
Abstract
In this work, the spinning abilities of polyoxymethylene-based core–sheath bicomponent fibers were investigated. Bicomponent fibers were prepared using polyoxymethylene as the core material and poly(lactic acid) blended with polyoxymethylene or pure polyoxymethylene as sheath materials, and their characteristics were investigated and compared. Fiber properties such as elongation are important because they directly relate to the spinning performance during fiber processing. This work reports the impact of the composition designation of the core–sheath bicomponent fibers on the controllable stability of poly(lactic acid) in polyoxymethylene–poly(lactic acid) blends in the fibers, as well as the influence of the core–sheath material on the structure, fiber diameter and distribution, thermal stability, and mechanical properties of the core–sheath bicomponent fibers. It was found that the selection of core and sheath materials affected the structural characteristics of the fibers. The polyoxymethylene core–polyoxymethylene sheath (FV) fiber showed dimensional stability. However, the polyoxymethylene core–poly(lactic acid)/polyoxymethylene sheath (FT30) fiber provided the optimum limit of poly(lactic acid) content for controlling the stable properties of the core–sheath bicomponent fibers.
Introduction
This research focuses on bicomponent fibers with selected core–sheath types, where polyoxymethylene (POM), also known as polyacetal, is chosen as the main core material. Semi-crystalline engineering thermoplastics require high stiffness, toughness, high thermal and dimensional stability, and a good balance with other mechanical properties.1–3 The performance requirements for core–sheath bicomponent fibers in spinning process are excellent extension and elongation capability. To improve the extension ratio of core–sheath bicomponent fibers, polymers have been widely used to blend into the fiber sheath—two or more polymers are combined during fabrication. The mechanical properties of the polymer blends are greatly influenced by the miscibility of the mixed polymers.4–8
Currently, researchers pay attention to biodegradable polymers due to the environmental problem concerns, and the limitation of petroleum resources. It is also required that the thermoplastic compositions be based, at least in part, on potentially renewable raw materials such as natural polymers or “bio-sourced” polymers made, at least in part. Many researchers also specifically warn that great care must be taken in using very specific amounts of some of the components. Otherwise, it may have problem results such as miscibility and poor processability.9,10 Recently, a document studies that polytrimethylene terephthalate (PTT) and poly(lactic acid) (PLA) are classified as the bio-based polymers. It was found that the viscosity of the polymer blends decreased with increasing PLA content. The continuous fiber from the 90-wt% PTT blended with 10 wt% PLA can be continuously winded. The tensile strength of the fibers was almost unchanged but tends to higher elongation due to the properties of PTT in the blend. Therefore, the appropriate ratio of PTT-PLA blends can produce continuous fibers for the textile industry. 11
PLA is a biodegradable polymer with unique mechanical properties including high stiffness and high strength. However, PLA is also quite brittle and with low toughness.12–14 However, the complexities of the components in the compositions are concerned. PLA is miscible with POM 15 because both are semi-crystalline polymers with similar melting temperatures and melt flow rates. PLA has limitations in its applications due to its low glass transition temperature (Tg).16,17 At temperatures higher than the Tg of 56°C, 18 only the crystalline phase can offer useful mechanical properties. Therefore, the crystalline form is important to increase the temperature resistance of the material. The maximum degree of crystallinity in the totally crystallized state was reported to be approximately 40 wt%. 19
In this work, the possibility of improving the extension ratio of core–sheath bicomponent fibers using a polymer blend of PLA and POM was investigated. The designation of the compositions in the core–sheath bicomponent fibers for the controllable stability of PLA in the PLA-POM blends in the fibers, as well as the effects of the core–sheath materials on the structure, fiber diameter and distribution, thermal stability, and mechanical properties, was evaluated.
Experiment
Materials
Commercial-grade POM (copolymer, lupital F20-03 and V20-HE) was provided by Mitsubishi Engineering-Plastics Co., Ltd., Japan. PLA (TERRAMAC TE-2000) was supplied by Unitika Ltd., Japan. The melting temperatures of POM (lupital F20-03 and V20-HE) and PLA (TERRAMAC TE-2000) are 155°C, 150°C, and 170°C, respectively. The densities are 1.39, 1.39, and 1.25 g/cm3, respectively, according to ISO 1183. The melt flow rate is 10 g/10 min at 190°C under a load of 2.16 kg for all three samples, according to ISO 1133.
Preparation of specimens
POM and PLA-POM pellets were dried in an oven at 80°C for 16 h to remove any moisture. All pellets were then blended by dry blending. The designations of the different fibers are listed in Table 1. The fiber bobbins were fabricated using a bicomponent machine with a core–sheath attachment. The melted polymer was extruded through a 24-hole spinneret (the diameter of the hole was 0.5 mm). The spinning conditions were set for the core zone and sheath zone. The temperatures from the hopper toward the spinneret die were set to 193°C, 207°C, 207°C, 207°C, 209°C, 209°C, and 207°C at the core zone and 190°C, 207°C, 207°C, 207°C, and 207°C at the sheath zone. The speed of the first roller, second roller, and winder was fixed at 300 mm/min.
Designation and specimen codes.

