
Abstract
Natural fiber-reinforced polymer composites have gained attention due to their biodegradability, lower density and cost-effectiveness. In this study, the impact strength of banana fibre, coir fibre, palm fibre powder, individually used with hexagonal Boron Nitride (h-BN) particles in the epoxy polymer composites, is studied. The Response Surface Methodology (RSM), based on a Box-Behnken design, helps to analyze the effects of h-BN content (wt. %), fiber content (wt. %) and type of fibers on impact strength. The Izod test is carried out to find the impact strength of each sample. ANOVA and regression equations are used to examine the result. It is noticed that the impact strength of the composite is improved with a rise in h-BN and fiber content (wt. %). It is also concluded that the optimum composition is 3.95 wt. % of h-BN and 5 wt. % of palm fiber content exhibits the highest impact strength of 0.32 kJ/m2. A confirmation test is also conducted to confirm the same. The findings demonstrate that the mechanical properties of the epoxy-palm fiber composite are affected by the properties of palm fiber. The morphological studies shows superior interfacial bonding between the matrix and fiber and also uniform distribution of the reinforcement particle helps in improving the mechanical properties of the materials.
Highlights
• The effect of natural fibers and h-BN reinforced epoxy composites.
• Box-Behnken Design is used to evaluate the impact strength.
• Morphological studies of the fiber-reinforced composite are also carried out.
Introduction
Natural fibers are increasingly investigated as sustainable alternatives for composites due to their renewability, biodegradability and cost-effectiveness. Their lightweight nature and good mechanical properties make them suitable for industries like automotive and construction, where efficiency and environmental impact are prioritized. Additionally, using natural fibers supports local agriculture and reduces waste, aligning with sustainability goals while maintaining performance standards in diverse applications.
Obele and Ishidi 1 attempted to manufacture a safety helmet. It was found that the sample consisting of coir fiber of 30 wt. % has the highest impact strength of 26.43 kJ/m2 which is suitable for fabricating helmets. These values are comparable to conventional materials like polycarbonate (PC) and acrylonitrile butadiene styrene (ABS), commonly used in helmet manufacturing. Singh et al. 2 investigated the behaviour of coir fiber/woven-carbon fiber composites fabricated by vacuum bagging technique and observed that alkali-treated samples showed better impact strength when compared to untreated samples. The result showed that 30 wt. % Coir-fiber content exhibits a maximum impact strength of 0.242 kJ/m2. Prasad et al. 3 investigated the energy absorption capability of coir polyester composites through impact testing. It was determined that the impact strength of coir polyester composites is significantly influenced by the thickness and fiber volume fraction.
Date palm fiber-reinforced epoxy materials were studied by Supian et al. 4 for their physicomechanical characteristics. Palm/bamboo fiber-reinforced epoxy composites have an impact strength value of 12.09 kJ/m2 making them appropriate for non-structural and semi-structural applications. The physical performance of composites reinforced with sugar palm fiber was investigated by Rashid et al. 5 It was observed that 30 wt. % reinforcement of palm fiber has better mechanical properties with impact strength being 4.12 kJ/m2. The tension and impact characteristics of composites, constructed from the oil palm fiber (OPF) obtained from the plantation’s scraps and debris, were compared by Nordin et al. 6 The findings demonstrated that fiber loading at 25 wt. % provided improved stress characteristics than fiber loaded at 10 wt. %. Ali et al. 7 examined the impact properties of recycled polymer composites and date palm fibers (DPF) with different lengths and weight ratios. The results showed that the hardness and impact strength are increased with the addition of DPF. Ghori et al. 8 studied the physical and microstructural characteristics of kenaf and Date Palm Fiber (DPF) hybrid material composites. The study concluded that the ratio of DPF and kenaf fibers is essential to improve the mechanical properties. Pradeep and Dhas 9 prepared samples of palm fiber and coir fiber with polyester resin and tested their mechanical properties. It was observed that palm fiber-based composite is cheaper, lightweight and has high impact strength for automobile applications. Eslami-Farsani 10 investigated the effect of date palm fiber (DPF) incorporation on the mechanical properties of polypropylene (PP)/ethylene-propylene-diene monomer (EPDM) composites. It was observed that the incorporation of DPF fibers increased the tensile and bending strengths but decreased the impact strength. Ahmed et al. 11 investigated the impact of palm oil fiber on mechanical properties. It was observed that with the addition of 3% palm fiber resulted in an increase of impact strength by 3.2% when compared to 0% palm fiber presence. Iliyasu et al. 12 investigated the impact of deleb palm fiber on epoxy resin composite material. It was found that the impact energy of the deleb palm fiber was in the range of 0.738 kJ/m2 to 1.23 kJ/m2 due to the better microfibrillar property of the palm fiber. Al-Oraimi and Seibi et al. 13 investigated the mechanical properties of concrete reinforced with glass and palm fibers. It was observed that the addition of palm fiber to the concrete improved its mechanical properties and impact resistance. The highest impact resistance was observed to be 1.29 kJ/m2.
