
Abstract
Ultra-high molecular weight polyethylene (UHMWPE) is one of the lightest polymeric materials for ballistic protection. However, the relatively poor interfacial bonding strength of UHMWPE fabrics and polymer matrix has limited its use. Herein, this study reveals the influence of plasma pre-treatment and polyurethane (PU)/inorganic fullerene-like tungsten disulfide (IF-WS2) coatings on the physical, mechanical, and viscoelastic properties of UHMWPE fabrics. The UHMWPE fabrics are plasma pre-treated, followed by various PU/IF-WS2 dip coatings. The chemical structure, water contact angle, and surface morphology of plasma-treated fabrics are compared with those of the pristine fabric. It is found that plasma treatment induces polar groups on the fabric, slightly reduces its storage/loss modulus, and increases the elongation of composites. After nanocomposite coatings, the storage and loss moduli of the fabrics increase up to 694% and 757% at 30°C over pristine fabrics, respectively, with less than 5.96% add-on. The gravimetric toughness (GT) of the coated fabrics improves from 67.1 J/g (pristine) up to 116.0 J/g, a maximum 73% increase. Plasma pre-treatment contributes to higher enhancement for both mechanical and viscoelastic performances of the optimal composite. Meanwhile, high wash durability (weight retention up to 98.9%) of the coatings is achieved for the composites with promising comprehensive properties.
Introduction
UHMWPE fabric has become one of the most popular high-performance fabrics employed in ballistic protection, aerospace, and defense applications owing to its very low density, startling mechanical properties, and high-impact strength.1–4 It can be used for flexible ballistic vests, structural fabrics in helmets and military vehicles, marine structures, etc.5,6 Due to the increasing international conflicts and escalating demand for advanced ballistic materials, UHMWPE fabrics-reinforced polymer matrix composites (PMCs) have been extensively studied for further performance enhancement. 7 However, due to the linear molecular chain structure containing carbon and hydrogen as the only two elements, UHMPWE fiber shows low surface energy, high chemical inertness, smooth surface, and non-polar nature, which leads to low wettability and poor interfacial adhesion to polymer matrices.8–11 These are detrimental to the endeavor to fabricate advanced composites and limit their application. A plethora of surface modification techniques have been proposed to improve interfacial adhesion, such as surface coating, 12 plasma treatment,13,14 surface grafting, 15 nanofiller incorporation, 11 corona-discharge 16 and alkali treatment. 17 Among different modification approaches, plasma treatment has been used as an efficient approach to improve the surface activity of UHMWPE fabrics owing to its advantages of high treating accuracy, easy up-scaling, and reduced impact on the textural characteristics of materials.18–20 After plasma treatment, various effects on UHMWPE fibers were found in previous studies, such as induced oxygen-containing moieties, increased surface energy, micro-pores, and/or roughened fiber surface, which result in improved fiber/matrix interfacial adhesion.21–25
Nanomaterials are often incorporated in polymer matrices as reinforcing nanofillers due to their outstanding energy absorption ability and high surface-to-volume ratios. Inorganic fullerene-like tungsten disulfide (IF-WS2), which possesses a unique morphology and spherical fullerene-like structure, has been reported to have high elasticity and superior shock resistance (higher than even that of carbon nanotubes). 26 It is considered a potential material to improve the mechanical, thermal, and tribological properties of polymer composites. IF-WS2 has been employed as a reinforcing filler in matrices or composites of nylon-6, 27 polypropylene, 28 poly(phenylene sulphide), 29 poly(ether ether ketone), 30 epoxy, 31 phenolic/poly (vinyl butyral)/aramid fabric, 26 and PTFE/Kevlar fabric. 32
In this work, IF-WS2 is used due to its low cost, exceptional impact resistance, and great energy absorption/dissipation capability. Waterborne polyurethanes (PUs) are applied as the polymer matrix owing to their balanced flexibility and mechanical properties, as well as reduced environmental impact.33–35 According to its thermal properties, polyurethane can be divided into thermoset and thermoplastic types. While thermoplastic PU reshapes upon sufficient heating, the molecular chains of thermoset PU crosslink during the curing process and show no deformation process at elevated temperatures. 36
This paper considers incorporating a water-based PU matrix and IF-WS2 nanoparticles on plasma pre-treated UHMWPE for developing lightweight advanced UHMWPE composites. Improved comprehensive properties are expected for the composites, including enhanced mechanical and viscoelastic performances as well as high coating durability. This approach reduces volatile organic compounds (VOCs) discharge from the PMCs and requires low cost. The dip coating method is adopted to obtain low add-on amounts and maintain flexibility for impregnated fabrics. As per the knowledge of the authors, no studies have been found to directly investigate the effects of PU/WS2 coatings on the physical, mechanical, and viscoelastic properties of plasma-pre-treated UHMWPE fabrics. Therefore, this work appears to be critical to fill the research gap and explore the proposed approach systematically. In this study, the UHMWPE fabrics are plasma pre-treated and then dip-coated with varying PU/WS2 dispersions. The effects of plasma treatment on the molecular structure, wettability, and surface morphology are studied. The influences of nanocomposite coatings on the viscoelastic characteristics, mechanical properties, and wash durability are investigated.
Experimental section
Materials and processing
Physical properties and test conditions for the UHMWPE fabrics.

