
Abstract
The adhesive plaster or bandage is used to cover non-serious wound or cut in the skin. It is formed by a basic layer of plain fabric coated with the adhesive material. There are several factors that affect the performance of the produced adhesive bandage. One of the frequent reported problems is the strong engagement with the skin that causes severe pain to the patient when it is removed from the skin. The peel test is used to determine the force required to remove the bandage from the skin, tissue or other adhesive tape. The aim of research is to study the factors that affect the performance of adhesive bandage—starting from the raw fabric used and some of the manufacturing machine settings (speed, slit knife height). An attachment was made to test the peeling force of adhesive tape on an ordinary tensile testing device. Results show that the storage of the adhesive bandage tape is the most significant factor that affects the mechanical properties of the adhesive tape.
Keywords
Introduction
The adhesive bandage which is known in the market as band-aid or plaster is one of technical textile products that represent the fastest-growing textile market. 1 For this reason, several researches were carried out in order to increase the performance of the adhesive bandage. Performance can be improved by studying the technical manufacturing process of adhesive bandage or by adding biomaterial to reduce the microbial and bacterial infection. Sumithra and Amutha 2 used the natural herbs Galinsoga parviflora and Azadirachta indica. As they were placed on 50%-50% cotton-Bamboo fabric, results showed that it improved the healing of the wounds. Yang and Hu 3 used a three-layer spacer fabric to produce high-absorption wound dressing with an electrospun nanofibrous membrane formed by the electrospinning process to increase the permeability. The produced wound dressing was compared with the commercially available dressing; results show that the water resistance and air permeability of the spacer fabric dressings was better than that of the commercial dressings. As it can be seen, most of the recent researches focus on improving the performance from the medical point of view by adding anti-infection materials using different techniques. On the contrary, Schmidt et al. 4 studied the mechanical properties of the plaster bandage of the molded plaster bandage material. The modulus of elasticity, the yield stress, and the ultimate strength as functions of moisture content were measured. With the decrease in moisture content, it was found that the modulus of elasticity is very significant. It has attained only 1/3 of its maximum ultimate strength after 24 h of drying. Therefore, it is important to study the manufacturing factors that affect the performance of the adhesive tape.
Adhesive bandage manufacturing
The production of adhesive bandage is a process that requires a long space. Figure 1 shows the main production machine of adhesive bandage. 5
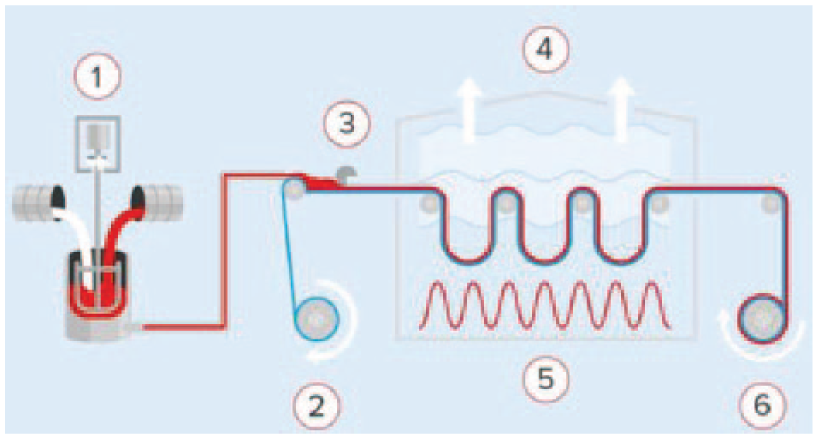
Adhesive bandage production machine.
The adhesive material is first polymerized. In other words, the components of adhesives (1) are mixed with each other. The basic layer fabric (2) material is fed as a wide fabric beam. The adhesive is applied very thinly to the basic layer fabric material by pressing it through a very narrow slit (the height of the slit (h) (3)). Then the coated fabric passes through a drying tunnel (5), and the solvent evaporates in it. The adhesive tape coating becomes solid and is connected firmly with the backing after the drying process (6). Finally, the wide-coated adhesive fabric is cut into narrow tapes on another machine with sharp roller knives.