POM: polyoxymethylene; PLA: poly(lactic acid).
Test procedures
The morphology and structure of the core–sheath fibers with different sheath materials were investigated using a digital microscope (VHX-900; KEYENCE, USA). For fiber cross-sectional imaging, the core–sheath fibers were cut using a fiber microtome with a spare compactor plate. The diameter of the fiber was imaged and analyzed using the Image J software (based on NIH software).
Thermogravimetric analysis (TGA) was carried out on the Discovery TGA equipped with TRIOS software (TA Instruments, USA). Each sample (2–5 mg) was cut from the core–sheath bicomponent fiber bobbins and placed onto a Platinum-HT pan. The samples were heated from room temperature (25°C) to 600°C with a heating rate of 20°C/min under nitrogen atmosphere.
Thermal properties were analyzed by differential scanning calorimetry (DSC2920; TA Instruments, USA). Samples (5–10 mg) were cut from the core–sheath bicomponent fiber bobbins and placed onto aluminum pans. The specimens were heated from 25°C to 200°C with a heating rate of 10°C/min. The degree of crystallinity

where ∆Hm is the melting enthalpy, ∆Hf100 corresponds to the heat of fusion of 100% polymer crystallization (
The tenacity of the multi-filament core–sheath bicomponent fibers was measured using a tensile tester (NMB-Minebea) in a temperature chamber according to ISO 7500-1. The testing temperature ranged from 25°C, 40°C, 60°C, and 80°C to 100°C, while the crosshead speed was set at 500 mm/min. The initial length of the fiber was 100 mm. The tenacity values of the samples represented the average of three measurements.
The creep of the core–sheath bicomponent fibers was measured by loading the multi-filament samples with different loads (0.25 and 0.50 N) and fixing the fibers under each load for 1 week. Each sample was tested at both 25°C and 50°C.
Results and discussion
Morphology characterization
Effect of the core and sheath materials on the fiber diameter and distribution
The core–sheath bicomponent fibers were designated as follows: FV (POM core–POM sheath), FT30 (30% PLA in the PLA-POM sheath), FT50 (50% PLA in the PLA-POM sheath), and FT70 (70% PLA in the PLA-POM sheath). The optical images of the cross-sections of these bicomponent fibers are illustrated in Figure 1. Each sample has an equal core–sheath area ratio (50:50). Furthermore, the size of the FV samples is larger than that of the fiber fabricated using a PLA-POM sheath. Moreover, the size of the core–sheath bicomponent fibers seems to decrease with increasing PLA content (polymer blend) in the sheath, and the shape of the fiber cross-section tends to be less circular. It can be assumed that the addition of PLA in the sheath of the bicomponent fibers would affect the extension behavior of the fiber material during spinning.

Optical images of the cross-section of different core–sheath bicomponent fibers: (a) FV, (b) FT30, (c) FT50, and (d) FT70.
The fiber diameter and distribution of the core–sheath bicomponent fibers are shown in Figure 2. The fiber diameters are 20.63 ± 1.29, 18.50 ± 1.46, 13.90 ± 2.18, and 21.43 ± 3.91 µm for samples FV, FT30, FT50, and FT70, respectively. Based on the optical images, the fiber distribution could also be analyzed. Compared to the fibers containing PLA-POM sheath (FT30, FT50, and FT70), the fiber distribution of the FV sample is narrower. Moreover, the fiber distribution increases with increasing PLA content in the sheath. Note that an increased PLA content in the blended sheath would affect the spinning process, especially it was strongly affected on FT50. Therefore, the higher diameter variation occurs in FT50.