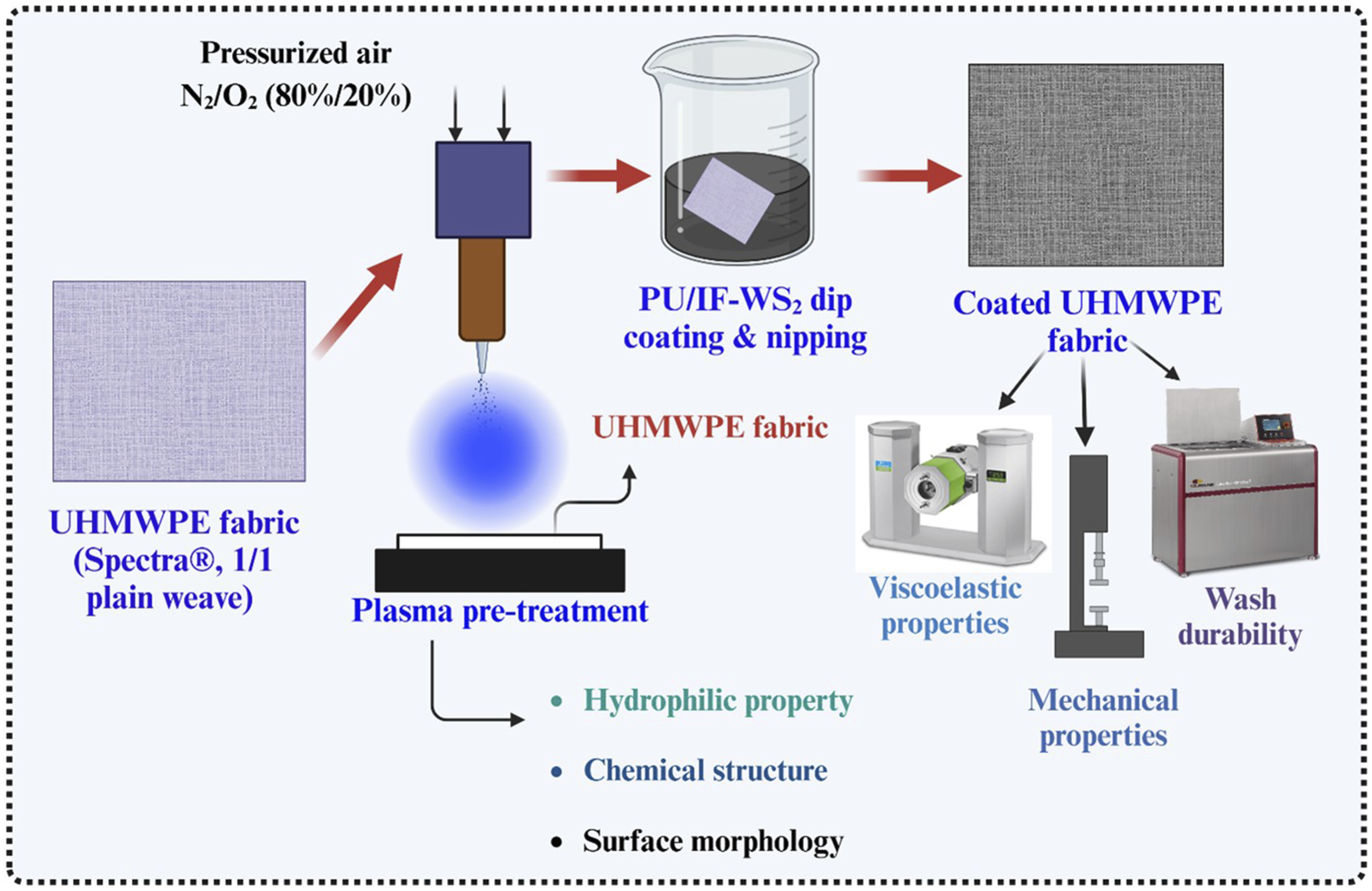
The UHMWPE fabrics were plasma pre-treated on one side in N2/O2 (80%/20%) with assistance from Pillar Technologies, Inc. The power of 350 W and a treating width of 0.356 m was applied. The fabrics were treated with a moving speed of 163.51 m/s. The UHMWPE fabrics (plasma-pretreated or untreated) were cut into small samples (about 9.5 cm × 19 cm) using an electric rotary fabric cutter (Allstar AS-100K). These samples were coated with PU/WS2 nanofluids using the 2-dip-2-nip method. When preparing a PU/WS2 nanofluid, a designed amount of WS2 was added into water or water/ethanol medium, and the mixture was sonicated for 30 min using a Kendal ultrasonic bath. Then PU dispersion was added into the mixture, followed by sonication homogenization for another 30 min. During the coating process, each sample was dipped in prepared nanofluid for 1 min, nipped between the pressure rollers as shown in Figure 1. This process was repeated once, and the coated fabric was then oven-dried at 100°C for 30 min. Eight replicates were prepared for each coating condition. Table 2 shows the components of coating fluids in solid contents and abbreviations of corresponding PU/WS2/UHMWPE composites. Composites A1-A4 and B1-B4 were fabricated with plasma pre-treated UHMWPE fabrics, while composites A3-U were prepared with untreated fabrics as the control for composite A3. Impregnation coating of PU/WS2 on UHMWPE fabrics. The experimental design and specimen coding. Note: W: water; WE: water: ethanol (wt. 1:5); The amount of PUA, PUB, and WS2 are presented in wt% (weight of solid PUA, PUB, and WS2 calculated in total solution weight).