Ramesh et al. 14 deployed banana fiber as a reinforcing material with an epoxy matrix. According to their experimental analysis, composite materials made of 50 wt. % banana fiber and 50 wt. % epoxy resin would bear the highest loads and can be utilised as an alternative to traditional fiber-reinforced polymer composites. Karthick et al. 15 examined banana fiber-reinforced hybrid epoxy composites’ mechanical properties. It was found that the composite specimen with 10 mm fiber length and 15% fiber loading exhibited the best mechanical properties while the specimen with 15 mm length and 20% fiber loading provided the highest impact strength of 2.66 kJ/m2. Boopalan et al. 16 prepared samples of banana and jute fiber epoxy hybrid material composites of different weight ratios. It was observed that the highest impact strength of 18.23 kJ/m2 was predicted from a 50-50 wt ratio of banana and jute fiber composite. Nguyen and Nguyen 17 investigated the mechanical properties of banana fiber reinforced polylactic acid (PLA) composites. It was observed that the best results are obtained with 20% banana fiber content with a tensile strength of 52.57 MPa, flexural strength of 70.35 MPa, impact strength of 155.45 kJ/m2 and hardness of 23.8 HV. Prashanth et al. 18 used jute and banana fibers to make hybrid composites by embedding them in phenol-formaldehyde resin using the hot press method. It was observed that changing the fiber orientations has a significant impact on reducing the mechanical properties of the composites.
Stalin et al. 19 used Polyalthia longifolia seed as fillers for vinyl hybrid composite materials with wt. % of filler ranging from 5% to 50%. It was observed that up to 35% wt. of filler, the physical characteristics like flexural (FS) and impact strengths (IS) were majorly influenced. The highest IS of 31.09 kJ/m2 was observed for the sample with 25 wt. % of filler materials. Ramnath et al. 20 used the jute and banana fibers combined with glass fibers to create mixed organic composites utilising the manual lamination method. It was concluded that hybridizing the composite with jute and banana fibers improved the mechanical properties of the composites, especially the impact resistance.
Abidin et al. 21 analysed the results of the Charpy impact test and Izod impact test. It was observed that short fiber (Kenaf, Bamboo) natural composites, having a fiber loading range of 10–30 %, are best when compared to composites having other fiber loading %.
