
Abstract
Plant fiber-reinforced biocomposites have emerged as promising sustainable materials for industrial and biomedical applications. However, the intrinsic incompatibility between hydrophilic plant fibers and hydrophobic polymer matrices (e.g., PLA) remains a major challenge limiting their composite performance. Recent advances in fiber pretreatment technologies have shown significant potential in enhancing interfacial adhesion and improving mechanical, thermal, and tribological properties of PLA-based composites. This review critically assesses both physical (e.g., steam explosion, plasma treatment) and chemical (e.g., alkali treatment, silane coupling, acetylation) strategies for fiber modification. The effectiveness of these methods is discussed in terms of interface chemistry, composite morphology, and long-term performance. Remaining challenges, including moisture sensitivity, limited durability, and cost constraints, are highlighted, along with prospects for scalable, multifunctional biocomposites tailored for high-performance applications.
Keywords
Introduction
The rapid advancement of human society has accelerated the depletion of non-renewable resources, such as petroleum. As fossil fuel reserves dwindle, environmental pollution has become an increasingly severe issue. The growing awareness of environmental sustainability has consequently driven greater attention to the development of sustainable and biodegradable products, with an emphasis on reducing dependence on non-renewable resources and mitigating environmental impact.1–3 In polymer composites, research increasingly focuses on replacing synthetic fibers with natural fiber-reinforced composites.4,5 Among these, plant fibers are the most widely studied due to their abundance, low density, high specific stiffness, and biodegradability.4,6–9 Notably, their production consumes only ∼17% of the energy required for glass fibers,8,10 making them attractive reinforcements for polymer matrices.
11
However, a key limitation of plant fibers is their complex composition (Figure 1), particularly cellulose, hemicellulose, and lignin,
12
which renders them hydrophilic and incompatible with hydrophobic polymers. Therefore, pretreatment of plant fibers is necessary to modify their surface properties and enhance interfacial adhesion with the polymer matrix.13–16 To address this, pretreatments that are classified as physical, chemical, physicochemical, or biological17–20 have been used to enhance interfacial adhesion and enable broader applications. Overview of natural fiber pretreatment. Reprinted with permission from Ref. 21.
Polylactic acid (PLA) is a biodegradable polymer synthesized from renewable resources, such as fermented sugars derived from corn or sugarcane. Recent studies also explore lignocellulosic feedstocks (e.g., corn stalks, bagasse) via enzymatic saccharification. Under composting conditions, PLA undergoes hydrolytic degradation into lactic acid oligomers, followed by their mineralization into carbon dioxide (CO2) and water (H2O),5,22,23 making it an environmentally friendly and sustainable material. Due to the excellent renewability, biocompatibility, biodegradability, and favorable mechanical properties, PLA has become a prominent focus of research and has gradually evolved into one of the most extensively studied biopolymers globally. However, PLA also exhibits several limitations, including low toughness, 24 high brittleness (with elongation at break typically below 10%), 25 and poor thermal stability, which significantly constrain its industrial applications. To address these drawbacks, PLA is commonly reinforced with suitable materials to enhance its overall performance. 26 Among these, the incorporation of plant fibers as a reinforcing phase has emerged as a major research trend in the development of green composites, aligning closely with the principles of environmental protection and sustainable development.27–29
Although numerous reviews have been published on plant fiber-reinforced composites, relatively few have systematically focused on fiber pretreatment methods and their specific applications in toughened PLA systems.29–35 However, fiber pretreatment plays a crucial role in determining the performance of plant fiber composites. In response to this gap, the present review provides a comprehensive overview of the fundamental properties of PLA and commonly used plant fibers, along with recent advances in pretreatment technologies aimed at improving their compatibility and reinforcing efficiency. This paper systematically evaluates and analyzes the properties of PLA, typical plant fibers, various fiber pretreatment techniques, and the mechanical and thermal properties of plant fiber-reinforced PLA composites, as well as their potential applications across multiple sectors.
Methodology
To ensure that this review provides a comprehensive and unbiased synthesis of the state-of-the-art, a structured methodology was adopted for the collection, screening, and analysis of relevant literature, as outlined below.
Data sources
The literature search was conducted across multiple scientific databases, including Web of Science, Scopus, and Google Scholar, which provide wide coverage of peer-reviewed journal articles and authoritative reviews in materials science and polymer engineering.
Search strategy
Keywords such as “polylactic acid (PLA),” “plant fibers,” “biocomposites,” “pretreatment,” “mechanical properties,” and “sustainability” were used individually and in combination. Boolean operators (AND/OR) were applied to refine the search results.
Time frame
The search focused on publications between 2010 and 2024, as this period captures the rapid growth of research on biodegradable polymers and PLA-based fiber composites.
Inclusion criteria
Peer-reviewed journal articles and authoritative review papers. Studies directly addressing PLA-based composites reinforced with natural fibers. Research focusing on pretreatment methods, processing techniques, or mechanical/environmental performance. Both experimental studies and critical reviews were considered.
Exclusion criteria
Non-English publications. Conference abstracts without accessible full texts. Studies not directly related to PLA or plant fiber reinforcement. Duplicate records across databases.
Basic performance of PLA
PLA has emerged as the most widely adopted biodegradable plastic, synthesized primarily through ring-open polymerization of lactide or direct polycondensation of lactic acid monomers.
24
Derived from renewable resources including corn, wheat, sugarcane, and cassava, PLA offers an optimal balance of processability, mechanical properties, and compostability, positioning it as a leading alternative to petroleum-based plastics. Under industrial composting conditions, PLA undergoes complete biodegradation to water and carbon dioxide within 6-24 months (Figure 2).
36
This degradation process minimizes environmental impact, making PLA an ideal green polymer.
37
Owing to its favorable properties and renewability, PLA has found wide applications across various industries, including packaging, automotive, textiles, and consumer goods.10,38 Schematic representation of the life cycle of PLA.
Advantages and disadvantages of PLA
The excellent biocompatibility of PLA makes it ideal for food packaging and biomedical applications, as it is non-toxic, non-carcinogenic, and its degradation products don’t interfere with tissue healing. 39 Compared to other biodegradable materials, PLA exhibits superior properties, including the ability to safely degrade into lactic acid within the human body without causing adverse biological responses. These characteristics have led to its widespread use in biomedical applications such as sutures, implants, and drug delivery systems.39–41 Moreover, PLA has been approved by the U.S. Food and Drug Administration (FDA) for use in materials that come into direct contact with living tissues. 42
PLA fibers can be fabricated using a wide range of processing techniques, including injection molding,43,44 film extrusio,45,46 3D printing,47,48 extrusion blow molding,49,50 cast film extrusion,
51
and fiber spinning.
52
While various biodegradable polymers (e.g., PHA, PBS, PCL) have shown promise in specific applications, the exceptional processability of PLA gives it distinct advantages for scalable industrial production. This processing superiority, combined with its established safety profile in biomedical applications (Figure 3), makes PLA uniquely versatile across both medical and industrial sectors.
37
Performance comparison of biodegradable polyesters. Reprinted with permission from Ref. 53.
In addition, PLA offers significant energy advantages over conventional petroleum-based plastics. The energy required to produce PLA-based bioplastics is approximately 25–55% lower than that needed for traditional plastics,37,41 with projections suggesting a potential additional reduction of up to 10% in the future. Because of its lower energy consumption, the production process of PLA is regarded as both environmentally friendly and economically viable.
However, despite being the most widely used bioplastic globally, PLA also presents certain limitations, such as poor toughness, 24 low elasticity and high brittleness. 54 These mechanical properties limit its suitability for applications that involve high-stress environments or require significant plastic deformation.24,55 Moreover, PLA degrades slowly under natural ambient conditions, and its degradation rate is influenced by several factors, including temperature, crystallinity, molecular weight, molecular weight distribution, and the rate of water diffusion into the polymer matrix. 24 While a controlled degradation rate is a critical factor for biomedical applications, it also poses limitations for the efficient recycling and disposal of consumer products. In addition, PLA is also characterized by relatively high hydrophobicity, with a static water contact angle of approximately 80°. This hydrophobic nature contributes to its low cell affinity and may provoke an inflammatory response when the material comes into direct contact with biological fluids.24,37
Plant fiber
Plant fibers are among the most globally significant renewable resources due to their widespread availability and potential for sustainable utilization. These lignocellulosic structures primarily function as mechanical support in plant vascular tissues, and their high cellulose content, coupled with structural anisotropy, makes them particularly valuable in various industrial applications.
Fiber sources
Plant fibers can be extracted from various parts of the plant and are typically classified based on their anatomical origin into four main categories: leaf fibers (e.g., abaca, banana, sisal, pineapple), seed fibers (e.g., cotton, coir, kapok), bast fibers (e.g., jute, ramie, flax, hemp, banana, kenaf), and grass fibers (e.g., corn, wheat, bamboo, sugarcane), as shown in Figure 4. Typically, plant fibers are composed of approximately 40–50% cellulose, 20–40% hemicellulose, with the remainder consisting of lignin and other minor components.
