
Abstract
Antibacterial efficacy and wearing comfort have recently become particular concerns in the activewear and sportswear market for consumers. Meryl skinlife, which is an antibacterial polyamide fiber due to the silver particles in its content, has been increasingly used in the textile industry, and it is mostly preferred for seamless garments that are especially used for activewear and sportswear. From this point of view, in this study fabrics made of Meryl skinlife fibers were investigated in terms of some water-related comfort properties by comparing their performance with that of their counterparts made of conventional polyamide fibers. Also, the effects of Lycra incorporation into the fabric structure and fiber type as well as antibacterial finishing treatments were examined on the wicking ability and comfort performance of the fabric samples. The vertical wicking capacity, transfer wicking, drying rate, and water vapor permeability tests were conducted on the fabric samples and the results of these tests were statistically analyzed using the Minitab and SPSS statistical package programs. The results showed that Lycra incorporation into the fabric structure was found to be the dominant factor for all of the investigated water-related comfort tests except for transfer wicking, while application of the finishing treatments was found to be the dominant factor for all of the investigated comfort-related tests. However, the fiber type was found influential on none of the comfort-related tests conducted in this study. Finally, the hybrid analytic hierarchy process-TOPSIS method was used to determine the best fabric alternative for activewear and sportswear, and it was found that SLN fabrics were the best choice.
Keywords
Introduction
Fabric preference for clothing is an important parameter to achieve thermal comfort, since the fabric acts as an interface allowing perspiration and body heat transmission from the skin to the environment by controlling the body temperature regulation and change in the skin temperature. Also, the moisture transfer from the body to the environment through diffusion, wicking, sorption, and evaporation is achieved by the ability of fabrics to absorb sweat and their water vapor permeability, which determines the thermal comfort characteristics of fabrics. As the efficiency of sportswear has a significant influence on the performance of the wearer, fibers having the moisture management ability are preferred for clothing to eliminate the excessive wetness and carry the heat away from the body, which is very important for activewear and sportswear clothing. 1 With significant developments in the sportswear and activewear market, the awareness of consumers toward high level of comfort, easy-to-move, as well as easy-care has increased and immediate removal of sweat and water vapor from the body to the atmosphere has become the main point. To do so, some novel fibers with modified structures, that is, hollow structures, modified cross-sections, and so on have been produced. Moreover, such types of properties can be provided with the chemicals, that is, different wicking finishing agents applied. Accordingly, so far, some scholars have been investigating the performance of the surface modifications and the wicking treatments on the mentioned properties.2–8
Hygienic comfort is an important phenomenon, especially for activewear and sportswear clothing made of synthetic fibers, wherein sweat should be immediately removed from the body in order not to let bacteria proliferate and create unpleasant odor.9–14 Highly hydrophobic inherent characteristics of most synthetic fibers make them resistant to microbes. This brings the advantage to synthetic fibers over their natural counterparts. However, a warm environment and humidity create convenient conditions by making the textile materials and surfaces favorable medium for microbial growth to develop. Textiles and their users are both affected negatively by the microbial growth. Since bacterial propagation is responsible for the occurrence of unappealing odors in textile structures due to the decomposition of body sweat, antibacterial textiles have gained even more importance as consumer awareness for personal care and personal hygiene products increases with the changing attitude of consumers toward activewear lifestyle and hygiene.15–22