Integrating hexagonal boron nitride (h-BN) into natural fiber reinforced composites improves thermal management, mechanical strength, and durability. The superior electrical insulation and thermal conductivity of h-BN are combined with the affordability, lightweight nature and environmental friendliness of natural fibers to create a synergistic combination. As a reinforcing phase, h-BN keeps the natural fibers’ properties of biodegradability and renewability while enhancing the composite’s resistance to heat and wear. 22 Gopalan et al. 23 fabricated the composites used in the electronics, automotive and aerospace industries where there is a growing need for materials that are strong, lightweight and ecologically friendly. Manufacturers can create components with better performance characteristics and contribute to greener manufacturing processes by incorporating h-BN into natural fiber composites. The study investigated the tensile, flexural and vibrational behaviours of vinyl ester composites reinforced with woven kenaf and glass fibers, with the addition of h-BN particles. The tensile strength of the composites was marginally reduced with an increase in h-BN particles. 23 The use of coir fiber and hexagonal boron nitride in reinforced polymer composites highlights their potential for enhancing mechanical properties and sustainability.24,25 Zheng et al. 26 studied the combination of hexagonal boron nitride and copper particles reinforced along with carbon fiber in epoxy by utilizing electrophoretic deposition to maximize the thermal conductivity of the reinforced composite. The results observed that as the deposition time increased, the thermal conductivity also increased. Wang et al. 27 investigated 25 samples of epoxy/BN composite having high thermal conductivity and ample dielectric breakdown strength using a hot press method. To enhance thermal conductivity, the surfaces of a few samples are treated with ethanol or water by reflux method offering 2.91 Wm−1-K−1 thermal conductivity with h-BN and 3.95 Wm−1-K−1 with cubic boron nitride (c-BN). Agarwal et al. 28 fabricated surface-modified h-BN and short sisal fiber reinforced in the epoxy matrix using the hand lay-up method. The authors concluded that thermal conductivity increases with an increase in h-BN content. Hence, the usage of hybrid filler as reinforcement in epoxy improves the overall mechanical and thermal properties of the developed material. Khalid et al. 29 discussed the mechanical properties of natural fiber-reinforced polymer composites, including pineapple leaf fiber reinforced polylactic acid composites and coconut fiber modified green composites. The fractured tensile specimens indicated that more pull out of jute fabric in high jute weight percentage composites was the leading cause of its lower tensile strength.
The interface region between the fibre and the matrix has been recognised to play a predominant role in governing the global material behaviour. The interface in composites, often considered as an intermediate region formed due to the bonding of the fibre and matrix, is in fact a zone of compositional, structural and property gradients, typically varying in width from a single atom layer to micrometers. There is a close relationship between the processes occur on the atomic, microscopic and macroscopic levels at the interface. Various modification techniques, such as alkali treatment, are discussed for improving the interfacial bonding between plant fibres and polymer matrices, addressing issues like hydrophilicity and compatibility. 30 Poor compatibility between the fiber and polymer can lead to weak interfacial bonding, adversely affecting composite quality; thus, various modification techniques such as chemical treatments (e.g., alkali, silane), physical treatments (e.g., plasma treatment) and the incorporation of nanoparticles are employed to enhance bonding characteristics. Studies have shown that optimizing these interfacial interactions can significantly improve properties such as tensile strength, moisture absorption and thermal stability of the composites, making them competitive alternatives to traditional glass fiber composites due to their biodegradability and lower density. 31
From the literature survey, it is concluded that the composite material with a banana, coir, or palm powder with h-BN particles in the epoxy matrix has not been reported using statistical techniques pertaining to impact strength investigations. This prompted us to investigate the impact strength of coir, palm, banana fibers and hexagonal boron nitride-reinforced epoxy composites by performing an impact test. In this study, Box-Behnken response surface design is used to investigate the impact behaviour of banana fibre, coir fibre, palm fibre and h-BN reinforced epoxy composites. The influences of parameters such as wt. % of h-BN, wt. % of fibers and type of fiber on impact strength are investigated.
Materials and methodology
Raw materials
Raw banana fibre, coir fibre and palm fibre used as reinforcing material, are purchased from Go Green product, Chennai, India and grinded into a fine powder (150 Micron size). The chemicals used for the fabrication of samples such as epoxy LY556 (as matrix) with hardener (HY 951) and h-BN (5-micron size) are purchased from Herenba Instruments & Engineers, located in Chennai, India.
Fabrication of mould
All 15 samples subjected to the Izod Impact test are prepared as per ASTM ISO180 (standards of dimensions 80*10*4 mm3). Also, the methodology for the fabrication is shown in Figure 1. Methology for fabrication process.