56
These constituents are interconnected by intermolecular forces or chemical bonds, forming a complex three-dimensional polysaccharide network that constitutes the plant cell wall.
57
Classification of natural fibers.
Plant fibers and their mechanical properties
Cellulose is a natural polymer with a filamentous structure, characterized by excellent toughness and insolubility in water. It is the strongest and most rigid component of plant fibers and plays a critical role in determining their mechanical properties. Additionally, cellulose contains numerous hydroxyl groups capable of forming both intermolecular and intramolecular hydrogen bonds, which contribute to its inherent hydrophilicity. 58
Hemicellulose plays a significant role in influencing the thermal degradation, biodegradability, and hygroscopic behavior of plant fibers.
59
Lignin, a complex phenolic compound, functions as a structural support within the plant cell wall. Although most of its functional groups have been identified, the complete chemical structure of lignin remains not fully elucidated. Lignin is inherently hydrophobic and exhibits an amorphous structure in its solid state.60,61 Generally, a higher cellulose content combined with a lower microfibril angle correlates with improved mechanical strength in plant fibers.
62
Figure 5 presents a schematic representation of the structural composition of natural fibers. Table 1 summarizes the physical and mechanical properties of several commonly used plant and synthetic fibers. Schematic diagram of the hierarchical structure of plant fibers. Reprinted with permission from Ref. 63. Physical and mechanical properties of some plant and synthetic fibers.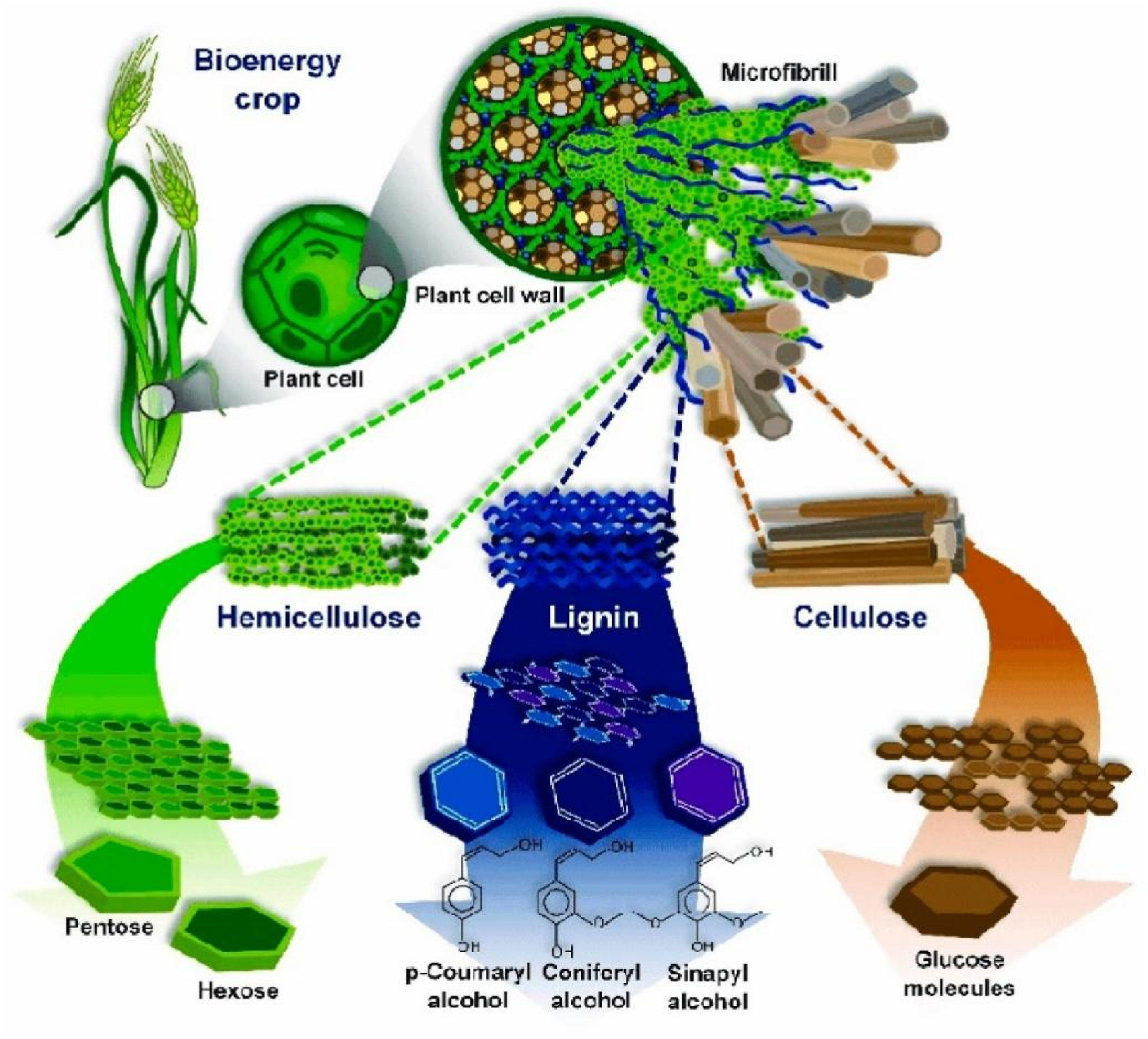

Although a wide variety of plant fibers exist globally, only a limited number have been extensively studied and applied in practical contexts. Most research efforts have focused on evaluating the potential of plant fibers for use in engineering applications. This review highlights only the most widely studied and utilized natural fibers in the field of fiber-reinforced composites. Among these, flax, jute, hemp, sisal, ramie, and kenaf fibers have been the subject of considerable research and have found applications across various engineering domains. In recent years, other fibers such as banana fiber, pineapple leaf fiber, coir (coconut fiber), oil palm fiber, bagasse, and rice husk fiber have also gained increasing attention due to their unique properties and broad availability.
Although the strength properties of natural plant-based fibers are generally lower than those of synthetic fibers, their elongation at break suggests promising potential for their use as reinforcements in polymer composites. Moreover, plant fibers offer numerous advantages, including low cost, widespread availability, low density, biodegradability, renewability, and favorable electrical insulation and acoustic properties.4,6,72,73 These attributes have attracted growing interest from both academia and industry over the past few decades. In addition to their functional benefits, the use of natural fibers in place of synthetic ones presents considerable environmental advantages. Notably, the energy required to produce natural fibers is only about 17% of that needed for synthetic fiber production, 8 reinforcing their status as an ideal and sustainable alternative.
Pretreatment of plant fibers
As discussed in Plant fiber, natural fibers possess several advantages; however, their hydrophilic nature results in poor compatibility with hydrophobic polymer matrices such as PLA. A critical factor influencing the mechanical performance of fiber-reinforced polymer composites is the interfacial adhesion between the plant fiber and the polymer matrix. 70 Poor interfacial bonding can significantly weaken the composite’s mechanical properties. The inherently dense, layered structure of plant fibers limits effective contact between cellulose and the surrounding matrix. Furthermore, the high hygroscopicity of natural fibers contributes to their poor compatibility with hydrophobic polymer matrices. 74 Due to their hydrophilic nature, plant fibers readily absorb moisture, which can result in delamination at the fiber–matrix interface, further compromising mechanical integrity. 70 Additionally, plant fibers are composed not only of cellulose but also of non-cellulosic components such as pectin, lignin, and hemicellulose, which contribute to their polar and hydrophilic nature. 75 Another limitation is their relatively low thermal stability, which can hinder processing and application in high-temperature environments. 70 To address these issues and improve the interfacial bonding between plant fibers and polymer matrices, it is essential to disrupt the fiber’s cell wall structure and separate individual fibers through appropriate pretreatment methods. Such pretreatments improve the surface characteristics of the fibers, thereby enhancing adhesion to the matrix and improving the overall strength and stiffness of the resulting composite. The pretreatment techniques used for plant fibers are similar to those applied to other biomass materials and are generally categorized into physical and chemical methods.
Physical treatment
Physical modification of plant fibers aims to enhance mechanical adhesion between the fibers and the polymer matrix without altering the fibers’ chemical composition. This is achieved by improving interfacial interactions without the use of chemical reagents. 70 Traditional physical treatments include mechanical pulverization and high-temperature heat treatment. In recent years, more advanced techniques such as corona discharge treatment, 76 plasma treatment, 77 and various physicochemical methods, such as steam explosion, 78 high-energy radiation, 79 and autoclave treatment, 80 have been increasingly employed in fiber pretreatment processes. The primary goal of these technologies is to improve the performance of fiber-reinforced composites by modifying the surface morphology and microstructure of plant fibers. These treatments increase the specific surface area of the fibers, reduce the interfacial mismatch between the fiber and the matrix, and enhance fiber–matrix adhesion. Additionally, they help to balance the hydrophilic–hydrophobic interactions between the fiber and the matrix, thereby contributing to improved mechanical and physical properties of the final composite material. 76
Mechanical shredding
Mechanical pulverization is the most commonly used pretreatment method for plant fibers, but its high energy demand remains a major limitation. This method reduces particle size, lowers cellulose crystallinity, and increases specific surface area, thereby enhancing fiber–matrix interaction. Mani et al. 81 reported that reducing corn stalks to 3.2 mm required 11.4 kWh/t, while further size reduction to 0.8 mm (20-mesh) increased energy consumption to 51.6 kWh/t, with even finer grinding causing a steep rise. Thus, energy efficiency is a critical factor, especially in large-scale applications.
