
Abstract
The objective of this research paper is to establish a suitable reactive dyeing process for banana fiber and comparison between dyeing behaviors of banana fibers with cotton fibers. Ambon (Cavendish type) banana variety was selected for this research study. Data accumulation is done by quantitative research methodology and experimental research strategies for this investigation; 5% enzyme and 6% H2O2-, 2% Na2SiO3-, and 3% NaOH-treated banana fibers were dyed with reactive dye. Banana fibers were dyed with three standard colors (red, blue, and yellow) each with four different concentrations (0.25, 1%, 4%, and 6%) of reactive dye. Testing was conducted to assess the color properties between pretreated banana fiber, dyed banana fiber, and cotton fiber. Color measurement was performed by using a Datacolour 600 spectrophotometers. The ΔE* values were used to determine the degree of color deterioration. Results showed that pretreated fibers become brighter (whiteness) than the raw banana fibers. Reflectance curves of dyed banana fibers were found similar to cotton in all the experiments and confirming the dye absorption tendency is more similar to cotton. Further results indicate that the dyeing behavior of banana is similar to cotton. Therefore, cotton dyeing process can be applied for the banana fibers. Dyeing of banana fiber was carried out with a reactive type of dye, which provided better washing fastness properties than cotton fibers.
Introduction
Sustainable natural fibers have remarkable exhibitions as their method for increasing the value of the textile and apparel manufacturer presents awareness for the consumers. 1 Bast fiber was one of the common textile materials in the market used by mankind for thousands of years. 2
Sirisena and Senanayake 3 reported that banana (Musa acuminate) is the most widely cultivated fruit crop in Sri Lanka. There are about 27–28 cultivars grown in the country. The national yearly production of 731,000 tons was recorded from an estimated 44,578 hectares of banana cultivated throughout the country.
Frequently, farmers utilize handcraft work to either cut or abandon the pseudostems and throw them by the roadside. 4 For this, a farmer needs to contribute a work charge for cutting and expelling the plant from the field. Farmers reveal that investing in banana fruit cultivation is waste of money. Farmers cultivating bananas endured such sort of challenges. To resolve their problem, the methodology of separating the banana stem and changing it over as a fiber through basic machinery, enzyme, and chemicals is proposed. 5 Banana pseudostem consists of 13 layers of the sheath, and an outer layer of 11 leaf sheaths in the pseudostem can be utilized for extracting fibers. 6
Banana fiber can be represented as a bast fiber, which was developed from the pseudostem of banana plant, and it is a bast fiber with nearly great mechanical properties, for example, high strength, good moisture absorption quality, and biodegradability. 7 Mukhopadhyay et al. 8 revealed that banana fiber has strong moisture absorption, lower elongation, and light weight. Banana fiber has a high potential to become a sustainable raw material for the textile industry moving toward green technology. 9 Ray et al. 10 revealed that Bamboo fiber and ramie fibers are similar to banana filaments; however, banana fiber has advantages such as fineness and spinnability; hence, it is used as a substitute fiber. Banana fiber’s average fineness is 2400 nm. Tholkappiyan 11 found that NaOH, H2O2, and Na2CO3 combined treatments achieved sufficient fineness of 5.8 tex value for spinnability. The major banana fiber textile items are produced in Philippines and Japan for large-scale manufacturing. 10
Color is one of the most significant characteristics of the pretreated banana fiber. It is important to measure the colors of the banana fiber accurately, because it has a direct influence on the yarn color quality and the processing of the banana fabric. Color deterioration symbolizes the processing performance of fiber and affects the ability of fibers to absorb and hold dyes and for final finishing. 12 Reactive dyes are usually used with cellulose fiber and form chemical covalent bonds with the hydroxyl groups of a fiber. Therefore, reactive dyes give better wash and light fastness properties. 13 Cellulosic fibers like banana fiber consist of micro-fibrils in an amorphous matrix of lignin and hemicellulose. The strength and stiffness of the fibers were achieved by hydrogen bonds and other linkage.14,15 However, there is no significant investigation work done on dyeing behavior of banana fiber with reactive dyes.
The recent studies have demonstrated the banana fiber tensile strength, functional chemical group analysis, morphology analysis, water absorption properties, and spinnability properties. This experiment aims to evaluate the suitable dyeing process for the banana fiber and present work focused on the comparison between dyeing behavior of banana fibers with cotton fibers. The effect of dye concentration between banana fiber and cotton fiber samples colorimetric (CIELAB) values and washing fastness properties were studied.
Materials and method
Selection of banana varieties
Ambon banana fibers were extracted from waste pesudostem of banana plant by using extraction machine. Cut strips of the banana stem were fed in between squeezing roller and scraper roller of decorticator machine and the fibers were extracted. By using decorticator crushing action, the pulpy material was removed. After the extraction, Gentle combing was done to remove excess pith of the fibers. Washing was done by immersing the fibers in the large centrifugal washing machine and allowed to dry.
Selection of chemicals and dyes
Pectinase with 5% concentration was used for the enzyme treatment. Enzyme-treated banana fibers were treated with 2% sodium silicate, 3% sodium hydroxide, and 6% hydrogen peroxide. Reactive dyes (red, blue, and yellow) were used for the banana dyeing process. Structure of red, blue, and yellow reactive dyes is shown in Figures 1 to 3.

Reactive red 250.

Reactive blue 19.