The hand layup technique is utilized to fabricate composite material samples comprising banana fibre, coir fibre and palm fibre and h-BN fillers. Figure 3 delineates the gradual steps meant for sample fabrication. The next phase involves incorporating filler (h-BN) with various fibres into the epoxy resin matrix, following the BBD methodology. For each experimental run, epoxy composites are prepared by varying the h-BN (A), weight of fibre (B) and type of fibre (C) according to the design matrix. This mixture is ultrasonicated for 30 min to achieve uniform density and distribution. A consistent 10:1 wt. ratio between the resin and hardener is maintained across all models. Subsequently, a silicone rubber mould is prepared with suitable tolerance. The fiber/filler blend is poured into this mould and left at room temperature for 24 h, resulting in impact size fibre/filler composites. These sample composites-based BBD variables are prepared and methodology is as shown Figure 2. Methodology for fabrication.
Experimental design by Box-Behnken design (BBD)
Design of experiments (DOE) is a technique used to study, interpret and understand the influence that each variant of a given mixture/compound can have on the overall performance/behaviour. In this study, Box-Behnken design (BBD) is used where the plots (15 numbers) on a cube are used to determine the constituents of different samples which can be seen in Figure 3. The experimental design, consisted of 15 runs, including three replicates of center points, is to ensure an appropriate quadratic response surface and experimental error estimation. Each run represents a unique combination of the input parameters at different levels. Each component is systematically modified to evaluate both the individual and combined impacts and the arrangement of the design facilitates an efficient exploration of the effects of these parameters on the dielectric constant. Several centre points are included in the design to ensure an appropriate quadratic response surface and experimental error estimation. Each row in Table 2 represents a unique experimental run by varying the h-BN, types of fibers (banana fibre, coir fibre and palm fibre) and fiber wt. % at different levels according to the experimental design. BBD box.
Variables and codes preferred for Box–Behnken design.

In this study, the different constituents that make up the composite are h-BN, fibers (banana fibre, coir fibre and palm fibre). As per Table 1, wt. % of fibers and h-BN are used as 1 wt. %, 3 wt. %, and 5 wt. % to prepare the samples.
Sample fabrication
Box-Behnken design.

The sample preparation phase starts first with the mixing of h-BN and fibers with epoxy as per the BBD table. After this stage, the pouring of hardener is carried out. Then the composite is poured into a mould. This prepared composite is then allowed to solidify for the next 24 hrs at ambient temperature. Once it solidifies, the sample is removed from the mould. Fifteen samples are made using the mould as shown in the Figure 4. Fabricated samples.
Izod Impact test
Impact energy and strength of the prepared composites.


Standard deviation of impact strength.
Results and discussions
Experimental result of impact strength
The samples are subjected to an Izod impact test and impact energy values are presented in Table 3. The impact energy values are then divided by the area of the specimen (where the hammer hits) to get the impact strength of the specimen. The highest impact strength of 0.31 kJ/m2 is observed for the combination of 3 wt. % h-BN and 5 wt. % of palm fiber. The lowest impact strength of 0.15 kJ/m2 is observed for the combination of 1 wt. % h-BN and 1 wt. % of coir fiber.
The impact strength data of powder-form epoxy composites reinforced with Banana fibre, Coir fibre, Palm fibre and h-BN suggests a complex interplay between the mechanical properties that are ultimately obtained from the composite components. With a composition of 3 wt. % h-BN and 5 wt% palm fiber, for example, S07 high impact strength (0.31 kJ/m2) suggests a synergistic effect, where the robustness of palm fibers is possible because of their higher lignin content and stiffness complementing the layered structure of h-BN, improving energy absorption and distribution upon impact.32,33 Reduced impact strengths (0.16 and 0.15 kJ/m2) are seen in samples with reduced h-BN content, such as S02 and S04, confirming the theory that h-BN increases matrix toughness. 34 Furthermore, the increased impact strength seen in samples with higher fiber content (S05 with 5 wt. % coir fiber at 0.27 kJ/m2) may be attributable to the high toughness and energy-absorbing properties of coir fibers. 35 This tendency does not, however, apply to S15, which has a lower impact strength (0.19 kJ/m2) despite containing 5 wt. % of coir fiber. This suggests that, in addition to fiber content, these additional factors (fiber aspect ratio, alignment and the quality of fiber dispersion within the matrix) may significantly influence impact strength. 36 Furthermore, the impact resistance is highly influenced by the interfacial bonding between the fiber and the matrix, which is affected by the fiber surface properties and the presence of h-BN. Inadequate interfacial adhesion can result in energy concentration at the fiber ends and initiate failure mechanisms. 37 A possible explanation for the observed variations, including the higher impact strength of S11 (0.28 kJ/m2) with only 1 wt. % h-BN and 3 wt. % palm fiber, is the unique microstructural arrangement and the chemical interactions at the fiber-matrix interface, which can play a crucial role in dissipating the impact energy. 38 A detailed analysis of these composite microstructures and interfacial properties is needed to better predict and improve their impact performance in practical applications. The data suggests that optimizing the balance between h-BN content, fiber type and fiber volume is crucial for improving impact strength.