Mechanical crushing can also be employed in combination with other pretreatment methods as part of an integrated processing strategy. For example, Hu et al. 82 utilized a basket mill to wet-grind corncobs (CRs) as a pretreatment step prior to enzymatic hydrolysis, aiming to enhance the hydrolysis efficiency. The results demonstrated that the surface of the ground corncobs (GCRs) became noticeably rougher, leading to a significantly accelerated initial enzymatic hydrolysis rate compared to untreated CRs. This treatment resulted in a 26.6% increase in glucose concentration and a 26.3% improvement in cellulose-to-glucose conversion, effectively enhancing the overall efficiency of the enzymatic hydrolysis process.
High-temperature heat treatment
High-temperature heat treatment is a physical pretreatment method that enhances the structural and mechanical properties of plant fibers by exposing them to elevated temperatures for a specified duration. This process alters the spatial structure of the fibers through thermal degradation of certain components. Cui et al. 83 conducted heat treatment on bamboo fibers to investigate the effects of various temperature conditions on their mechanical performance. The results indicated that bamboo fibers exhibited optimal mechanical properties at 180 °C, making them more suitable for industrial applications. However, as the treatment temperature increased beyond this point, the tensile strength of the fibers declined significantly, primarily due to the thermal degradation of cellulose.
High-temperature hot air (HTHA) treatment has been shown to improve the interfacial compatibility between wood fibers and high-density polyethylene (HDPE) by modifying fiber moisture content, crystallinity, and chemical composition. Treatment at 220 °C reduces fiber polarity, facilitating better encapsulation by the HDPE matrix and enhancing interfacial adhesion (Figure 6(a)). Compared to lower treatment temperatures (e.g., 160°C), composites incorporating 220 °C-treated fibers exhibit significantly improved mechanical properties, with both tensile and impact strength reaching maximum values (Figures 6(b) and 6(c)).
84
These findings highlight the positive effect of elevated-temperature HTHA on fiber–matrix interactions and overall composite performance. Different high-temperature hot air (HTHA) treated wood fiber/HDPE composites: (a) SEM image of wood fiber in wood-plastic composite; (b) tensile strength; (c) flexural strength. Reprinted with permission from Ref. 84.
Corona discharge treatment
Corona discharge treatment is one of the most widely employed techniques for surface activation of natural fibers. This method utilizes high-voltage electrical discharge to generate a corona effect, which modifies the surface energy of the fiber without affecting its bulk properties. By introducing functional groups and increasing surface roughness, this treatment enhances the wettability of the fiber surface. As a result, hydrophilic fibers treated with corona discharge exhibit improved interfacial compatibility with hydrophobic polymer matrices, thereby promoting better adhesion and composite performance.
Corona discharge treatment has emerged as an effective surface modification technique to enhance the interfacial adhesion and mechanical performance of natural fiber-reinforced polymer composites. When applied to jute fibers in epoxy matrices, increased treatment energy has been shown to raise the polar component of the fiber’s surface free energy, indicating improved surface activation. 76 However, the limited capacity of corona discharge to uniformly treat complex three-dimensional structures results in only moderate surface polarity enhancement in fiber bundles compared to individual fibers.
Beyond jute/epoxy systems, corona treatment has also been applied to plant fiber/polyester composites, where it introduces polar functional groups (e.g., carboxyl and hydroxyl) onto the fiber surface. 85 These chemical modifications improve fiber wettability and interfacial adhesion, contributing to enhanced mechanical properties and dimensional stability. Experimental results confirm that corona-treated fibers exhibit increased surface roughness and reduced interfacial gaps, facilitating resin penetration and wetting. These changes lead to significant improvements in both tensile and impact strength. Additionally, partial degradation of lignocellulosic components induced by corona discharge may generate smaller fragments that promote further interfacial bonding through physical and chemical interactions.
In polypropylene-based composites reinforced with miscanthus fibers, corona discharge treatment has also proven beneficial (Figure 7). Notably, composites containing 20% treated fibers exhibited an elastic modulus of 1490 MPa, compared to 1270 MPa for untreated composites and 887 MPa for neat polypropylene.
86
This improvement underscores the role of corona treatment in enhancing fiber–matrix interfacial compatibility and overall composite stiffness.
Although corona discharge treatment can significantly enhance the surface properties of natural fibers, its effectiveness is influenced by several factors. This method is particularly well-suited for flat or planar materials; however, it exhibits limited uniformity when applied to complex geometries or irregular surfaces. Treating three-dimensional fiber structures often requires specialized equipment, which increases operational costs and may limit scalability. Furthermore, the inherent variability in the surface morphology and composition of natural fibers makes it difficult to achieve consistent and reproducible treatment outcomes, thereby affecting process reliability. In addition to technical limitations, safety concerns must also be considered. Ozone and other reactive species generated during the corona discharge process can pose health risks if proper ventilation is not maintained in the treatment environment. Collectively, these challenges constrain the large-scale industrial adoption of corona discharge treatment for natural fiber modification.
Plasma treatment
Plasma treatment is an advanced surface modification technology capable of altering the physical and chemical properties of fiber and matrix systems without affecting the internal structure or inherent properties of the materials. 88 By selecting different types and compositions of process gases, plasma treatment can achieve a wide range of surface functionalization effects, including increased surface energy, improved wettability, and enhanced interfacial bonding. One of the key advantages of plasma treatment is its environmentally friendly nature. Unlike conventional chemical methods, it does not require water or chemical reagents, thereby minimizing the generation of hazardous waste and reducing the environmental footprint of the treatment process. These characteristics make plasma treatment a promising and sustainable approach for enhancing fiber–matrix adhesion in composite materials.
Recent advances investigated the influence of the inherent chemical composition of natural fibers, specifically hemicellulose and lignin content, on the effectiveness of plasma treatment. Using dielectric barrier discharge (DBD) plasma under atmospheric pressure conditions, they treated hemp fibers with varying levels of hemicellulose and lignin. The results indicated that fibers with lower hemicellulose content exhibited a more pronounced improvement in surface wettability following plasma treatment. This finding suggests that the chemical composition of natural fibers plays a critical role in determining the efficiency of surface modification and highlights the potential for developing customized plasma treatment protocols tailored to the specific characteristics of different fiber types. 89
Certain studies examined the impact of plasma treatment on fiber-matrix adhesion in natural fiber-reinforced composites. Scanning electron microscopy (SEM) images revealed that plasma-treated fiber surfaces exhibited significantly improved resin adhesion compared to untreated fibers (Figure 8). This enhanced interfacial bonding resulted in a notable increase in the mechanical performance of the composite, highlighting the effectiveness of plasma treatment in strengthening fiber-matrix interactions and improving overall composite properties.
