
Abstract
Through-air bonding is one of the thermal methods of bonding fibers in the production of nonwoven webs, and they are widely used in disposable sanitary products, especially in the acquisition distribution layer of diapers. In this article, the through-air bonded nonwoven fabrics were successfully prepared by ethylene–propylene fibers (polyethylene and polyethylene terephthalate (PE/PET)) and eccentric hollow fibers (PE/PET). The influence of process parameters such as the ratio of fibers was discussed for performance of through-air bonded nonwoven. Besides, the surface morphology, physical characteristics (thickness and breaking strength), air permeability, moisture permeation, liquid permeability, and absorption properties test of the nonwoven fabrics were investigated. The results demonstrated that the addition of eccentric hollow fiber increased the permeability, mechanical property, and the core absorption effect of the through-air bonded nonwovens. According to the results, the fabrics made of eccentric hollow fibers have good absorption and liquid transfer characteristics; the permeation time and wetback were found to be 0.85 s and 0.03 g, respectively.
Keywords
Introduction
Nonwoven fabrics are specific types of porous structure composed of fibers that are bonded together by mechanical, thermal, or chemical agents. Nonwovens occupy the critical status in the whole textile industry because of their short processing, massive products, low cost, and wide raw material.1–3 Thermal bonding is a method of bonding the web using thermal energy. The principle of through-air bonded nonwoven material is that most of the high-molecular polymers are thermoplastic, they will soften and melt when heated to a certain temperature, become viscous fluids with certain flow properties, and then re-solidified after cooling. 4 Bicomponent fibers consist of core and sheath part with two different melting points. They are widely used in the through-air bonding process for bonded nonwoven production. The core part of the bicomponent fiber has a high melting point and provides structural rigidity of the web, and the sheath of the fiber has a low melting point and easily melts and bonds the fibers together.5,6
Increased use of diapers in consumer applications as a result of modernization and increased consumer awareness has led to a big market among personal hygienic products. 7 Figure 1 shows the basic structure of a diaper. Constant rise in disposable income and various initiatives taken by the manufacturers to increase awareness among parents for baby hygiene in the emerging economies have fueled the growth of the global baby diaper industry.8,9 Qualifications necessary for a baby diaper determined by subjective panel tests are softness, elasticity, thickness, and necessary wet strength in the cross direction (CD).