Reactive yellow 86.
Banana fiber extraction method
Banana stems were obtained from selected geographical areas for banana cultivations in Sri Lanka. In mechanical extraction, Banana pesudostems were collected with lengths of 20 in, cleaned, and taken for experiments. The layers were selected representing all sections of banana stem. Banana fibers were separated from waste pseudostem of the banana plant by using an extraction machine. The fibers were then thoroughly washed and dried. The extracted fibers (raw banana fiber) were in the form of long strands and slightly dull yellowish in color. The extracted fibers were used for the pretreatment process.
Pretreatment of banana fiber
Raw banana fibers were cut down into 15 cm length and samples were weighed for 500 g using an electronic scale. In pretreatment process, 2%, 5%, and 8% pectinase enzyme solutions were maintained at 45°C–55°C temperature. pH was controlled between 2.5 and 3.5 for the enzyme treatment. The liquor ratio of 1:50 was used for the treatment. Treated banana fiber samples were thoroughly washed using running water and dried in sun shade. After that, enzyme-treated samples were treated with 90°C temperature with concentrations of 3%, 6%, and 9 H2O2; 2% Na2SiO3; and 3% NaOH (chemicals). This treated banana fiber samples were thoroughly washed using running water and dried at a temperature of 60°Cc in an oven for 20 min.
Pretreated fine banana fiber samples were selected and those fine samples were dyed with reactive type of (red, blue, and yellow colors) dyes. These dyed samples were compared with reactive dyed (red, blue, and yellow colors) cotton samples.
Pretreatment of cotton fiber (standard sample)
Using an electronic scale, 100% cotton fiber samples were weighed 500 g. Cotton fibers were pretreated by following method.
Reagents and bath conditions
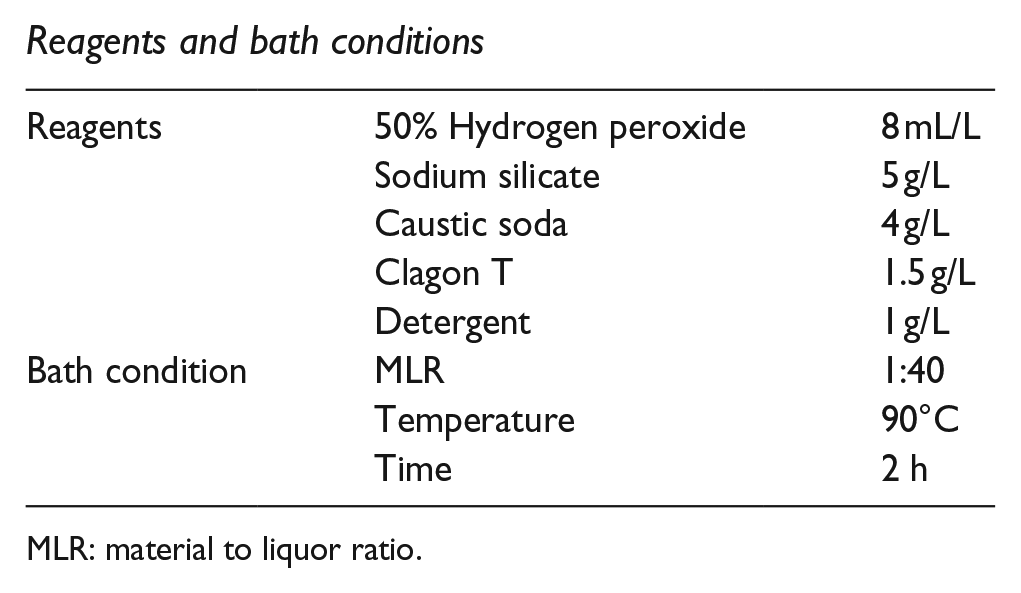
MLR: material to liquor ratio.
The cotton samples were treated with above-mentioned bath conditions and then thoroughly washed using running water and dried in an oven. Pretreated cotton fiber samples were dyed with reactive type of (red, blue, and yellow colors) dyes.
Dyeing procedure
Pretreated banana fibers and pretreated cotton fiber samples were used for this dyeing experiment. Four specimens of each 20 grams of banana fibers and cotton fibers were selected from the above pretreated fibers for the dyeing process. Dyeing treatment liquor ratio is 1:50. Oven-dry weight of 20 g each of banana fiber and cotton fiber were dyed with three standard colors (red, blue, and yellow) each with four concentrations (0.25%, 1%, 4%, and 6%).
Reactive red, reactive blue, and reactive yellow dye types were used and maintained with the concentration of salt at 18 g/L, concentration of soda ash at 3.6 g/L, concentration of wetting agent at 2 g/L. The dyeing temperature was kept at 45°C and gradually raised to 60°C for 90 min.
Washing procedure
After the completion of the dyeing process, the samples were rinsed in cold water followed by a hot soaping with 2 g/L non-ionic detergent for 15 min at 90° C. After that, the samples were rinsed in hot water at 95°C for 10 min and again rinsed in cold water. Finally, the samples were oven dried for 30 min at 45oC and assessed for color properties.
Conditioning
Raw banana fiber, pretreated fibers, and dyed fiber samples were conditioned at 21°C ± 1°C temperature and 65% ± 2% relative humidity standard atmosphere for testing.
Testing of raw banana fiber and pretreated and dyed fiber
Fiber linear density
Raw banana fiber and pretreated specimens were made in accordance with ASTM D1907 standard to measure the fiber linear density. Banana fiber specimens were conditioned in standard atmosphere for 24 h and cut to measurable lengths. Each fiber samples were measured to the nearest estimated 0.1 mm using test method, and the length of the fiber was recorded. Single-fiber linear density in a bundle was calculated from mass and length measurements on the untreated and treated bundle.
Single-fiber strength
The electromechanical Instron universal tensile tester machine was used in this experiment. Raw banana fiber and treated banana fiber specimens were made in accordance with ASTM D3822 standard to measure the single-fiber strength.
Moisture content
Moisture content of the test specimens was measured in accordance with JIS 1096:1990, standard test method to measure the moisture content of banana fiber. The water content of a banana fiber was expressed as a percentage of the oven dry weight of the banana fiber.
Surface characteristics or scanning electron microscopy analysis
Scanning electron microscopy (SEM) was used to analyze the exterior properties of the fibers. SEM was used to observe the diameter results to evaluate the fineness of the fiber. It was analyzed by calculating fiber thickness (diameter) at five different places with a magnification factor of 1500×.
This article assumes that the cross section of banana fiber is approximately circular based on the finding reported by Mukhopadhyay et al. 16 The fiber diameter was observed under SEM microscope as the average of five diameter measurements taken at different locations along the treated and untreated fiber.
Fourier transform infrared analysis
A Fourier transform infrared (FTIR) Bruker TENSOR 27 spectrophotometer was used to determine the spectrum of each treated and untreated sample. A 4000–600 cm−1 transmission range of mode was used for the testing. FTIR analysis of banana fibers was done to study the components and its spectrum depicts O–H stretch, free hydroxyl, O–H stretch, H–bond, –CH2–CH2–, –C = C– and C–H alkenes compound gatherings that are available in the untreated banana fiber.
Assessment of the colors properties
Colors value
The spectrophotometer measured raw banana fiber, dyed fiber, and cotton fiber samples’ reflectance factor and evaluated the color deviations of ΔΕ* values obtained by CIELab (L*, a*, b*, c*, and h) color system. 17 The lightness—L* and the chromaticity coordinates a*—green/red, b*—blue/yellow, C*—chroma, and h—hue angle color parameters were assessed. According to American Association of Textile Chemists and Colourists (AATCC) test method, color value was evaluated as 173-2006 in illuminant D65, large area view, and International Commission on Illumination (CIE) 10° standard observer. 18
ΔE* indicates the total color differences. If spectrophotometer expressed ΔE* < 1, the value of color differences could be accepted in overall test specimens. ΔL* negative value shows that the color of the samples is darker than the standard samples. ΔL* positive value describes that the color of the samples is lighter than the standard samples. ∆a* positive value results in a surplus of the red nuance and negative value of ∆a* results in a surplus of the green nuance. Δb* positive value explained that the yellow subtlety is much and Δb* negative value symbolizes that the blue subtlety is great. 18
The recent studies have proposed that when ΔE* value exceeds 2.3, the change in colors is noticeable to the human eye. This value is termed as the “Just Noticeable Difference.”19,12,20 Before using spectrophotometer color measurement, the long-strand fibers were consistently wound on a piece of cardboard. Then, color differences were expressed in CIE L*a*b* units.
Washing fastness
Washing fastness of the samples was tested according to International Organization for Standardization (ISO) 105-C06 A2S: 1994 standards (AATCC).
Results and discussions
Physical properties of raw banana fiber, pretreated banana, and dyed fibers
Figures 4 and 5 represent accordingly raw banana fiber sample and pretreated banana fiber sample images.