90
SEM micrographs of the fracture surfaces of (a) untreated and (b) plasma-treated arundo fiber/biorepoxy composites. Reprinted with permission from Ref. 90.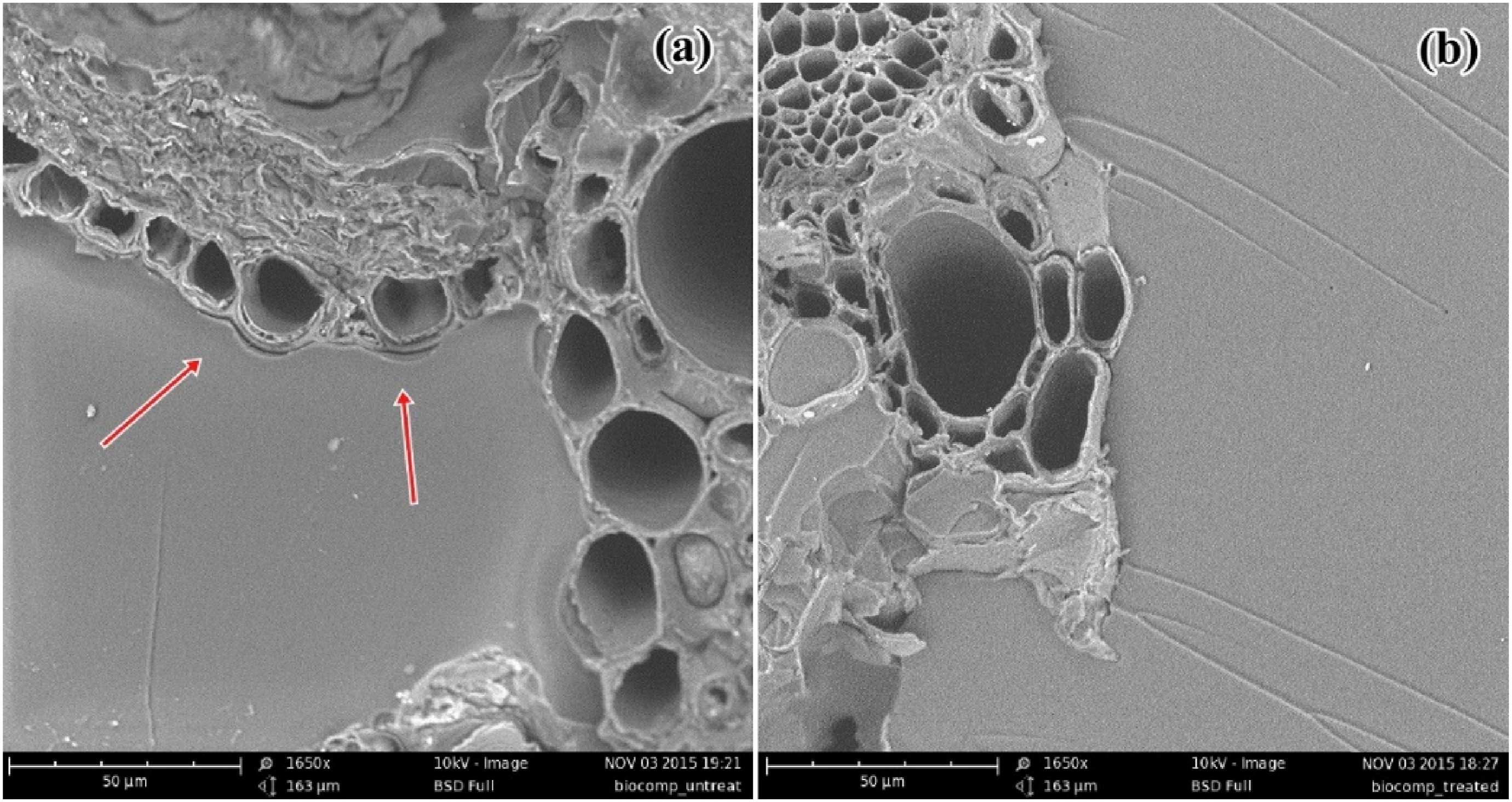
Fazel
91
conducted a study using low-pressure air plasma to treat cellulose fibers (CF) in order to enhance their compatibility with a thermoplastic starch (TPS) matrix. As shown in the Figure 9, the plasma device used was capable of modifying the fiber surface without generating excessive heat, thereby preserving the structural integrity of the fibers. The plasma treatment induced surface etching and ablation, resulting in a rougher surface texture. This modification improved the mechanical interlocking between the fibers and the matrix, thereby enhancing interfacial adhesion and optimizing the fiber–matrix interface properties. Compared to untreated cellulose fibers (TPS/UCF), the composites reinforced with plasma-treated fibers (TPS/PCF) showed significant improvements in mechanical performance. Specifically, the tensile strength of TPS/PCF composites increased by approximately 78%, while the Young’s modulus increased by around 66%. In contrast, TPS/UCF composites exhibited only a 63% increase in tensile strength and a 56% increase in Young’s modulus. These results underscore the effectiveness of plasma treatment in enhancing fiber–matrix compatibility and improving the mechanical performance of biocomposites. Schematic diagram of a plasma reactor. Reprinted with permission from Ref. 92.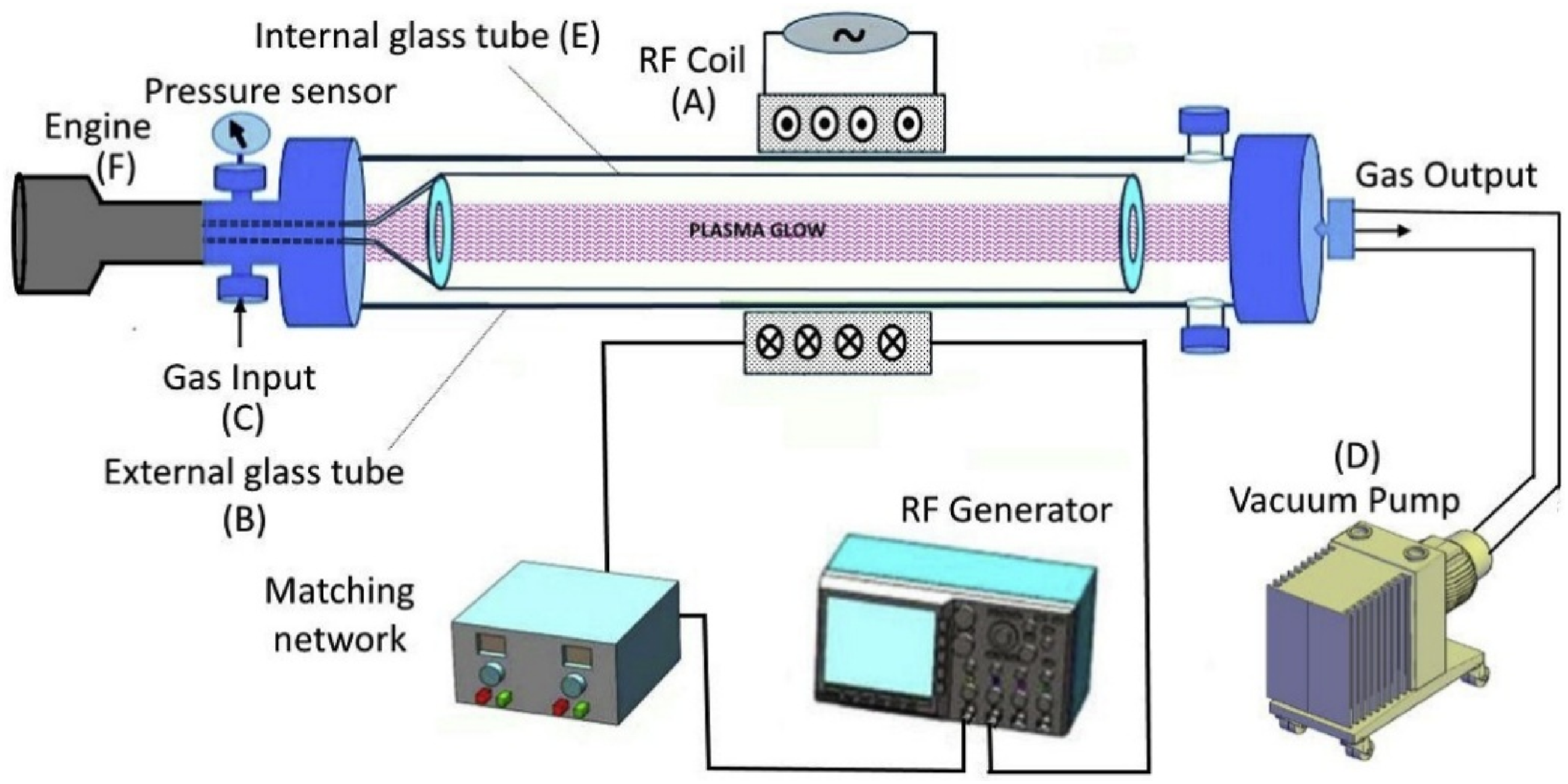
The effect of plasma treatment on the surface morphology of jute fibers and the short-term creep behavior of jute fiber/green epoxy composites was investigated by Militký and Jabbar. 93 Creep behavior, which describes the tendency of materials to deform over time under sustained stress, is a critical factor in assessing the long-term reliability and performance of composite materials. In this study, the relationship between composite morphology and creep behavior was analyzed using Burgers’ model. The results demonstrated that plasma treatment effectively reduced the creep strain of the composites compared to those reinforced with untreated jute fibers. Additionally, the overall creep strain increased with rising temperature, as expected. Notably, the creep rate of the plasma-treated composites was significantly lower than that of their untreated counterparts. This improvement was attributed to enhanced mechanical interlocking and chemical bonding at the fiber–matrix interface, which together strengthened the resistance of the composite to long-term deformation under sustained loading.
Steam explosion treatment
Steam explosion has emerged as a research hotspot among fiber pretreatment methods and is widely regarded as an environmentally friendly technology for the processing of plant fibers. This method is characterized by low energy consumption and minimal use of chemical reagents, making it a promising alternative to traditional chemical pretreatments for cellulose separation. 94 Compared to other physical pretreatment techniques, steam explosion is considered one of the most cost-effective and sustainable approaches, and it has found broad application in industrial settings 95 due to its efficiency, scalability, and reduced environmental impact.