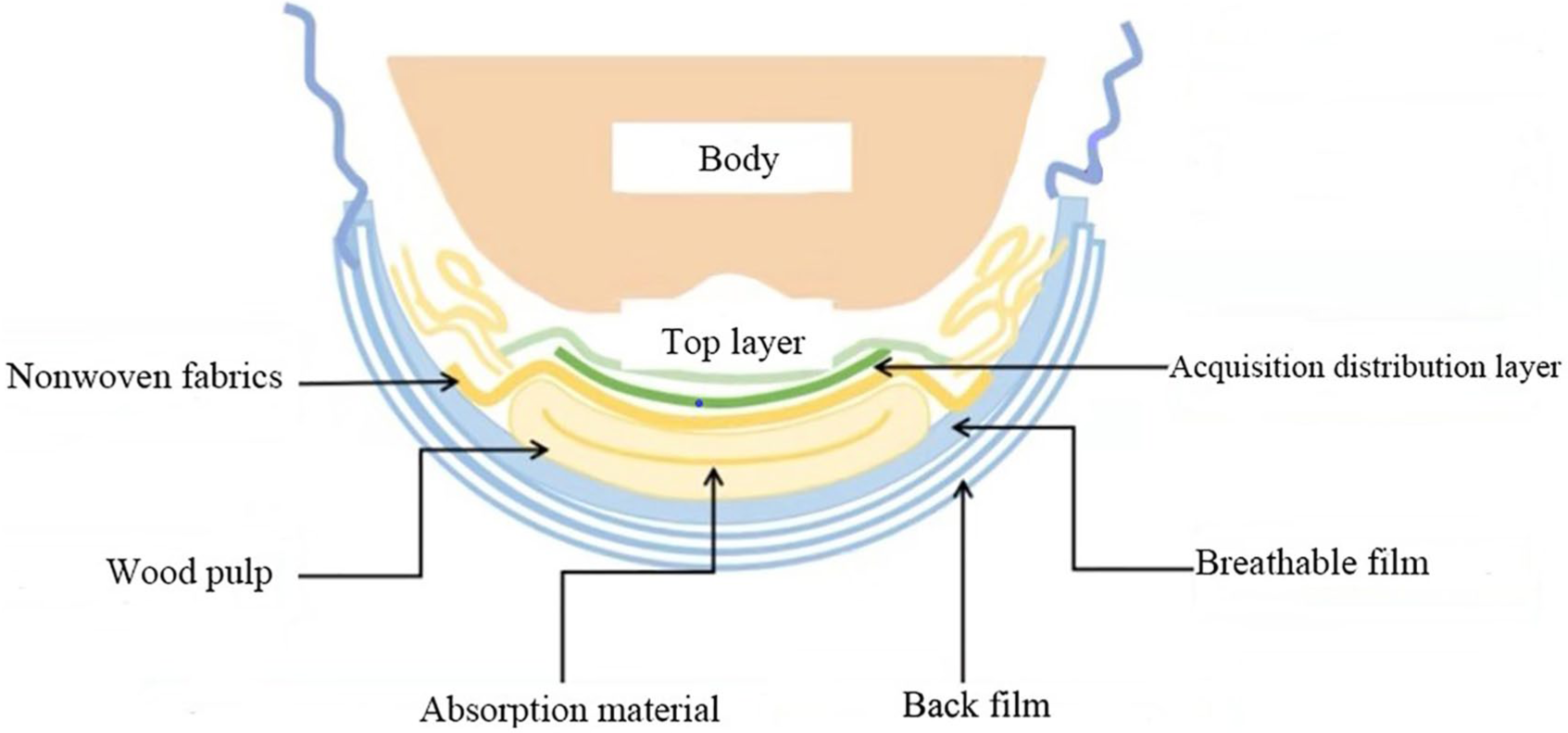
The structure of a diaper.
Although there are many advantages on the use of diapers, it may also form a moist environment after wearing for a long time, causing skin diseases or diaper rash.10–12 Therefore, the usability of diaper needs to be improved to get a product having quick penetration of liquid and a low infiltration rate. Acquisition distribution layer (ADL) is the nonwoven material sandwiched between the top sheet and the absorbent core layer, and its function is to accelerate the penetration and diffusion of liquid and reduce the liquid infiltration. 13 As shown in Figure 2, the liquid penetrates from the top sheet to the ADL and is diffused uniformly by the wicking effect of the ADL. Then, it is absorbed and stored by the absorbent core under pressure and gravity. In use process, the ADL provides a temporary reservoir for each liquid occurring in the sheet layer, and it leads to a complete release and movement of the liquid into the absorption core layer. This prevents the pooling of the liquid against the wearer’s skin, reduces the leakage of liquid from the absorbent structure, and provides improved dryness and comfort to the wearer.14–16 Nonwoven fabric with the ADL should have the characteristics of fast liquid penetration and excellent liquid diffusion. In the early days, spunbonded nonwovens or perforated films were mainly used as the ADL, but in recent years, through-air bonding nonwoven was mainly used. In order to improve the visual effect, nonwovens of different colors were also used as the ADL. It is the developing trend to increase the velocity, enlarge the area, and distribute the liquid evenly. 17

The sketch diagram of ADL working principles in a diaper.
In this article, the properties of through-air bonded nonwoven fabric made of eccentric hollow fiber and ethylene–propylene (ES) fiber are studied. In addition, the effect of the eccentric hollow fiber ratio on the thickness, air permeability, solution absorption performance, and liquid permeability of nonwoven was discussed.
Experimental
Materials
Thermoplastic synthetic fibers are usually used as raw materials for through-air bonded nonwoven materials. When selecting the fibers, the thermal properties of the main structure of the fiber and the bonding components should be considered. In order to reduce the thermal shrinkage of the main fiber as much as possible, the original performance of the fiber was maintained. Therefore, the performances of fibers were tested to provide a theoretical basis for the processes. The main fibers were provided by Beijing Jinglan nonwoven fabrics Co., Ltd, and the detailed information of the fibers was shown in Table 1.
Characteristics of the raw fibers.