Raw banana fiber.

Pretreated banana fiber.
Fiber linear density and fiber strength of enzyme and chemical-treated fiber results are given in Table 1.
Fiber linear density and fiber strength of treated banana fibers.
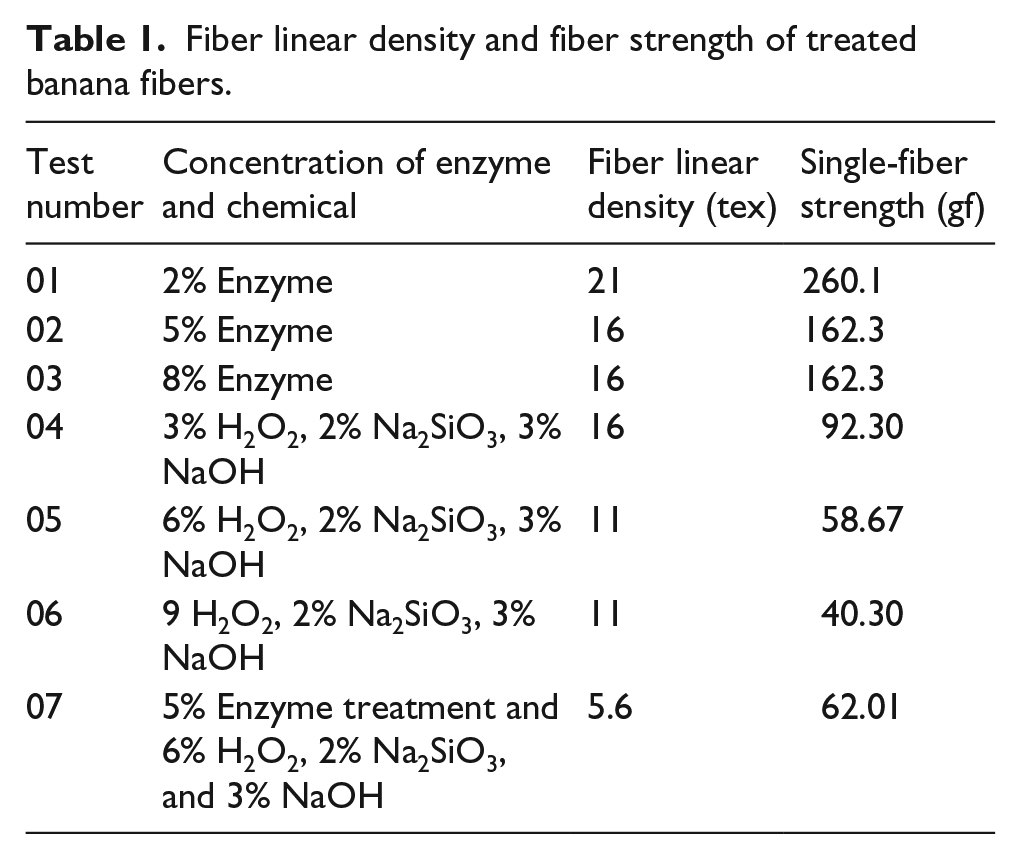
Enzyme-treated fiber has reduced fiber linear density ranging from 21 to 16 tex and increase in strength from 260.1 to 162.3 gf, which is about 37.6% strength improvement compared to mechanically extracted fibers (Table 1). Chemically (H2O2, Na2SiO3, and NaOH) treated fiber has reduced fiber linear density ranging from 16 to 11 tex and increase in strength from 92.30 to 40.30 gf, which is about 56.3% strength improvement compared to mechanically extracted fibers (Table 1). Chemically (H2O2, Na2SiO3, and NaOH) treated and pectinase-enzyme-treated fiber has reduced fiber linear density ranging from 21 to 5.6 tex and increase in strength from 260.1 to 62.01 gf which is about 76.1% strength improvement compared to mechanically extracted fibers (Table 1). Out of all treatments, enzyme- and chemical-treated fibers are very suitable for dyeing process. These treated fibers are very fine and have good strength.
Figures 6 and 7 show the mechanical properties of raw banana fiber and pretreated and dyed banana fibers’ results.