Polyamide is one of the most commonly used synthetic fiber in sportswear and activewear products because of its elasticity, strength, resistance to abrasion, and durability attributes.23–25 Meryl skinlife, a modified polyamide fiber has silver microparticles in its structure, which inhibits bacterial proliferation on textiles, controls and secures the natural balance of the skin by not decreasing the bacteria level lower than the normal skin level, and eliminates unpleasant odors caused by the bacteria proliferating rapidly. Meryl skinlife fiber has a permanent antimicrobial efficacy, which is provided by the antimicrobial agents in the polymeric matrix and is also durable against 100 washing cycles. Since the human skin has bacteria existing naturally, during the time of exercise, they proliferate due to sweat and are transferred to the textile the person is wearing, resulting in malodor and bad smelling apparels. Because of this, considering its characteristics, Meryl skinlife fiber has become an alternative used in activewear and sportswear clothing and its use has been increasing in this market. 26 , 27 In addition to its hygienic comfort, certain comfort properties of this fiber have also become very important so that the consumers feel comfortable during sport activities. Thus, Meryl skinlife fiber was investigated in terms of some of its water-related comfort properties in the context of this study. Although there are many different studies related to the water-related comfort properties of different fabrics,28–39 there is lack of studies that have investigated the performance of fabrics made of Meryl skinlife fiber.40–43 In these studies, different aspects of comfort-related properties of different knitted fabrics, some of which were produced with Meryl skinlife fiber were studied and fiber type, regain, and fabric properties were found to be the major affecting factors of comfort. For comparison reasons, conventional polyamide fiber was incorporated into the study. Furthermore, since elastic textiles can improve the ease of movement of clothing, the stretchability of activewear and sportswear clothing becomes a significant phenomenon. Because of this, Lycra was incorporated into the fabric structure to investigate its performance on comfort. Especially in the sportswear market, textiles destroying bacterial propagation and removing sweat have both been preferred; hence, antimicrobial finishing agents and wicking finishing agents and/or fiber modifications that improve wickability of the fabrics are frequently applied together to sport textiles today. Since in addition to antibacterial efficacy, activewear and sportswear products are required to have wicking ability and related comfort properties, not only the effect of wicking finishing agents and fiber modifications but also the effect of antibacterial finishing treatments on the wicking ability and comfort performance of the textiles become important. Therefore, to demonstrate how the wicking ability and comfort performance of the fabric samples used in activewear and sportswear products are influenced by antibacterial finishing treatments, wicking ability and comfort performance of the fabric samples were examined not only after wicking finishing treatments but also after antibacterial finishing treatments. As far as it is known, there are not many studies considering the effect of antibacterial finishing treatments on the wicking ability and comfort performance of textiles used in activewear and sportswear products, which brings novelty to the study.
Experimental work
Materials
E28 13’’ Merz Mbs seamless knitting machine was used to produce the plain jersey fabric samples and all the samples were knitted at the same tightness value. The reason for selecting the seamless knitting technology was that it is a commonly used technique for the production of activewear and sportswear as well as functional knits. Half of the fabric samples were knitted only by the main yarns, while 17-dtex Lycra yarn was added to the production of the other half. By doing so, the effect of Lycra on the comfort properties of the seamless samples could be investigated, since the stretchability of activewear and sportswear clothing is worth considering. The main yarns made of Meryl skinlife or conventional polyamide fibers were both composed of 68 filaments and both had counts of 87 dtex.
All of the plain fabric samples were dyed under the same commercial conditions and then, while as the control group, one-third of the fabric samples were not treated with any finishing applications, the rest of them were treated with the wicking or antibacterial finishing applications separately by the pad-dry-cure method (see Table 1). For both the finishing applications, to apply the finishing agents, padding was conducted at room temperature using a laboratory-type padding machine. “Ultraphil pa” and “ultra fresh silpure fbr” were used as the wicking finishing agent and antibacterial finishing agent, respectively. A laboratory type dryer was employed for the drying and curing processes of the wicking and antibacterial finishing applications. The drying and curing processes each were completed in 10 min at 40 C for the wicking finishing treatment and in 15 min at 60°C for the antibacterial finishing treatment.
Factors chosen for the experimental study.