Fiber diameter and distribution of the core–sheath bicomponent fibers.
Thermal properties
Effect of the core and sheath materials on the thermal stability and decomposition
Figure 3 shows the TGA curves of the core–sheath bicomponent fibers. The thermal stability and decomposition were evaluated by measuring the mass of the sample over time with changing temperature. 21 The initial weight loss of each sample up to 300°C was attributed to the volatilization of moisture from the sample. The decomposition onset temperatures of the fibers under nitrogen atmosphere were approximately 392.78°C, 373.90°C, 377.72°C, and 319.17°C for FV, FT30, FT50, and FT70, respectively. The decomposition temperatures of the fibers with a PLA-POM sheath shift approximately 30°C–50°C to a lower temperature compared to that with a POM sheath (FV). However, shifting at a higher temperature has occurred in FT50. The thermal stability of the core–sheath bicomponent fibers decreases upon the addition of PLA in the sheath.
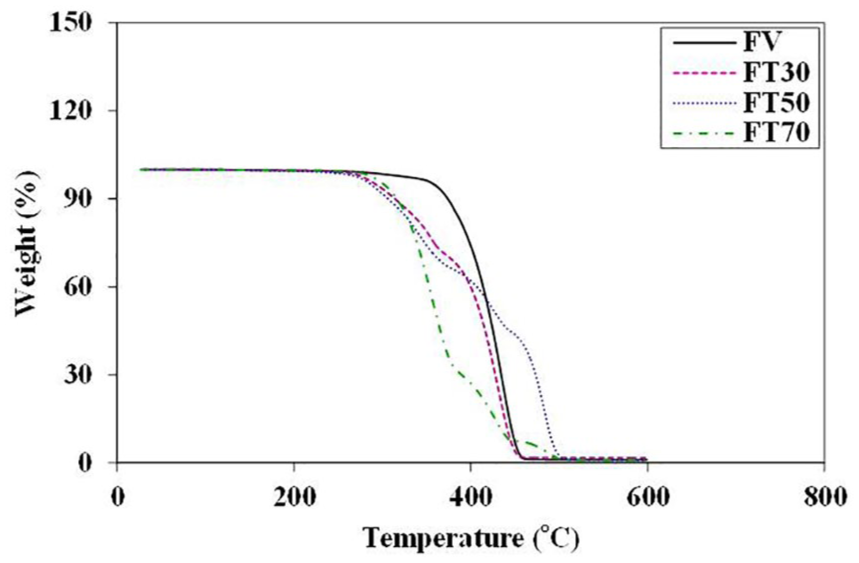
TGA curves of the core–sheath bicomponent fibers.
Effect of the core and sheath materials on the melting temperature and degree of polymer crystallinity
Figure 4 shows the DSC curves of the core–sheath bicomponent fibers. The melting temperatures (Tm) of the FV samples are approximately 153.73°C for the soft POM phase (V20-HE) and 163.30°C for the hard POM phase (F20-03). For the POM core and PLA-POM sheath, the Tm values of the sample are approximately 163.60°C, 163.57°C, and 162.46°C for FT30, FT50, and FT70, respectively. These results indicate that the PLA content in FT30, FT50, and FT70 samples has no effect on the shifting of the Tm peaks of core–sheath bicomponent fibers, but the curve of FT50 was shown to have high peak from their results. It can be considered as the results of change in the polymer structure. The crystal content of the core–sheath material is key for fiber applications of core–sheath bicomponent fibers.