Fiber linear density (tex) of raw banana fiber, pretreated banana fiber, and dyed fiber.
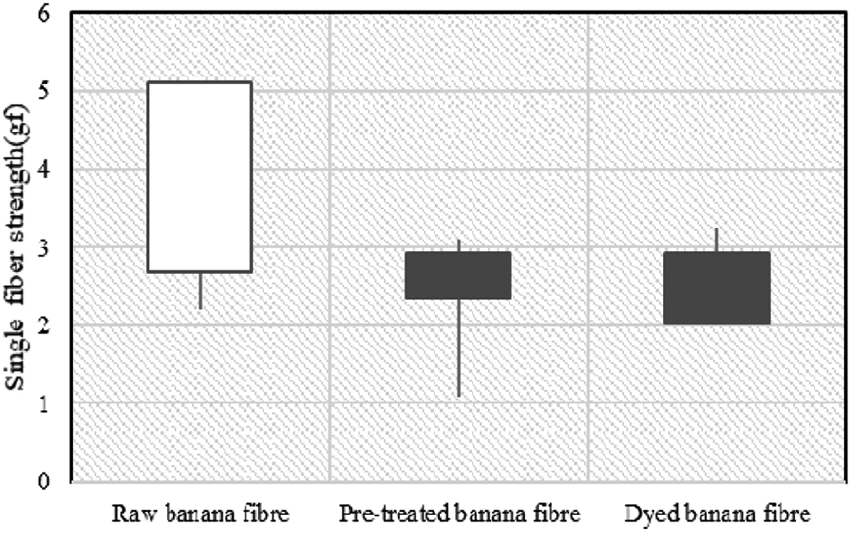
Single-fiber strength (gf) of raw banana fiber, pretreated banana fiber, and dyed fiber.
Pretreatment process resulted 77.6% increase in fiber linear density and 9.7% increase in fiber strength compared to raw banana fiber (Figure 6). Dyeing process resulted 35% increase in fiber linear density compared to pretreated banana fibers.
Figure 4 shows that pretreatment and dyeing process reduced single-fiber strength from 262.8 to 54.77 gf, which is about 79.5% reduction compared to mechanically extracted fiber. Pretreated fiber single-fiber strength is comparatively similar to dyed fiber single-fiber strength. Enzyme and 6% H2O2, 2% Na2SiO3, and 3% NaOH combined treated fiber and dyed fiber average value is 2.931 gf.
The results indicate that the linear density and single-fiber strength of fibers are affected after the combined treatment using enzymes and chemicals. This treatment removes the lignin impurities and reduces the space utilized for impurities, resulting in the reduction of diameter. Pretreatment breaks down phenolic compounds or molecules with chromophore groups present in lignin. Lignin was oxidized and converted into soluble form in the solution through the 6% H2O2, 2% Na2SiO3, and 3% NaOH combined experiments. 21
The moisture content of the raw banana fiber was very poor than the other plant fibers. Figure 8 shows that moisture content of pretreated banana fiber was tested and found that the test results are superior to raw banana fibers.

