
Abstract
The interest in natural fiber reinforced polymer composites is rapidly growing in terms of both industrial and domestic applications. The present study is an attempt to improve the mechanical properties of composites made of areca fiber and epoxy resin with the incorporation of alumina filler. The filler was added in various percentages (0wt%, 2wt%, 4wt%, 6wt%, 8wt %) and the composite fabrication was done by compression molding technique. The fabricated composites were tested for tensile, hardness and impact properties. The results demonstrate that 8wt%Al2O3-A-E composite shows superior (tensile, impact, Hardness) mechanical composites. For improvement of hardness and strength main contributing factors were uniform dispersion of Al2O3 (Aluminum oxide) particles and better load transfer between Al2O3 (Aluminum oxide) particles and epoxy matrix. The effect of alkaline treatment of areca of fibers was verified by FTIR analysis. The experimental investigation attempt to improve the Areca epoxy composites by loading fillers and for the applications of light weight and high strength components in different sectors like aerospace and automobiles. Fracture surfaces were analyzed using Scanning Electron micrograph (SEM).
Introduction
The growing emphasis on sustainability in the past few years has led numerous researchers and workers to develop sustainable materials that replace artificial fibers in various manners, either completely or partially. The benefits of typical fibers include lightweight, abundant availability, reasonable cost and high specific strength. 1 Among the various natural fibers present, areca fibers are preferred to be used as support in polymer composites. Areca fibers are inexpensive and abundantly available cheaper than glass fibers. Areca fibers have a specific strength that’s 38% higher than synthetic polymers like nylon and polyethylene. The main advantages of areca fibers over glass fibre are. sustailabiliity, recyclability, biogradabality, economy, strength, water absorption and ecofriendly. 2 In India, the areca is witnessing a phenomenal growth as it finds applications in food products etc. The fiber could be used for making value added items, such as boards, fluffy cushions, non-woven fabrics, and thermal insulators. Areca sheath fibers found applications in structural and non-structural applications such as sutcases, post box, grain storage, automobile interiors, partition boards, and indoor applications. Low-cost and lightweight composites (areca fibre) have wide range of applications in construction industry, and aerospace industry. The production and use of synthetic fibers are creates lot of environmental issues. Synthetic fibers are replaced with natural fibers to reduce the cost of the composites without affecting the mechanical properties. With regard to Mechanical properties betel nut polyster composite identical to glass Polyester, and thus, betal nut offers a very good substitute for glass fibers composite in mechanical properties. In case of end uses requiring higher flexural strength, chemically treated areca fibers reinforced epoxy composites for application where high impact strength required 60% fiber loading considered. . Synthetic fibers like carbon and glass fibers are widely used as reinforcement materials, but their non-bio degradability and non-recyclability becomes a significant drawback at the end of their lifetime The left areca husk in plantation side causes bad odor and deterioration problems. Thus it is necessary to shift to healthy place. In this light, the suitability of the husk as a reinforcing material requires detail study of machine-driven properties of the material.3,4 H Ersen Balcioglue et al. 5 studied mechanical behaviourof SiC filled jute added specimens. The results showed that by adding filler (SiC) machine driven properties (tensile, compression and impact) could be improved. S. Bahar Basturk et al. 6 investigated on machine driven behavior of Acorn and Pine cone-filled polymer specimens. The waste fillers were added to a polymer in three different weight ratios (10wt%, 20wt%, and30wt %) and fabricated by casting method. The author observed that pine cone specimen showed (tensile, hardness) better machine driven properties as related to acorn added samples. Murali Banu et al. 7 reported on stacking sequence of Kevlar and natural fibers epoxy composites. The author fabricated with natural and synthetic fibers in three different sequences such as type-1, type-2, and type-3 where the synthetic fibers were placed alternatively. The tensile strength of specimen of type-III was raised by 12% and 30% when compared to type-I and type-2 respectively. Overall it could be declared that machine driven properties of type-III showed better (Enhanced) than type-1 and type-II respectively.N.Muralidhar et al. 8 in their study on areca nut fiber extraction and machine driven behavior of areca fiber composites. The author proves that machine driven properties were better for fine fiber as compared to coarse fiber. Further enhancement in tensile strength of composite panels made of coarse areca nut husk fiber layer sandwiched with two layers of glass fiber 24.8 MPa was noted. Tuan Anh Nguyen et al. 9 studied machine driven properties and fire ret ardency of Banana fiber added specimens. The results showed that machine driven properties (tensile, compression and impact) can be improved for 20wt% of Banana fibers as compared to neat resin. K. Sabeel Ahmed et al. 10 reported on effect of ceramic fillers on machine driven behavior of woven jute fabric reinforced epoxy composites. The author used two fillers silicon carbide and aluminum oxide for fabrication. The author concluded that 10wt% of filler (both fillers) showed better machine driven properties as related to other specimen.
