volume density of air and the ultrasonic wave velocity in it, respectively; and r1 is the lower unit of internal analog-to-digital converter of the first microcontroller of IPCU 11.
The ultrasonic impulses from the radiating piezoelectric transducer 4 fall in the receiving piezoelectric transducer 5 after passing through the environment (air). These electrical vibrations after amplification are detected as U0 voltage. It is converted to digital code N0 at the second microcontroller of IPCU 11

where K6 is the conversion factor of blocks 4 and 5, K7 is the amplification coefficient of the block 8, K8 is the detection coefficient of the block 10, and r2 is the lower unit of internal analog-to-digital converter of the second microcontroller of IPCU 11.
Ultrasonic oscillations reflected from the controlled textile material 16 enter the receiver 6 and are converted into electrical oscillations, which after amplifying are detected as U2 voltage. It is coming to internal analog-to-digital converter of the third microcontroller of IPCU 11 and is converted to digital code N2, which could be determined as
where K9 is the conversion factor of blocks 2 and 6, K10 is the amplification coefficient of the block 12, K11 is the detection coefficient of the block 11, Kρ is the coefficient for controlled material, and r3 is the lower unit of internal analog-to-digital converter of the third microcontroller of IPCU 11.
Digital codes N0, N1 and N2 are entered into the PC memory.
It is possible to determine the change of the K coefficient value of the controlled material 16 by the relative change of Ui voltage or digital cod N2 of the controlled material to the

The К0 coefficient of control material is determined once and entered into the memory of the PC 14. The digital code
or
where

where
The code
If there is no material in the measuring channel, the basis weight is calculated as
The basis weight of different fabrics has been determined by the standard (ISO 3801:1977) method too. The specimens (100 × 100 mm) of fabric were weighed on electronic scales with approximation error 0.001 g, which makes it possible to accurately calculate the basis weight of the fabrics.
Results and discussion
The knitted textile materials of two basic interlooping (plain jersey and rib 1 + 1) have been tested by the proposed ultrasonic system on the circular knitting machine directly (Figure 4). The 16-gauge circular knitting machine ODZY with 30′ cylinder diameter and 36 feeders is used at speed 15 r/min.

Experimental setup.
The fabrics’ characteristics are represented in the Table 1.
Fabric details.
The low-power sensors are used for this experimental setup. The effective voltage value of the electric signal at the sensor input does not exceed 5 V. Input electrical resistance at a maximum radiation frequency is 380 ohm. The maximum radiation frequency of ultrasonic vibrations is 40 kHz. The maximum reception frequency is 42 kHz at a resistance of 3.9 kΩ. The repetition duration of the ultrasonic pulse package is 20 ms. Fifty measurements of peak amplitudes per second are performed in the automatic mode, and after digitization, one peak value of the wave amplitude for 3 s or 20 peak values of the wave amplitudes for 1 min are selected to reduce the data array.
At the first stage, the volume of through pores and the total porosity of textile materials are determined by micro slicing and optical scanning. 17 The amplitudes of ultrasonic waves interacting with the materials (Figure 5) and their ratios to the total pore volume are determined at the second stage. The test results are represented in Table 2. As a result of the study, it was found that the amplitude of the reflected ultrasonic waves decreases in proportion to observed increases in the through pore size in the knitting materials. Consequently, the fundamentals of the proposed method are valid.
Testing results.