Characterization
Fourier-transform infrared spectroscopy
The functional groups of untreated and plasma-treated UHMWPE fabrics were detected using a Fourier transform infrared spectrometer (FT-IR) (ThermoFisher Nicolet 6700). The absorbance spectra in the range of 750 cm-1 to 4000 cm-1 were obtained.
Water contact angle
A lab setup with a microscope (Figure 2) and AmScope analysis software was used to observe and measure the water contact angle for neat and plasma-treated UHMWPE fabrics. At least three measurements were conducted at varying areas on each specimen. The lab setup for measuring water contact angles on UHMWPE fabrics.
Scanning electron microscopy
A scanning electronic microscope (FE-SEM Thermo Fisher Teneo) was used to observe the surface appearances of untreated and plasma-treated UHMWPE fabrics as well as their PUA/WS2-coated counterparts. The magnifications of 100, 350, 500, 2000, and 5000 were applied.
Add-on and appearance
UHMWPE fabrics were weighed before and after nanocomposite coatings to calculate the PU/WS2 add-on percentage for each sample. The weights of eight replicates were tested. Photographs of the coated specimens were taken in a Macbeth SpectraLight II light booth using daylight illumination.
Dynamic mechanical analysis
Viscoelastic properties of neat, plasma-treated, and coated specimens were measured using a dynamic mechanical analysis (DMA) instrument (PerkinElmer DMA 8000). All samples with a size of 9 mm × 22 mm were tested in ratio tension mode with a frequency of 1 Hz, force multiplier of 1.2, and strain of 0.005 mm. Temperature sweeps with a range from 25°C to 100°C were conducted at a heating rate of 3°C/min. In addition, frequency sweeps from 0.1 Hz to 10 Hz at 25°C were also carried out on selected composites; the frequency was set to increase logarithmically at 10 points per decade. When clamping the samples, double-sided tapes were applied to the clamps to prevent fabric slippage during testing. Sample thickness was measured using a caliper.
Mechanical properties
Mechanical properties of neat, plasma-treated, and coated UHMWPE fabrics were tested using a universal testing machine (Instron 4411) according to the modified ASTM D5035 standard. The gauge length and extension rate applied were 75 mm and 100 mm/min, respectively. It is highly challenging to test the tensile strength of UHMWPE fabrics due to their extremely high tensile strength and smooth surface, which causes easy yarn or fabric slippage under force. In this work, a unique sample preparation method was used with reduced fabric width and fixation on cardboard. Fabric strips (16 mm × 175 mm) were cut using a rotary fabric cutter. Before testing, each sample was prepared as shown in Figure 3. Approximately four yarns were raveled from each length side, leaving five central testing yarns. 25 mm of yarn was also removed from the top and bottom of the fabric. The width and thickness of each sample were measured at three locations using a caliper and a ProGage thickness tester, respectively. The averages were used for further calculations. Both ends of the specimen were then glued symmetrically on cardboard (30 mm × 50 mm), leaving 75 mm of the tested length using Elmer’s Clear Glue. 2 mm of the cardboard from the inner edges was left unglued to prevent jaw breaks. The yarns on the ends were split and spread on the cardboard with glue for stronger bonding. The prepared samples were air-dried overnight before the tensile test. Mechanical properties, including maximum load and elongation at break, were collected. The total energy absorption and volumetric toughness (VT) were calculated by integrating load-elongation and stress-strain curves, respectively.
38
And GT was converted by using the length, width, thickness, and weight of the samples.
39
Means of three replicates were reported. Prepared PU/WS2/UHMWPE sample for tensile test.
Wash durability
The wash durability of composites was tested according to the weight retention amount after standard washing. Three replicates (50 mm × 100 mm) of coated dry fabrics were weighed and washed as per AATCC Test Method 61 (1A). Ten (10) steel balls and 0.37% of AATCC detergent (1993 AATCC standard reference detergent WOB – without optical brightener and without phosphate, powder form) of the total volume were added in a canister with each fabric, and the washing procedure was conducted in an Atlas Launder-ometer (40 ± 2 rpm) at 40°C for 45 min (1 cycle). The washed samples were oven-dried at 60°C overnight and weighed to estimate the weight retention percentage (R/%) of the coatings using equation (1).
Results and discussions
Chemical structures
Figure 4 shows the FT-IR spectra of pristine (a) and plasma-treated (b) UHMWPE fabrics. The characteristic peaks of UHMWPE fiber can be observed in both spectra at 2916, 2849, 1473, and 727 cm-1. These peaks are attributed to -CH2 stretching (2916 cm-1, 2849 cm-1), -CH2 deformation, and -CH2 rocking vibrations.40,41 In comparison, new absorption peaks exhibited in the plasma-modified fabric at about 3250 and 1720 cm-1, which are assigned to -OH and C = O stretching vibrations, respectively.