K Vishal et al. 11 reported about the effect of silicon filler on machine driven and wears and friction properties of PTFE specimens. The author studied the effect of silicon fine water fillers ranging from 1 to 5wt% on wear and friction behaviour of PTFE matrix. The samples were fabricated by hot sintering technique. Researchers concluded that Shore D hardness of PTFE/5wt% silicon composite increased to 45% as related to virgin PTFE Polymer. The author also reported that transfer film aided by silicon filler reduced the co-efficient of friction and wear rate. Anand challah et al. 12 reported on machine driven qualities and abrasive wear behaviour of different wt. % of TIC filled Basalt epoxy specimens. The author suggested that by adding filler (TIC) to Basalt reinforcement composites machine driven properties and abrasive wear can be improved. Weight reduction was noticed more in B-E composites as compared to TIC filled composites and reported that because of the existence of TIC particles on the surface act as tribo-film and adequate to prevent higher scale of fracture (breakage). Cissas quadrangalaris stem fiber and epoxy resin reinforced with specific red mud filler was investigated for dry sliding, hardness, and TGA analysis by I. Jenish et al. 13 The author suggested that red mud filler can be added to improve hardness, wear behaviour, and thermal qualities. At 10wt% red mud particle filled CQSF/epoxy composite, the highest possible hardness value (96 HRRW) was obtained. The mechanical and thermal properties of epoxy composites reinforced with pineapple fiber and filled with nano-CaCO3 were studied by H.S. Mahadevaswamy et al. 14 The authors concluded that the machine-driven properties of epoxy composites reinforced with pineapple fiber might be strengthened by the incorporation of nano-CaCO3. The researchers also noted that, while the mechanical properties reduced at higher filler loading of 5wt% compared to 3wt% nano-CaCO3 filled PF/EP composites, nano-CaCO3 filled PF/EP showed higher values as compared to unfilled PF/EP composites. The addition of nano-graphene on machine driven behaviour of glass fiber added epoxy specimen was studied by Mangisetty, S. Aswathnarayan et al. 15 The authors concluded that the consistent mechanical behavior of nano-graphene filled composites was significantly enhanced due to uniform distribution of nano-graphene particles and the interfacial interaction of nano-graphene with the glass fabric. Research on the machine-driven properties of multiple natural fibers reinforced epoxy hybrid composites was concluded by Satish et al. 16 Tensile, flexural, and impact strength tests were carried out on the hybrid composites reinforced with Flax, kenaf, pineapple, and sisal fibers. These composites were produced using the compression molding process and had a weight ratio of 40:60. The researchers came to the conclusion that Flax/Kenaf/epoxy composites provided better mechanical properties among the different hybrid composites. The mechanical and thermal properties of human hair supported epoxy composites were reported by Akarsh Verma et al. 17 The authors fabricated a Polymer (human hair) HH composite and tested it with different HH weight percentages of 5, 6, 7, 8, 9, and 10. The researchers concluded that adding human hair (HH) to epoxy resin improved the materials tensile, compressive, flexural, and impact strengths as compared to plain epoxy composite. Additionally, they stated that the SEM and XRD tests confirmed the optimal weight percentage of HH to be 7%.Ajith subhaiah et al. 18 fabricated jute fiber reinforced polyester composite – A waste utilization approach. The author added 5wt% and 10wt% of bio char as filler in the composite. They conducted test such as shock absorption test, penetration test, and water absorption test. Finally they concluded that by adding filler to composites the strength can be improved. Sunderkannan Rajendran et al. 19 incorporated sugarcane bio char into S-glass/polyester hybrid composites, demonstrating that varying biochar content improved mechanical properties.
From the existing literature, it is observed that there are many specimens with different fillers but there are fewer works related to alumina filler in areca fiber/epoxy composite. Thus, present research work deals with development of five different laminates using alumina as a filler (0wt%,2wt%,4wt%,6wt%,8wt%),areca fiber as reinforcement and epoxy as matrix material. Composites were prepared by compression molding technique. Mechanical characteristics such as tensile, hardness, impact, were studied as per ASTM standards. Fourier transform infrared (FTIR) analysis, (SEM) scanning electron microscope have been discussed elaborately.
Experimental studies
Materials and techniques
Chemical composition of Areca fiber. 20




Areca fiber.

(a) Dried areca nut husk (b) Soaking areca nut husk in alkaline solution (c) Drying of areca nut husk (d) Fiber extraction from areca nut husk. (b) Uniform mixing of alumina filler in epoxy matrix for 8%Al2O3 –A-E composites ASTM D638 at a 2 mm/min.
indicates the fabrication of composite samples.