Further to study the relation between the input parameters and the response, the ANOVA (analysis of variance) method is implemented. This method helps to identify relationships from three or more groups of data between dependent and independent variables. In our case, the impact strength value is the dependent variable and h-BN wt. %, fiber wt. % and type of fiber are independent variables.
The influences of input parameters on response parameters are obtained with the help of Minitab software in the form of a regression equation by considering wt. % of h-BN, wt. % of fiber and type of fiber as input parameters and impact value as a response. The regression equation is presented in equation (1).
Comparison of experimental and regression impact strength values.

It appears that the given table analyzes the impact strength of different composite materials, classified according to the quantity of hexagonal boron nitride (h-BN) and fibers utilized, as well as the type of fiber included. The sample with the highest impact strength, S07, had 3 wt. % h-BN and 5 wt. % palm fiber, measuring 0.31 kJ/m2. The correlation indicates that while fibers and h-BN both contribute to impact strength, fiber type matters most. As evidenced by the strongest samples (S07) and sample S11, which has an impact strength of 0.28 kJ/m2 attributable to palm fiber despite having a lower h-BN content, palm fiber continuously exhibits better impact strength. This may be because of the inherent structural characteristics of palm fibers, which include their stiffness and high cellulose content and their ability to efficiently absorb and release energy upon impact. 39 The impact strength varies with different types of fiber, suggesting that the type and content of the fiber can be changed to customize the mechanical performance of composites. It is important to remember that h-BN is well-known for its lubricating qualities. While it may not directly increase impact strength, it may have an impact on how stress and energy are distributed throughout the matrix. 40 A multiscale analysis that considers the interactions between h-BN, fibers and the matrix at the molecular and macroscopic levels would be necessary to completely comprehend the behaviours of the materials. 41 This kind of analysis would shed light on the part that each component plays in the overall mechanical performance of the composite, which would be helpful in the process of designing materials that are more resistant to damage.
Main effect plot for impact strength value
The main effect plot gives mean response values at each level of independent parameters. This plot is used to study the relative influence of each factor i.e. h-BN wt. %, fiber wt. % and type of fiber individually on the dependent parameter i.e. impact strength value.
From Figure 6, one can infer that with an increase in the presence of h-BN wt. %, the impact value seems to increase. Similar trends are observed concerning fiber wt. %. In the case of a type of fiber, banana fiber seems to have less impact strength and palm fiber is the highest with coir in-between. Main effect plots for impact strength.
Surface plot of impact strength value
The surface plot depicts the influence of two independent variables together on the dependent variable.