42
The new peaks with low intensity indicate a small amount of oxygen-based polar groups (-OH and -C = O) appear on the surface of modified UHMWPE fabrics, and the treatment conditions were strictly controlled to apply the limited modification. FT-IR spectra of pristine and plasma-treated UHMWPE fabrics.
Hydrophilic property
Water contact angles of the pristine and plasma-treated UHMWPE fabric surfaces were measured to evaluate their hydrophilic properties. Figure 5 shows the water contact angles and appearance of the water droplets on pristine and plasma pre-treated UHMWPE fabrics with varying times: 0 min, 3 min, and 6 min. With plasma treatment, the water contact angle of UHMWPE fabrics drops significantly from 105.2° ± 1.4° to 81.1° ± 2.1° (p-value = 0.0002) with a decrease of 22.9% on average over pristine fabrics. Along with the FT-IR result, it suggests that the plasma pre-treatment improves the surface hydrophilicity of the UHMWPE fabrics by inducing oxygen-containing polar groups such as peroxides, alcohols, aldehydes, and esters.
43
Water contact angles of UHMWPE fabrics: (a–c) pristine, after 0, 3, and 6 min; (d–f) plasma-treated, after 0, 3, and 6 min; (g) contact angles measured at 0 min.
Surface morphology
Figure 6 represents the SEM micrographs of (a) pristine and (b) surface-modified UHMWPE fabrics. From both micrographs, cross-sectional small cracks on the smooth surfaces can be observed, which are formed during manufacturing. No significant changes or damages in surface morphology are shown in the yarns from the plasma-treated fabric, which reflects the well-controlled plasma treatment on the fabrics and gentle treatment conditions. SEM micrographs of (a) pristine and (b) plasma-treated UHMWPE fabrics.
Physical properties
Add-on amounts (mean ± SE) for all pre-treated and PU/WS2-coated UHMWPE fabrics.


Appearance of plasma pre-treated and PU/WS2-coated UHMWPE fabrics A1–A4 and B1–B4.
Viscoelastic properties
DMA temperature sweeps were conducted on neat, plasma-treated, and all treated/coated UHMWPE specimens (A1–A4 and B1–B4). As depicted in Figure 8(a) and (c), the samples exhibit decreasing trends in the storage modulus, while their loss modulus in Figure 8(b) and (d) first increases and then decreases. Storage modulus is associated with the elasticity and stiffness of a material and is proportional to the energy stored by the material during the loading cycle, while loss modulus indicates the viscosity and energy dissipated by the tested sample. They can be used to predict the impact behaviors of materials at an intrinsic level.
44
The DMA results for the control and PU/WS2-coated UHMWPE fabrics: (a) storage modulus and (b) loss modulus of neat, plasma-treated (PT), and A1–A4 samples; (c) storage modulus and (d) loss modulus of neat and B1–B4 samples.
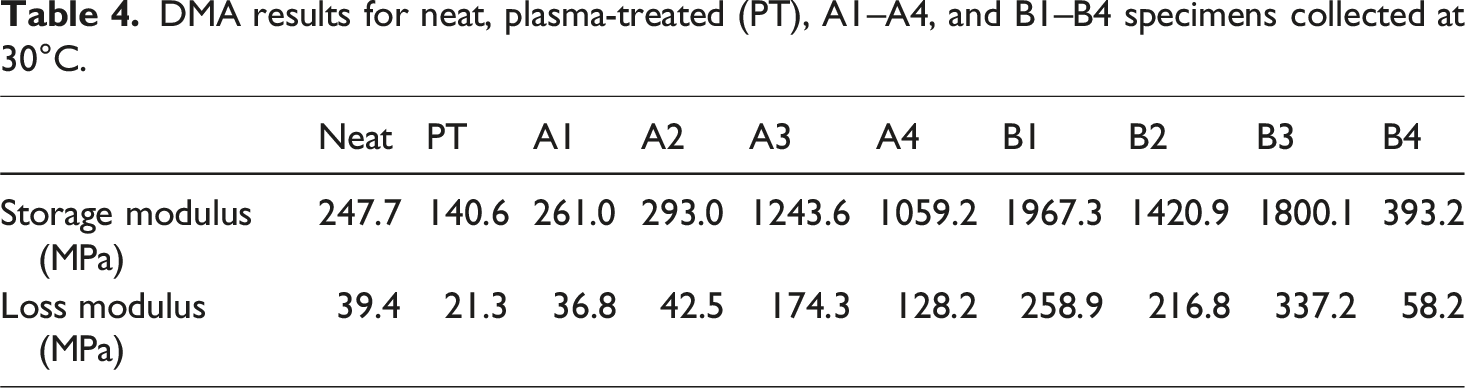
With plasma treatment, both storage and loss moduli of the UHMWPE fabric drop slightly in the tested temperature range, in comparison to the neat fabric. Both storage and loss moduli of samples A1–A4 can be arranged in descending order as A3>A4>A2>A1. Samples A2–A4 show enhanced storage and loss moduli over neat and plasma-treated samples. Similarly, the viscoelastic properties of specimens B1–B4 can be observed as B1>B3>B2>B4; all four samples show increasing storage and loss moduli to different extents, compared to neat and plasma-treated controls. It indicates that both the PU/WS2 coatings and the combination of plasma treatment and the coatings improve the energy absorption and dissipation abilities of the UHMWPE fabrics.
