
Abstract
Modern camouflage must extend beyond the visible spectrum to address the threats posed by night vision devices, particularly in the near-infrared (NIR) range. This study investigates the use of nano additives, silicon dioxide (SiO2) and titanium dioxide (TiO2), embedded in fabric through surface dyeing and pigmentation technologies to improve both visible and NIR camouflage performance. The study’s objectives also include assessing the flammability risks of these additives and comparing the spectral reflectance and colour stability of reactive versus pigment dye-printed fabrics. The NIR fabric exhibited spectral reflectance values ranging from 5 to 20% for blue-black, 25–40% for brown, 15–50% for green, and 45–74% for beige. Field trials showed a noticeable improvement in camouflage performance, with NIR-treated fabrics blending more effectively into natural foliage when viewed through night vision devices. Repeated washing led to increased NIR reflectance in some colours and colour different, particularly for the pigment-dyed fabrics, with a maximum ΔE of 4.3 in brown after 20 washes, surpassing the acceptable military specification of 2.0. The flammability tests on NIR fabrics revealed some concerns regarding the health and safety of such fabrics in military applications. The NIR fabrics showed higher flammability compared to Non-treated Fabric, indicating that further improvements are necessary to reduce flammability risk while maintaining the desired camouflage properties. This research offers a practical approach to advancing NIR camouflage technology for military applications, showing promising improvements in both performance and durability.
Introduction
The primary objective of modern camouflage fabric is to prevent detection by merging seamlessly into the surroundings. The effectiveness of these materials against enemy detection devices depends on their spectral reflectance across various regions: the visible spectrum (400 nm–800 nm), and the near-infrared (NIR) region (750 nm–1200 nm). 1 Visual spectrum camouflage is achieved by lowering the contrast of the object in relation to the surrounding environment. Visual camouflage clothing uses patterns and colours to visually conceal an object within this spectrum. 2 However, with the aid of detection technology, visually camouflaged personnel are still exposed to detection in extended wavelengths, including the infrared (IR) region.
Night vision devices (NVDs) amplify ambient light, allowing soldiers to be seen in the dark. NVDs enhanced visibility in low-light or night-time conditions by amplifying available light, including ambient light and infrared radiation. Different surface features reflect or absorb the sun’s electromagnetic radiation in various ways. An object’s reflectance properties depend on its material, physical and chemical state, surface roughness, and geometric circumstances. Reflectance also varies with the wavelength of electromagnetic energy. These differences in reflectance enable the identification of various earth surface features or materials by analysing their spectral reflectance signatures. These signatures are visualized in spectral reflectance curves, which show the percent reflectance as a function of wavelength. Figure 1 illustrates the percentage of infrared reflectance (IRR) characteristics of vegetation, which is the baseline for effective camouflage in the NIR region. The spectral reflectance curve of vegetation demonstrates low reflectance in the visible spectrum, corresponding to its green appearance, and a sharp increase in the NIR region.
3
Percentage of infrared reflectance (IRR) characteristics of vegetation.
3

Spectral reflectance plays a significant role in the development and effectiveness of camouflage techniques. It provides insights into how different materials interact with light across various wavelengths. The infrared camouflage fabric is a key component of the infrared camouflage technology for military personnel, primarily for their clothing. 4 Camouflage fabrics work by making personnel non-distinguishable to the enemy. It is achieved through the optical reflection with the surrounding environment. 5 Military personnel camouflages themselves by using uniforms, coverlets or sheets made of woven fabrics, knitted fabrics, nonwovens or combinations of the materials. 6 Advancements in NIR technologies, including coatings and nanomaterials, are crucial for enhancing concealment in military applications.7,8
Visible and NIR camouflage properties of fabric can be achieved by surface dyeing and pigmentation technology at low cost. The use of nanotechnology is also possible, such as by incorporating IR nano- or microparticles into fibers or fabrics. Fabrics are imbued with the NIR camouflage properties by modifying the surface properties of the substrates at the molecular level, obtaining control of the characteristics, and providing several advantages.9,10 Chromic materials are one of the smart materials capable of responding to environmental stimuli. In textile technology, chromic materials are used in dyes and pigments that exhibit a distinct colour change when exposed to an external stimulus such as thermal and light for thermochromic and photochromic materials, respectively. Karpagam et al. developed a colour-changing prints on cotton fabrics for defence use, using thermochromic colourants. 11 They created coatings in light green, dark green, black, brown, and sandal by mixing blue and orange thermochromic colourants with a natural dye (turmeric) and graphite. This type of camouflage can adapt to different terrains, helping to save time when moving troops.
There are two distinct printing methods used in textile factories, namely, reactive printing and pigment printing. Pigment printing is a common method used in textile factories to apply designs or patterns onto fabrics. This method is relatively simple and straightforward, which results in fast production and low cost. NIR-reflecting dyes or pigments are used in the printing process to match the reflectance curves of the surroundings, such as vegetation.12–16 Although the method is simple and low cost, there are some limitations such as reduced fabric durability, air permeability, strength, and other functional properties of the textile. Rubeziene et al. produced woven printed camouflage fabrics for the visible and NIR radiation spectral ranges using pigments, reactive dyes, and vat dyes which were applied to four types of cotton/polyester blended fabrics. 13 They reported the best results in terms of visual colour stability after 20 wash cycles and 50 hours of light exposure with a 50% cotton/50% polyester fabric printed using reactive and disperse dyes. Notably, most fabrics remained within the acceptable NIR range even when visual deterioration was observed. Hossain, meanwhile, investigated camouflage formulation of natural plant based natural dyes (NPNDs) coated or printed textiles in woodland combat background under the reflection of ultraviolet (UV)-visible (Vis)- NIR spectrum. 17 It was found that the NPNDs can effectively mimic the optical reflection properties of woodland environments in the NIR-VIS spectrum.