For the antibacterial efficacy test, the standard method “AATCC TM 100-2012 44 —Antibacterial Finishes on Textile Materials,” which is a quantitative procedure to assess the degree of antibacterial activity, was utilized. According to the standard, circular swatches of 4.8 ± 0.1 cm in diameter were prepared from all of the fabrics to be tested and four swatches, which were capable of absorbing the 1.0 ± 0.1 mL of inoculum without leaving free liquid in the jar, were piled up in each of the 250 mL glass jars having screw caps. The negative control swatches made of the same fiber type and fabric construction as the fabric to be tested, however, without any antibacterial finish were prepared with the same method. The fabric samples were all sterilized in autoclave. For the inoculation of fabrics, the swatches were individually located in sterile Petri dishes and were inoculated with a homogeneous distribution of the inoculum of 24-h broth culture of Staphylococcus aureus over the fabric surfaces. The swatches were aseptically transported to the jars and for hindering evaporation, the covers of the jars were screwed firmly. Just after inoculation, neutralizing solution of 100 ± 1 mL was deposited into the jars with four samples of the inoculated untreated control swatches, the inoculated treated swatches, and the uninoculated treated swatches and they were all strongly shaken for a minute. Then, serial dilutions of 100, 101, and 102 were made using water and plated on nutrient agar. Finally, the plates were incubated for 48 h at 37°C ± 2°C temperature. In accordance with the method, percentage decrease in the number of microorganisms were determined and all of the fabric samples treated with the antibacterial finishing agent were found to have sufficient antibacterial efficacy.
The factors chosen for the full-factorial experimental study are given in Table 1. The fabric samples were coded such that the first letter shows the fiber type (P-Polyamide, S-Meryl skinlife), the second letter refers to the Lycra incorporation (W-Without Lycra, L-With Lycra), and finally the last one stands for the process history (N-None, A-Antibacterial, W-Wicking).
Method
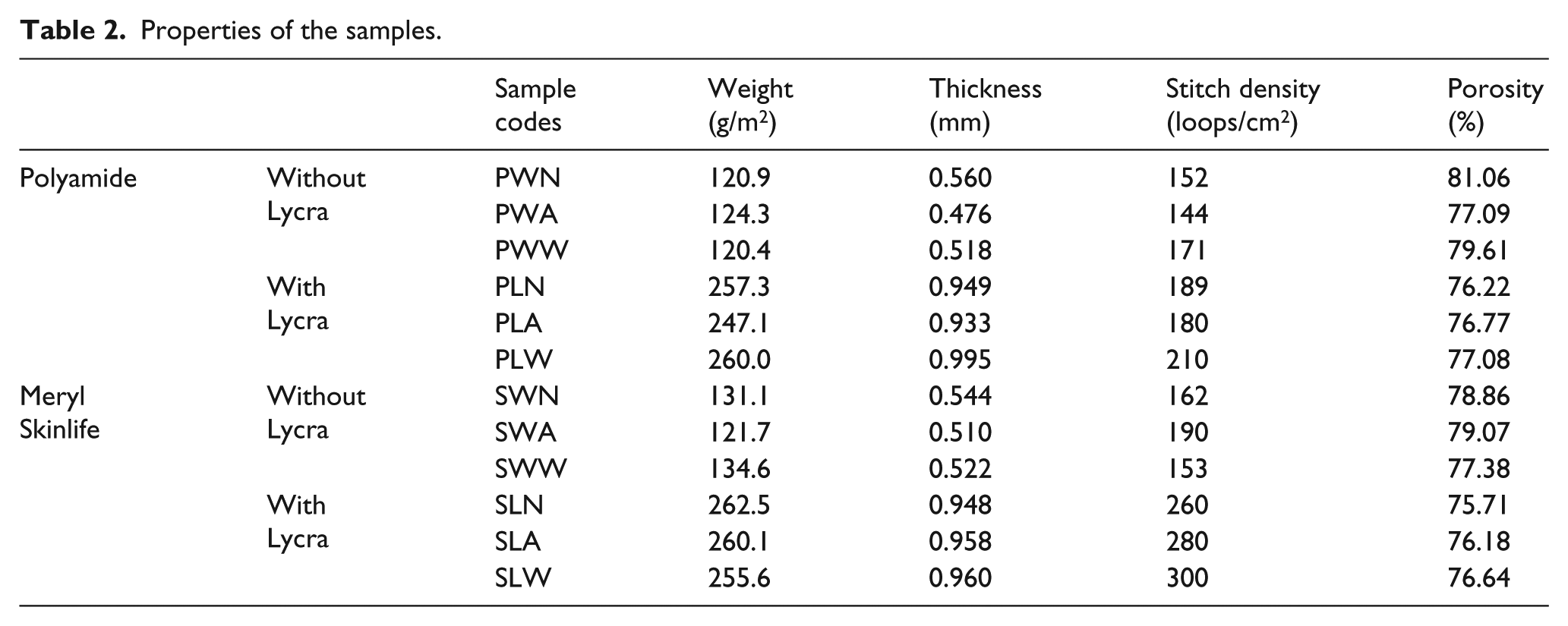
The DIN 53924, ASTM E96-00, EN 12127, and EN ISO 5084 standards were used to test the wicking, water vapor permeability, fabric weight, and thickness properties of the fabric samples in turn. The properties of the samples can be seen in Table 2. The overall porosity is defined as the ratio of open space to the total volume of the porous material and, accordingly, it was calculated from the measured thickness and weight per unit area values using equations (1) and (2) 45