PE: polyethylene; PET: polyethylene terephthalate.
Preparation of through-air bonded nonwovens
The current investigation involved a series of seven nonwoven fabrics including different fiber sizes, cross-sectional shapes, and their percentages to measure their basic physical properties, liquid permeability, absorption properties, and so on. Figure 3 shows the process of through-air bonded nonwovens. Fibers were passed through the opening machine before being fed manually to the feed belt on the carding machine, where the openers ensure the raw material opening, cleaning, and blending. All the fabrics were carded by AS181A carding machine and bonded through the hot air. Seven samples were prepared in this experiment, and the ratios of ES fiber/eccentric hollow fiber were varied with 100:0, 80:20, 60:40, 50:50, 40:60, 20:80, and 0:100 wt% (Table 2). The density of the samples was 30 g/m2. The temperature of the hot air was set at 135°C with a motor frequency 25 Hz and heating time of 3 mins.

The process of through-air bonded nonwoven.
Samples with different fiber mixing ratios.

ES: ethylene–propylene.
Testing and characterization
ES fibers, eccentric hollow fibers, and nonwoven webs were characterized by different tests. Almost all the textile testing was carried out at standard atmosphere, with temperature of 21 ± 2°C and relative humidity of 65 ± 3%.
Differential scanning calorimetry
The differential scanning calorimetry (DSC) was used to evaluate the thermal properties of the raw materials. The testing was carried out using the DSC 200F3 (NETZSCH Co., Ltd., Selb, Germany) thermal analysis system, and the thermogram signal was derived from the temperature difference between the sample and the reference. Samples were heated at a heating rate of 10°C/min in nitrogen supply of 100 mL/min. Polymer bonding temperature ranges were selected based on the melting information of polymers.
Scanning electron microscopy
Scanning electron microscopy (SEM) images of the fiber surface and the webs after bonding were taken using the TM3030 scanning electron microscope (Hitachi Co., Ltd., Japan). The sample is glued to the sample table with conductive adhesive and coated with a layer of gold for easy observation.
Thickness
The thickness of a nonwoven fabric can be defined as the distance between the front and back of the material measured as the distance between a reference plate on which the nonwoven rests and a parallel presser-foot that applies a pressure to the fabric. The thickness of the through-air bonded nonwoven was determined according to the GB/T3820-1997 using a fabric thickness tester (YG 414LA; Lai Zhou electronic instrument Co., Ltd).
Tensile strength
The tensile strength and elongation at break of the through-air bonded nonwoven were determined according to QB/T 2710–2005 using a Tensile Tester (Instron 3369; America Instron Co., Ltd).
Air permeability
Air permeability is described as the rate of air flow passing perpendicularly through a known area, under a prescribed air pressure differential between the two surfaces of a material. Tests were performed according to the standard GB/T5453-1997 using a YG461H air permeability tester (Ningbo Textile Instrument Factory, Ningbo, China). The air pressure differential between the two surfaces of the material was 100 Pa.
Water vapor permeability
The water vapor permeability was determined on the Water Vapor Permeability Tester YG216-II (Wenzhou Darong Textile Instrument Co., Ltd., Wenzhou, China), according to GB/T12704. The cup method is a very common method for testing the moisture transfer ability of nonwovens. 18 When vapor passes through a textile layer, two processes are involved: diffusion and sorption–desorption. Water vapor diffuses through a textile structure in two ways, simple diffusion through the air spaces between fibers and yarns and along the fiber itself. 19
The liquid absorption rate
The liquid absorption ratio refers to the ratio of the amount of liquid absorbed by the sample to its own weight after it is completely immersed in the liquid for a certain period. It was performed in accordance with the GB/T 6529. The liquid absorption rate is expressed as follows

where La (%) = Liquid absorption rate (%), M1 = Average dry weight of samples (g), and M2 = Average wet weight of samples (g).
The liquid holdup rate
The liquid holdup is the ratio of wet weight to dry weight of the sample under the action of 1.2-kg standard compaction after a period of complete wetting. It was performed in accordance with the GB/T 6529. The liquid holdup rate is expressed as follows

where Lh (%) = Liquid holdup rate (%), M1 = Average dry weight of samples (g), and M3 = Average wet weight of samples after pressure action (g).