Jia et al. reported the ability of coated textile to change colour in response to environmental stimuli, which offers dynamic camouflage capabilities in both visible and infrared spectrums. The coating of polyurethane and chromogens is able to emit infrared radiation (IR emissivity) at specific levels between 0.77 and 0.94, allowing precise control of the textile’s infrared signature to conceal it from infrared sensors. 18 Salehi et al. used disperse and vat dyes to print viscose/polyester fabric to match the reflectance characteristics of the North Atlantic Treaty Organization (NATO) black and green hues with forest environments in the Vis-NIR reflection spectrum. 15 The black and activated carbon nanoparticles were also added to the printing paste to match the reflectance of the hues. Lu et al. fabricated full-spectrum camouflage materials covering a wide range from 380 to 2500 nm by simply printing organic disperse dyes with titanium dioxide (TiO₂) additives on viscose fabrics. Their study focused on developing green plant leaf-inspired colors on fabrics to achieve effective camouflage in both the visible and NIR regions by incorporating a mixture of dyes and TiO₂. 16 The results indicate a high spectral reflectance correlation with green plant leaves. Chen et al. prepared a visible light-infrared compatible camouflage sample. The coatings were prepared by using the cold spray method. 19
SiO₂ is known for its exceptional light-scattering ability, which enhances the fabric’s reflectance in the NIR spectrum. It is insoluble in water and most acids, and it remains stable at high temperatures, with a melting point of 1713°C. The various crystal forms of SiO₂, such as quartz and cristobalite, further contribute to its unique optical properties. Meanwhile, TiO₂, with a density of 3.97–4.05 g/cm³, is also employed to improve NIR reflectance. TiO₂ is particularly effective due to its strong light-scattering capabilities, significantly increasing the fabric’s visibility in the NIR range. It remains stable in water and at high temperatures, with a melting point of 1843°C, making it an ideal additive for enhancing the performance of camouflage fabrics. The combination of these properties makes both SiO₂ and TiO₂ highly effective materials for improving NIR reflectance across various applications.20,21
The composition, structure, and features of the printed items, along with the composition, viscosity, and other properties of the ink, collectively determine the quality of the screen-printed material. 22 The NIR reflectance values of natural materials are as follows; green vegetation, 50–70%; damp soil, 15–20%; sand, 30–40%, concrete, 40–50%; building bricks, 30–40%.2,23 Gupta et al. studied the effect of pigment formulations for cotton and nylon on the NIR reflectance. 2 It was found that the infrared reflection pattern is specific to each formulation and any dilution of formulation does not change the trend of pattern but merely increases its values. Notably, for identical pigment formulations and binder ratios, nylon exhibited higher reflectance than cotton.
Mehrizi et al. investigated the reflectance properties of brown, olive green, and khaki printed on cotton and nylon fabrics in the visible and NIR spectrum. It was found that incorporating TiO2 into the printing formulations enhanced the NIR reflectance and resistance to fading, washing, and rubbing. 23 The samples were exposed for 72 hours in an SDL-Atlas light fastness measuring instrument. The testing was conducted according to ISO 105 B02 (1989), ISO 105 C10 (2006) and ISO 105-X12 (1993) respectively.
With the advancement of night vision and infrared detection technologies, military camouflage must extend beyond the visible spectrum to include NIR concealment. This study investigates the incorporation of silicon dioxide (SiO₂) and TiO₂ to enhance NIR camouflage properties in fabrics. However, the potential health and safety risks, particularly related to flammability, and the long-term durability of the camouflage, are not well understood. This research aims to address these issues by examining the effectiveness of these materials in providing NIR concealment and evaluating their impact on fabric performance, including colour fastness and spectral reflectance.
In this study, NIR camouflage fabric was developed using reactive dyeing and pigmentation technology. Nanomaterials such as SiO2 and TiO2 were added to the printing paste before it was screen printed on the cotton/polyester beige fabric base. A control sample of camouflage fabric, untreated with SiO₂ and TiO₂ (Non-treated Fabric), was compared with the dyed fabric sample that underwent NIR treatment. The vital goal of this study is to have the fabric’s properties with NIR-absorbing dyes replicate the spectral reflectance of the target background environment. The fabric was analysed in terms of its colours, NIR reflectance and nanoparticle distribution. Subsequently, the quality of both reactive (NIR Fabric - R1) and pigment (NIR Fabric - P1) dyeing was assessed. Samples of each dyeing technique were evaluated for spectral properties and colour retention. Washing cycles up to 20 washes were employed and evaluated against defence specification. 13
There are concerns about the health effects of using nanomaterial coatings, particularly the risks associated with inhaling smoke during fabric combustion.24–26 To address these concerns, it is crucial to evaluate the flammability of the fabric using a cone calorimeter. This method measures key parameters such as heat release rate, effective heat of combustion, smoke generation, and gas emissions, which are essential for assessing both fire safety and the potential health risks from inhalation of combustion products. A cone calorimeter is an essential tool in fire testing, it is utilized to evaluate the flammability of fabrics by quantifying the heat release rate (HRR) of a burning sample through oxygen consumption during combustion. 27 The expected outcome of this study is to enhance the NIR camouflage properties of fabrics by incorporating SiO₂ and TiO₂ into the printing process. The study will also assess the fabric’s flammability, aiming to meet military safety standards and investigate potential health risks associated with nanomaterial coatings, particularly concerning inhalation exposure.
Experimental
Materials
Identification and description of investigated fabrics.

After the base preparation, a rotary printing machine applies a precisely formulated camouflage pattern. In contrast, the non-NIR-treated fabric, serving as a control, underwent the same base preparation and camouflage printing process but lacked the NIR-reflective pigment treatment. Both fabric types were prepared with the Malaysian Army woodland camouflage pattern, dried at 135°C for 7 minutes, and cured at 150°C for 5 minutes to ensure proper fixation. We compare the properties of NIR Fabric and Non-treated Fabric in this study. In order to analyse the effect of printing process on the NIR and colour change, we fabricated NIR Fabric using the same NIR treatment but with different printing techniques:
pigment printing (NIR Fabric - P1) and reactive printing (NIR Fabric - R1) and tested accordingly.