DMA results for neat, plasma-treated (PT), A1–A4, and B1–B4 specimens collected at 30°C.
Mechanical properties
Coated specimens, including A2–A4 and B1–B4, have shown enhanced viscoelastic properties over neat fabrics to different degrees. In this section, tensile tests were carried out on the same specimens, i.e., neat, plasma-treated, and PU/WS2-coated A1–A4 and B1–B4 fabrics. The effects of plasma treatment and nanofiller-reinforced PU coating on their mechanical performance are studied. Figure 9 compares the average (a) maximum load, (b) elongation at break, (c) VT, and (d) GT of the specimens. Mechanical properties (mean and SE) of the neat, plasma-treated (PT), and PU/WS2-coated UHMWPE fabrics: (a) maximum load; (b) elongation at break; (c) volumetric toughness; (d) gravimetric toughness.
In the case of the maximum load of samples shown in Figure 9(a), ANOVA analysis indicates the results from the tested groups are significantly different at α = 0.05 (p-value <0.0001). The Tukey test is further applied for multiple comparisons. It is found that the maximum load values between plasma-treated and neat fabrics are not significantly different. Samples A2 and B1-3 show significantly lower maximum load than the neat fabric due to the incorporation of polyurethane matrix, which has lower tensile strength than UHMWPE materials, resulting in reduced composite strength (rule of mixtures). 47 The maximum load of specimen A1 is significantly higher than that of B1, despite the same PU/WS2 ratio in their coating fluids and comparable add-on percentages obtained, which indicates the higher tensile strength of PUA than PUB material.
Figure 9(b) represents the elongation at break values for these samples. They are significantly different for at least one pair of samples (α = 0.05, p-value <0.0001). The Tukey test reveals that the plasma treatment significantly increased (86%) the elongation at break value for the UHMWPE fabrics due to the reduced modulus and maintained maximum load. Furthermore, the improvement in elongation at break may be due to enhanced fiber-fiber interaction and more uniform stress distribution following controlled plasma treatment. The increase in surface polarity after plasma treatment can enhance van der Waals forces and possibly hydrogen bonding between neighboring UHMWPE fibers, leading to better load sharing and allowing fibers to undergo greater stretching before breakage.48,49 Besides, PU/WS2/UHMWPE composites A1-A4 and B1-B3 also show significantly higher elongation values than the neat fabric due to the combined effects of plasma treatment and nano-reinforced elastomer coatings. The elongation of composites A3 and A4 increased by 18% and 27% over the PT fabric, and 120% and 137% over the neat fabric, respectively. Besides, composite A3 shows 8% higher elongation than A4, even with a lower coating amount and PU addition. This is attributed to the better dispersion uniformity and stability of WS2 nanoparticles in an ethanol/water mixture than in water. Dispersing the homogeneity of nanomaterials on fiber/fabric substrates can largely impact their reinforcement on the mechanical characteristics of fabricated nanocomposites. 50
Figure 9(c) shows the VT of the specimens, which was calculated by integrating the stress-to-strain curves. It represents the amount of energy per unit volume a tested fabric can absorb before rupture. Similarly, the GT, which is converted from VT, equals the amount of energy per unit mass a tensile sample can absorb before fracture (Figure 9(d)). Both VT and GT for the tested specimens are significantly different (α = 0.05, both p-values <0.0001). The multiple comparison results reveal that the VT and GT between neat fabrics and plasma-treated fabrics are not significantly different. This indicates the plasma treatment has no significant impact on the toughness/energy absorption capability of the UHMWPE fabric, although it decreases the average maximum load and increases the elongation at break. Composites A3 and A4 show comparable VT and GT values, which are significantly higher (A3: 38% and 49%; A4: 49% and 73%) than the neat fabric. It means both composites absorb more energy per unit volume and per unit mass before rupture than neat fabrics. It can also be interpreted as (1) with the same amount of energy absorbed during tensile tests, the composites A3 and A4 will be 28% and 33% smaller in volume or 33% and 42% lighter, respectively, than neat UHMWPE fabrics; or (2) with the same volume or weight as neat fabrics, the composites A3 and A4 possess 38% and 49% (same volume) or 49% and 73% (same weight) higher tensile energy absorption capacity, respectively.
Figure 10 represents the schematic interfacial interaction mechanism between plasma-treated UHMWPE, PU matrix, and IF-WS2 nanoparticles. The PU-matrix can form hydrogen bonds or dipole-dipole interactions with the plasma-generated polar groups on the UHMWPE, resulting in enhanced adhesion. On the other hand, IF-WS2 nanoparticles are dispersed within the PU matrix. These nanoparticles interact with the PU phase mainly through physical interactions, and their homogenous dispersions further reinforce the composite. At the multi-mode interface (UHMWPE-PU-IF-WS2), the improved PU adhesion ensures more efficient stress transfer from matrix to nanoparticles and substrate, jointly enhancing viscoelastic and mechanical properties. Multi-mode interaction mechanisms of the plasma-treated UHMWPE-PU-IF-WS2.