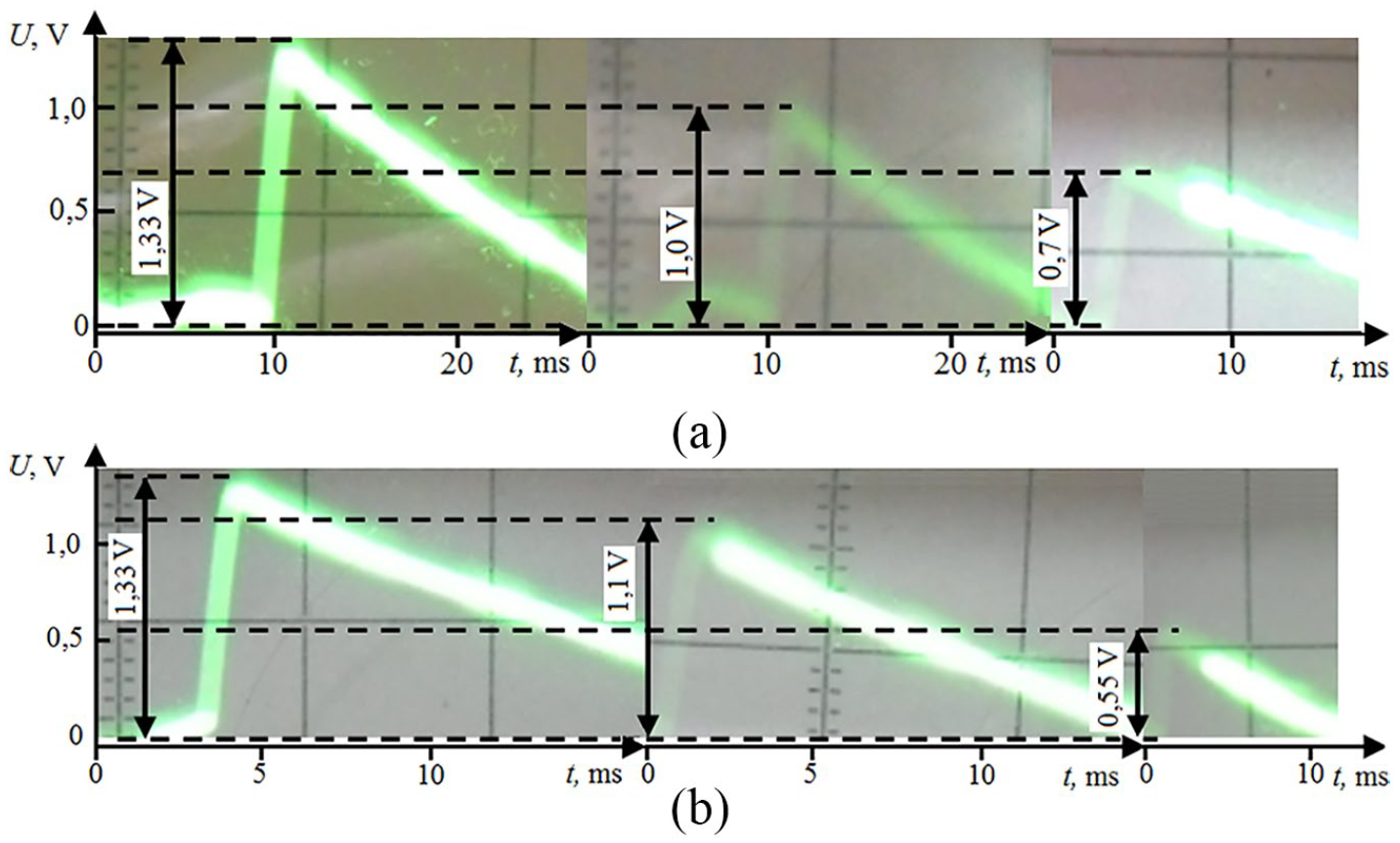
Oscillogram examples: (a) plain knit and (b) rib 1 + 1.
At the final stage, the surface density of the textile materials is studied by an adaptive non-contact method using an ultrasound system. The basis weight of different fabrics has been determined by the standard method too. The electronic scales with approximation error 0.001 g were used which makes it possible to calculate the parameters accurately. The testing results (Table 2) show a high correlation between proposed and standard methods.
The non-contact method of surface density control could provide a high accuracy of measurements, if the ultrasonic sensors are accurately located to the textile material as well as the errors of the measuring channels are minimized.
Conclusion
The studies have demonstrated the possibility of determining the fabric porosity by an amplitude of the ultrasonic wave reflected from the fabric surface, which allows for the adaptive determination of the basis weight by using an amplitude of transmitted ultrasonic wave. The new device can be adapted to both the change of the controlled material structure and the change of the environmental parameters that are important factors for technological control during the production. The developed method and relative device have been tested on 16-gauge knitting machine for plain and rib interloping. It demonstrates the possibility to determine the basis weight using an amplitude of transmitted ultrasonic wave instead of the standard method which involves the material destruction. Further development of ultrasonic non-contact methods and relative devises is very important for operational control of textiles during production.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.