Near-infrared reflectance
The visible-near infrared and near-infrared spectra of each printed sample were recorded on a AvaSpecMini-NIR (Avantes BV, The Netherlands) coupled with AvaLight-HAL-S-Mini2 source. The spectroscopic range covered was 360–1100 nm. The sensor was operated by the AvaSoft eight application on a Windows laptop connected through a cable. Spectra were acquired after calibration with a black reference with the source turned off and then the total reflectance reference with a white standard. The reflectance profile of different samples was further investigated in comparison with the reflectance value of natural object in tropical environment. The NIR reflectance values of this study are based on natural materials in Malaysia’s tropical environment. The values are as follows; blue-black (tree trunk), 5–20 %, green (vegetation), 45–55%; brown (soil/dead leaf), 25–40 %; beige, 60–70 %. Measurements were taken under controlled conditions to ensure accuracy. The effectiveness was evaluated based on how closely the fabric’s reflectance matched natural backgrounds, allowing for a systematic assessment of its near-infrared camouflage performance.
Colour measurement
The colour parameter of camouflage fabric was measured using a DataColour Spectraflash SF600 Konica Minolta CM-36dGV spectrophotometer. The measurements were conducted under testing conditions according to ISO 105-J03:2009 standard test method with a 45°/0° geometry and a large viewing area, utilizing a D65 illuminance with a 10° standard observer at room temperature. The printed samples underwent colorimetric evaluation to determine the colour coordinates based on colour organization systems CIE (L*a*b*) (Commission Internationale de l'Eclairage). The spectrophotometer was calibrated for maximum darkness and lightness using standard black and white references respectively. Colour was measured in three different points and their average value is reported. Colour difference of the samples (ΔE) was determined using equation (1):
where;
Scanning electron microscope (SEM)
The printed fabric surface morphology was observed using a field emission scanning electron spectroscope (FE-SEM) (Joel JSM-7600F). The analysis was performed to observe nanoparticles incorporated in the printed fabric surface by using Energy Dispersive X-ray (EDX).
Flammability test
The burning behaviour of the fabrics was studied using a Cone Calorimeter (FESTEC International Co., Ltd, Korea) following ISO 5660 method. This test was chosen because it is a widely used method to measure flammability and other fire-related properties of materials.26,28 A heat flux of 35 kW/m2 was used for this study. The test generates comprehensive flammability characteristics, including time to ignition (TTI), peak heat release rate (pk-HRR), mass loss rate (MLR) and total heat release (THR). Smoke density test was also conducted to evaluate the smoke produced during fabric burning. The test was conducted based on ASTM E 662 using Smoke Box (FESTEC International Co., Ltd, Korea) equipment. Three specimens, each measuring 100 × 100 mm2, were tested for each sample combination. The test generates comprehensive flammability characteristics, including Time to Ignition (TTI, s), Heat Release Rate (HRR, kW/m2), Peak Heat Release Rate (PHRR, kW/m2), Mass Loss Rate (MLR, g/m2s), Total Heat Release (THR) and carbon dioxide (CO2) and carbon monoxide (CO) yield (kg/kg).
Field trial
Field trials were conducted in a tropical outdoor environment to assess the effectiveness of NIR fabrics compared to Non-treated Fabric. The fabrics were displayed side by side in an area with typical tropical vegetation. The night vision detection capability of the camouflage fabric was evaluated using Thales NELLIE night vision goggles. These goggles are featured with advanced 18 mm Generation 3+ image intensifier tubes, providing high-resolution stereoscopic vision for enhanced depth perception. With a 47° field of view, the goggles can detect targets at distances up to 940 m and recognize them at up to 330 m. Operating within the NIR spectrum (approximately 700 to 1000 nm), these goggles were selected for their ability to assess the fabric’s performance under low-light and NIR conditions effectively. The night vision device and a digital camera were used to capture images of the samples under low-light conditions. These images were then analysed to evaluate the effectiveness of the NIR-treated fabric in reducing detection.
Results and discussion
Colour measurements
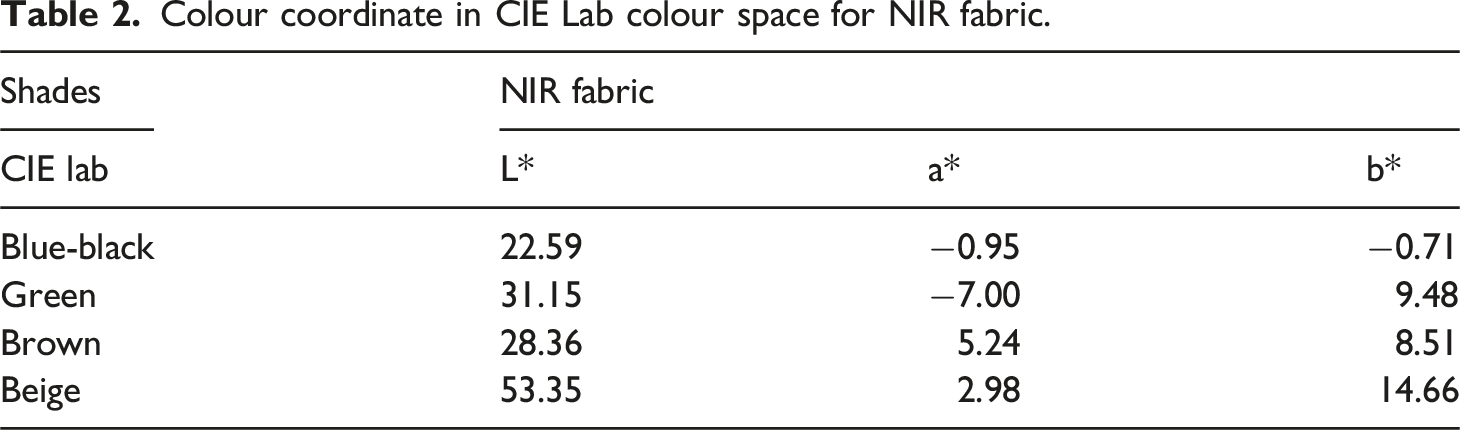
Colour coordinate in CIE Lab colour space for NIR fabric.