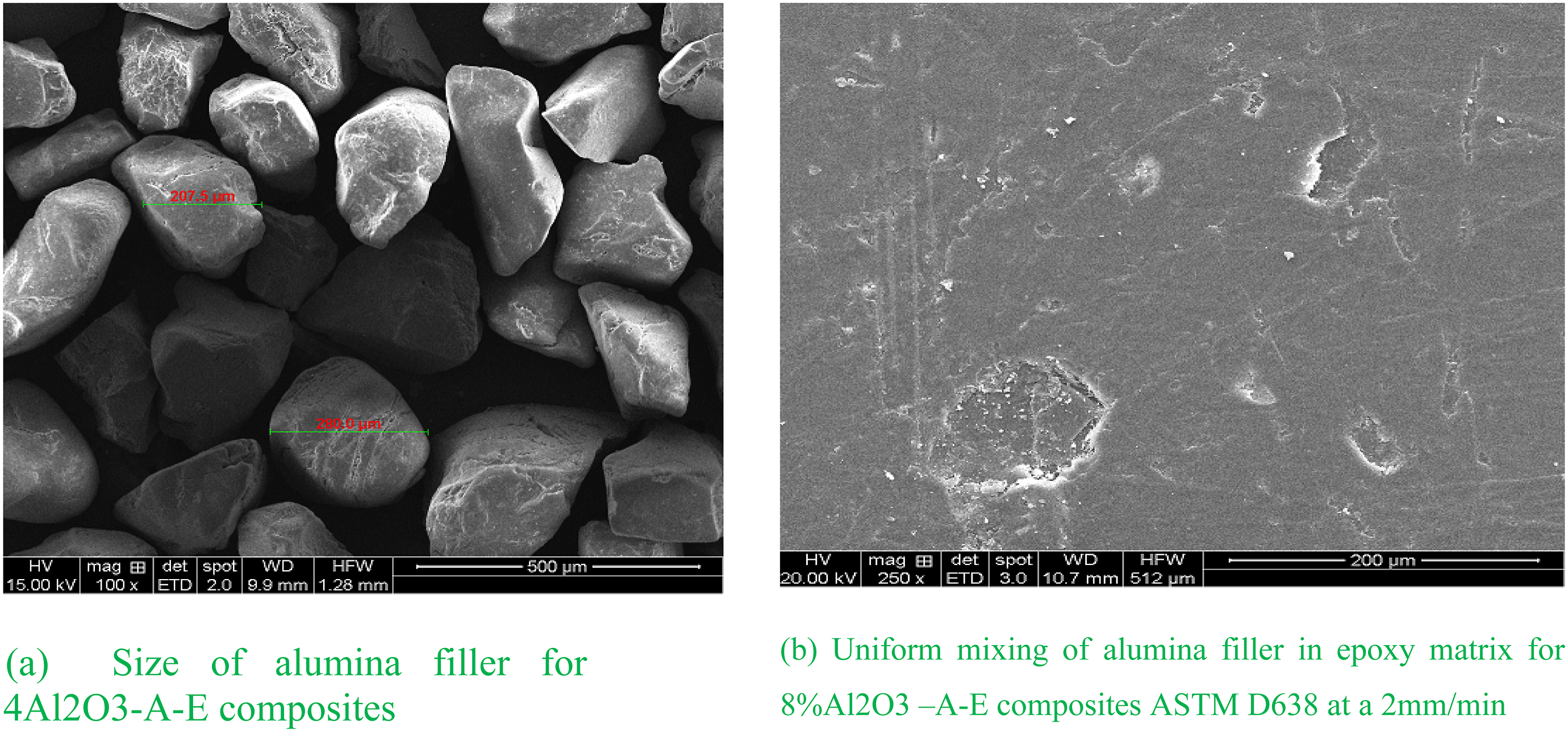
(a) Size of alumina filler for 4Al2O3-A-E composites.
The specimen production flow chart is displayed in Figure 4. From heating the specimen in the oven up to curing. The areca fibers were carefully cut to fit the mold’s specifications (280 × 280 × 5 mm) and were then stored within. Wax was put on to the 250 mm cover plate and the 5 mm base plate of the frame. After completely combining the epoxy (LY556), hardener (HY551), and filler (Al2O3), the fibers were arranged in the frame and kept on the base plate that has been covered with a cover plate. Finally with the help of compression molding machine 33 bar of pressure was applied to generate the finished product. The recovered laminated materials had a temperature of approximately 100°C.The specimens were subjected to machine-driven testing after being sliced with a diamond-tipped cutter Shows the diagram for preparation of specimens.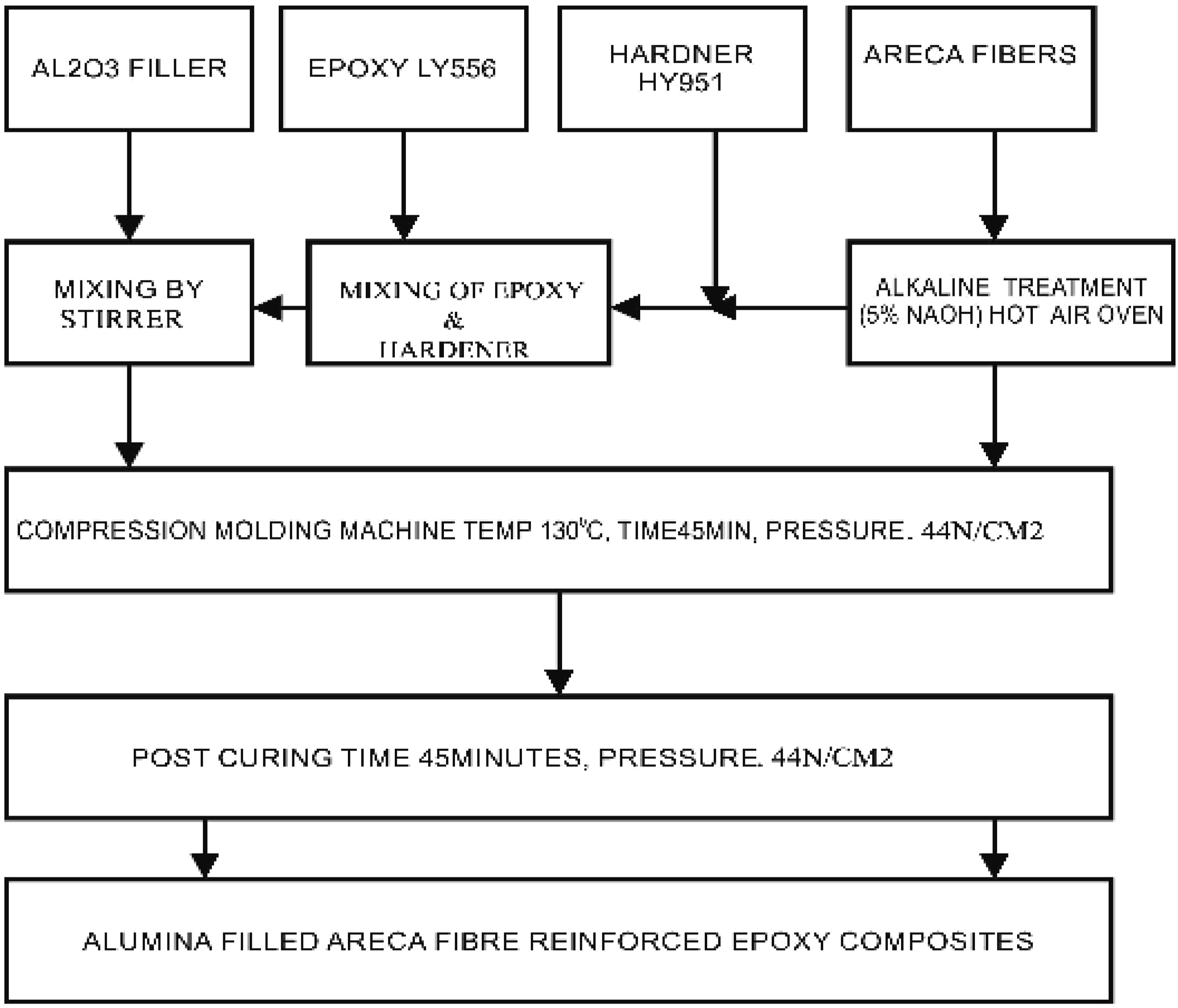
Mechanical testing
A durometer was employed to evaluate the samples’ hardness (Shore D hardness) findings according with ASTM D2240Using an Intron testing machine, Izod impact tests were conducted out in line with ASTM 256. The samples were 60 mm long, 12 mm wide, 5 mm thick, and 2 mm notch had 45oangle and 3.2 m/s strain rate was used during the test. The impact strength was measured in J/m2, and the strain rate needed for the test was 3.2. Three samples were examined and the average value