Moisture content (%) of raw banana fiber, pretreated banana fiber, and dyed fiber.
As per the observation of SEM images of Figure 9, mechanically extracted fibers have an irregular surface and contain impurities. In addition, mechanically extracted banana fibers have a higher diameter around 140 µm compared to pretreated and dyed banana fibers. Figure 6 shows that pretreatment reduces the diameter from 140 to 48.86 µm, which is about 71% diameter reduction compared to raw banana fiber diameter value. From the experimental results, it has been observed that there is an improvement in fineness of the raw banana fibers by approximately 71%. SEM images of pretreated fibers indicate the similar separation of chemical extraction and partial removal of pulpy material. Furthermore, it represents the removal of adhesive material from the inter-fiber surface, but adhesive materials were rotted on top of the outer surface of the fiber.
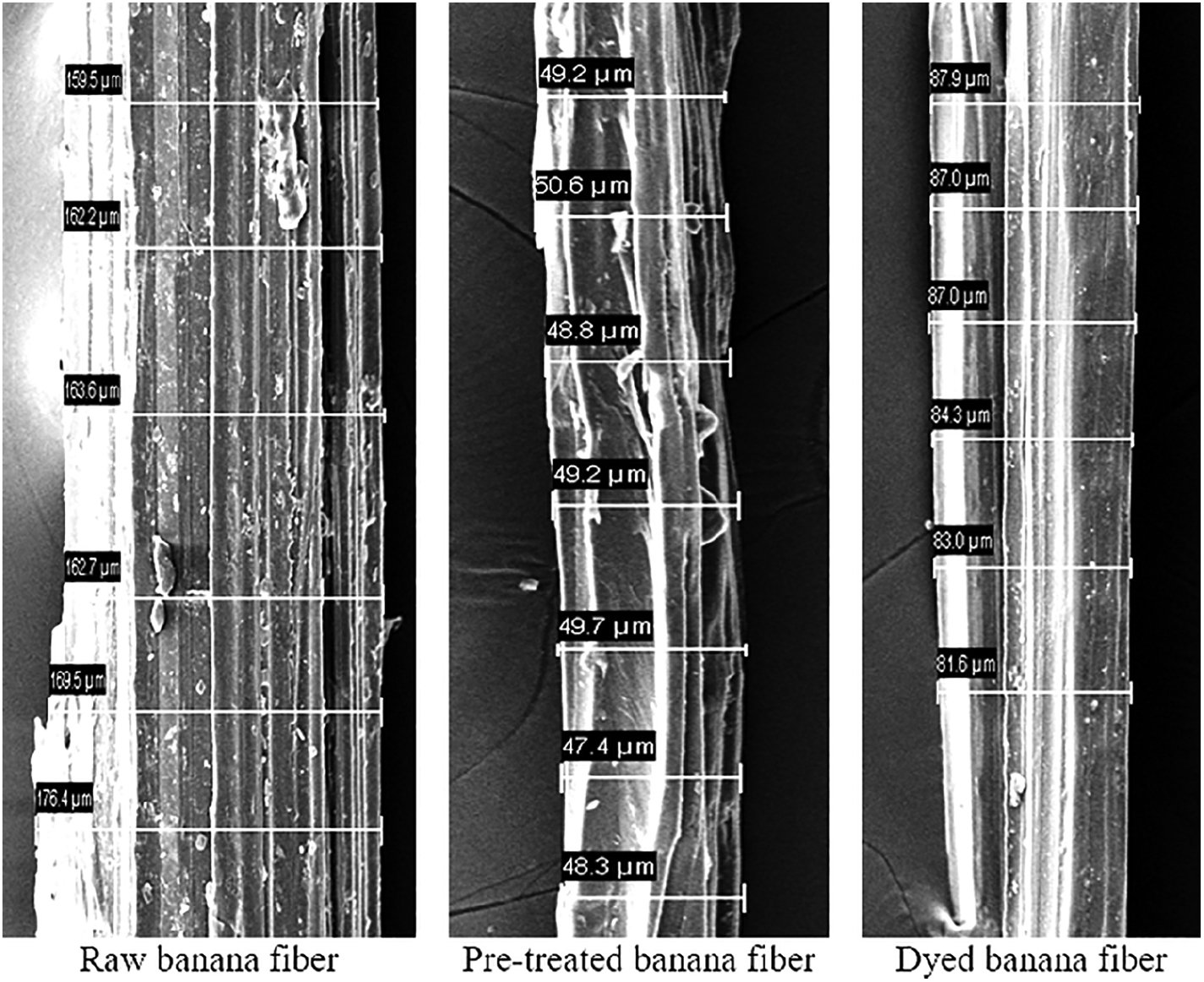
SEM image of raw banana fiber, pretreated banana fiber, and dyed fiber.
Dyed fiber diameter was increased from 48.86 to 80.11 µm, which is about 39% increase compared to pretreated fibers. Figures 10 and 11 show the FTIR spectroscopy graph of raw banana fiber, pretreated banana fiber, and dyed banana fiber samples. About 25 absorption peaks were recorded in both raw banana fibers and treated banana fibers. The absorption band between 1730 and 1740 cm−1, 1600 and 1636 cm−1, and 1200 and 1300 cm−1 is particularly responsible for the hemicelluloses and lignin components. 22 These characteristics of absorption peaks are completely absent in the pretreated fiber and dyed fiber FTIR spectrum. The FTIR results show that the removal performance of the lignin component is satisfying after the pretreatments of banana fibers. Dyed banana fiber absorption band at 3600–3200 cm−1 region exposed the presence of a strong hydrogen-bonded hydroxyl stretching peak, which is due to the presence of strong covalent bond.
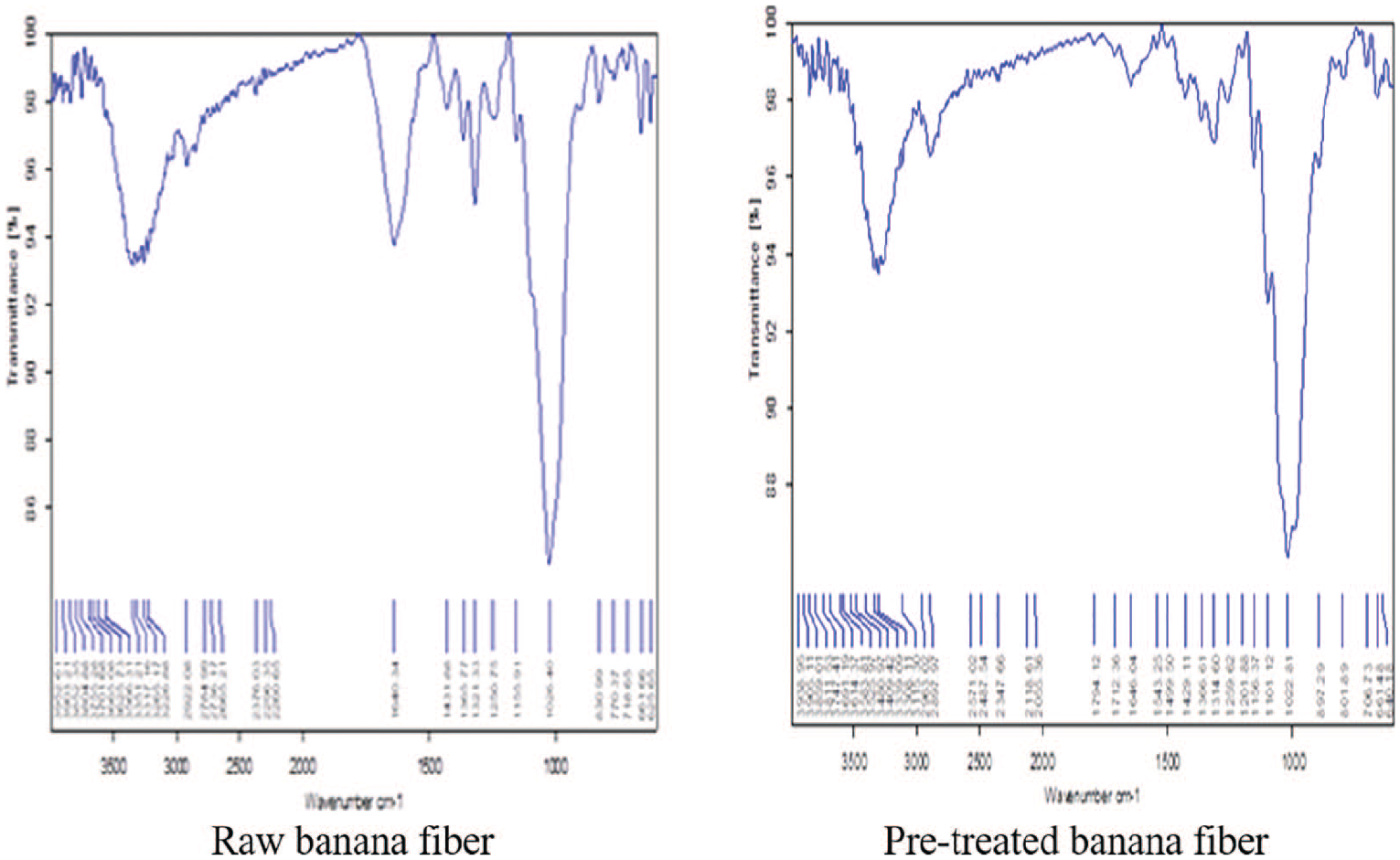
FTIR spectroscopy graph of raw banana fiber and pretreated banana fiber.