The aim of this research work is to study the manufacturing factors that affect the mechanical properties of the adhesive bandage; as seen from the last discussion, these factors can be summarized as follows:
The raw material fabric;
The thickness of the applied adhesive material, controlled by the height of the knife slit (h);
The speed of fabric in the drying zone (v).
Test of materials
Three types of basic layer fabrics materials, from different suppliers, were used in this research work. The specifications of the used fabrics are shown in Table 1.
Specifications of basic layer fabric.

Test procedure for adhesive bandage performance
Mechanical properties of adhesive bandage
First, the mechanical properties of the three studied basic layer fabric samples were measured in both warp and weft direction (breaking load, elongation at break according to ASTM D5034–09 and tear strength according to ISO 13937/4-EN).6,7 After applying the adhesive material, the breaking load and elongation of the adhesive tape were measured in three different stages:
At different places across the width of the wide adhesive fabric beam on the manufacturing machine shown in Figure 2;
After cutting the adhesive fabric into tapes with different widths (10 cm and 5 cm);
In stored samples and new manufactured samples.
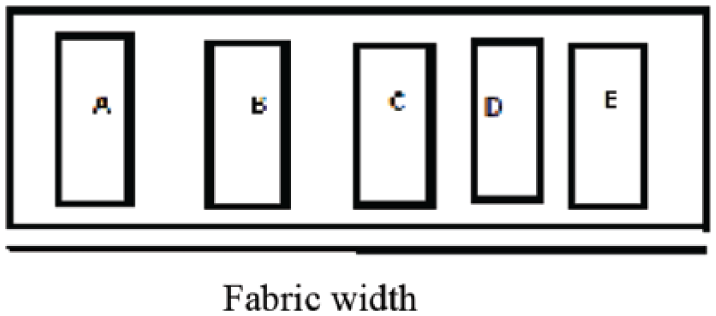
Samples across fabric width.
Peel test
A peel test is performed between two materials bonded together with an adhesive. The adhesive usually takes the form of a thin layer. The aim of the peel test is to determine the adhesive strength of the material or the strength of the adhesive bond between two materials. This adhesive strength represents the “stickiness” of a material as it is a measure of the samples’ resistance to separation from one another after the adhesive has been applied. This measure is used to determine if the adhesive bond is strong enough or too strong for the application and whether a different adhesive or bonding process is needed. 8 ASTM D903 was used to measure the adhesive strength. In this research work, the adhesive bonded to the basic layer fabric was peeled back at 180° to measure average peel strength.9,10
In this research work, an attachment was modified to perform the peel test on an ordinary tensile tester as shown in Figure 3(a) and (b)
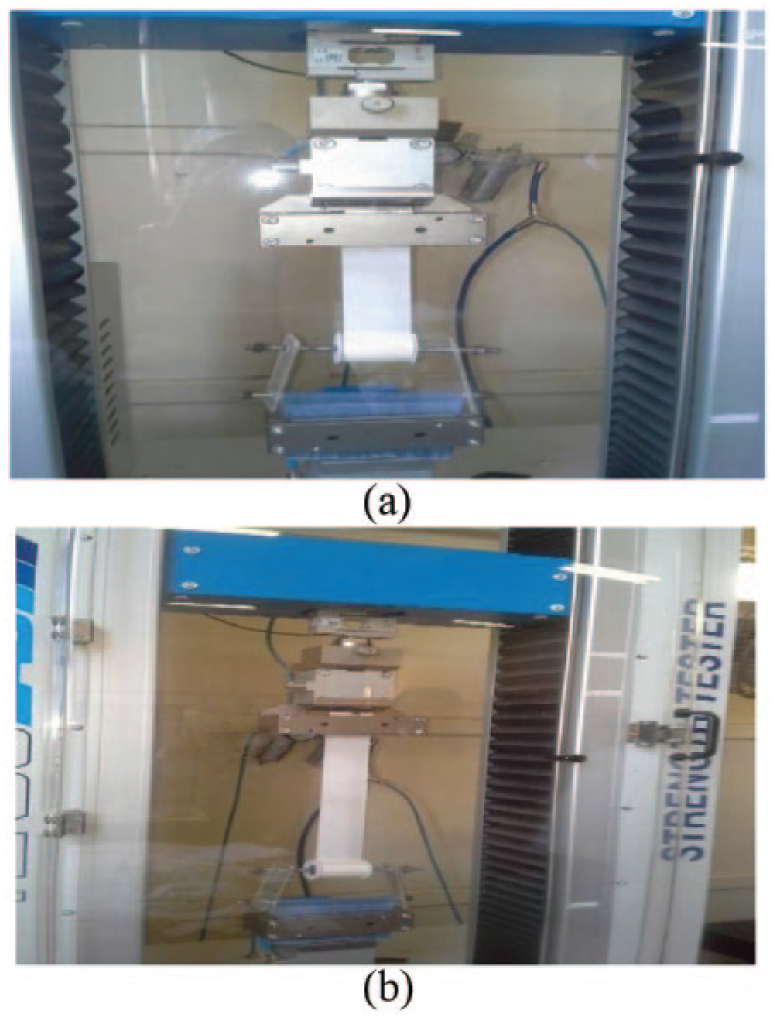
(a) Peel test attachment initial state and (b) peel test final state.