was determined The specimens’ tensile test conducted using Universal testing machine was assessed using ASTM D638 norms. For the tensile test, a rectangular specimen at ambient temperature, with a strain rate of 2 mm/min was used. Roughly three samples of each combination were evaluated, and the average value was chosen from the three trials.
Fourier transforms infrared analysis (FTIR)
Fourier Transform (FTIR) is a techniques applied to obtain an infrared spectrum of absorption, emission, and photoconductivity of a solid, liquid or gas. Also, it can be utilized for to quantitative analysis of an unknown mixture. By adapting the infrared absorption spectrum, the chemical bond in a molecule can be identified. For FTIR spectroscopy, test powder sample was mixed with KBr to form pellets. Since KBr crystal has no visible peaks in the infrared spectrum, that the peaks co responding to the powder sample can be analyzed. Then obtained peaks were matched with the co responding bonds, bending vibrations etc. And sample was analyzed.
Results and discussion
Hardness test
The hardness of areca fiber epoxy composites filled with alumina as a function of filler is indicated in the Figure 5. The hardness of an epoxy composite filled with 8% by weight alumina is found to be higher than that of unfilled (A-E) specimens. Filler improves the specimen’s cross-linking thickness, which assists in enhancing its hardness in composite materials. As indicated by Ashok Kumar et al.
