
Abstract
Crepe weave fabrics, known for their pebbly or crinkled (rough) surface, are widely used in clothing and bedding applications. Crinkled appearance for crepe weave can be achieved by different interlacement patterns. Generally, six methods/interlacement patterns are commercially used for fabricating crepe woven fabrics. However, there isn’t any significant study reporting clothing comfort and mechanical attributes of crepe variants. In this study, crepe fabrics were developed by these six methods i.e., Base sateen (BS), Reversing method (R), Superimpose (SI), Subset (SS), Quarter turn (QT), and Plain base (P) methods. The yarn linear density, fabric density, and other fabric parameters were kept the same to determine the best development method for fabricating crepe woven fabric having higher thermal, sensorial, and mechanical properties. Characterization data revealed that each crepe variation possesses unique structural and physical parameters making performance differences i.e., the BS specimen exhibited the highest air permeability owing to higher porosity, the R specimen had superior Overall moisture management capability (OMMC) index due to compact yarn linkage, and the SS specimen showed best thermal conductivity performance due to its sophisticated crinkled appearance. Among mechanical attributes QT exhibited higher tensile and puncture strengths due to its compact structure with higher interlacements however, sateen interlacement governing yarn slippage made the tear strength higher for the BS specimen.
Introduction
The characteristics of woven fabrics majorly depend on their structures; the way warp and weft interlaced with each other. Fabrics can be categorized into plain, twill, and satin fabrics based on their primary structural appearance. These primary structures are further modified to achieve complex fabric structures having specific characteristics. Different studies have been carried out to relate the fabric’s characteristics with its structure. Umair et al. 1 studied the effect of different fabric structures on the thermal conductivity of woven fabrics and found that fabric structures significantly affect the thermal conductivity of fabrics. Shaker et al. 2 compared the thermal resistance of plain fabric with puckered appearance fabric and found that puckered fabric showed higher thermal resistance due to the presence of air pockets between the fabric and skin. Similarly, some other studies were reported to investigate the effect of fabric structures on the thermal characteristics of fabric.3–7
Crepe woven fabrics having a pebbly or crinkly texture, usually known as ornamental fabrics, are mostly used for cushions, curtains, sofa cloth, etc. These fabrics are produced by using different twist yarns, unequal warp tension, crepe weave designs, or by using a chemical finish on fabrics. 8 Cruz et al. 9 used continuous filament polyethylene terephthalate yarn and torsional crimped polyester yarn, with 11% residual shrinkage to achieve a crepe effect on plain woven fabric. Attorney et al., 10 proposed a method for producing a crepe-like wash-and-wear textile fabric from low-level twist polyester yarns. That involves incorporating alternate lengths of heated and non-heated stabilized yarns, limiting threads to six, and subjecting the fabric to high temperatures.
Drapability and comfort properties are the major concerns for crepe fabrics for use in cushions and curtains. Different characteristics of crepe weave have been explored in research studies. These fabrics showed high surface characteristics, with strong tensile strain, large anti-drape stiffness values, and small suppleness values. 11 HH et al., 12 found that crepe fabrics have a rougher surface, higher liquid moisture transfer, and absorb water faster. Also, their extensibility increases with wear and washing, while shear decreases.
Kawahito et al. 13 compared crepe weave fabric with plain weave fabrics and concluded that crepe fabrics showed higher tear resistance, compressibility ratio, and higher water absorption than plain woven fabrics due to the presence of floating yarns in crepe structure. Dhoot et al. 14 compared compressional properties of crepe woven fabrics with satin and herringbone weave structures. Crepe woven fabrics showed higher stiffness, and drape coefficient due to lower yarn floats while compressibility and compression resilience of satin weave were higher than crepe. Varghese et al. 15 compared the low-stress mechanical properties, total hand value, and stretch properties on fit and pressure comfort of crepe fabrics with sateen and plain weave. Crepe weave fabrics provided good fitting properties whereas sateen weave fabric showed higher total hand and better thermal comfort properties. Chan et al. 16 studied twelve commercial uniform materials’ thermal comfort characteristics, focusing on thermal conductivity, air permeability, and moisture management. Results showed that the crepe woven fabric has the highest thermal conductivity and vapor transmission, making it crucial for uniform development.
From the literature, it is evident that crepe woven fabrics are not extensively studied although some research provided their comparison with other woven structures. However, there is still no research for a detailed study of crepe weave fabrics and their comparison within different crepe weave structures. So, this study intends to provide a detailed analysis of six basic derivatives of crepe weave fabrics with market potential for several applications. Thermo-physiological comfort and mechanical attributes have been analyzed considering sensorial comfort to design the best crepe pattern for intended applications. The considered crepe weave patterns have not been reported in the literature in such a systematic way, which highlights the novelty of this research work.