Properties of the samples.
The transfer wicking test was carried out according to Zhuang et al.’s 46 method with a difference that the pressure applied was kept constant at 15.6 kg/m2. The Coplan 47 and Fourt et al. 48 method was used to determine the drying rates of the fabrics. The specimens were then suspended in a reservoir of distilled water with their bottom ends immersed vertically at a depth of 3 cm in the water. After 5 min, the weight of the fabric was measured (W2). Wicking capacity was calculated as equation (3)

Minitab and SPSS 22 package programs were used to evaluate the data obtained from the experimental work statistically. The factors were considered significant at a significance level of 95%. Finally, the hybrid analytic hierarchy process (AHP)-TOPSIS multicriteria decision approach was employed to offer the best option from all of the feasible alternatives suggested within the study. The main steps of this procedure are as below:49–51
Step 1.
The relevant objective or goal, decision criteria, and alternatives of the problem were identified.
Step 2.
A decision matrix of criteria and alternatives were formulated on the basis of the information available regarding the problem.
Step 3.
The decision matrix was converted into a normalized decision matrix.
Step 4.
The relative importance of different criteria with respect to the objective of the problem was determined using AHP. To do so, a pairwise comparison matrix of criteria was constructed using a scale of relative importance.
The normalized weight or importance of the i-th criteria (Wi) was determined by calculating the geometric mean of the i-th row (GMi) of the Dmxn matrix and then, normalizing the geometric means of the rows. This can be indicated in equations (4) and (5) as follows


To check the consistency in pairwise comparison judgment, consistency index (confidence interval (CI)) and consistency ratio (CR) were calculated using the following equations (equation (6)) where random consistency index (RCI) and its value could be obtained from Table 3 as


RCI: random consistency index.
If the value of CR was 0.1 or less, then, the judgment was considered to be consistent and therefore, acceptable. Otherwise, the decision-maker had to reconsider the entries of the pairwise comparison matrix.
Step 5.
The weighted normalized value υij was calculated as in equation (7), where Wi was the weight of the i-th attribute of the criterion and

Step 6.
The positive ideal and negative ideal solutions were determined by the following formulations (equations (8) and (9)), where I was associated with the benefit criteria and J was associated with the cost criteria as


Step 7.
The separation measure using the n-dimensional Euclidean distance was calculated. The separation of the each alternative from the ideal solution was given as (equations (10) and (11))


Step 8.
The relative closeness to the ideal solution was determined. The relative closeness of the alternative Aj with respect to A+ was defined as (equation (12))

Since
Step 9.
All of the alternatives were arranged in descending order according to the value of Rj. The alternative at the top of the list is the most preferred one.
Results and discussion
Vertical wicking capacity
It can be seen from Figure 1 that sample SLN had the highest vertical wicking capacity value, whereas sample PWA gave the lowest one.