SEM
The SEM-EDX analysis was performed to observe the distribution of SiO2 and TiO2 nanoparticles incorporated in the NIR Fabric as compared to Non-treated Fabric. Figures 2–3 presents SEM images and EDX spectrum of the Non-treated Fabric and NIR Fabric. The SEM images at 2500x and 5000x magnification shows that Non-treated Fabric has smooth surface while NIR Fabric formed spotted dispersed nanoparticles on the surface and between the fibre edges. The spotted dispersion indicates the deposition and adsorption of the TiO2 and SiO2 nanoparticles in treated fabric. From the EDX spectrums, the mass norm percentage of NIR Fabric consist of 0.10% and 0.20% of titanium and silicon element respectively. These depicted the adsorption of the TiO2 and SiO2 nanoparticles on the treated fabric. SEM images of Non-treated Fabric: (a) 2500x, (b) 5000x and (c) EDX spectrum. SEM images of NIR Fabric: (a) 2500x, (b) 5000x and (c) EDX spectrum.

Spectral reflectance of camouflage fabric
The reflectance of Non-treated Fabric and NIR Fabric which consist of four colours in digital camouflage pattern namely; blue-black, green, brown and beige and in visible/near-infrared (Vis/NIR) wavelength is presented in Figure 4. This represents a comparison of reflectance values between Non-treated Fabric and NIR Fabric for each individual colour. The reference reflectance values for camouflage printed fabric in NIR range (700 nm–1100 nm) were determined based on the values of surrounding materials such as plant leaves, soil, bark etc. The reference values for the visible spectrum of the surrounding materials were determined as follows, based on previous literature: blue-black 5–20 %, green 45–55%; brown 25–40 %; beige, 60–70 %.
12
Spectral reflectance of Non-treated Fabric and NIR Fabric.
The reflectance value of the Non-treated Fabric was compared with the NIR Fabric. It was found that the spectral response of fabric, specifically its colour shade, varies across different wavelength within the NIR range. These curves give an insight into the spectral characteristics of different objects. Spectral reflectance curve exhibits the “peak-and-valley” configuration. High amount of reflectance of a wavelength from a particular feature may result in peaks in the graph and low reflectance results in a dip or valley in the curve. In other words, the peaks indicate strong reflection of incident energy, and the valleys indicate predominant absorption of the energy in the corresponding wavelength bands. The effectiveness of the camouflage fabric in NIR spectral were first measured with an IR spectrometer for reflectance values and then in the field observation conducted using night vision devices.
These Non-treated Fabric have specific IR reflectance values for each colour caused by IR reflection from different types of colour pigments. The NIR reflectance value of each colour on the fabric was found to be higher than the colour value of the object in a tropical environment as shown in Figure 4. To get the NIR reflectance value of each fabric colour to be the same as the colour of the object in a tropical environment, the ground-based fabric needs to be treated with inorganic nanoparticles. This NIR Fabric can lower the NIR reflectance value. The method and formula of the treatment material are applied until each colour has the required reflection value, which is blue-black 5–20%, brown 25–40%, green 45–55%, brown 25–40%, beige, 60–70%. The treatment results successfully provided the required NIR values. This NIR Fabric helps in reducing the visibility of the fabric for day and night vision devices.
The plateau in NIR Fabric represents the material properties that are uniform across the specified NIR wavelength range. This might be due to the inherent properties of the fibres, dyes, or applied treatments to the fabric. The fabric might have a homogeneous composition and structure that leads to consistent absorption and scattering of light over the wavelength range corresponding to the plateau.
It was observed that for blue-black fabric, the Non-treated Fabric exhibits an increasing reflectance from 700 nm to 1100 nm, starting at a minimum of 14% and reaching a peak of 48% at 1000 nm. In contrast, the NIR Fabric demonstrates a consistently low reflectance, beginning at 4.8% at 700 nm and stabilizing around 8%. This significant reduction in reflectance for the NIR Fabric suggests its superior performance in NIR camouflage. Similarly, for green fabric, the Non-treated Fabric shows a reflectance starting at 10% and peaking at 48% at 1000 nm, while the NIR variant begins at 15% at 700 nm and maintains a near-constant 50% reflectance beyond 800 nm. Brown fabric, designed to mimic soil and trees, reveals that the Non-treated Fabric samples has a reflectance starting at 26% and peaking at 78% at 1000 nm. Conversely, the NIR Fabric starts at 10% at 700 nm and remains constant at 24% over 800 nm, indicating a substantial reduction in reflectance and improved concealment. For beige fabric, the Non-treated Fabric shows a reflectance curve starting at 45% and peaking at 73% at 1000 nm, whereas the NIR Fabric starts at 58% at 700 nm and remains constant at 74%. Overall, the NIR fabric meets the required reflectance values and exhibits spectral reflectance curves that closely align with those of a four-colour disruptively patterned printed textile, utilizing khaki (60 ± 5%), green (45 ± 5%), brown (<25%), and black (<10%) colourants, as reported by Scot. 32
The spectral reflectance of the fabrics is influenced by material characteristics, including material composition, fabric structure, surface texture, and weave density. The reflectance properties of camouflage fabrics in the NIR spectrum are strongly influenced by the composition of the base fabric. Polyester-cotton blends, widely used in military applications, combine the high reflectance of polyester with the moderate reflectance of cotton, resulting in tailored NIR properties. Although this study focuses on polyester-cotton fabrics, which are commonly used in tropical environments, other fabric compositions may exhibit unique reflectance characteristics due to differences in fibre structure, surface texture, and dye affinity. 33 In term printing, the use of carbon black nanoparticles in printing formulations was found to adjust the NIR reflectance of samples. 34
Field trial
The field test was conducted to evaluate the effectiveness of camouflage fabric by using night vision goggles. Figure 5 shows night vision image of the Non-treated Fabric and NIR Fabric in tropical forest environment. The image shows that the NIR Fabric exhibits superior blending with the background compared to Non-treated Fabric. The NIR Fabric successfully mimicked the reflectance profile of green leaves and natural foliage. In terms of spectral reflectance, the profile of the developed fabric is consistent with that of green leaves and other materials in the background.