Liquid strike-through time and rewet
Under specified conditions, 5 mL of simulated urine flows to the nonwoven fabric sample, which is placed on the standard absorber pad. The liquid flow rate is 5 mL/s (blank experiment). The liquid strike-through time (STT) and rewet of the ADL materials were determined according to GB/T 24218.8-2010 using an instrument for measurement of liquid STT and rewet. (Lister AC Model: L6141; Austria Lan Jing Testing Instrument Co., Ltd).
Results and discussion
The thermal performance of raw fiber
Thermal stability of the ES fiber and eccentric hollow fiber were studied by DSC, and the results are shown in Figure 4. Through the DSC testing, the physical properties such as the melting point and the crystallization temperature of the raw fibers were obtained. As can be seen from the figure, the two melting peaks correspond to the sheath and core structure of the fiber, respectively. The raw fibers were made up of the sheath part (PE) whose melting point is about 127°C and core part (PET) whose melting point is about 262°C. Through the DSC analysis, the basis for hot air process could be provided.

DSC curve of ES fiber and eccentric hollow fiber.
SEM analysis
SEM has been proved to be a useful tool for studying fiber morphology features including cross-sectional and surface features. Figure 5(a) and (c) showed the surface of eccentric hollow fiber and ES fiber. Both ES fiber and eccentric hollow fiber have smooth and flat longitudinal structure. Figure 5(b) and (d) showed the cross-section of the eccentric hollow fiber and ES fiber. Both are composed of two kinds of polymers; the difference is that the two components of ES fiber are symmetrically distributed, while the eccentric hollow fiber is asymmetrically distributed, and there is a cavity structure in the core part.
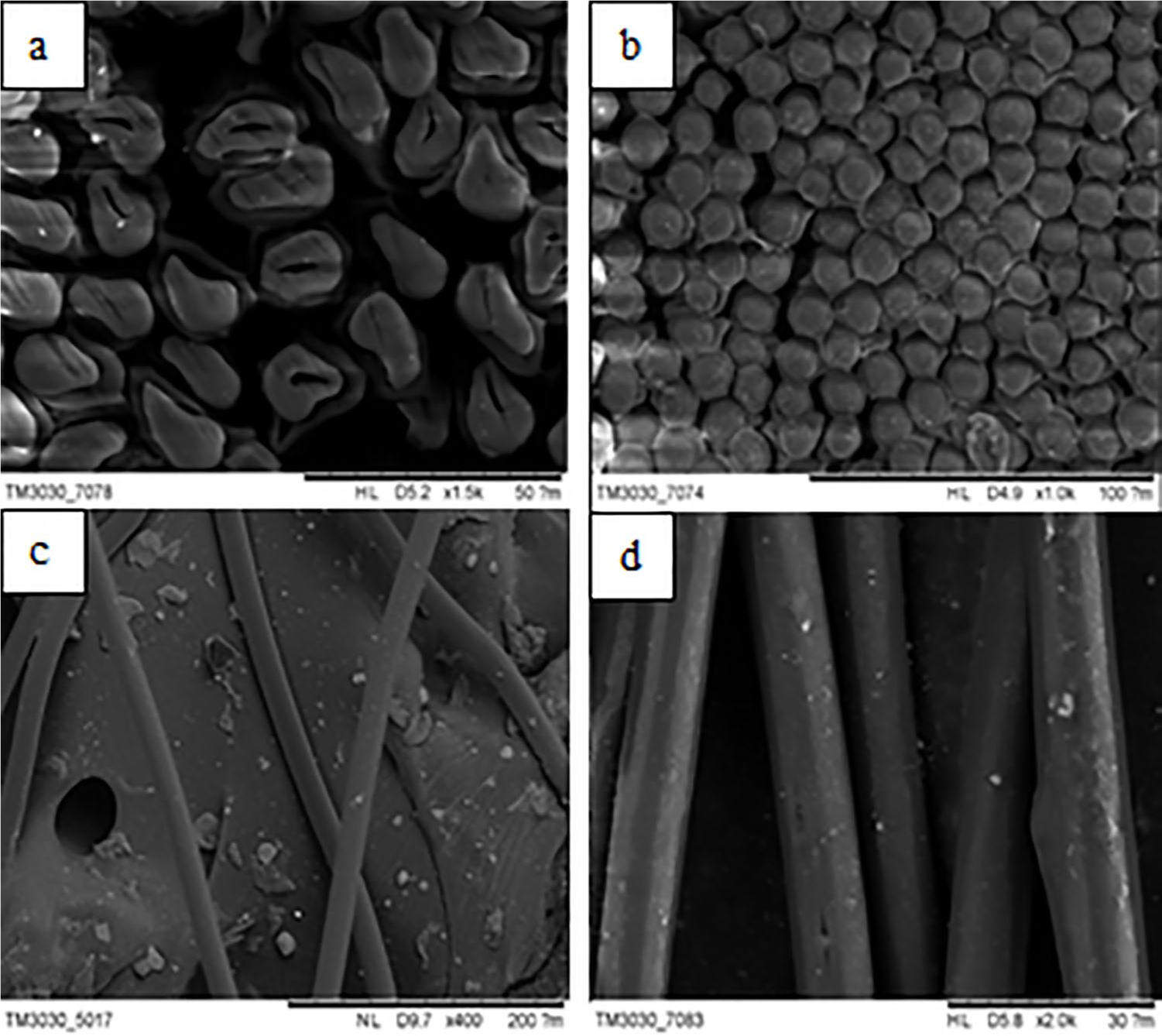
SEM images of fiber for (a) surface and (c) cross-section of eccentric hollow fiber, (b) surface and (d) cross-section of ES fiber.
The surface morphologies of ADL materials are shown in Figure 6. It can be observed that the fiber overlapped parts in the web form a “point bonding” state through hot-melt bonding. Moreover, the unconnected parts still maintain the original structural state. The fibers have a certain crimp structure, enabling the fibers to cross-link with each other.
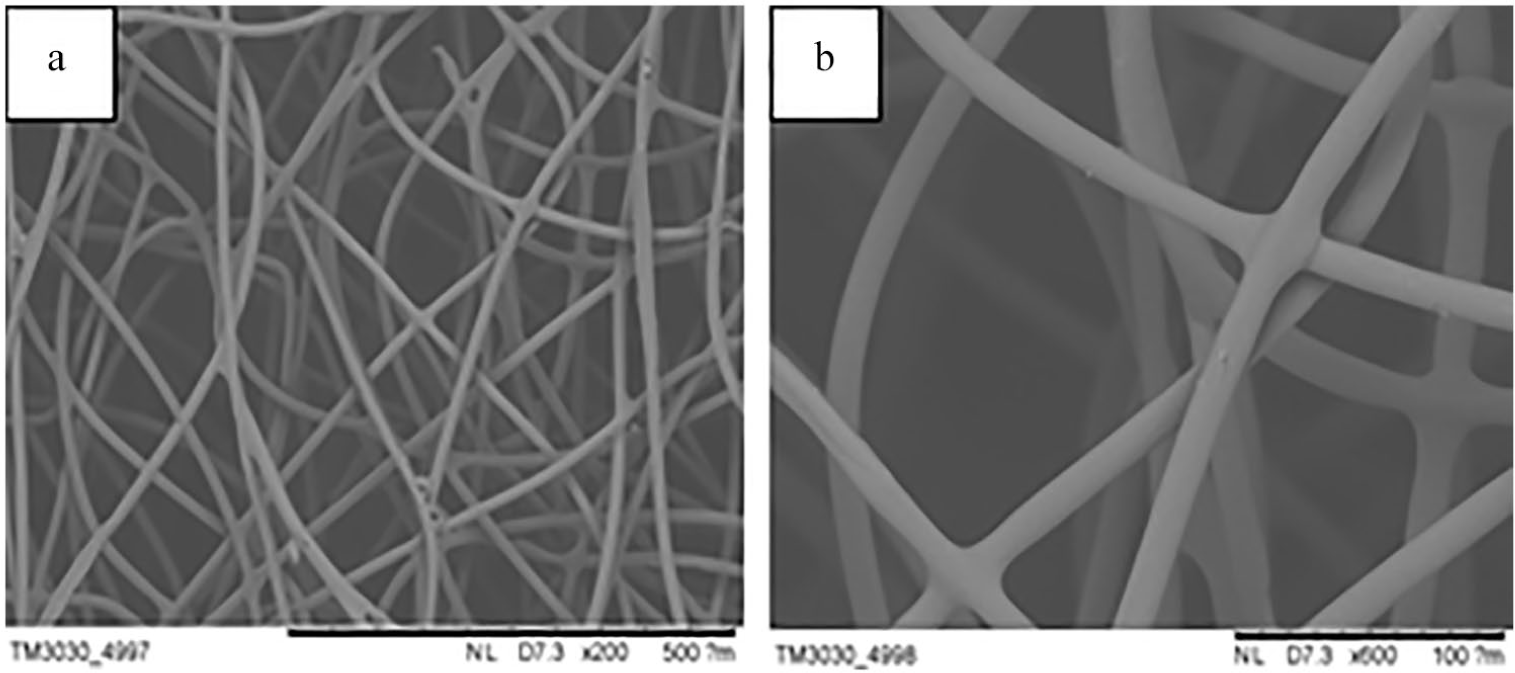
SEM image of the ADL material made of (a) ES fiber and (b) eccentric hollow fiber.