23
strong bonding between the filler materials, fibers, and matrixes is the reason for a rise in hardness. It is also observed that hardness increases in each sample this due to presence of of cellulose and lignin hard phases present in areca fiber But cellulose is highly ordered molecule of 15-45 crystalline micro fibril chains. Lignin in areca fiber contributes to strength in bond to fiber. The lignin structure in areca nut husk is similar to grass –like lignin. it has benzene ring skeleton with vibrations absorption peaks at 1260 cm−1. These two elements in areca fiber act as load bearing capacity of covalent structure and crossed linked structure. Hence increases the hardness. Beacuse of the fibre structure and Bond with areca fibre the hardness of composite increases. It is well known that hardness of material is its ability to impose resistance against plastic deformation caused by indentation. In case of unreinforced matrix, it is quite soft in nature and resistance against plastic deformation is quite low. This is attributed to high molecular chain mobility in case of neat polymer matrix. However, when hard phase like areca fiber and alumina are introduced in the matrix, the mobility of molecular chains of epoxy is greatly reduced. Such reduction in segmental movement due to introduction of multiple reinforcing phases causes increase in the hardness value. However, more addition of reinforcements to epoxy matrix does not cause enhancement in the hardness but dispersion and bonding of the reinforcements with matrix also play a huge role. If the dispersion is poor or bonding is improper then in such cases there is no influence on mobility of molecular chains of epoxy. In the present case enhanced hardness value indicates that both reinforcements had not only good bonding with the epoxy but the dispersion was also uniform. In other side due shape and size of alumina and its hardness (9 Mohr’s scale) helps to enhance the hardness (due to its hexagonal closed packed structure ) that helps to mix properly in matrix (morphological nature). Further, it is clear that the Al2O3filler significantly raises the A-E’s hardness, which corresponds to the filler’s greater hardness and finer dispersion. Similar to other composites, 8wt% of Al2O3-filled A-E samples exhibited a greater level of hardness. The percentages increase in hardness for 8wt% Al2O3 filled AE composites as compared to 0wt%,2wt%,4wt%,6wt% is 9%,6.4%, 5.8%and 2.4% respectively. The A-E specimen filled with 8%wt Al2O3 showed the highest hardness of any composite tested, measuring shore d 81. The inclusion of filler can explain the rise in hardness since, as is typical, thus will cause the thermos set matrix phase, solid fiber, and filler phase to be forced together, come into contact, and connect. According to Raju et al.
24
they collectively can propagate load correctly regardless of how weak the link may be. Hardness versus sample designation.
Tensile test
Five samples were subjected to tensile testing, showed the tensile strength as depicted in the above picture (Figure 6). As the percentage of filler substance raises, so doe’s tensile strength. It reaches a maximum of 23 MPa for 8wt% Al2O3 A-E composites. Additionally, it is observed that unfilled A-E composites have a lower tensile strength of 16.8 MPa. The Al2O3 filler in A-E composites’ constituent mixing (uniform) may be the cause for the rise in tensile strength. Another reason is that morphology of filler (crystalline structure, hexagonal closed packed structure) plays very important role in increasing the tensile trength. Since alumina filler is mesh shape and size, thus will increases the modulus of the composite and hence increases the tensile strength. The surface modified Al2O3 can interact with the fiber surface and hydrogen bonding increases and leads to the better interaction with areca fiber and epoxy similar trend reported by Raju et al.
24
The inclusion of ceramic fillers improves the beneficial mechanical bonding of fiber and matrix, (Mechanical interlocking) and this in turn produces the rubbing force to be shared by the fiber and epoxy. The same trend was reported by another author Satish et al.
25
In fact the hybrid meshing of flax fibers and ceramic fillers offered excessive tensile strength, while the epoxy matrix transfers and dispenses the pressure produced to the flax fibers. The tensile strength of the unfilled A-E composites is 16.8 MPa, which is less than other composites. The filled composite 8%wtAl2O3-A-E specimen shows higher tensile strength of 23 MPa as compared to other specimens. This is due to the fact that uniform dispersion of filler material in epoxy and strong bonding between fiber and matrix causes the load to withstand and stress transfer from the fiber to fiber. The filler–matrix interaction is low, hence the reduction in tensile strength. Good adhesion and compatibility occurred between the alumina filler and the areca fiber and epoxy matrix The filler-matrix interaction increases and reinforces the areca fibre. The changes in tensile properties are related to the feasibility of energy transfer within the system involving matrix and filler particles. A strong interaction between the alumina filler particles and matrix facilitate more efficient energy transfer process. Similar pattern are reported by authors Shamala Ramaswamy.et al.
26
for Rice husk filled Natural rubber latex where tensile strength increases by addition of Particles. Another researcher by Suresh et al.
27
showed that for graphite filled glass epoxy composite, tensile strength increased by addition of graphite. Areca fibers with cellulose and lignin showed excessive tensile strength when compared to clean A-E composites. The trend pattern graphs suggest that specimens with higher Al2O3filler material gained tensile strength. The value obtained for 8wt% Al2O3 A-E composites is 23 MPa when compared to other samples such as 0wt%, 2wt%, 4wt%, and 6wt% percentages. In comparison to other samples, the percentage increase in tensile strength is 26%, 22%, 13%, and 7%, respectively. The primary impact of adding additional Al2O3 particles is on the elasticity of the epoxy specimen. Epoxies with highly cross-linked polymer structure exhibit mainly elastic response to loadings, however, there is also a viscous response which causes some plastic deformations was previously mentioned Adding Al2O3 particles—especially in larger amounts of 8wt%Al2O3—greatly blocks the movement of atomic bonds, which improves modulus. Ashok Kumar et al.'s
23
showed similar pattern for POC-filled Basalt epoxy composites. Tensile strength versus Sample designation.
Impact test
Impact strength versus sample designation is displayed in the accompanying Figure 7. Based on the pattern, impact strength rises as filler content percentage (0wt%, 2wt%, 4wt%, 6wt%, and 8wt %) rises. This is the material’s capacity to withstand applied load before breaking. When compared to Neat A-E composites, 8wt%Al2O3 A-E composites have greater effects on strength because the Al2O3 reinforcing particles absorb more binding energy. Higher filler content causes the material to absorb more energy to overcome crack propagation resistance. In another work
28
decrease in the impact strength of polymeric composites was attributed to presence of numerous voids. These defects not only enable the fracture initiation process but also help the crack to move at rapid rate. This is because the energy required for crack to initiate and propagate is very less as these defects acted as point of stress concentration. The specimens’ impact strength is enhanced by the filler. Areca fiber’s cellulose and lignin content, which absorb greater sudden load during impact process, are another reason. K. Shabeel et al.