13
Night vision image of Non-treated Fabric (C) and NIR Fabric (S) in tropical forest background.
Burning behaviour
Flammability data of non-treated fabric and NIR fabric.

Time-to-Ignition (TTI) data assists in the optimization of formulations to improve fire resistance during the research and development of novel materials. It offers insight into how modifications to the structure or composition of materials impact ignition behaviour. TTI offers useful data on how quickly a material ignites in the presence of heat flux. When evaluating the potential fire hazard of materials, this early warning is essential. Higher flammability is indicated by materials with shorter TTI values, which ignite more quickly. TTI values for the investigated fabrics are presented in Table 3. It shows that the TTI for the NIR Fabric is shorter (12.0 s) compared to the Non-treated Fabric (21.5 s). The flame retardancy of SiO2 and TiO2 treated fabrics should be improved. 35 However, under high-temperature conditions, TiO2 may act as a combustion catalyst, especially when applied directly on the fabric surface, potentially increasing flammability. 36 This catalytic effect lowers the ignition temperature of the material, causing it to ignite more quickly when exposed to heat flux in the cone calorimeter test. As a result, the TTI decreases. This duality underscores the need for further detailed research to understand and mitigate TiO₂'s catalytic effects in fabric flammability.
The HRR refers to the rate at which heat is released from a material when it is exposed to a controlled heat flux. This test is widely used to evaluate the fire behaviour of materials and is conducted according to standards such as ISO 5660. HRR data provides critical insights into the fire growth potential of materials. Materials with higher HRR values release more heat energy during combustion, which can lead to faster fire spread and escalation. HRR allows for comparisons between different materials or formulations. It helps in assessing the effectiveness of flame retardants, coatings, or other fire protection measures in reducing the heat release and improving fire safety.
As illustrated in Figure 6, the HRR of the samples started as they ignited and continued to the maximum value known as PHRR. Based on the results, the NIR Fabric ignited faster compared to the Non-treated Fabric. However, the samples produce an almost similar amount of energy measured in term of PHRR and THR. It shows that the presence of additives TiO2 and SiO2 has no significant difference towards the PHRR of the fabrics. Heat release rate (HRR) of non-treated fabric and NIR fabric.
From Table 3, the PHRR for the NIR Fabric is higher (135.81 kW/m2) compared to the Non-treated Fabric (129.18 kW/m2). This phenomenon occurs due to the presence of TiO2 and SiO2 as additive in the NIR Fabric which exert a catalytic effect on the fabrics. The nanoparticles can act as catalysts, promoting combustion reactions at lower temperatures. This catalytic effect may potentially increase PHRR by accelerating the burning process.
THR in a cone calorimeter test refers to the total amount of heat energy released by a material over the entire duration of the test when exposed to a controlled heat flux. The THR is calculated by integrating the heat flux data over the entire duration of the test. This provides a cumulative measure of the total heat energy released by the material during its combustion process. THR data provides insights into the overall fire behaviour of materials. It reflects the total heat output generated during combustion, which contributes to fire growth, intensity, and potential for fire spread.
Based on Table 3, the THR of the NIR Fabric is greater THR (7.35 MJ/m2) compared to the Non-treated Fabric (6.55 MJ/m2). A greater THR typically indicates a higher potential for fire intensity and more severe fire behaviour of a material, underscoring the importance of reducing THR through effective fire protection measures and material selection. Based on this study, the presence of TiO2 and SiO2 nanoparticles can affect the thermal behaviour of the fabrics as they may influence heat transfer, combustion dynamics, and overall energy released during a fire test.
Average mass loss rate (Av MLR) in a cone calorimeter test refers to the rate at which a material loses mass due to combustion or decomposition when exposed to controlled radiant heat flux. A higher Av MLR indicates that the material is losing mass more quickly, which correlates with faster combustion or decomposition rates. Av MLR provides insights into how rapidly a material burns or decomposes under specific fire conditions. Materials with higher Av MLR values tend to have faster rates of fuel consumption during a fire. Based on this study, the Non-treated Fabric and NIR Fabric have almost the same value of Av MLR. This finding shows that there is no significant effect between the treated sample and the controlled sample, although additives were included in the NIR fabric.
In a cone calorimeter test, the yield of CO2 and CO are important parameters measured during the combustion of materials. During the cone calorimeter test, gases produced by the combustion of the material are sampled and analysed.
This analysis typically includes measuring the concentrations of CO2 and CO in the gases emitted from the burning material. CO2 is a by-product of complete combustion, whereas CO, a toxic emission of fabric, is produced during incomplete combustion.
37
The yield of these gases provides insights into the combustion efficiency and fire behaviour of the material being tested. Figures 7 and 8 show the CO and CO2 production for the NIR Fabric and Non-treated Fabric, respectively. CO production rate of NIR Fabric and Non-treated Fabric. CO2 production rate of NIR Fabric and Non-treated Fabric.