Effects of the fiber blending ratio on performance of the hot-air through nonwoven
The influence of different blending ratios on the performance of the hot-air through nonwoven is examined in this section. Figure 7 shows the flow of liquids in the ADL and illustrates the advantages, and then, following is a detailed analysis.

The advantages of eccentric hollow fiber in ADL.
Thickness of ADL
The results of the thickness test demonstrated that there is a good correlation between thickness and the content of eccentric hollow fiber of the fabrics. As shown in Figure 8, with the increase of the content of the eccentric hollow fiber, the thickness and fluidity of the ADL material increase gradually, which is beneficial to absorb and store liquid. The reason is that the asymmetric structure of the eccentric hollow fiber causes the fiber to crimp when it was heated, which makes the thickness of the ADL material to increase.

The thickness of ADL for various fiber sizes at different ratios.
Strength of ADL
Figure 9 shows the tensile strength of a series of diversion layer materials. The results indicate that the maximum tensile strength of through-air bonded nonwoven occurs when the fiber ratio is composed of 0/100 wt%. Most fibers in through-air bonded nonwoven have been arranged along the machine direction (MD); therefore, the tensile strength along the MD is higher than that along the CD.

The strength of ADL for various fiber sizes at different ratios.
Air permeability and water vapor transmission rate of ADL
Air permeability is a very important parameter for ADL materials. As may be seen in Figure 10, the air permeability was higher for samples with higher content of the eccentric hollow fiber. Highest air permeability makes the sample preferable for hygiene products. The highest air permeability result was obtained by using sample 7 due to its highest thickness and bulkiness. The water vapor transmission rate and air permeability have the same trend; both became better with the increase of the eccentric hollow fiber content in the samples.

The air permeability and water vapor transmission rate of ADL for various fiber sizes at different ratios.
Liquid STT and wetback of ADL
The liquid absorption and holding behaviors of ADL materials play a very substantial role in the functional properties of diapers. This part mainly compares the liquid penetration performance of different samples, mainly including liquid STT and wetback. The ADL of diapers needs to have excellent liquid penetration performance to ensure the dry skin of infants. Eccentric hollow fiber is a kind of irregular cross-sectional fiber, and the core layer has a cavity structure, which increases the surface area of the fiber and has good effect on water absorption, and at the same time, liquid is locked up by the absorption core.
The STT and wetback capacity of the samples with different fiber cross-sections and blending ratios was shown in Figure 11. It can be observed in the figure that with the increase of the content of eccentric hollow fibers in the sample, the liquid STT becomes shorter. There are many factors that may account for this result, and the following are the typical ones. When the samples have the same surface density, samples made from coarse denier fibers have large aperture. In terms of fast wicking process, the coarse capillaries are decisive. So, the liquid penetration time is shorter. The samples made with eccentric hollow fiber are fluffy because of the three-dimensional crimp structure. The distribution of fibers in the vertical direction is relatively increased, which is conducive to liquid permeability.20,21 The liquid holdup rate of several samples is similar, and the minimum wetback reaches 0.03 g.