29
found the similar trend for ceramic fillers reinforced jute Epoxy specimens. Because the filler particles and epoxy matrix had a strong bond, the filled samples had enhanced impact resistance and fracture resistance. However, in present case the addition of reinforcing phases like areca fibre and alumina filler (crystalline structure) improved the impact resistance of epoxy composites. The main reasons for enhanced impact strength are good bonding between areca fibre and alumina filler with epoxy matrix and better dispersion of alumina filler due its crystalline nature particles in the matrix. When the bonding is good, the energy absorbing capacity of epoxy matrix increases as most of the load is sustained by the reinforcing phases. In order to understand this let’s see how crack propagation takes place from notch region. In case of neat composites with alumina particles, the crack propagation is quite easy as there is no obstruction in its path. However, if the crack encounters the alumina particle in its path which is strongly bonded with the matrix than crack propagation is slowed as the path of crack changes. The same pattern for POC-filled Basalt epoxy composites was observed by AshokKumar et al.
30
where impact strength increases with addition of POC particles in Basalt epoxy hybrid composites For other composites, such as those with 0wt%, 2wt%, 4wt%, and 6wt% Al2O3, the impact strength is lower. Impact strength decreases for these samples due to weak contact matrix and agglomeration. Other author pattern for flex fiber reinforced by Sic and Al2O3 epoxy specimens was found by Satish et al.
25
The percentages increase in impact strength for 8wt% Al2O3 composites as compared to 0wt%,2wt%,4wt%,6wt% is 67%,53%,2.33% and 1.11% respectively. In a different study, D. Matykicwicz et al.
28
noticed the presence of several gaps linked to the samples’ reduced impact strength. This deficit causes the split to propagate faster in addition to processing the rupture process. This is the reason why these scars serve as a focus of concentration for stress, indicating that very little energy is required for rupture to initiate and grow. In any case, the impact resistance of the Al2O3A-E specimens was increased by the addition of areca fibers and alumina filler. Impact strength versus Sample designation.
Fourier transforms infrared red analysis (FTIR)
The FTIR spectrum of the neat areca fiber reinforced epoxy composite, shown in Figure 8(a), reveals key functional groups indicative of the fiber-matrix interactions and chemical composition. A broad absorption band around 3400–3500 cm⁻1 corresponds to hydroxyl (O-H) stretching vibrations, characteristic of the cellulose and hemicellulose in areca fibers, highlighting their hydrophilic nature and potential for hydrogen bonding with the epoxy matrix. Peaks within the range of 2900–3000 cm⁻1 indicate aliphatic C-H stretching vibrations, associated with the epoxy matrix and reflecting the presence of alkane groups in the polymer backbone. A prominent peak at 1600–1700 cm⁻1, attributed to carbonyl (C=O) stretching, is likely due to residual lignin in the fibers or the epoxy matrix and possibly overlaps with C=C stretching from aromatic groups in the resin. The region of 1000–1250 cm⁻1 exhibits C-O-C stretching vibrations, confirming the ether linkages in the epoxy network and its cross-linked structure, along with C-H bending vibrations associated with the cellulose in the fibers. Below 1000 cm⁻1, the fingerprint region displays peaks arising from lignin and polysaccharides, reflecting the structural complexity of the composite. Variations in peak intensities and shifts in wavenumbers suggest physical and chemical interactions at the fiber-matrix interface, such as hydrogen bonding or van der Waals forces, which are crucial for effective stress transfer and enhanced composite performance. (a) Infrared Spectrum of Neat Areca Fiber Reinforced Epoxy composites. (b) Infrared Spectrum of 4 wt%Al2O3 Areca Fiber Reinforced Epoxy composites. (c) Infrared Spectrum of 8 wt%Al2O3 Areca Fiber Reinforced Epoxy composites.
The FTIR spectrum presented in Figure 8(b) represents the infrared characteristics of 4 wt % Al2O3 areca fiber reinforced epoxy composites. Compared to the neat areca fibre composite, significant variations in peak intensities and shifts indicate the influence of the Al2O3 addition on the composite’s chemical structure and bonding interactions. The broad absorption band around 3400–3500 cm⁻1, associated with hydroxyl (O-H) stretching, appears less intense, suggesting reduced hydroxyl group activity due to interactions between Al2O3 and the fiber-matrix interface, which may improve hydrophobicity and fiber-matrix compatibility. The peaks between 2900 and 3000 cm⁻1, corresponding to aliphatic C-H stretching, show moderate changes in intensity, reflecting potential alterations in the polymer cross-linking structure induced by the Al2O3 particles. In the region of 1600–1700 cm⁻1, the carbonyl (C = O) stretching peak exhibits a slight shift and reduced intensity, which may indicate chemical bonding or interaction between Al2O3 and the epoxy matrix. The ether linkage peaks in the range of 1000–1250 cm⁻1, attributed to C-O-C stretching vibrations, show noticeable changes, suggesting a potential reinforcement effect by Al2O3 on the polymer network, enhancing the composite’s structural stability. Furthermore, peaks in the fingerprint region (below 1000 cm⁻1) show additional vibrational modes likely introduced by the Al2O3 particles, which could correspond to Al-O stretching vibrations. These new modes confirm the successful integration of Al₂O₃ into the composite structure.