Washing durability
For protective garments and end use, the wash durability of the coatings on fabrics appears to be critical. Figure 11 represents the weight retention of coatings of the eight groups of specimens. The average values are significantly different at a 95% confidence level (p-value < −0.0001). After washing, the coating on the PUA-based composites (A1–A4) retains 92.2–98.8%, while it on PUB-based composites (B1–B4) keeps 60.1–93.3%. Due to the presence of a self-crosslinking function for PUA, the A1–A4 specimens show higher coating weight retention (up to 60.2%) than their counterparts. With crosslinks formed between molecular chains, the water-based PU turns into a tough thermoset PU with high wash durability. Due to the ethanol/water mixture used, the B4 composite obtained better wash durability than the B1-B3 composites. The A3 and A4 specimens, which have enhanced storage modulus, loss modulus, VT, and GT, also show high weight retention of the coatings after washing, which are 98.8% and 97.3% on average, respectively. Their high wash durability can be confirmed by the color of the water after the wash procedure and the color difference between the unwashed and washed fabrics in Figure 12. The color of specimens A3 and A4 remained clear with some detergent bubbles, and the colors of washed A3 and A4 fabrics are similar to those of the unwashed fabrics. In contrast, the water of specimen B3 showed a dark brown color due to the dispersion of a large amount of WS2 particles that were washed off from the fabric. An obvious color fading is observed on the washed B3 sample in comparison to its unwashed counterpart, which is attributed to the loss of the PU/WS2 coating. Weight retention (Mean and SE) of the plasma pretreated and PU/WS2-coated UHMWPE fabrics. The appearance of after-washed water and washed fabric sample: (a–b) A3; (c–d) A4; (e–f) B3.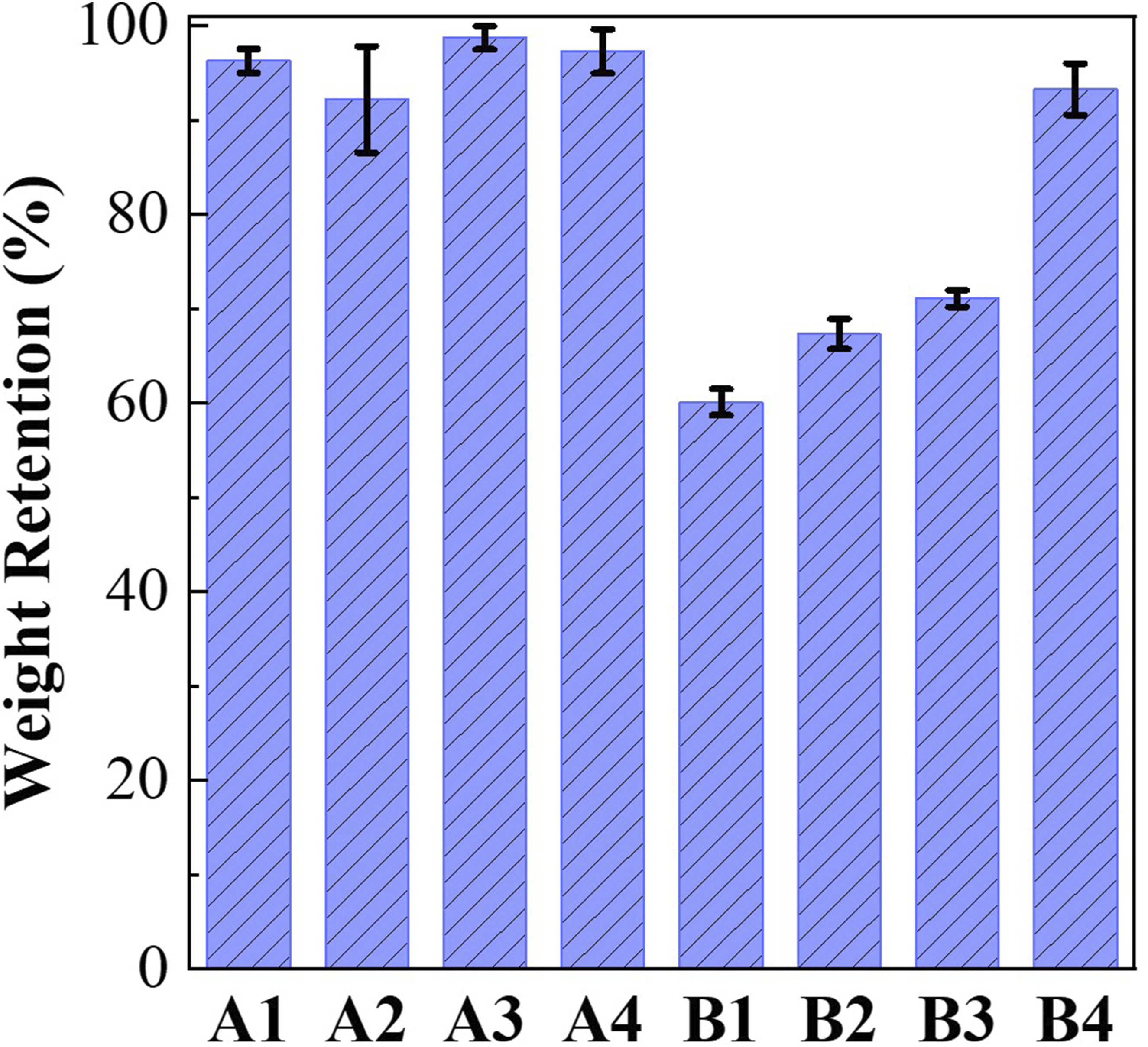

Effect of plasma treatment
Mechanical properties, weight retention, and statistical analysis for the composites A3-U and A3.