Steam explosion was first introduced by Mason in 1997 as an intermittent pretreatment technique for plant fibers in the production of fiberboard. The core equipment used in this method is a tank-type pressure vessel, which utilizes externally generated saturated steam at pressures ranging from 7 to 8 MPa as the working medium for the explosion process. Due to the high-pressure and high-temperature operating conditions, the system requires advanced technical design and precise control, making it challenging to operate and manage. These limitations hinder cost reduction and pose practical difficulties for large-scale industrial applications.
96
The Figure 10 presents a technical schematic of the steam explosion pretreatment process. During this process, the cell wall structure of the biomass is disrupted by exposure to high-pressure, high-temperature steam. Depending on factors such as the type of biomass, explosion duration, and operating conditions, treatment typically occurs at temperatures between 160 and 280 °C and pressures of 0.2–5 MPa for several seconds to a few minutes. This is followed by a rapid depressurization step, often achieved by opening a pressure relief valve, which causes the steam to undergo adiabatic expansion. The sudden pressure drop results in explosive decompression, effectively separating the entangled lignin, cellulose, and hemicellulose components. This separation enhances the dispersibility of the fibers and improves their interfacial adhesion with polymer matrices, making the material more suitable for composite applications.97,98 Schematic diagram of the steam explosion pretreatment technology.
For the steam explosion process, Thomas et al.
99
investigated the morphological changes of miscanthus, poplar, and wheat straw under varying comprehensive severity factors (CSF), which integrate burst temperature and burst time into a single index. As illustrated in Figure 11, steam explosion significantly reduced the particle size of the biomass materials compared to untreated samples. Furthermore, increasing the CSF led to further particle size reduction and a noticeable change in color, with the material becoming darker and duller in appearance. These observations suggest that high-temperature, high-pressure steam not only physically disrupts the biomass structure but also induces chemical changes. The darkening of the material indicates exposure of lignin chromophores, while the degradation of certain thermally unstable components further contributes to changes in morphology and composition. These effects enhance the surface area and reactivity of the biomass, thereby improving its potential for use as a reinforcement phase in polymer composites. Morphological changes in Miscanthus, poplar, and wheat straw after steam explosion pretreatment, with an increase in the severity factor (binocular magnification × 20). Reprinted with permission from Ref. 99.
The optimization of steam explosion parameters for bamboo fiber extraction has been systematically investigated, with a focus on the effects of solid–liquid ratio, explosion pressure, and residence time on pretreatment efficiency. Orthogonal experimental design identified an optimal condition comprising a 2:1 solid–liquid ratio, 2.2 MPa explosion pressure, and 4-min holding time, which yielded the highest nanofiber output and superior fiber quality. 100 Additionally, the results demonstrated that fiber morphology can be effectively tailored through precise control of explosion parameters, providing a viable strategy for customizing fiber characteristics to meet specific application needs.
In another study, 101 it was observed that increasing the intensity of steam explosion pretreatment led to a significant reduction in hemicellulose content, while the cellulose content increased by approximately 47%. This enrichment of cellulose enhances the reinforcing potential of the fibers in composite applications. Additionally, the results showed that the monomeric structure of lignin remained largely unchanged after steam explosion. This indicates that lignin can be effectively extracted while preserving its chemical composition, enabling the recovery of high-quality lignin as a valuable by-product alongside fiber extraction.
Steam explosion pretreatment facilitates the dissolution of hemicellulose and significantly reduces the particle size of biomass materials. During the explosion process, the ash content of the biomass is notably decreased as a result of water leaching and the disruption of cellular structures. 102 Furthermore, the partial removal of hemicellulose and lignin during treatment renders the biomass structure more porous. This increase in porosity enhances the accessibility of cellulose, thereby significantly improving the efficiency of subsequent hydrolysis processes. 103
Summary of important work for biomass steam explosion.

Chemical treatment
Due to the abundance of hydroxyl groups (–OH) present in both cellulose and lignin, plant fibers generally exhibit strong hydrophilicity, resulting in poor compatibility with hydrophobic polymer matrices. Consequently, the primary goal of chemical pretreatment is to modify the fiber structure—primarily through interactions with hydroxyl groups—in order to reduce hydrophilicity and enhance interfacial bonding strength between the fiber and the polymer matrix. This, in turn, leads to improved mechanical performance of the resulting composites. As the major structural component of plant fibers, cellulose is the principal target for chemical modification. Notably, chemical reactions are more likely to occur in the non-crystalline regions of cellulose, as these regions are more accessible and reactive than the tightly packed crystalline domains. Figure 12 illustrates several commonly used chemical treatments for natural fibers.112,113 Chemical modification methods generally follow two main strategies: (1) reducing the number of hydroxyl groups on the fiber surface to lower polarity and improve compatibility with hydrophobic polymer matrices; and (2) removing amorphous components—such as waxes, hemicellulose, and lignin—to convert hydrophilic fibers into more hydrophobic ones, thereby enhancing interfacial adhesion with the polymer matrix. Chemical treatment of plant fibers. Reprinted with permission from Ref. 113.
Alkaline treatment
Alkaline treatment, also known as alkali or mercerization treatment, is one of the most common, longstanding, and cost-effective chemical methods for modifying plant fibers for use in polymer reinforcement and the textile industry. This treatment is particularly effective in removing surface impurities such as lignin, hemicellulose, waxes, and oils that naturally coat the fiber surface. By eliminating these amorphous components, alkaline treatment increases fiber surface roughness, improves interfacial adhesion, and exposes more reactive sites for subsequent modification or bonding with polymer matrices (Figure 13). The effectiveness of the treatment largely depends on several parameters, including the type and concentration of the alkaline solution (commonly sodium hydroxide, NaOH), treatment duration, and processing temperature. However, if the alkali concentration exceeds the optimal range, it can lead to degradation or damage of the fiber surface, resulting in a reduction in mechanical strength and compromising the reinforcing capability of the fiber.
114
Image of natural fibers after alkali treatment.
The application of sodium hydroxide (NaOH) aqueous solution to plant fibers facilitates the ionization of hydroxyl groups, forming alcohol salts (Fiber–O-Na+) on the fiber surface. This alkaline treatment partially dissolves lignin and hemicellulose, effectively exposes cellulose fibrils, and increases the surface roughness and aspect ratio of the fibers. These structural changes enhance mechanical interlocking at the fiber–matrix interface, thereby improving interfacial adhesion in composite materials. 115 Additionally, studies have shown that alkali treatment reduces the number of accessible hydroxyl groups, increases the proportion of amorphous cellulose, and weakens hydrogen bonding between cellulose chains, all of which contribute to enhanced compatibility with hydrophobic polymer matrices.116–118 Zilong et al. 115 investigated the effect of alkaline treatment on jute fibers and their performance in reinforced epoxy composites. The results demonstrated that NaOH treatment improved the tensile strength and surface roughness of the fibers, thereby enhancing the mechanical properties of the jute fiber–epoxy composite. Furthermore, the treatment reduced the fibers’ moisture absorption, contributing to improved overall composite performance. Similarly, Wong et al. studied the effect of different alkali concentrations on the interfacial adhesion of bamboo fibers. Their findings revealed that interfacial bond strength increased with NaOH concentration, with the optimal performance observed at a 5% NaOH concentration. However, excessive concentration and prolonged treatment time led to structural degradation of the fibers, resulting in reduced tensile strength and modulus. The study also indicated that alkali-treated bamboo fibers exhibited increased porosity and interfacial roughness, which significantly enhanced the wettability and mechanical interlocking with the polyester matrix, thereby improving composite performance. 119
Momeni et al. 120 investigated the effect of alkali treatment on the properties of hemp core fiber/polylactic acid (PLA) biocomposites. The study revealed that alkali-treated fibers led to notable improvements in thermal stability, crystallinity, and mechanical properties compared to composites reinforced with untreated fibers. In another study, Mesquita et al. 85 explored a combined pretreatment approach involving both alkali and corona discharge treatments. Their findings demonstrated that this dual-treatment strategy significantly enhanced the interfacial strength between the fibers and the polymer matrix, improved the mechanical performance of the composites, and effectively reduced water absorption. Additionally, Gurukarthik et al. 121 employed the central composite design (CCD) approach within response surface methodology (RSM) to optimize the alkali treatment process for kidney bean fiber-reinforced polyester composites, aiming to enhance their dielectric properties. The results indicated that both NaOH concentration and treatment time exhibited significant quadratic effects and interactions with the dielectric strength of the composites. Optimal treatment conditions were identified at a NaOH concentration of 3.5% and a treatment time of 51 min, under which the dielectric strength reached approximately 14 kV/cm. In contrast, insufficient alkali concentration or treatment time resulted in incomplete removal of surface impurities, while excessive values led to fiber degradation and deterioration of composite properties.
Silane treatment
Among the various coupling agents used for surface treatment of natural fibers, silanes are considered the most effective in enhancing fiber–matrix interfacial adhesion. Silane treatment promotes the formation of covalent bonds between the hydroxyl groups of the fiber surface and the functional groups of the polymer matrix, thereby significantly improving the compatibility between hydrophilic natural fibers and hydrophobic polymers. The effectiveness of silane treatment depends on several factors, including hydrolysis time, the nature of the organic functional group attached to the silane molecule, treatment temperature, and pH of the solution. These parameters influence the degree of silane adsorption and the formation of a stable interfacial layer, ultimately affecting the mechanical and physical properties of the resulting composites.