Vertical wicking capacity of the fabric samples.
The vertical wicking capacity values of the fabric samples made of Meryl skinlife fiber were found to be slightly higher than those made of conventional polyamide fiber (see Figure 2(a)). In addition to this, the paired t-test showed that the difference between the vertical wicking capacity values of the fabric samples made of these fibers was not statistically significant (t = −3.556 sig. 0.786). Figure 2(a) also showed that Lycra was an important parameter with an increase in the vertical wicking capacity values of the fabric samples signifying the amount of water absorption by the fabric through the wet surface and both of the fiber types performed in the same trend. The porosity of the material is one of the main factors affecting the amount of water sucked into the fiber structure, meaning that when the porosity increases, the pores entrap a higher amount of water. However, in this study, as can be seen in Figures 1 and 2(a), although the vertical wicking capacity of the fabric samples increased substantially with Lycra incorporation into the fabric structure, porosity values of the fabric samples did not change considerably, whereas the thickness values of the fabric samples with Lycra became almost twice of those without Lycra (see Table 2).

Interaction plot for vertical wicking capacity: (a) Fiber type and effect of lycra, (b) Fiber type and process history, and (c) Effect of lycra and process history.
Therefore, it was deduced that the thickness was the deterministic parameter on the vertical wicking capacity, providing more space to accommodate water. 46 , 52 , 53 Also, the paired t-test supported this result so that in this case Lycra became an important parameter on the vertical wicking capacity values of the fabric samples (t = −1.102 sig.0.013).
By the finishing treatments conducted in this study, as graphically depicted in Figures 1 and 2(b), the behaviors of the fiber types against both of the finishing treatments were similar, so that both the finishing treatments decreased the vertical wicking capacity values of the fabric samples. The parameters affecting wicking are known as surface tension, effective capillary pathways, and pore distribution. 54 It was assumed that by both the finishing treatments, the surfaces of the yarns were completely covered with the finishes and/or the fibers were bonded to each other with these coverings formed as a film in between them.55–58 These coverings were assumed to prevent the water molecules to penetrate into as well as to be encaptured inside the yarn structure, since they decreased the interfiber spaces and, hence, the capillary pressure. Thus, this led to a decrease in the vertical wicking capacity of the fabric samples treated with both the finishing agents. Especially, with the wicking finishing treatment, vertical wicking capacity was expected to increase; however, it decreased due to clogging of the effective capillary pathways, which is one of the important parameters of wicking. Moreover, according to the independent t-test, the finishing treatments influenced the vertical wicking capacity values of the fabric samples (t = 6.912 sig.0.049). On the other hand, analysis of variance (ANOVA) evaluation implied that the vertical wicking capacity values of the fabric samples treated with the wicking and the antibacterial finishing agents performed statistically similarly (sig. 0.46), supporting the slight difference in between the wicking and antibacterial finishing treatments. Moreover, with the Lycra incorporation into the fabric structure, the trend of behavior of both the fabric samples against the treatments was similar as expected (see Figures 1 and 2(c)).
Transfer wicking
Fabric PWA performed with the highest transfer wicking ratio, whereas SLN had the lowest value for the same period, as seen from Figure 3. Considering the results of the statistical analyses, the most effective parameter on the transfer wicking ratios of the fabric samples was the process history with an R2 value of 0.8848 and a standard deviation of 4.88, respectively.