Figure 13 represents the DMA results for both composites A3-U and A3 from the temperature sweeps. Specimen A3 shows superior storage modulus and loss modulus over A3-U for the tested temperature range. At 30°C, the storage moduli of A3-U and A3 are 267.3 MPa and 1243.6 MPa, respectively, resulting in an improvement of 365.2% for A3-U. In the case of loss modulus, A3 also shows an increase of 342.4% over A3-U, with values of 174.3 MPa and 39.4 MPa. Apart from typical temperature sweeps, frequency sweeps from 0.1 HZ to 10 Hz at 25°C were also conducted on neat, A3-U, and A3 specimens. Figure 14 plots their storage modulus, loss modulus, and tan delta along with varying frequency. The storage modulus curves show slow rises with increasing frequency, while the loss modulus slightly decreases, which leads to the decline of tan delta values with higher frequency. It is observed that the composite A3-U, without plasma pre-treatment, showed no obvious and consistent improvements in the outcomes over neat fabrics. While composite A3 exhibits significant increases in both moduli and tan delta over the neat sample or its counterpart A3-U. DMA temperature sweeps for PUA/WS2/UHMWPE composites A3-U and A3: (a) storage modulus; (b) loss modulus; (c) tan δ. DMA frequency sweeps for the neat, A3-U, and A3 specimens: (a) storage modulus; (b) loss modulus; (c) tan δ.

DMA results for the neat UHMWPE, A3-U, and A3 specimens.

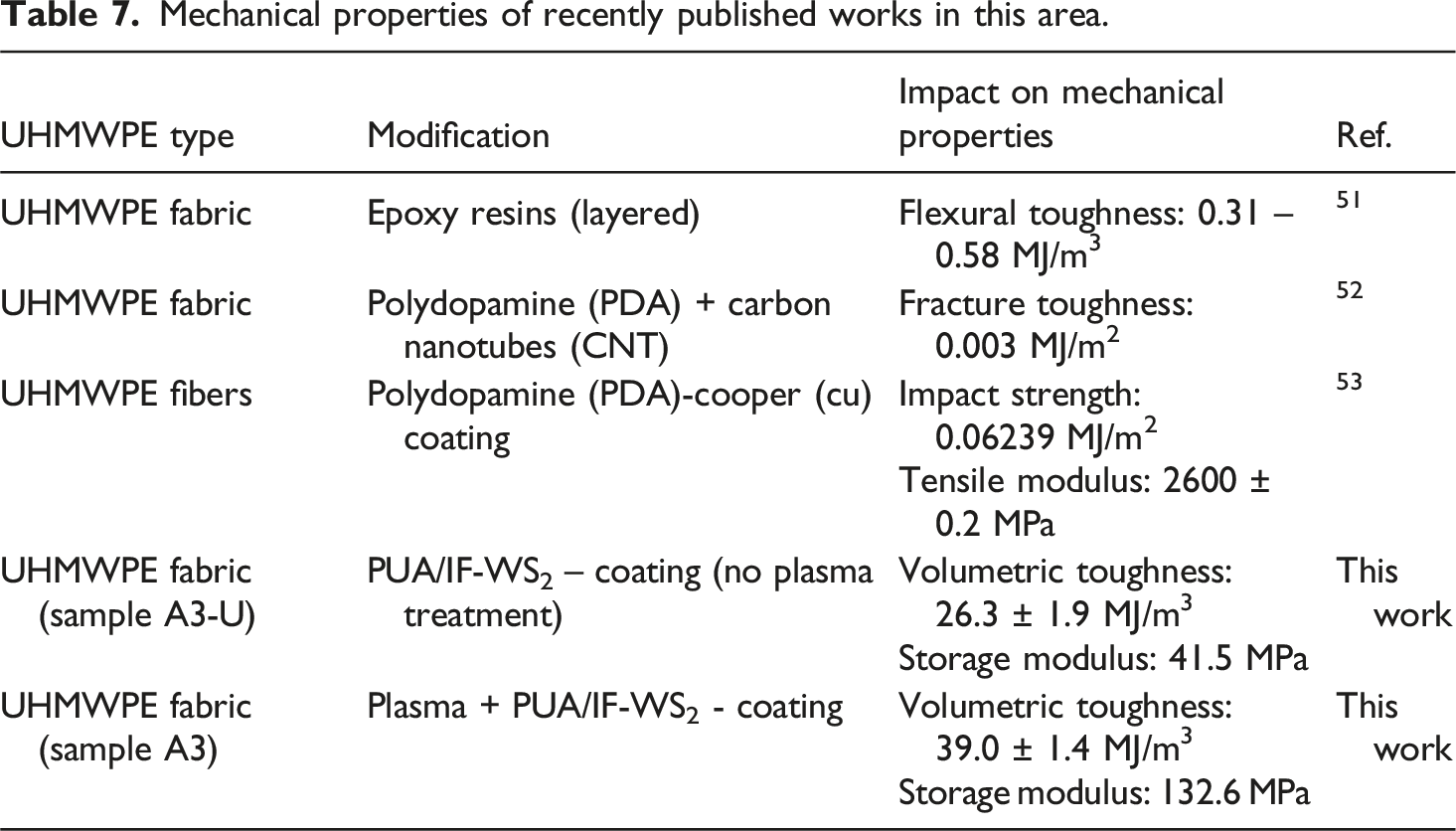
Scanning electron microscopy was used to observe the surface morphologies of the specimens at different magnifications: 100×, 350/500×, 2000×, and 5000×. Figure 15(a)–(l) present the SEM images of the neat UHMWPE, A3-U, and A3 specimens, respectively. The 1/1 plain-weave structure and fiber features shown in the neat fabric (a) are observed from specimens A3-U (e) and A3 (i) due to their low add-on amounts (5.36% and 5.66%). After coating, some of the gaps between fibers are filled with PU/WS2 material, and surface roughness increases slightly for specimens A3-U and A3. While fiber surfaces in the neat fabric are clean and smooth as observed in Figure 15(b)–(d), the coated sample A3-U shows thin PU polymer films on fiber surfaces and some interlacing/overlapping edges bonding adjacent fibers, and a small amount of WS2 particles embedded in PU films are seen on fiber surfaces (Figure 15(f)–(h)). Similarly, on sample A3, thin PU films are formed on fiber surfaces, however with better uniformity. An increasing amount of WS2 particles is observed on the fiber surfaces of sample A3 compared to that of A3-U, despite the same WS2 amount being added in both coating fluids (Figure 15(j)-(l)). These differences in surface features between the composites A3-U and A3 indicate improved wettability and surface activity of the UHMWPE fabric after plasma pre-treatment. This leads to the even spread of the PU on UHMWPE fibers and stronger interfacial adhesion between the UHMWPE fibers and PU films holding more WS2 particles. Stronger bonding between adjacent fibers and higher load transfer efficiency can be achieved. Along with the energy absorption and dissipation contribution from additional adhered WS2 particles, the mechanical and viscoelastic properties of composite A3 are enhanced compared to A3-U. Table 7 summarizes the recent research on the modification of UHMWPE for improved mechanical properties. SEM images for the specimens at varying magnifications: (a–d) neat UHMWPE fabric; (e–h) coated fabric A3-U; and (i–l) coated fabric A3. Mechanical properties of recently published works in this area.