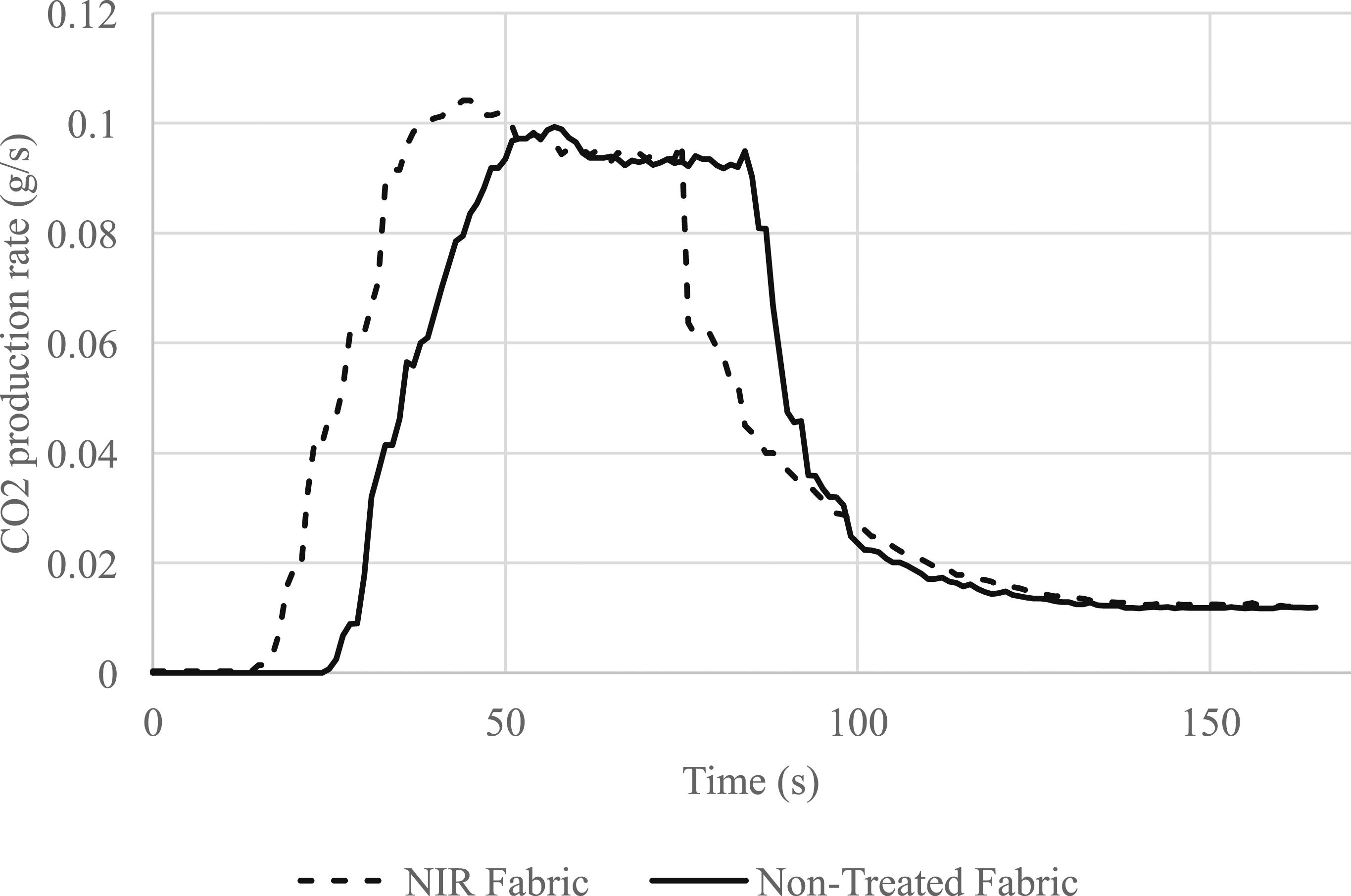
Based on Figure 7, the value of CO production rate increases throughout the testing period. Meanwhile, based on Figure 8, the value of CO2 production rate initially increases until reaching its maximum value (complete combustion) before decreasing towards the end of this test. Materials with lower CO emissions and higher CO2 yields are generally considered less hazardous in fire scenarios. Regarding wearer safety, future studies on cytotoxicity should be prioritised. 38
Effect of repeated washing on spectral reflectance of NIR camouflage fabric
Fabrics are typically exposed to external influences such as washing, heat, abrasion and UV light. Repeated washing is a primary factor affecting these materials, causing changes in physical characteristics, particularly colour change and NIR reflectance properties.12,39 Figure 9 illustrates the spectral reflectance of individual camouflage colours in NIR Fabric after 10 and 20 washes. The reflectance values in the NIR range for blue-black gradually increase from 10 washes to 20 washes. Green reflectance values in the NIR range exhibit an almost similar increase after 10 and 20 washes. This could be attributed to the strong penetration of TiO2 and SiO2 nanoparticles into the fibre surface, enhancing durability and preserving the concealment performance of the NIR Fabric. Spectral reflectance of NIR Fabric after repeated washing.
The increase in NIR reflectance for certain colour variants after repeated washing underscores the complex interplay between fabric treatments and dye chemistry. Washing removes TiO₂, which reduces NIR reflectance and potentially compromises camouflage performance. SiO₂, which acts as a binder for dyes and TiO₂, influences surface roughness; its removal further alters the fabric’s texture (as shown in Figure 10). and reflectance Post-washing EDX spectra (Figure 11) confirm the loss of Ti and Si, linking these changes to the observed spectral variations. These findings highlight the need for more durable dye-coating systems to ensure consistent performance in real-world conditions. SEM image of NIR Fabric after 20 washes. EDX spectra of NIR Fabric after 20 washes.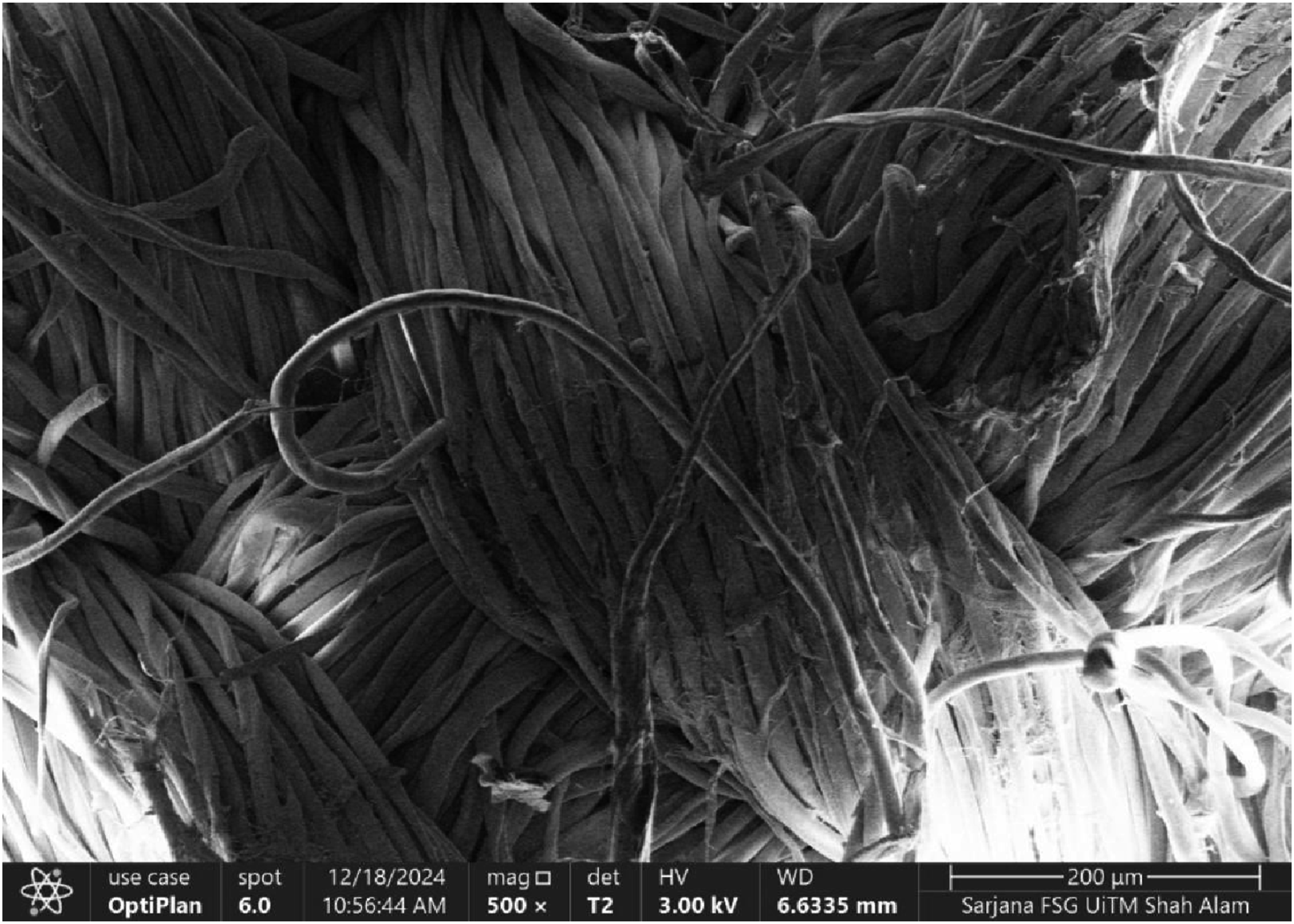

Effect of washing on colour measurement of NIR camouflage fabric