Silane (SiH4) is a highly versatile molecule commonly employed as a coupling agent to modify the surface of natural fibers and enhance fiber–matrix interactions in composite materials. Silane molecules facilitate the formation of chemical bonds between the fiber surface and the polymer matrix through the creation of siloxane bridges. The modification process typically involves a series of steps, including hydrolysis, condensation, and bonding. In the presence of moisture, hydrolysable alkoxy groups on the silane undergo hydrolysis to form reactive hydroxyl silanes. During the subsequent condensation stage, one end of the silane molecule reacts with hydroxyl groups on the cellulose surface, while the other end forms covalent bonds with functional groups in the polymer matrix, resulting in a stable, crosslinked interface. This dual reactivity promotes molecular continuity and strong interfacial adhesion within the composite. Furthermore, the hydrocarbon chains introduced by silane treatment enhance the chemical affinity of the fibers for hydrophobic polymer matrices while simultaneously reducing fiber swelling by limiting water absorption. 30 Silane molecules can also penetrate the naturally microporous structure of the fiber surface, where they act as a surface coating and form a mechanically interlocked layer, thereby improving the physical integrity and performance of the fiber. Compared with alkali-treated fiber composites, silane-treated composites exhibit superior thermal stability, higher degradation temperatures, and elevated crystallinity indices, making them particularly well-suited for applications requiring enhanced thermal and mechanical performance. 122
Youbi et al. 123 investigated the effects of alkali and silane treatments on the surface properties of Raphia vinifera fibers. Their findings revealed that, in contrast to alkali treatment, silane modification does not severely damage the fiber’s molecular backbone. Silane-treated fibers exhibited more stable surface energy, and longer treatment durations led to cleaner fiber surfaces. In comparison, high-concentration alkali treatment resulted in a gradual decline in surface energy over time, likely due to surface degradation. Vishal et al. 124 studied the influence of varying silane concentrations (1%, 5%, 9%, and 13%) on fibers extracted from the fruits of the hanging tree. Similar to alkali treatment, the cellulose content increased with rising silane concentration. However, excessively high concentrations were found to damage the fiber surface and adversely affect its performance. The optimal results were achieved with a 5% silane concentration, which significantly enhanced both the crystallinity index and tensile strength of the fibers. Other researchers explored the combined effect of alkali (6%) and silane (2%) treatments on sugar palm fibers and their use in thermoplastic polyurethane (TPU) composites. Interestingly, composites reinforced with fibers treated with 2% silane alone demonstrated the best mechanical properties. In contrast, the combined alkali-silane treatment led to diminished performance, possibly due to fiber damage or unfavorable chemical interactions during the dual treatment process. 125 Yang et al. 126 further evaluated the effectiveness of three different silane coupling agents (KH550, KH560, and KH570) on corrugated paper/PLA composites. Among the three, treatment with 4% KH560 was the most effective, resulting in a two-fold increase in tensile strength and an 84% improvement in flexural strength compared to pure PLA. This study underscores the importance of selecting appropriate silane types and concentrations to optimize interfacial adhesion and composite performance.
Acetylation
Acetylation, also referred to as an esterification method, is a widely used chemical modification technique for plasticizing natural fibers. This process involves the reaction of acetyl groups (CH3CO) with the hydrophilic hydroxyl groups (–OH) present on the fiber surface. By replacing hydroxyl groups with acetyl groups, the hydrophilicity of the fiber is reduced, thereby lowering its moisture absorption capacity and improving compatibility with hydrophobic polymer matrices. 127 Kassegn et al. 128 investigated the effects of acetylation, alkali treatment, and combined alkali/acetylation treatments on the mechanical properties of sisal fiber/PLA composites. Their results demonstrated that acetylation treatment significantly improved the flexural strength of the composites. This improvement was primarily attributed to modifications in the fiber surface, including increased surface roughness and the introduction of functional groups, which enhanced fiber dispersion within the PLA matrix and promoted stronger interfacial bonding. These changes collectively contributed to the improved mechanical performance of the acetylated fiber composites.
Maleic anhydride coupling agent
Among the various coupling agent treatment methods, maleic anhydride (MA) graft copolymers are considered one of the most effective and widely adopted approaches. The anhydride functional group in MA can react with the hydroxyl groups on the surface of natural fibers to form stable covalent bonds. This chemical interaction not only reduces the hydrophilicity of the fibers but also significantly enhances the interfacial compatibility between the fibers and the polymer matrix. As a result, MA grafting improves the dispersion of fibers within the matrix and strengthens fiber–matrix adhesion, leading to better mechanical performance of the resulting composites. 9
Numerous researchers have investigated the effects of maleic anhydride (MA) grafting on the mechanical performance of natural fiber-reinforced composites. Venkatachalaiah et al. 129 employed maleic anhydride grafted polypropylene (MAPP) as a coupling agent to modify the surface of betel fibers and studied its influence on mechanical, thermal, and hygroscopic properties. The study revealed that at an optimal fiber content of 50% and MAPP concentration of 4%, the tensile strength, tensile modulus, flexural strength, flexural modulus, and impact strength of the composite increased by 22%, 54%, 25%, 65%, and 24%, respectively, compared to the untreated composite. These results clearly demonstrate that MAPP treatment significantly enhances fiber–matrix interfacial bonding, thereby improving the overall mechanical performance of the composite.
Comparative analysis of pretreatment methods
Comparative analysis of major plant fiber pretreatment methods in terms of cost, scalability, environmental impact, and effectiveness.

Plant fiber reinforced PLA composite material
The increasing scarcity of fossil resources, coupled with the non-biodegradable nature of petroleum-based composites—which contributes to persistent environmental issues like white pollution—has prompted researchers to seek sustainable alternatives. 134 Polylactic acid (PLA) has emerged as a promising solution in this context. As a fully biodegradable and renewable polymer, PLA is not only environmentally friendly but also economically viable. Consequently, PLA-based biocomposites are considered ideal substitutes for petroleum-based polymer composites. Nonetheless, PLA possesses certain limitations, particularly its relatively high stiffness but low toughness when compared with other biodegradable polymers such as polyhydroxyalkanoates (PHAs), polybutylene succinate (PBS), and polycaprolactone (PCL). These drawbacks necessitate the reinforcement of PLA with suitable materials to enhance its performance. Plant fibers have gained considerable interest as effective reinforcements due to their low cost, light weight, renewability, and favorable mechanical properties. Biodegradable polymer matrices reinforced with plant fibers have become one of the most environmentally sustainable classes of composite materials, finding applications across various sectors, including automotive, sports equipment, furniture, healthcare, and food packaging. However, the mechanical performance of these biocomposites still falls short of that achieved by conventional glass fiber-reinforced thermoplastics. To address this limitation, extensive research has been devoted to improving the properties of plant fiber-reinforced PLA composites, with the aim of developing high-performance, sustainable materials for broader industrial applications.135–137
Mechanical properties
The mechanical properties of biocomposites are influenced by a multitude of factors, including the type and characteristics of the reinforcing fibers, the properties of the polymer matrix, the composition and content of the constituent materials, the surface morphology of the fibers, processing temperature, and the degree of interfacial compatibility between the fiber and matrix. Among these, the fiber characteristics, particularly their source and the pretreatment methods employed, play a pivotal role. Variations in fiber origin and the application of specific physical or chemical pretreatments can significantly alter fiber morphology, surface chemistry, and mechanical performance, which in turn directly impact the overall mechanical behavior of the resulting biocomposites.138–140
Numerous studies have investigated the effects of fiber reinforcement on the mechanical properties of PLA-based composites. Mu et al. 139 prepared PLA composites reinforced with varying contents of short plant fibers and found that when the fiber content reached 40%, the tensile, flexural, and impact strengths increased by 38.29%, 15%, and 24%, respectively, compared to pure PLA. However, when the fiber content exceeded 40%, the mechanical properties declined, likely due to fiber agglomeration, which impairs dispersion within the PLA matrix and weakens the overall composite strength. In another study, Wu et al. 141 demonstrated that treating arrowroot fibers (AF) with a coupling agent and using glycidyl methacrylate-grafted PLA (PLA-g-GMA) significantly enhanced the mechanical performance of the resulting composites. Compared to untreated AF/PLA composites, the tensile, flexural, and impact strengths improved by 81%, 35%, and 73%, respectively. These improvements were attributed to the grafting reaction and coupling agent treatment, which facilitated covalent bonding between the fiber and PLA, reduced interfacial voids, and enhanced adhesion. Zhu et al. 142 further explored the influence of the chemical composition of sisal fibers on the performance of fiber/PLA composites. Their findings indicated that higher cellulose content contributed positively to tensile strength, whereas elevated lignin content caused stress concentrations and reduced interfacial bonding. The study also evaluated the effects of various fiber surface treatments—including alkali treatment, acetylation, and silane coupling—as well as fiber content on composite performance. Among all the tested conditions, the PLA composite containing 20% silane-treated sisal fibers exhibited the best mechanical properties, with tensile and flexural strengths increasing by 14% and 15.3%, respectively, compared to neat PLA.