FTIR spectroscopy graph of dyed banana fiber.
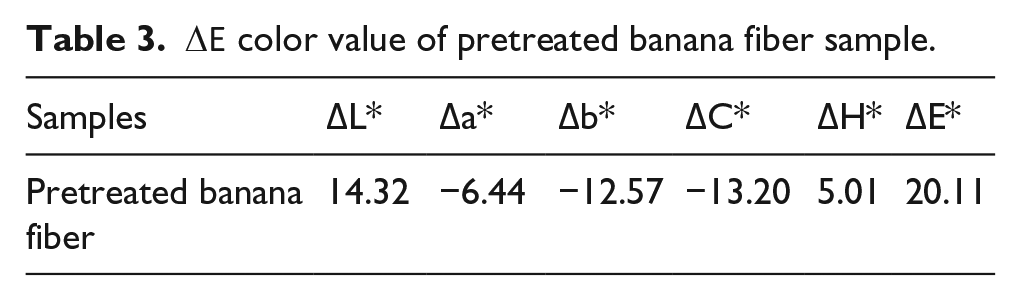
Table 1 shows that increase in L value and visual observation (Figure 2) of the pretreated fiber indicates that the fibers have become brighter. Raw banana fiber L value indicates that it became darker. The H2O2-treated banana fibers were in the red side, as the values of “a” were negative and the redness has also decreased. The decrease in the “b” value shows that the fiber is in the yellow side and the yellowness has decreased. Treated banana fibers’ hue values were increased.
Table 2 illustrates that the largest change in color difference was observed in raw banana fiber and pretreated banana fiber samples. Table 2 reveals that there is a notable change in colors due to the different treatments achieved in higher ∆E* values. Treatment of 5% enzyme and 6% H2O2, 2% Na2SiO3, and 3% NaOH combined experiments shows higher ∆E* values than the raw banana fiber.
Colorimetric coordinates of raw banana fiber and pretreated banana fiber samples used in the experiment.