The liquid strike-through time and wetback of ADL for various fiber sizes at different ratios.
Liquid absorptive capacity of ADL
The general purpose of the liquid absorptive capacity test was to study the influence of fiber materials on the absorbency behavior of the through-air bonded nonwoven. In this study, the liquid absorption rate and liquid holdup rate of the samples were measured, and the results were shown in the Figure 12. It can be observed that sample 1 has the lowest liquid absorption rate (2468%), and with the increase of the content of eccentric hollow fiber, the liquid absorption rate of the sample increases gradually. Then, the highest liquid absorption rate of sample 6 was 3712%. Fiber cross-sectional shape is one of the determining factors of the geometric configuration of nonwoven’s pore structure. These attention-grabbing fibers have typically focused on providing high surface area and surface capillary which are beneficial to the liquid absorbency of the material.18,19
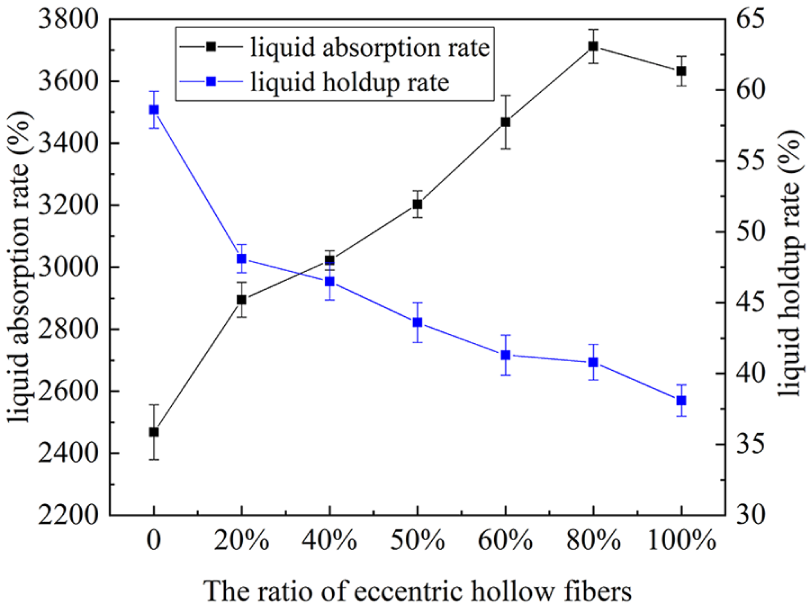
The liquid absorptive capacity of ADL for various fiber sizes at different ratios.
The liquid-holding capacity of the samples with different fiber cross-sections and fiber mixed percentages was shown in Figure 12. It can be observed in the figure that the sample 1 has the highest liquid holdup rate (58.6%). We can see that with the increase of the content of eccentric hollow fiber, the liquid holdup rate of the sample reduced gradually. Then, the minimum liquid holdup rate of sample 7 was 38.1%. There are many causes of this phenomenon; ES fiber acts as a smaller pore size with higher capillary pressure; therefore, they can retain the liquid. As a material for the ADL, a smaller liquid holdup rate after being pressed was expected, which can prevent the liquid back to the surface layer, thus ensuring the dryness of the baby’s skin.
Conclusion
The main objective of this study was to improve the performance of ADL materials made by ES fiber (polyethylene and polyethylene terephthalate (PE/PET)) and eccentric hollow fiber (PE/PET) bonded by hot air. Exploring the effect of the ratio of two fiber blends on the properties of ADL materials, the liquid permeability, liquid absorption and other properties of ADL materials were tested, respectively. From the results, it was found that the absorption and penetration performances of ADL were greatly improved by the permanent crimp eccentric hollow fiber structure. In terms of performance, the ADL materials made of eccentric hollow fiber are superior to ES fiber. According to our study, the shortest liquid STT of samples was 0.85 s, the rewet was 0.03 g, the fluid absorption rate was 3712%, and the liquid holdup rate was 38.1%. Eccentric hollow fiber can promote the level of the hygiene nonwoven products and enrich the variety of hygiene products.
Footnotes
Acknowledgements
The authors gratefully acknowledge the support by the Beijing Jinglan nonwoven fabrics Co., Ltd for experiment.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.