Machine setting
The production machine of adhesive bandage is a very long machine that requires many control points. Two main setting points were studied in this research: the production speed (v) and the height of the knife slit (h) which controls the thickness of the adhesive layer applied to the basic layer fabric. Table 2 shows the values of the setting points.
Machine setting points.

Results and discussion
Properties of the basic layer fabric
The following Table 3 shows the mechanical properties for the three different studied basic layer fabric used in the production of the adhesive tape. One-way analysis of variance (ANOVA) test was used to test if there is a significant difference between the properties of the studied samples, as shown in Table 4.
Properties of studied basic layer fabrics.

Warp direction.
Weft direction.
ANOVA results between basic layer fabric sample.
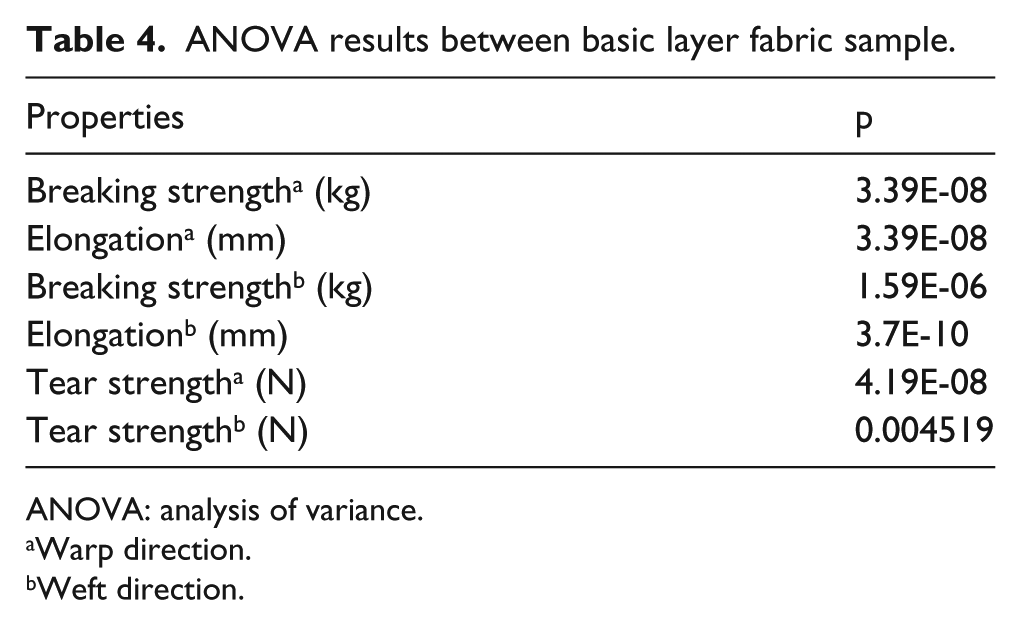
ANOVA: analysis of variance.
Warp direction.
Weft direction.