L*: the lightness; a*: green/red; b*: blue/yellow; C*: chroma; h*: hue angle.
Accordingly, pretreatment processes are essential to get brighter and darker shades on banana fiber with reactive dyes. Banana fiber treatment of peroxide bleaching has increased whiteness and removed lignin components also. 23 This combined pretreatment processes remove lignin which has a lower water absorbency property. The removal of lignin in the pretreatment processes improved the water absorbency and dyeability properties of banana fibers.
The reflectance values of the raw banana fiber and pretreated fiber samples were measured by data color 600 machine and their reflectance curves were plotted in Figure 9. Figure 9 shows that the untreated banana fiber minimum reflectance percentage is below 10% and wave length range is 360–700 nm. Pretreated banana fiber minimum reflectance percentage is above 40%. Reflectance curves of pretreated fiber observed a higher value than raw banana in the experiment. Pretreated banana fiber (Figure 12) shows that the value has significantly increased from the untreated fiber sample due to absorption and scattering, which was found based on reflectance.
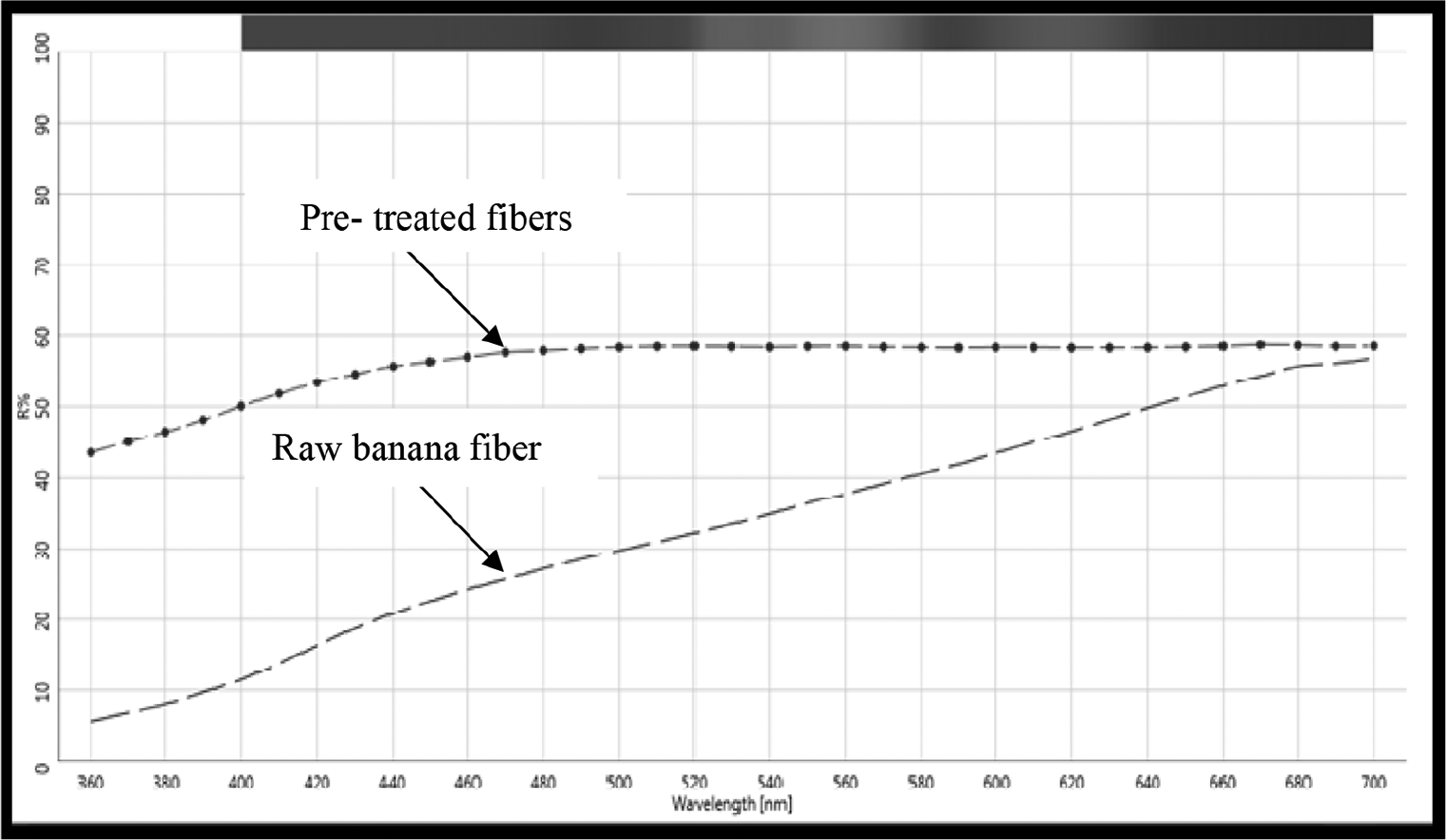
Reflectance curves of pretreated banana fiber.
Dyeing behavior of pretreated cotton and banana fiber samples
Table 3 shows the colorimetric coordinates of banana fiber samples. Table 3 shows that banana fiber reactive blue dye bath samples were darker, less saturated, and yellower than the blue reactive dyed cotton samples. Banana fiber reactive red (0.25%,1%, and 6%) dyed samples were darker and less saturated, and 0.25% concentration dye bath samples were lighter, less saturated, and more yellow than the cotton red reactive dyed samples (Table 4). Banana fiber 0.25% and 1% concentration yellow dye bath samples were darker, less saturated, and yellower; 4% and 6% concentration samples were darker, more saturated, and more yellow than the yellow reactive dyed cotton samples (Table 3).
ΔΕ color value of pretreated banana fiber sample.
Colorimetric coordinates of banana fiber samples.

L*: the lightness; a*: green/red; b*: blue/yellow; C*: chroma; h*: hue angle.
Comparison between dyeing behavior of banana fiber and cotton fiber
The difference in dye absorption between banana fiber and cotton fiber dyed samples was tested. Table 4 presents that ∆E* values for various colors and concentrations. Banana fiber blue dyeing shows higher ∆E* values than the other dyeing treatments. The red shade with increase in the concentration of the dye bath shows that no significant differences were reported according to the ∆E* values. Dyed with blue shade shows much more significant differences. ∆E* values narrowed down for yellow shades show increases in the concentration.
Figure 13 shows dyed banana fiber with three standard colors (red, blue, and yellow) each with 4% concentrations of reactive red, reactive blue, and reactive yellow dye types. Dyed banana fiber samples were darker and less saturated than the reactive dyed cotton samples.

Dyed banana fiber samples.
The blue color dyed samples have crossed the “Just Noticeable Difference” value of 2.95. Therefore, the color deterioration is visible to human eye at above-mentioned concentration of blue color dyed banana fiber. The test results of color values are not the same because of the contrast of color depth and variation in the luster of both fibers.
The reflectance (R%) curves of dyed banana fiber and cotton fiber samples were plotted in Figures 14 to 16. Reflectance curves of all blue dyed and yellow dyed banana fibers were found higher than the blue and yellow dyed cotton fiber samples. Reflectance curve of red dyed banana fibers was found similar to red dyed cotton fiber samples. A more similar trend was recorded for red color dyed samples. This reflectance curve results confirm the higher dye absorption tendency of dyed banana fiber than the cotton dyed fiber. However, the brilliant colors were obtained on cotton fibers than the banana fibers.