The FTIR spectrum of the 8 wt% Al2O3 areca fiber reinforced epoxy composite, as shown in Figure 8(C), highlights the effects of increased Al2O3 particle content on the chemical structure and interactions within the composite. A broad band around 3400–3500 cm⁻1, associated with hydroxyl (O-H) stretching vibrations, appears further diminished compared to lower Al2O3 contents. This reduction suggests enhanced interaction between the Al2O3 nanoparticles and the hydroxyl groups of the areca fibres, potentially reducing the composite’s hydrophilic nature and improving its interfacial bonding properties. The peaks in the range of 2900–3000 cm⁻1, indicative of aliphatic C-H stretching vibrations, show a slight shift and decreased intensity, which may imply structural changes or restricted polymer chain mobility due to the presence of a higher concentration of Al2O3. In the region of 1600–1700 cm⁻1, the carbonyl (C=O) stretching peak becomes less prominent, likely due to increased interaction between the Al2O3 particles and the polymer matrix, which may be altering the availability of carbonyl groups for vibrational excitation. Additionally, the ether linkage peaks (C-O-C stretching) in the 1000–1250 cm⁻1 regions show reduced intensity and some broadening, suggesting a disruption or reinforcement of the epoxy network caused by the dispersion of Al3O3 particles. The fingerprint region below 1000 cm⁻1 displays sharper and more distinct peaks, indicating the vibrational modes of Al-O bonds from the added particles. These features confirm the successful incorporation of 8 wt% Al2O3 into the composite, with a more pronounced effect on the composite structure compared to the 4 wt% formulation
Tensile fracture surface
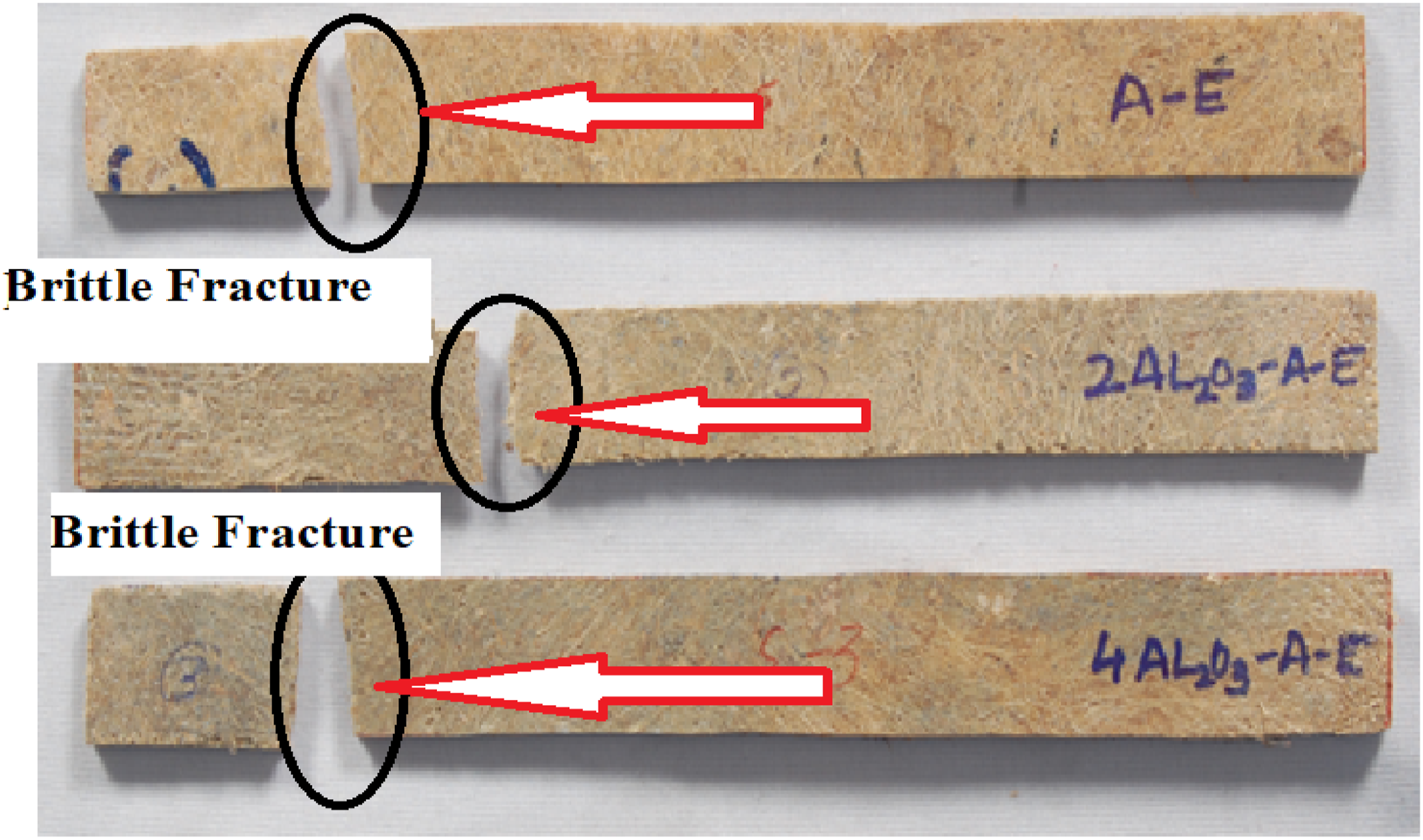
Examination of fractured surfaces was done by SEM. All three specimens were examined and the resulting micrograph is displayed in Figure 9. Prior to SEM inspection, the specimens were previously permitted to exude gold. To get the clear representation of the split surface’s parameters or decisions. This procedure was used to enhance the ductility of the material and prevent electron buildup on the split surface. Figure 9(a) illustrates the broken surface of the A-E specimen without alumina filler. The clean A-E specimen destroyed surface represented in this image contains significant fiber damage, debonding, and pull-out that are the result of an improper matrix, which lowers the material’s tensile strength, or The fiber pull-out and delamination among the specimens, as illustrated in Figure 9(a), is the causes of the breakage. It is noteworthy that samples exhibiting greater tensile strength displayed more brittle fracture. Figure 9(a) and few portion of Figure 9(b) also show the same. Brittle fracture appears by the clean failure mechanism arising from the fibers on the shattered surfaces (Figure 10). The SEM illustrations Figure 9(a) and (b) also the main failure modes of the specimens, namely cohesive resin fracture, fiber fracture, and fiber matrix debonding. However, the Al2O3-A-E specimen fibers in SEM micrographs Figure 9(b) and (c) show indications of better interfacial strength and are largely covered in matrix and Al2O3. This is consistent with a trend for SIC-filled glass epoxy composites that Suresh a et al.
31