Transfer wicking ratios of the fabric samples versus time.
The transfer wicking ratios of the fabrics made from only polyamide yarn were slightly higher than those of Meryl skinlife. It is known from the literature that thickness, pore sizes, and their corresponding volumes are the most influential parameters on transfer wicking. 46 , 52 , 59 However, in this study not only the thickness values of the polyamide and the Meryl skinlife fabric samples produced without Lycra, but also their porosity values were almost the same (see Table 2). This may explain the statistically insignificant difference between the mean transfer wicking values of the fabric samples made of both the fibers (t = 1.266 sig.0.58; see Figure 4(a)). On the other hand, Lycra influenced both the fiber types so that the transfer wicking values of the fabric samples made of these two fibers decreased, especially the polyamide ones, after incorporation of Lycra into the fabric structure (see Figure 4(a)). As can be seen from Table 2, although the thickness values of both types of fabric samples became almost twice after the incorporation of Lycra into the fabric structure, in contrast with the literature, 46 the transfer wicking values of the fabric samples having Lycra decreased slightly (see Figures 3, 4(a) and (c)). Besides, as the polyamide and Meryl skinlife fibers are inherently hydrophobic, the incorporation of Lycra into the fabric structure narrowed the gaps between the fibers and the yarns and, consequently, made it difficult for the water to be absorbed and then transferred in the traverse direction.46,60–62 This is assumed to be the reason for the slight decrease in the transfer wicking ratio. However, according to the paired t-test statistical evaluation, the transfer wicking values of the fabric samples with and without Lycra were not statistically significant (t = 0.126 sig. 0.531).

Interaction plot for transfer wicking: (a) Fiber type and effect of lycra, (b) Fiber type and process history, and (c) Effect of lycra and process history.
It was observed that the finishing treatments increased the transfer wicking values of both the fibers with the similar trends and the highest values for each were obtained for the wicking treatment (see Figure 4(b)). Since the surfaces of the polyamide and Meryl skinlife yarns were fully covered with these finishes, the finishes created an interface in between the water molecules and the fiber surface, which hindered the interaction in between causing lower absorbency. This resulted in filling of the capillary spaces to the saturation level at lower moisture contents, 63 which is attributed to increase in the transfer wicking of the fabric samples with both the finishing treatments.
Furthermore, the incorporation of Lycra into the fabric structure had no effect on the trend of the finishing treatments with the difference that the fabric samples with Lycra had lower transfer wicking values compared to those without Lycra (see Figure 4(c)). As reported in the literature, once the fibers absorb the maximum possible moisture amounts, the capillary spaces start to be filled by the moisture and wicking begins to happen. For the fibers absorbing a lower amount of moisture, the capillaries start to be filled and reach the saturated level at lower moisture contents. 63 The fibers studied in the study were already hydrophobic. It was assumed that by both the finishing treatments, the surfaces of the yarns were completely covered with the finishes and, hence, the finishing treatments lowered the limited absorbency of these fibers more, which was caused by the lower cohesive forces existing in between the fiber surface and the water molecules owing to the finishing agents covering the fiber surface. Because of this, the capillaries of the fabric samples treated with the finishes were filled and reached saturation at lower moisture contents, leading to increase in the transfer wicking of the fabric samples with both the finishing treatments, as can be seen from Figure 4(c). Moreover, statistical assessment showed that the finishing treatments changed the transfer wicking values of the fabric samples (t = −7.058 sig.0.000) and also, there was a significant difference between the transfer wicking values of the fabric samples treated with the two different finishes (F = 43.564 sig.0.000).
Drying rate
In this study, the drying rate of fabric SWN was found to be the highest, whereas the lowest was obtained for fabric SLA, all of which are summarized in Table 4. Statistical analyses showed that Lycra and the process history were the main affecting parameters on the drying rates of the investigated fabric samples with an R2 value of 0.8305.
Drying properties of samples.

As shown in Table 4, the drying rates of the fabric samples, which initially absorbed more water tended to have higher drying rates. When the effect of the fiber type was investigated, it was observed that both the fiber types performed nearly the same (see Figure 5(a)). In accordance with the data in Figure 5(a) and Table 4, Lycra was the crucial and effective factor on the drying rates of the fabric samples, meaning that those including Lycra had significantly lower drying rates for both the Meryl skinlife and the polyamide fabric samples. According to the literature, increase in thickness leads to a higher amount of liquid that can be held by the material 46 , 64 and initial water absorbed by the fabric is an important criterion for the drying rates of the fabrics, because a higher amount of water absorption by a fabric results in higher drying rates. 31 , 47 , 48 , 65 , 66 However, despite the fact that the thickness values of the fabric samples with Lycra were almost twice that of those without Lycra (see Table 2), the drying rates of the samples produced without Lycra were higher. Moreover, as shown in Table 4, initial water amount of the fabric samples produced without Lycra was more than that of those with Lycra. It is assumed that when Lycra was incorporated into the fabric structure, not only the size of the pores but also their interconnectivity abated considerably, which influenced the initial absorbed water amount. In this case, it revealed that as a factor, porosity was more dominant than the fabric thickness. In addition, according to the paired t-test, the incorporation of Lycra into the fabric structure was found to have a significant effect (t =−10.118 sig.0.000).