In this study, NIR camouflage was developed using pigment dye. Figure 12 illustrates the ΔE values of four camouflage colours. After 10 washes, the highest ΔE values were observed for brown, blue-black, green, and beige colours. This trend continued after 20 washes, with final ΔE values recorded were 4.3 for brown, 3.9 for blue-black, 3.3 for green, and 3.2 for beige. According to Malaysian military standards, the maximum allowable colour difference is ≤ 2.0. Therefore, the observed ΔE values for all colours exceed the permissible limits, indicating inadequate colour stability of the pigment-dyed NIR camouflage to meet defence standards. The incorporation of SiO₂ and TiO₂ in fabric treatments impacts the optical properties of textiles, including their visible colour stability. However, repeated washing can alter these effects due to the loss of coating particles and surface degradation. The removal of these materials can lead to decreased L* values and shifts in chromaticity (a*, b*). TiO₂, known for its whiteness and high refractive index, enhances fabric brightness. As TiO₂ is gradually removed, the fabric’s colour may become duller. Additionally, the erosion of SiO₂ coatings exposes dyes to environmental factors, further reducing colour stability. This is evident in the post-washed samples, which show decreased in L* values and shifts along the a* and b* axes. Colour measurement of NIR Fabric after repeated washing.
Effect of dyeing process on spectral reflectance and colour measurements
To investigate the effect of dyeing on the spectral reflectance of printed fabric in NIR range, we fabricated NIR camouflage fabric using the same printing formula but with different dyeing techniques: pigment dye (NIR Fabric - P1) and reactive dye (NIR Fabric - R1). Figures 13 and 14 presents the reflectance of the NIR Fabric - P1 and NIR Fabric - R1 in the NIR wavelength range, respectively. At 700 nm, the NIR Fabric - P1 initially exhibits the highest reflectance in the beige, ranging from 60% to 77%, followed by brown (15%–39%), green (15%–54%), and blue-black (6%–19%). After 20 washes, the reflectance values for the NIR Fabric - P1, at 700 nm, shifted to beige (58%–89%), green (22%–69%), brown (17%–55%), and blue-black (9%–34%). In comparison, the NIR Fabric - R1 initially showed the highest reflectance in the beige colour at 53%, followed by green (23%), brown (12%), and blue-black (7%). After 20 washes, the reflectance values for NIR Fabric - R1, at 700 nm, changed to beige (54%), green (22%), brown (16%), and blue-black (10%). Based on this analysis, the NIR Fabric - R1 demonstrates superior NIR camouflage effectiveness due to its lower and more stable reflectance values across the beige, green, brown, and blue-black colours, both initially and after 20 washes. This stability suggests that NIR Fabric - R1 is better suited for environments requiring consistent and effective NIR camouflage. Sample NIR Fabric - P1 before and after 20 washes. Sample NIR Fabric - R1 before and after 20 washes.