In Figure 7, surface plots with h-BN wt. % and fiber wt. % as independent variables are shown. One can observe that the large area of the surface plot is dominated by an average value of the impact strength when fiber wt. % varies from 3 to 3.5% and h-BN wt. % from 1 to 5%. The highest impact strength can be obtained by maintaining the wt. % of both fiber and h-BN between 4 and 5%. Surface plot of impact strength versus fiber wt. %, h-BN wt. %.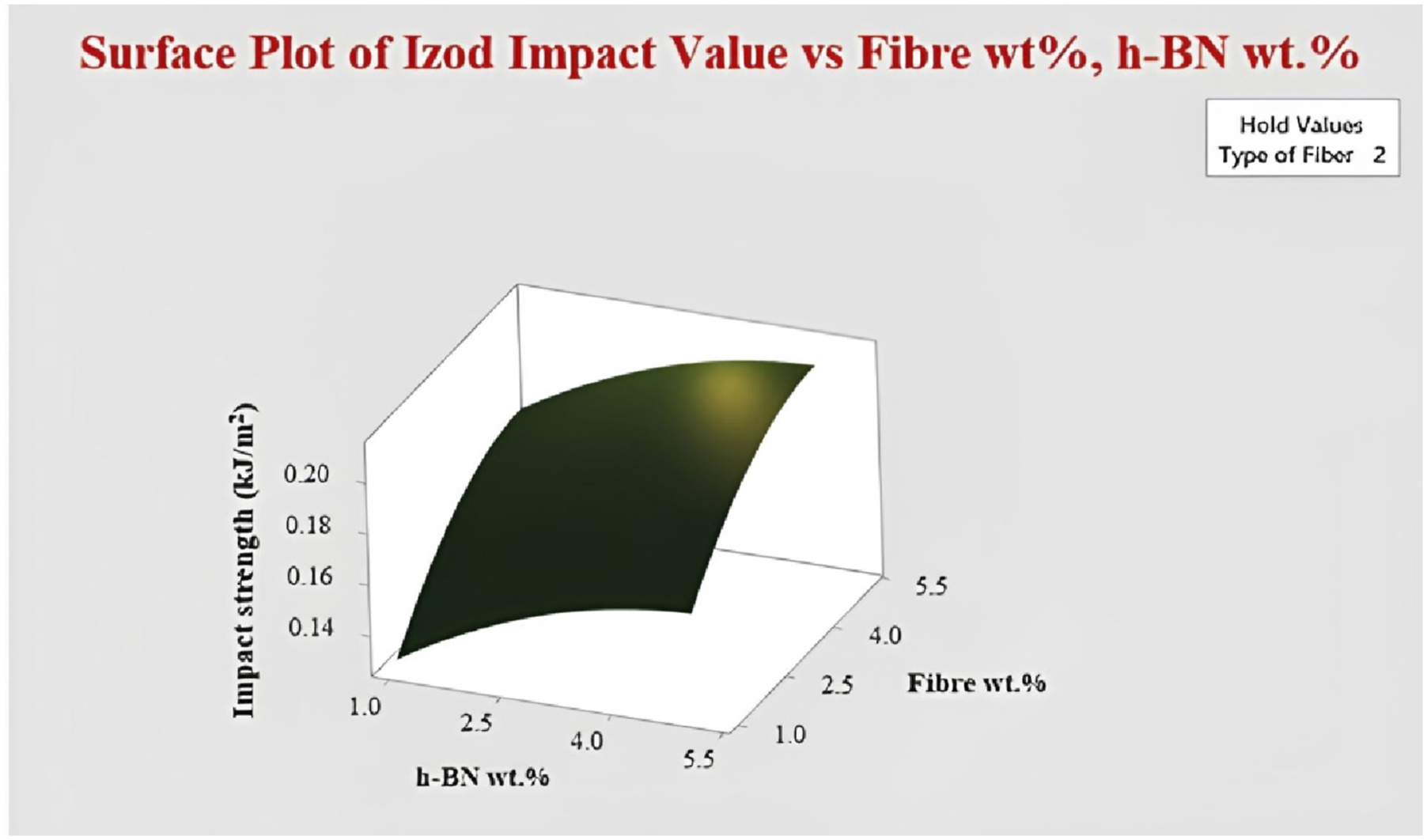
Figure 8 shows the surface plot with fiber wt. % and type of fiber as independent variables. It is observed that the impact value increases with an increase in the presence of fiber wt. % as the fiber type changes from