As seen from Table 4, all the measured properties showed significant difference, with p value less than 0.05, between the three fabric samples, which means the basic layer fabric may have a significant effect on the performance of the adhesive material, and it is recommended to have one trusted fabric supplier.
Mechanical properties of adhesive bandage
1. Across the adhesive bandage fabric beam width
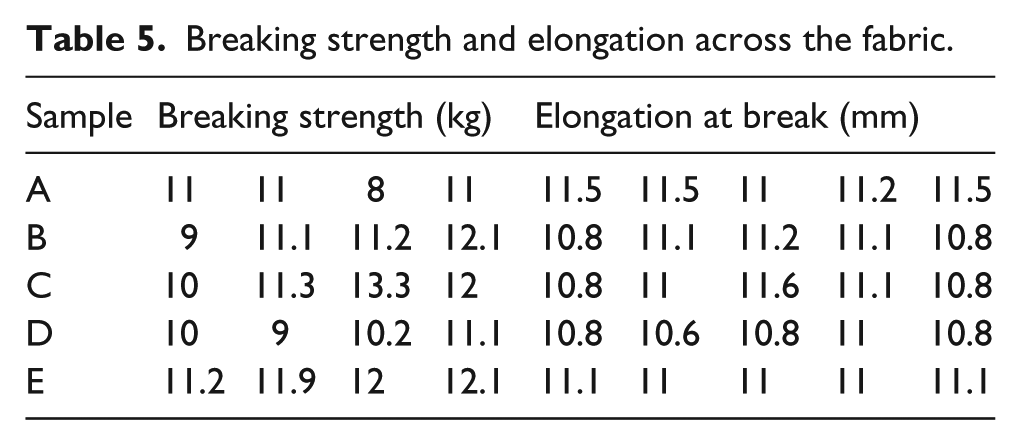
Due to the long length of the adhesive tape machine and the presence of several feeding rollers across the fabric width, any deviation in the speeds of these rollers may cause tension variation across the width of the fabric and may cause variation in the final performance of the adhesive bandage. Table 5 shows the variation in breaking strength and elongation of adhesive tapes taken from different places across the fabric (A, B, C, D, E). Table 6 shows the results of one-way ANOVA test.
Breaking strength and elongation across the fabric.
ANOVA for adhesive tape breaking strength across fabric width.

ANOVA: analysis of variance; SS: sum of square error; MS: mean square error.
As seen from Table 6, the p value is more than 0.05, which means that there is no significant differences between the breaking strength of the adhesive tape taken from different places across the width of the fabric.
The same procedures were made for measuring the elongation at break across the fabric. Table 7 shows the ANOVA results for elongation across the fabric width, which also shows no significant differences between the elongation at break, with p value 0.06, for the adhesive tape taken from different places across the width of the fabric.
ANOVA for adhesive tape elongation across fabric width.

ANOVA: analysis of variance; SS: sum of square error; MS: mean square error.
2. Effect of adhesive package width
In this section, the effect of the cutting knife machine which cuts the adhesive bandage beam into tapes with different widths (5 and 10 cm) is studied. Table 8 shows the t-test for breaking strength per unit width (kg/cm) and elongation for tapes with 5 and 10 cm widths. As seen from Table 8, there is a significant difference between the breaking strength/cm, but there is no significant difference between the elongation at break, p value more than 0.05, which means that the cutting machine knives have an effect on the performance of the adhesive tape—wider tapes have more strength than narrow ones.
The t-test for breaking strength (kg/cm) and elongation (mm) for tapes with 5 and 10 cm widths.

3. Effect of storage on mechanical properties
This section shows the effect of storage on the breaking strength and elongation of adhesive bandages. Table 9 shows the t-test for new manufactured adhesive tapes and stored tapes of 10-cm width.
The t-test for new manufactured tapes and stored tapes of 10-cm width.

As seen from Table 9, there is a significant difference between the breaking strength and elongation of stored and new produced samples. The new manufactured products have higher strength and elongation. This means that the storage duration has a significant effect on the performance of the adhesive bandage and the storing precautions should be taken into considerations.