DSC curves of the core–sheath bicomponent fibers.
The effect of the changing crystallinity of the PLA-POM sheath in the fibers significantly decreases with increasing PLA content in the core–sheath bicomponent fibers. Figure 5 illustrates the crystallinity of the core–sheath bicomponent fibers. This behavior was observed from the corresponding melting behavior of the POM core and PLA-POM sheath in the fibers. A lower content of PLA in the PLA-POM sheath increases homogeneous crystallization and results in a higher degree of crystallinity. It can be seen that increasing PLA content not only leads to a lower melting enthalpy but also strongly affects the onset of melting to shift toward lower temperatures with respect to the melting peak of the POM.

Degree of crystallinity (Xc) of the core–sheath bicomponent fibers.
Mechanical properties
Effect of the core and sheath materials on the tenacity
Figure 6 illustrates the effect of the core and sheath materials on the tenacity of the core–sheath bicomponent fibers at different testing temperatures. At each testing temperature, the tenacity of the core–sheath bicomponent fibers decreases with increasing PLA content in the PLA-POM sheath. However, the application required for fiber product would be high elongation and easy extension for improving the performance in the spinning process. As was explained, it could be noted that high tenacity would also become stiffer than low tenacity. In other words, the fiber product would lack performance in the spinning process due to difficulty in extension of the fiber. As shown in Figure 6, the tenacity of each sample decreases with increasing temperature. The glass transition temperature (Tg) of PLA in the sheath leads to uniform changing in the mechanical properties of the fibers. The Tg of PLA is approximately 56°C. 22 Therefore, it is likely that the polymer molecular chains in the core–sheath bicomponent fibers were reorganized at the testing temperature, which was between the Tg and the melting temperature of PLA. It can be surmised that at a testing temperature higher than the Tg of PLA, the stiffness of the core–sheath bicomponent fibers would decrease. Thus, core–sheath bicomponent fibers with decreased tenacity would be obtained.

Effect of the core and sheath materials on the tenacity of the core–sheath bicomponent fibers at various testing temperatures: (a) 25°C, (b) 40°C, (c) 60°C, (d) 80°C, and (e) 100°C.
Effect of the load and testing temperature on the acceleration of creep behavior with varied core and sheath materials
The creep behavior of the sample was measured by loading the core–sheath bicomponent fibers with 0.25 and 0.5 N at 25°C and 50°C, as shown in Figure 7. As can be seen in Figure 7(a), for the FV samples loaded with 0.25 N at both 25°C and 50°C, the super-molecular structure of the sample is destroyed and rearrangement of the molecular order is achieved. In contrast, for the samples loaded with 0.5 N at 25°C, the samples are still in the elastic recovery region because no creep occurs with this load at 25°C. In other words, the super-molecular structure has not been destroyed yet, and higher loads or higher testing temperatures would be required to rearrange the super-molecular structure. 23

Effect of loads and testing temperatures on the extension of core–sheath bicomponent fibers with various core and sheath materials: (a) POM core–POM sheath (FV) and (b) POM core–PLA-POM sheath (FT30).
As shown in Figure 7(b), for the FT30 samples loaded with 0.5 N at 25°C and 0.25 N at 50°C, the creep characteristics are more pronounced. However, for the samples loaded with 0.25 N at 25°C, the super-molecular structure is destroyed and the rearrangement of the molecular order has occurred. Therefore, for FT30, the most significant creep behavior occurred when the sample was under 0.5 N load at 25°C, whereas the most non-pronounced creep behavior was shown when the sample was loaded with 0.25 N at 25°C. From the results, when focused on the effect of parameters, it was found that the sensitivity on the behavior of force is higher than the temperature.
Conclusion
In summary, the composition designation of core–sheath bicomponent fibers for the controllable stability of PLA in PLA-POM blends in the fibers, as well as the influence of different core–sheath materials on the structure, fiber diameter and distribution, thermal stability, and mechanical properties of the bicomponent fibers, is reported. The choice of the core and sheath materials is key for the structural characteristics of the fibers. For the POM core–PLA-POM sheath bicomponent fibers, increasing the PLA content decreased the size of the fiber cross-section. Compared to the POM core–POM sheath fibers (FV), the three POM core–PLA-POM sheath fibers (FT30, FT50, and FT70) showed lesser dimensional stability. Moreover, FT30 offered narrower fiber distribution and better thermal stability than FT50 and FT70, indicating that increasing the PLA content in the PLA-POM blends would lead to less stability in the final fiber product.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.