Colour measurement after 20 repeated washings of pigment dye (NIR Fabric - P1) and reactive dye (NIR Fabric - R1) fabrics was also evaluated using the CIE Lab colour space and reported in Figures 15 and 16. The results indicated that both samples exhibited the highest ΔE values in the brown colour, with the NIR Fabric - P1 showing a ΔE of 4.4 and the NIR Fabric - R1, ΔE of 6.3. For the blue-black colour, the NIR Fabric - P1 recorded a ΔE of 2.0 after 10 washes, increasing to 3.9 after 20 washes, a trend also observed in the NIR Fabric - R1. For the green and beige colours, the NIR Fabric - P1 exhibited a maximum ΔE of 3.0, while NIR Fabric - R1 recorded ΔE values of 3.2 and 3.5 for green and beige, respectively. These results suggest that the NIR Fabric - R1 undergoes more significant colour changes than the NIR Fabric - P1, particularly in the brown colour, indicating potentially lower colour stability under repeated washing which means it is less stable and more prone to noticeable changes after repeated washing. Significant colour changes can impact the camouflage effectiveness of the fabric. Consistent colour after multiple washes is crucial for maintaining the camouflage properties, as noticeable colour shifts can make the fabric more detectable. Colour measurement of NIR Fabric - P1fabrics before and after repeated washing. Colour measurement of NIR Fabric - R1 fabrics before and after repeated washing.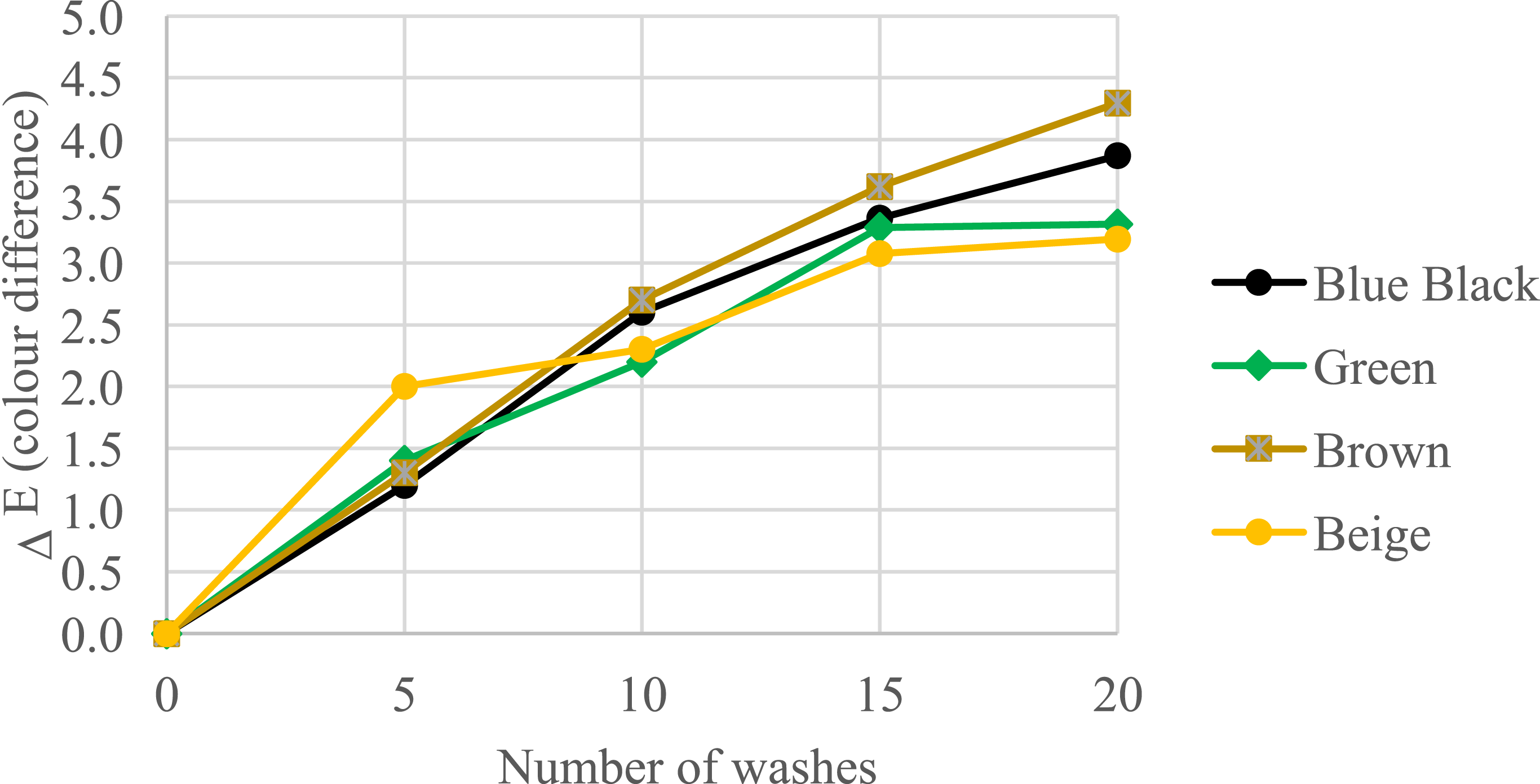

Conclusion
In conclusion, this study demonstrates that SiO2 and TiO2 nanoparticles are effective in enhancing the NIR camouflage properties of fabrics. The field trials confirmed the superior blending of NIR-treated fabrics with natural foliage when viewed through night vision goggles. flammability remains a challenge, with both SiO2 and TiO2-treated fabrics showed higher flammability than untreated fabrics. Despite these advances, challenges remain in addressing colour stability and flammability. TiO2-treated fabrics exhibited a 15% increase in ignition temperature, which is a promising finding for improving fabric safety in military applications. These results provide valuable insights into enhancing NIR camouflage technology, offering a foundation for future improvements in fabric performance and safety under operational conditions. Reactive dye-printed fabrics exhibited superior NIR camouflage retention, with a 20% improvement in spectral reflectance retention after 20 wash cycles compared to pigment prints. However, pigment-printed fabrics excel in colour stability, making them more suitable for applications where visible camouflage is a priority. The research highlights that the dyeing method significantly affects the fabric’s overall performance in terms of both NIR camouflage and colour stability. Further research into mitigating these risks while enhancing camouflage effectiveness is essential. The findings offer a promising direction for advancing NIR camouflage technologies for military applications.
Footnotes
Acknowledgments
The authors would like to thank the technical staff at the laboratories of STRIDE for their technical support and assistance with the experiments.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Government of Malaysia through the grant Ref. P60012000120007 (Penbangunan Smart Fabric).