Conclusion
The effects of plasma pre-treatment and polyurethane (PU)/tungsten disulfide (WS2) coatings on the performance of UHMWPE woven fabrics have been investigated experimentally in this work. The direct influence of plasma treatment on the fabrics is studied using FT-IR, water contact angle, and SEM. Several coating components have been used, which involve two levels of PU type, PU amount, WS2 amount, and dispersion medium. Various properties of the coated fabrics have been tested or observed, i.e., add-on amounts, coating uniformity, viscoelastic properties, mechanical properties, and wash durability. The conclusions can be summarized as follows: a. The plasma pre-treatment induced a small number of polar groups, including -OH and C = O, on the UHMWPE fabrics, which significantly decreased the water contact angle of the fabrics from 105.2° ± 1.4° to 81.1° ± 2.1°. With well-controlled treatment conditions, the surface morphology of the plasma-treated UHMWPE fabrics shows no obvious changes to the fiber surface and no significant effect on the toughness of the fabric. However, the plasma treatment slightly decreases the storage and loss moduli of the fabric, while it increases its elongation at break. b. The add-on amounts for the PU/WS2-coated UHMWPE fabrics are maintained at a low range of 1.46 wt%–5.96 wt%. At 30°C, the storage and loss moduli of specimens A2–A4 are improved up to 402% and 343% compared to the neat fabric (maximum obtained from A3, in which 5.6% PUA and 2.9% WS2 were used in water). In the case of specimens B1–B4, the same properties increase up to 694% and 757%, respectively. Meanwhile, the VT of A3 and A4 is enhanced by 38% and 49%, while the GT of A3 and A4 is 49% and 73% higher than the neat fabric, respectively. The elongation of A3 and A4 is 120% and 137% higher than that of the neat fabric. These improvements are attributed to enhanced UHMWPE fiber/PU film interfacial adhesion and nano-reinforced elastomeric coatings. c. The weight retention of PUA-based WS2/UHMWPE composites after washing is overall higher than that of PUB-based composites due to the self-crosslinking function of PUA, leading to their great potential in particular end-uses such as ballistic vests and protective gloves. d. The plasma pre-treatment indeed improves the performance of the coated fabrics. It results in an increase of 105.5%, 58.9%, 48.3%, 61.0%, and 6.7% for the elongation at break, total energy absorbed, VT, GT, and weight retention of composite A3 (3.5 wt% PU and 1.9 wt% WS2 on the fabric by calculation). The storage and loss moduli are increased with varying temperature or frequency compared to the untreated counterpart A3-U. At 10 Hz, an improvement of 209.1%, 365.3%, and 54.5% is achieved for the storage modulus, loss modulus, and tan δ of composite A3 over the neat sample. f. Overall, plasma pre-treated and PUA/WS2-coated UHMWPE fabrics A3 and A4 show promising mechanical, viscoelastic, and wash durability properties. With further research, they may be used for flexible and lightweight ballistic and energy absorption materials.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.