Fang et al. 143 investigated the influence of structural design on the performance of jute fiber-reinforced PLA composites, specifically focusing on the effects of stacking sequence and the number of layers in laminated structures. The composites were fabricated using a lamination technique, and it was found that both the stacking configuration and the total number of layers had a significant impact on the mechanical properties of the material. Notably, alternating the fiber and matrix layers facilitated more uniform load distribution, thereby enhancing mechanical performance. Among the tested configurations, the composite with a 4J3P structure (four jute layers and three PLA layers) exhibited the best mechanical properties, achieving a tensile strength of 8.13 MPa and a tensile modulus of 1.23 GPa. These results highlight the importance of structural design in optimizing the performance of natural fiber-reinforced composites.
Awad 144 studied the influence of fiber diameter on the mechanical properties of PLA-based composites and found that composites reinforced with coarser fibers exhibited improved mechanical performance compared to those reinforced with finer fibers. However, despite these improvements, the mechanical properties of the composites remained lower than those of pure PLA. This was attributed to poor interfacial compatibility between the coarse fibers and the PLA matrix, resulting in incomplete fiber encapsulation and weak interfacial adhesion, which negatively affected overall composite strength. In a pioneering study, Isiam 145 was the first to develop high-performance composites using 3D-woven linen/PLA structures. By interlocking the fibers in three dimensions, the composite structure exhibited enhanced strength, reduced delamination, and more efficient load distribution. Mechanical testing demonstrated that the properties of the 3D-woven composites were significantly superior to those of pure PLA. Furthermore, the study showed that increasing the fiber content from 25% to 50% led to a 20% increase in tensile strength and a 32% increase in flexural strength, underscoring the potential of fiber architecture and fiber content optimization in enhancing composite performance. Overall, the mechanical properties of PLA-based biocomposites have been shown to be comparable to those of petroleum-based plastics. As such, fiber-reinforced PLA composites offer a viable, biodegradable alternative to conventional, non-biodegradable petroleum-based products in a wide range of applications.
Beyond these property enhancements, the underlying failure mechanisms of PLA-based biocomposites, such as fiber pull-out, interfacial debonding, and fiber fracture, have also been widely observed. These mechanisms are closely associated with interfacial shear strength and fracture toughness, which determine the composite’s ability to resist crack initiation and propagation. Improvements in interfacial compatibility through pretreatment not only enhance strength and modulus but also increase energy dissipation during fracture, thereby extending the structural reliability of PLA-based composites.
Thermal stability
In general, the thermal degradation of natural fibers begins within the range of 200–250 °C, while polylactic acid (PLA) itself degrades at approximately 300 °C. 146 As a result, the reduced thermal stability observed in PLA-based biocomposites is primarily attributed to the earlier degradation of the incorporated natural fibers. This highlights the importance of evaluating the thermal properties of fiber-reinforced PLA biocomposites to ensure their suitability for processing and end-use applications. Thermal stability of biocomposites, along with that of their individual components (PLA and plant fibers), is typically assessed using thermogravimetric analysis (TGA). 147 In TGA, the sample mass is continuously monitored as the temperature increases, providing insights into the material’s decomposition behavior. The analysis is carried out using a thermogravimetric analyzer, where the sample is placed on a small pan, and a thermocouple located near the sample records the temperature in real time. To maintain a controlled and inert atmosphere, the test is usually conducted under a flow of nitrogen or argon gas. As the temperature rises, the sample undergoes thermal decomposition, resulting in a measurable loss of mass, which is recorded and used to determine the thermal degradation profile of the material. 148
The thermal decomposition of plant fiber/PLA-based composites typically occurs in three distinct stages. The first stage takes place around 100°C and is characterized by a slight weight loss, usually within 5%, primarily due to the evaporation of moisture and low-molecular-weight volatile compounds present in the fibers. The second stage, occurring between 250 and 350°C, involves the thermal degradation of both the PLA matrix and the fiber components. Among the main constituents of plant fibers, hemicellulose, which has the lowest thermal stability, degrades first, followed by cellulose. Lignin, due to its complex and highly cross-linked structure, exhibits the highest thermal resistance and degrades over a broader and higher temperature range. 27 Qin et al. 149 investigated PLA composites reinforced with 20% polybutylene acrylate-treated rice straw fibers and observed that thermal degradation began at approximately 309°C, with the maximum degradation rate occurring at 500°C and a final residue of 12%. In another study, Hamad reported that thermal annealing significantly improved the thermal stability and crystallinity of PLA composites. Specifically, a thermally annealed 20% ramie fiber/PLA composite exhibited an 18.9% increase in decomposition temperature and a 120.7% increase in crystallinity compared to its untreated counterpart. 150 Fang prepared a sandwich-structured jute fiber/PLA composite and found that the inclusion of the jute layer enhanced the composite’s thermal stability. The jute fibers began to degrade at approximately 250°C, while the PLA matrix showed degradation onset near 340°C. The composite reached its peak degradation rate at around 390°C. Interestingly, variations in structural configuration did not significantly affect the overall thermal behavior of the jute/PLA composites. 143
Friction characteristics
Natural fiber-reinforced biocomposites have gained widespread application in various sectors, including the automotive, industrial, packaging, and construction industries. In many of these applications, components are subjected to long-term frictional loading, which can significantly influence their performance and durability. Therefore, understanding and evaluating the tribological (friction and wear) behavior of fiber/PLA composites is essential for their reliable use in such demanding environments. Studying the friction characteristics of these composites not only informs material selection and design but also contributes to optimizing their performance in real-world applications. 10
Bajpar
151
utilized PLA as the polymer matrix and reinforced it with 20% natural fibers—specifically nettle, Grewia optiva, and sisal—using the film stacking technique to fabricate biocomposites. The tribological performance of the composites was evaluated using a pin-on-disk rotary friction and wear tribometer (Figure 14), and the worn surface morphology was analyzed via scanning electron microscopy (SEM). The results revealed that the incorporation of natural fibers significantly enhanced the wear resistance of the PLA matrix. Specifically, the coefficient of friction was reduced by up to 44%, and the wear rate decreased by as much as 70% compared to neat PLA. SEM analysis further confirmed these findings, showing that the presence of natural fibers limited direct contact between the counterface and the PLA matrix, thereby reducing matrix degradation and enhancing frictional durability. These improvements in wear performance indicate that the addition of natural fibers not only enhances the mechanical robustness of PLA composites but also significantly boosts their tribological properties, making them more competitive as sustainable alternatives to petroleum-based materials. Pin-on-disk friction and wear tester.
The tribological behavior of fiber-reinforced PLA composites under dry sliding conditions was further investigated recently. 152 Composites were fabricated with 10% and 20% loadings of sisal, banana, and bagasse fibers, respectively, and their wear performance was evaluated using a pin-on-disk tribometer. The study found that the coefficient of friction decreased with increasing fiber content across all fiber types. This improvement in tribological performance was attributed to the superior physical properties of the natural fibers compared to the PLA matrix. Additionally, the presence of fibers on the composite surface was observed to hinder the removal and degradation of the matrix material during sliding, thereby reducing surface wear and enhancing overall friction resistance.
Parikh et al. 153 investigated the effect of wood chip reinforcement on the tribological properties of PLA by incorporating 20wt.% wood chips into the PLA matrix and processing the composite using a single-screw extruder. The wear behavior of the resulting wood chip/PLA composite was evaluated using the pin-on-disk method. The results demonstrated that the composite exhibited a 30% improvement in wear resistance compared to pure PLA, along with a reduction in the coefficient of friction by approximately 10%. Additionally, the friction coefficient was observed to decrease with increasing sliding speed, indicating enhanced frictional stability of the composite at higher operating speeds. SEM analysis provided further insight into the wear mechanisms. Pure PLA surfaces showed prominent pits and material spalling, suggesting a tendency toward adhesive wear. In contrast, the wear surface of the wood chip-reinforced PLA composite exhibited a more uniform morphology characterized primarily by spalling wear. The embedded wood chips served a structural support role, reducing material removal and enhancing the composite’s overall durability under frictional loading.
Application of PLA-based biocomposites
For a long time, synthetic fibers have served as the primary reinforcing phase in composite materials. Compared to conventional materials such as metals and ceramics, composites reinforced with high-strength synthetic fibers offer advantages such as reduced weight and superior mechanical performance. However, the production of synthetic fibers relies heavily on fossil resources, particularly petroleum, raising environmental concerns related to resource depletion and pollution.
154
This has prompted researchers to seek environmentally friendly alternatives that provide comparable performance. Natural fiber-reinforced composites have emerged as a promising substitute for synthetic fiber composites due to their favorable mechanical properties, lower production energy requirements and cost, low density, sound insulation capabilities, biodegradability, and overall environmental sustainability.