Peel test results
This section shows the results of the peel test which was made using a special-made attachment added to a tensile tester. Figure 4 shows the relation between the force required to peel the adhesive packages for 20 cm long divided by the package width (kg/cm). As seen from Figure 4, there is a difference between the peel force values for new produced and stored samples. The stored samples require about 94% higher force than the new produced samples. This may be due to chemical changes in the properties of the adhesive material. However, as stated in Table 9 the breaking strength decrease when stored and the force required for peeling increases. This may cause the adhesive tape to break when being peeled by the users. Therefore, the storage precaution should be highly considered.

Peel force for new and stored samples.
Machine setting
In this section, the effect of the machine settings—machine speed (v) and the height of the knife slit (h) which controls the thickness of the adhesive layer applied to the basic layer fabric—is analyzed. Table 10 shows the t-test for the specific breaking strength of two adhesive tapes samples produced with different knife heights (51 and 49.5 mm) and the specific breaking strength of two adhesive tapes samples produced with different machine speeds (8 and 15 m/min)
The t-test for the effect of knife height and machine speed.
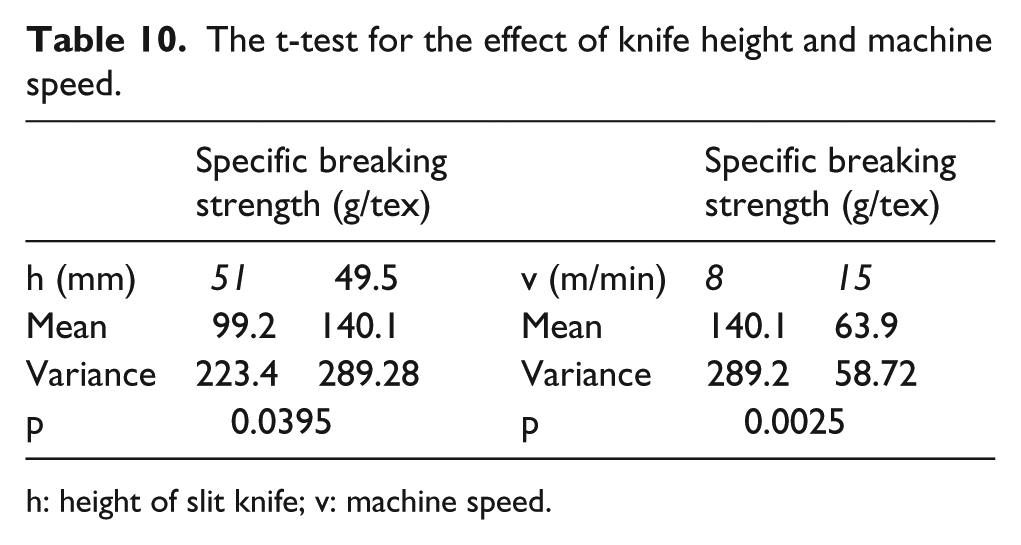
h: height of slit knife; v: machine speed.
As seen from Table 10, there is a significant difference between the specific breaking strength for the samples produced with different knife height with p value less than 0.05 and for samples produced with different machine speed (p = 0.0025). This means that the studied range of machine setting had a significant effect on the performance of the adhesive tape and these ranges are recommended for production.
Conclusion
This research work studied the factors that affect the performance of the adhesive bandage tape. First, the basic layer fabric which is plain weave cotton fabric was analyzed. Three samples were taken from three different fabric suppliers ANOVA test shows significant differences between the properties of the studied samples. After the adhesive material was applied to the fabric, the mechanical properties were studied across the width of the fabric. Results show no significant differences between the samples across the fabric width, also the cutting machine knives which cuts the adhesive fabric into tapes with different widths showed a significant differences. Machine settings (machine speed and slit knife) showed a significant difference within the studied range.
One of the significant factors that affected the breaking strength and elongation of the studied adhesive tape was the storage. Results show significant difference between the breaking strength, elongation, and the peeling force for new produced adhesive tape and stored adhesive tape. This means that the duration of storage time is a significant effect that should be taken into consideration. It is recommended to take all the required precautions during the storage of the adhesive tape.
Footnotes
Acknowledgements
I would like to thank Dr. S. El Helw for his guide and support in this research work and throughout all my academic study and life.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.