Interaction plot for drying rate: (a) Fiber type and effect of lycra, (b) Fiber type and process history, and (c) Effect of lycra and process history.
The interaction plot presented in Figure 5(b) shows that both the finishing treatments reduce the drying rates of both the types of fabric samples made of the conventional polyamide and Meryl skinlife fibers. As a result of the wet processes included in the finishing treatments, the configuration of loops and stitch density may have changed in such a way that they may have influenced the pore tortuosity in the fabric samples and in turn, their drying behavior. Moreover, as aforementioned, the surfaces of the yarns were completely covered with the wicking and antibacterial finishes, which formed an interface between the water molecules and the fiber surface preventing their interaction, so that the vertical wicking capacity of the fabric samples treated with both the finishing agents decreased. According to the literature survey, water vapor transfers from the interior to the exterior of the fabric structure and continuous liquid distribution owing to capillary migration is effective in the drying process. Thus, higher rates in drying can be attributed to higher vertical wicking capacity and higher moisture permeability, which means a higher total rate of transmission of the capillary water to the atmosphere.31,46–48,64–66 Therefore, since with both the finishing agents, the vertical wicking capacity of the fabric samples and also their water vapor permeability values (as explained in the next section) decreased, their drying rates were found to be lower than their counterparts that were not treated with any finishing agents. According to statistical evaluation, the difference between the drying rates of the untreated and treated fabric samples was statistically significant (t = 1.623 sig.0.000). Also, ANOVA evaluation showed that the drying rates of the fabric samples treated with the antibacterial and wicking finishing agents behaved in a similar manner (sig.0.253). According to the interaction between the process history and the incorporation of Lycra, considering the drying rates of the untreated fabric samples, the drying rates of the samples with and without Lycra were found to decrease after both the finishing treatments. Besides, the fabric samples with and without Lycra behaved in a similar manner in terms of the drying rate when their trends in the plot in Figure 5(c) are considered.
Water vapor permeability
Relative water vapor permeability is defined as the amount of water vapor passage through a material. As shown in Figure 6, while the highest water vapor permeability was obtained for the fabric sample PWN, the lowest was obtained for SLW.

Water vapor permeability of the fabric samples.
Minitab® package program was used to statistically analyze the data in Figure 6. According to the statistical analysis, the incorporation of Lycra into the fabric structure and the process history were found to be the domestic parameters with highly significant factors (R2 = 0.8855), whereas the fiber type had a secondary effect on the water vapor permeability of the fabric samples. However, no two-way interaction was found.
As shown in Figure 7(a), the water vapor permeability of the fabrics made of polyamide fibers were slightly higher than those of Meryl skinlife for both the cases with or without Lycra. However, the paired t-test implied that these differences were not statistically significant (t = 1.370 sig.0.032 for without the Lycra case and t = 3.290 sig.0.056 for with the Lycra case).