banana fiber to palm with coir in-between. When banana fiber is used, the impact value is almost constant. Considering coir fiber, the impact value seems to have an average value with an increase in the presence of fiber wt. % while for palm fiber, the impact value increases with an increase in the presence of fiber wt. %. Surface plot of impact strength versus type of fiber, fiber wt. %.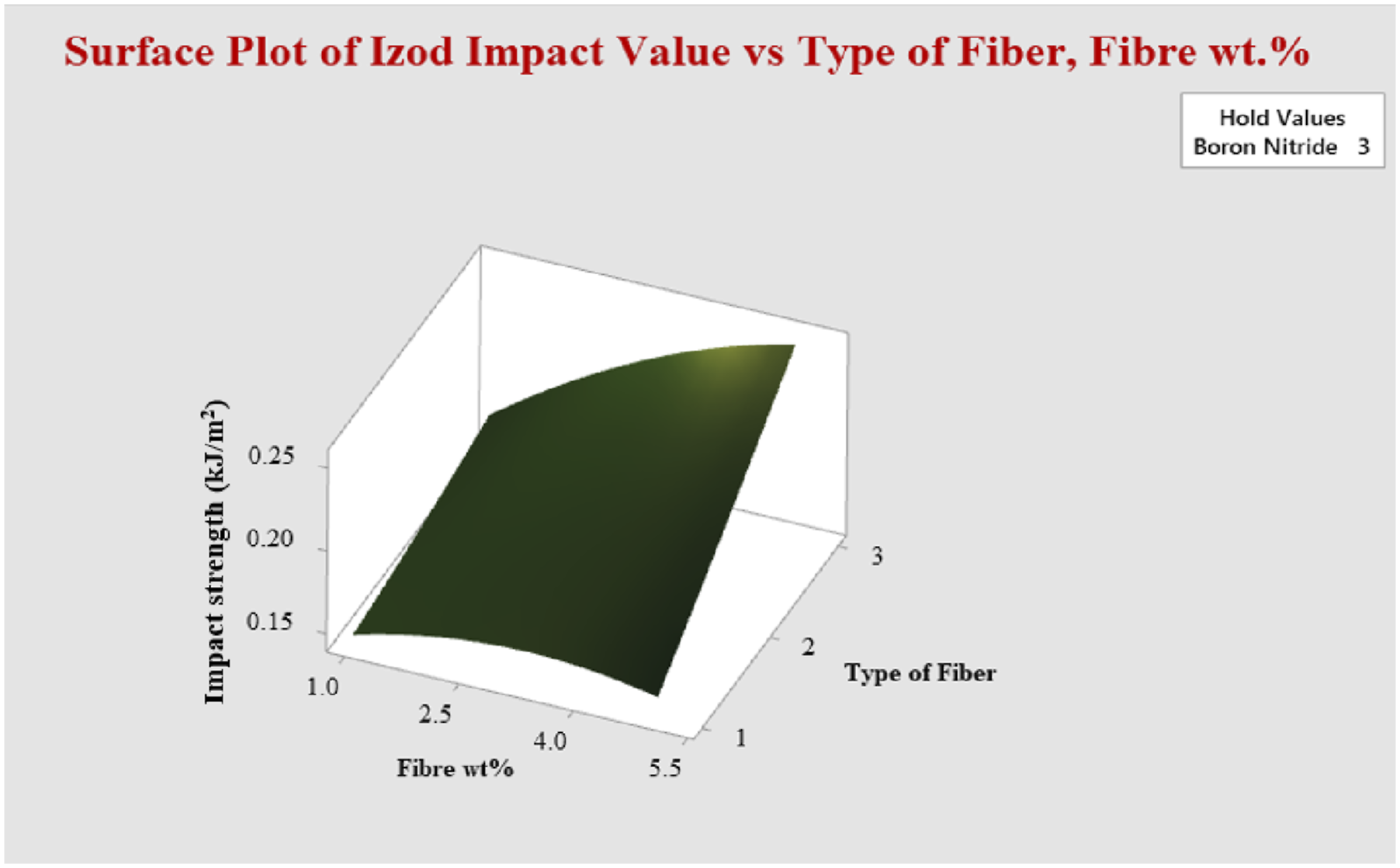
Figure 9 shows the surface plot with fiber type and h-BN wt. % as independent variables. It is evident that for any given wt. % of h-BN banana fiber has the least impact value and palm fiber has the highest impact value. Surface plot of impact strength versus h-BN, type of fiber.