stated. Further to these features, a higher percentage of fiber breaks and matrix cracks facilitate efficient load transfer between the fibers and matrix, which causes brittle fracture of A-E specimens. The Al2O3 specimen, exhibited a brittle fracture, but before failure and the presence of more epoxy residue on the fiber surface indicates that they carried the majority of the load. Excellent bonding prevented any fiber pull-out from being seen in figures Figure 9(b) and (c). Nevertheless, tensile strength damage from failed processes frequently exceeded the applied tensile load. As compared to neat epoxy specimens, strength was attained due to the epoxy and areca fibers’ excellent interfacial bonding. Additionally, it has been demonstrated that fiber composites made with areca fibers (8% AL2O3) exhibit enhanced interfacial bonding. The left over epoxy matrix on the fibers also shows that the fabrication parameters used were the good because the matrix completely enveloped the fibers. Overall, the specimen shows brittle fracture due to the presence of both particle and fiber reinforcement. Ashok Kumar et al.
23
showed a similar trend for POC-filled basalt epoxy composites. The enhancement in the specimens’ machine-driven behaviour was due mostly to the development of adhesion or the interfacial response between the filler materials, matrix, and fibers. (a), (b), (c) SEM images of neat, 4wt%Al2O3, 8wt%Al2O3- AE composites. (a) Fracture surface Neat Epoxy composite. (b) Fracture surface of 4wt%Al2O3-A-E composite. (c) Fracture surface of 8wt%Al2O3-A-E composite. Shows Brittle fracture of composites.
Conclusions
The composites filled with alumina filler reinforced with areca fiber epoxy composites were laminated by compression molding technique. Based on the results obtained from the research work, it has been subjected to light weight application and following conclusions are drawn • 8wt% Al2O3 filled areca epoxy composites showed good, tensile, impact and hardness properties, due to the presence of alumina filler in areca fiber and good bonding between the fibre and matrix material. • Tensile studies show brittle fracture (Fracture type) for 2wt%, and 4wt% filled areca epoxy composites. • FTIR Study revealed the functional group and spectrum of alkali treated fibers with improved cellulose nature in 5% NaoH solution. • The SEM studies show that failure of the specimen. This is due fiber fracture, fiber matrix debonding, and delamination of fiber. • The value of 8w%Al2O3-A-E composite shows tensile value 23 MPa, hardness value 81, and impact strength of 180 J/m2respectively which are higher as compared to neat A-E composites. • The % increase in Tensile strength 8wt%Al2O3 composites as compared to other composites 0wt%,2wt%,4wt%,6wt% is 26%, 22%, 13%, and 7%, respectively. • The % increase in Hardness for 8wt%Al2O3 composites as compared to other composites 0wt%,2wt%,4wt%,6wt% is 9%,6.4%, 5.8%and 2.4% respectively. • The % increase in impact strength for 8wt%Al2O3 composites as compared to other composites 0wt%,2wt%,4wt%,6wt% is 67%, 53%, 2.33% and 1.11% respectively. • Finally, it is concluded that uniform dispersion of alumina particles in matrix and good adhesion between the fiber and matrix caused enhancement of the mechanical properties of composites.
Thus the presence of hard alumina filled areca fiber reinforced composites Possess better machine driven properties leading to a light weight, high strength, and high absorbing capacity in a cost effective manner.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.