Interaction plot for water vapor permeability: (a) Fiber type and effect of lycra, (b) Fiber type and process history, and (c) Effect of lycra and process history.
The utilization of Lycra in the fabric production influenced the fabric parameters, especially the fabric thickness. As shown in Table 2, the thickness values of the fabric samples with Lycra had twice the value of those without Lycra. As the thickness of the fabric increases, the path that the water vapor passes through gets higher, leading to increase in the frictional forces encountered during the water vapor passage. 67 Thus, the water vapor permeability values were obtained higher for the fabric samples without Lycra compared to those with Lycra (see Figure 7(a)). Also the paired t-test results implied that Lycra was a highly significant factor on the water vapor permeability values of the seamless samples (t = 4.085 sig. 0.009).
Generally, the finishing treatments and the subsequent drying cycles are the phenomena that directly affect the surface structure of yarns by decreasing the spaces in between yarn intersections and interfiber spaces as well as the size of the holes within the loop and by altering the loop shape.59,68–70 Thus, this leads to a decrease in the water vapor permeability of the fabrics.
Moreover, irrespective of Lycra incorporation into the fabric structure, compared to the fabric samples made of Meryl skinlife, those made of polyamide were found to have a higher water vapor permeability, which decreased with the finishing treatments for both the fibers with a similar trend and the lowest value was obtained after the wicking treatment for both the fiber types (see Figure 7(b)). Also, according to statistical analysis, this reduction was significant (t = 3.137 sig.0.037) and the ANOVA evaluation revealed that there was a significant difference between the water vapor permeability values of the three conditions (F = 7.582 sig.0.002). When it comes to the interaction in between the process history and the Lycra incorporation, with the incorporation of Lycra, the water vapor permeability values decreased for all the process conditions (see Figure 7(c)).
Hybrid AHP-TOPSIS approach
AHP was performed for determination of the relative weights of four decision criteria in accordance with their relative importance for some of the comfort properties of the seamless activewear and sportswear products. Since the drying rate, vertical wicking capacity, transfer wicking, and water vapor permeability are important and influential parameters on the liquid transfer properties of activewear and sportswear products, these were all taken as criteria and, accordingly, the normalized weights were calculated according to equation (6). The pairwise comparison matrix of the four decision criteria with regard to their importance level can be observed in Table 5.
Pairwise comparison matrix of criteria with regard to objective and codes.

For measurement of the consistency of judgment, the original matrix is multiplied by the weight vector to get the product. Using equation (6), λmax was obtained as 4.227816. Therefore


Since the value of CR was below 0.1, the comparison matrix remained consistent.
After determination of the positive (A+) and the negative ideal solutions (A−), the separation of each alternative from the ideal solution was calculated using equations (10) and (11). The relative closeness of the alternatives (Rj) to the ideal solution (Aj) was defined by equation (12) in terms of A+.
Based on the closeness of the coefficient to the ideal solution (Rj value), the ranking of the preference order of all the alternatives in descending order is exhibited in Table 6.
Preference order for the fabric samples.

In compliance with Table 6, fabric SLN performed the best, while SWA was the worst. Also, it can be concluded that the interaction of Lycra and the finishing treatments made these fabrics more preferable.
Conclusions
In this article, the effects of wicking and antibacterial finishing treatments on some water-related comfort properties of seamless garments were discussed. For this purpose, Meryl skinlife, hybrid polyamide fiber having antibacterial characteristic was employed, and in order to compare its performance, conventional polyamide fiber was also included in the study. Moreover, since the stretchability of activewear and sportswear products is of importance, the effects of Lycra utilization were also investigated together with the antibacterial and wicking finishing treatments. Considering all of the data, in order to select the best alternative out of all of the options, the AHP-TOPSIS approach, powerful multicriteria decision method was performed.
The thickness, porosity, as well as stitch density of the fabrics are the most prominent parameters for determination of the water-related comfort properties of fabrics according to the existing models and theories in the literature, as aforementioned. Since Lycra addition to the fabric structure strongly affects these parameters, vertical wicking capacity of the fabrics increased by Lycra incorporation while the transfer wicking, drying rate, and water vapor permeability values decreased. By use of finishing agents in both antibacterial and wicking treatments, the surfaces of the yarns were all covered with the finishing agents. Therefore, the water transport behavior of the fabrics changed, which led to increase in the transfer wicking capacity and decrease in the vertical wicking capacity, drying rate, and water vapor permeability. However, fiber type was found not to be as effective as the other two factors. Finally, fabric SLN was found to be the best, while SWA performed the worst according to the AHP-TOPSIS method.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.