Response optimisation of impact strength value
Figure 10 shows the response optimisation plot for impact strength, with the Y axis representing impact strength and the X axis representing h-BN (%), fiber (%) and type of fiber. It shows that a combination of h-BN content (3.95%), fiber content (5 %) and palm fiber offers an impact strength of 0.32 kJ/m2. The optimization method illustrated in the response surface plot is based on a desirability function approach, commonly used in response surface methodology (RSM) for single/multi-response optimization. In this approach, each response is transformed into a desirability function that ranges from 0 to 1 (fully desirable). The overall desirability, is then maximized by adjusting the input parameters. In this particular optimization, the best solution is identified by D = 1.0000, indicating an optimal solution that fully meets the specified criteria for impact strength. Response optimisation for impact strength.
Optimised combinations.

Error analysis for impact strength between experimental and optimization values.

Morphological study
Scanning electron microscopy is used to investigate the morphology of the fiber-reinforced composite. From Figure 11(a), an indication of even distribution of the hexagonal boron nitride on the fiber surface with some protrusions is observed in coir fiber/h-BN reinforced composite. It is observed that the composite fails at lower mechanical strength. It indicates that fiber fracture is a major mechanism in the strength of the composite. These particles are relatively well-distributed, indicating a homogeneous reinforcement that likely contributes to the composite’s improved mechanical and thermal properties. Such uniform distribution is essential for achieving consistency in properties across the composite material. It can be seen in Figure 11(b) that the voids cause the loading transfer at the fiber/matrix contact to be less efficient, resulting in a weaker composite. These voids are regions where the material is absent, potentially resulting from incomplete packing during the composite’s processing. The presence of voids is a critical issue in composite materials as it can reduce mechanical strength, making the composite more susceptible to fractures or degradation under stress. Voids may lead to weak points within the composite, affecting its durability and potentially lowering its load-bearing capacity. From Figure 11(c), obtained from the SEM analysis, it can be noted that the matrix and the reinforcement material have good bonding between them. In the composite, the h-BN particles in the palm fiber matrix appear evenly dispersed, which suggests a uniform reinforcement enhancing the material’s stability and performance. The uniform presence of h-BN across different fibers composites (coir, banana, and palm) suggests that these reinforcements can be well-integrated with natural fibers, potentially providing the composites with improved thermal resistance, strength and durability. This results in a superior interfacial bonding between the matrix and fiber and also uniform distribution of the reinforcement particle helps in improving the mechanical properties of the materials.42–44 Microstuructural analysis of composites reinforced with (a) coir and h-BN, (b) banana fibers and h-BN, and (c) palm fibers and h-BN.
Conclusions
This paper aims to find the impact strength of epoxy composite reinforced with h-BN and natural fiber. Box-Behnken design is used to determine the optimal combination of input parameters for a desired response. The input parameters here are wt. % of the fiber, h-BN and type of fiber with impact strength as the response variable. All the test samples are fabricated using the hand lay-up method and are subjected to an Izod impact strength test to obtain their impact strength. The obtained results are analysed using Minitab software. The results obtained from the experiment and the response surface regression equation are compared and it is observed that the error percentage is well under 15% with two outliners. The influence of each input parameter individually on the response variable is well explained with the help of a mean effect plot. It can be found that the impact strength of the composite increases with the increase in the presence of both fiber and h-BN with the composite having palm fiber exhibiting higher impact strength. The combined influence of parameters on impact strength can be studied from the surface plot obtained from the software. High impact strength of 0.32 kJ/m2 is obtained from response surface optimisation with a combination of 5 wt. % of palm fiber and 3.95 wt. % of h-BN a synergistic effect, where the robustness of palm fibers is possible because of their higher lignin content and stiffness complementing the layered structure of h-BN, improving energy absorption and distribution upon impact. Furthermore, the impact resistance is highly impacted by the interfacial bonding between the fiber and the matrix, which is influenced by the fiber surface properties and the presence of h-BN. Such composites can be used to produce keys of musical instruments, computer keyboards and power tool housings, and can be also used as a replacement material for plastic toys. In addition to h-BN, the presence of natural fiber in the composites improves the bio content of the composite with better mechanical properties as a substitute for non-biodegradable products.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.