Reflectance curves of dyed banana and cotton fiber (red color).

Reflectance curves of dyed banana and cotton fiber (blue color).

Reflectance curves of dyed banana and cotton fiber (yellow color).
Colors’ fastness to washing results for banana dyed fibers
Table 5 indicates the washing fastness properties of dyed banana fibers. Red and blue dyed banana fibers revealed 4 (good) rating for cotton, nylon 6.6, and polyester type of fibers. Yellow dyed banana fiber shows rating of 4–5 (very good), which indicates better results in washing fastness.
CIE L*a*b* color difference ∆E values for banana fiber and cotton fiber.
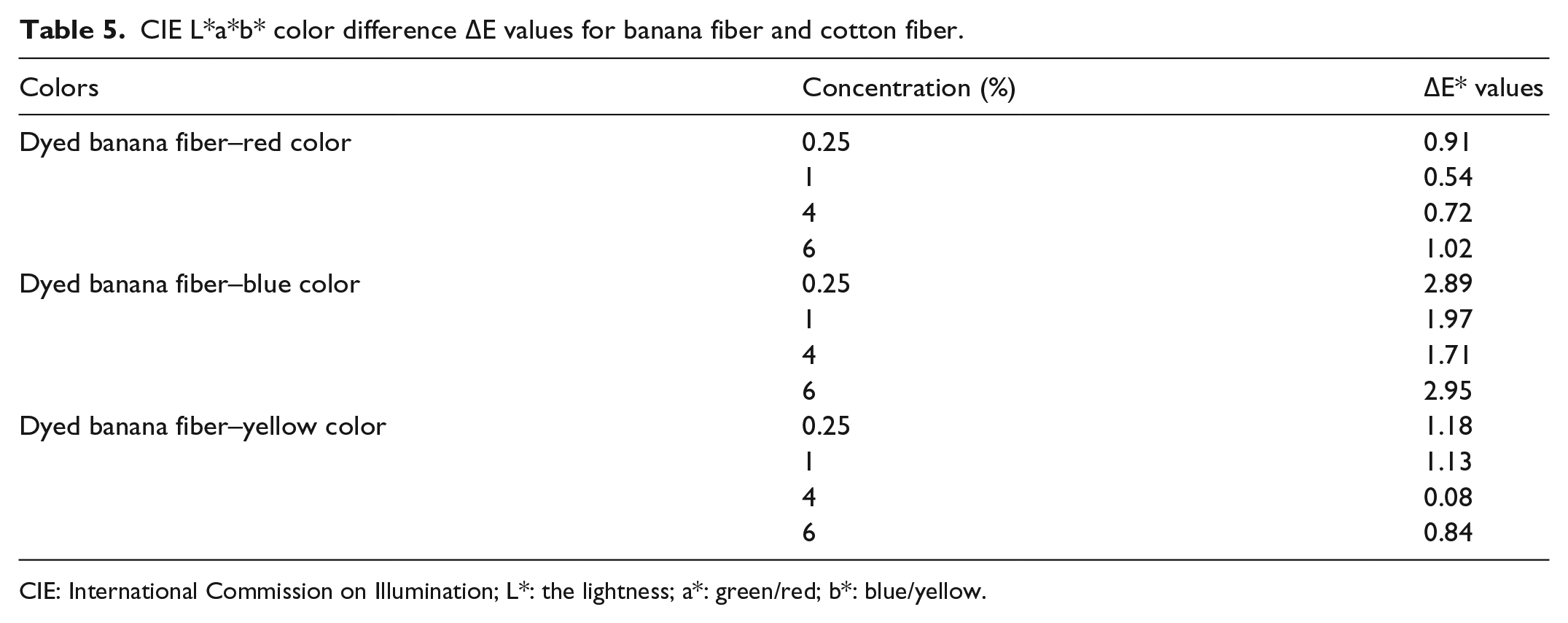
CIE: International Commission on Illumination; L*: the lightness; a*: green/red; b*: blue/yellow.
Washing fastness test results showed acceptable results indicating that there was a good fixation of the dye in the banana fiber. The washing fastness rating also varied with the type of colors. Washing fastness test results were satisfactory and indicated good fixation of dye into the fibers.24,25 Consequently, it was determined that the banana fiber is easily dyed with reactive dyes. Considering the color fastness values of washing test results, dyed banana fibers have satisfactory wash fastness qualities required for textile end-uses (Table 6).
Test results of color fastness to washing for banana dyed fibers.

Conclusion
The results established that the color of pretreated and raw banana fiber results shows that there is a brighter color change, which is evidence of higher ∆E values. The increasing L value of the pretreated fiber indicates that the fibers have become brighter, which was evident from the visual observation also. The main problem to be encountered during dyeing process of banana fiber is the cementing material of lignin which interferes with the absorption property. Therefore, pretreatment process removed lignin impurities, which is proven that banana fiber dyeing behaviors are more similar to cotton dyeing. Reactive dyeing of banana fiber using exhaust method shows better color strength and that fibers become more luster. Banana fiber reactive dyeing is darker and less saturated. The reactive dyes were achieved excellent color yields of banana fibers. The reflectance curve results establish that the dye absorption tendency of dyed banana fiber is similar to cotton dyed fiber. Furthermore, cotton reactive dyeing process can have successfully applied for banana fibers. Dyed banana fiber washing fastness results varied with types of colors. However, the results indicate “good to excellent” (4–5) washing fastness of dyed banana fiber.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful to disclose receipt of the following financial support and necessary facilities for the research, authorship, and/or publication of this article: The Ministry of Industry and Commerce, Sri Lanka and Sri Lanka Institute of Textile and Apparel.