155
Polylactic acid (PLA), a renewable and biodegradable thermoplastic polymer, has gained attention as a suitable matrix for natural fibers. When combined with plant fibers, PLA not only enhances the composite’s mechanical performance but also further reduces its environmental impact. As illustrated in the Figure 15, fiber/PLA composites have been successfully applied in a range of industries, including automotive, additive manufacturing, construction, biomedical devices, and renewable energy, reflecting their strong market potential. Nevertheless, current PLA-based composites still face several limitations. One of the most critical drawbacks is PLA’s relatively low elongation at break compared to traditional synthetic polymers, which restricts its use in structural applications that require higher ductility and toughness.
9
PLA-based composite material application.
Car
In the automotive industry, there is an increasing emphasis on light weighting and sustainability. To meet these evolving demands, lightweight and biodegradable fiber-reinforced composite materials are being increasingly adopted in the production of automotive components. Life Cycle Assessment (LCA) studies have demonstrated that a vehicle’s mass and size have a significant impact on energy consumption and waste emissions throughout its service life. 156 Consequently, the integration of lightweight materials is crucial for reducing environmental impact. Replacing conventional materials such as steel and cast iron with composite materials can reduce the weight of automotive components by up to 50%, thereby lowering fuel consumption and greenhouse gas emissions. 70 Fiber-reinforced composites are now widely used in a variety of automotive parts, including body panels, interior trims, and instrument panels, contributing significantly to overall vehicle weight reduction and improved energy efficiency.157–159 Although the application of PLA composites in the automotive sector is relatively recent, their potential is being increasingly recognized. However, limitations such as PLA’s inherent brittleness and low heat resistance restrict its use in load-bearing or high-temperature structural components. As a result, PLA-based composites are currently mainly applied in non-structural automotive components, such as interior elements and paneling. 157
Sopher et al. 160 proposed the use of composite sandwich panels composed of glass fiber-reinforced polymers and PLA-based expanded foam cores as a replacement for conventional steel automotive doors. The results demonstrated that these sandwich structures could achieve equivalent static strength to traditional rigid steel doors while reducing overall weight by approximately 40%. Additionally, the panels exhibited comparable flexural strength to traditional glass fiber-reinforced polyester, but with only 50% of the mass. These findings highlight the potential of natural fibers, in combination with biodegradable polymers such as PLA, as viable alternatives to conventional glass fiber composites in automotive panel applications. The significant weight reduction, coupled with mechanical performance comparable to traditional materials, underscores the promise of natural fiber-reinforced composites in advancing vehicle lightweighting and sustainability goals.
To evaluate the application of kenaf/PLA composites in automotive door panels, the ANSYS simulation software was recently intensively used. 161 Compared to traditional acrylonitrile butadiene styrene (ABS) materials, the fiber-reinforced PLA composites demonstrated superior structural performance, exhibiting higher stress resistance and 28.3% less deformation under load. This enhanced performance was attributed to the higher tensile strength of the fiber/PLA composites, which enabled them to absorb greater impact forces. Additionally, crash test simulations indicated that door panels made from sisal/PLA composites exhibited improved energy absorption during collisions and experienced reduced deformation, further confirming their suitability for impact-prone automotive applications. The airlaid process was also employed to fabricate PLA composites reinforced with milkweed fibers and to assess their suitability for automotive instrument panel applications, and the comprehensive evaluations of mechanical, thermal, and acoustic properties were included. When compared with conventional polypropylene (PP) materials, the milkweed/PLA composites demonstrated a 160% increase in flexural strength and a 335% increase in flexural modulus. Furthermore, the thermal conductivity was reduced by 5%, while the sound insulation performance improved by 19%. These findings suggest that PLA-based composites reinforced with natural fibers offer a promising, sustainable alternative to traditional materials in automotive interiors, supporting the green transition of the automotive industry. 162
Architecture
With the growing global emphasis on environmental protection, the pursuit of sustainable development has become a priority across all industries, including construction. The construction sector is increasingly focused on adopting environmentally friendly materials and technologies to reduce carbon emissions and promote energy efficiency. Among various sustainable alternatives, composite materials have gained considerable attention due to their lightweight nature, high mechanical strength, and eco-friendly characteristics. Asyraf 163 examined the feasibility of replacing traditional steel cross-arms in construction with linen/PLA composites. The study found that the composite materials could meet structural performance requirements while being over 70% lighter than steel, significantly reducing structural load. Moreover, unlike steel, PLA-based composites exhibit excellent weather resistance and are not susceptible to corrosion, further enhancing their durability in outdoor applications. Additional applications of fiber-reinforced PLA composites in the construction industry have also been explored. Their inherent thermal and acoustic insulation properties make them suitable for use in insulation panels designed to improve indoor environmental comfort. Rotini 135 developed a plant fiber/PLA composite specifically for use in sound-absorbing and sound-insulating boards. The material demonstrated effective sound absorption above 500 Hz, while wood flour/PLA composites exhibited a 19% improvement in sound insulation compared to pure PLA. These findings suggest that fiber-reinforced PLA composites hold strong potential for applications in building environments where thermal and acoustic regulation are essential.
Biomedical
Since the 1960s, polylactic acid (PLA) has been widely utilized in the biomedical field due to its excellent biocompatibility and its ability to degrade into lactic acid, a naturally occurring and non-toxic substance in the human body.164,165 To further improve its mechanical performance and expand its application in load-bearing biomedical devices, researchers have explored the development of fiber-reinforced PLA composites. 3D printing technology was used to fabricate PLA composites reinforced with corn cob (CC) fibers, leveraging a hip joint replacement as a simulation model. The study demonstrated that a composite material comprising 10% CC and PLA was approximately 80% lighter than conventional metallic joint materials. Despite the significant reduction in weight, the composite met the required standards for mechanical strength, hardness, and wear resistance for use in artificial joints, showing a favorable safety margin and the potential for safe long-term use in biomedical implants. 166
Conclusion and future perspectives
Plant fiber-reinforced PLA composites have garnered significant attention from both the academic community and industry in recent years due to their renewability, biodegradability, and environmental compatibility. However, a major obstacle to the development of high-performance composites remains the poor interfacial compatibility between hydrophilic plant fibers and the hydrophobic PLA matrix. This review systematically summarizes recent advancements in physical and chemical pretreatment technologies aimed at improving fiber–matrix interfacial adhesion and enhancing the overall performance of PLA-based composites. Physical treatments, such as mechanical comminution, steam explosion, corona discharge, and plasma treatment, primarily function by increasing the surface roughness and specific surface area of the fibers. In contrast, chemical treatments, including alkaline treatment, silane coupling, acetylation, and maleic anhydride grafting, enhance interfacial bonding by introducing functional groups, forming chemical bonds, or removing amorphous components such as waxes, hemicellulose, and lignin. These pretreatment strategies have been shown to significantly improve the mechanical, thermal, and tribological properties of PLA-based biocomposites. Despite these advancements, fiber/PLA composites continue to face challenges, such as high moisture sensitivity, limited durability, and cost-effectiveness concerns.
Future research should continue to focus on developing more efficient, eco-friendly, and economically viable pretreatment and processing techniques. Exploring the synergistic effects of combined methods and elucidating their influence mechanisms on composite properties will be crucial. In addition, advancing predictive models for material performance and expanding applications in industrial, biomedical, and automotive sectors will further accelerate the integration of plant fiber/PLA composites into sustainable material solutions.
Although notable progress has been achieved, several barriers still hinder the large-scale adoption of plant fiber/PLA composites. A major challenge lies in balancing interfacial improvement, process efficiency, and environmental sustainability. Physical methods such as steam explosion and plasma treatment are energy-intensive but environmentally benign, while chemical modifications offer stronger bonding yet generate additional waste and cost. The selection and optimization of pretreatment routes should therefore consider both performance and scalability.
Moreover, different plant fibers respond differently to the same pretreatment strategy because of variations in morphology, aspect ratio, and chemical composition. This variability emphasizes the need for fiber-specific optimization and multiscale understanding of interface behavior. Combining physical and chemical pretreatments may lead to synergistic improvements if properly tuned to avoid fiber damage or excessive energy input.
From an industrial viewpoint, the path toward commercialization requires not only technical innovation but also practical solutions to cost, fiber sourcing, process standardization, and regulatory compliance. Integrating life-cycle assessment and techno-economic evaluation into process design will help identify sustainable, cost-effective pathways for large-scale production. Addressing these aspects will ultimately bridge the gap between laboratory research and real-world applications of PLA-based biocomposites.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the National Natural Science Foundation of China (52363003), the Natural Science Foundation of Guangxi (2022GXNSFAA035531), Middle-aged and Young Teachers’ Basic Ability Promotion Project of Guangxi (2023KY0436),and the Special Program for Young Talents of Guangxi (Guike AD21220158).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.