Materials and methods
Materials
Natural fibers that are sustainable, eco-friendly, and hold viable clothing comfort attributes are prime selections for crepe woven fabrics. Hence, in this research hemp yarns of linear density 59 Tex (9.89 Ne), with a strength of 13.49 lbf, having lea strength of 377lbs/lea and CLSP of 3728.53 were used in both warp and weft directions to fabricate the crepe woven fabrics. A size material, a solution of 7% PVA (EC No. 1272/2008) with 2% maize starch in water, was applied to the yarn to improve its strength and smoothness for efficient production of crepe woven fabrics during the weaving process on the loom.
Production of crepe woven fabrics
Overall sampling plan.

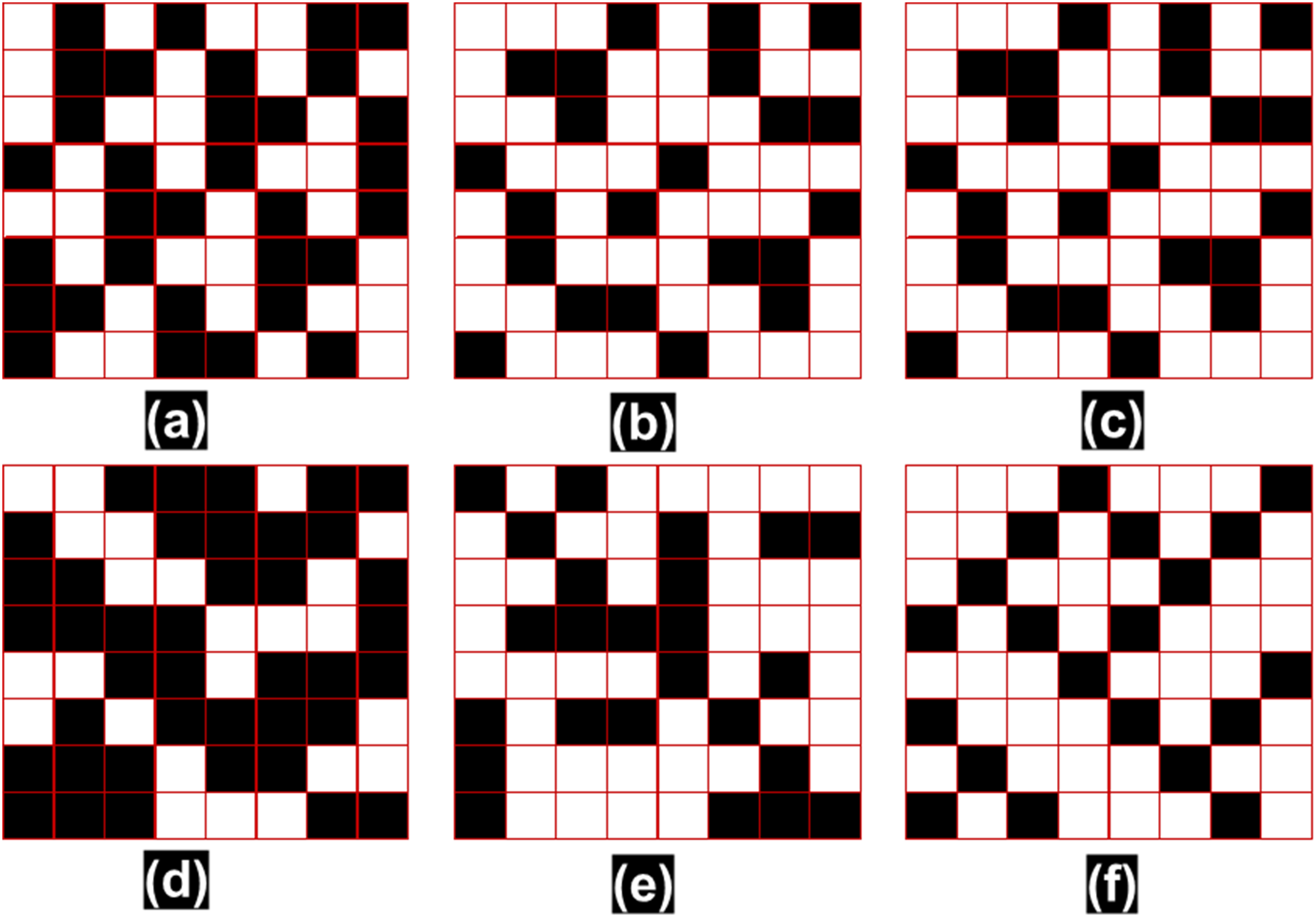
Weave notations of crepe variants (a) base sateen (b) reversing method (c) super imposed (d) subset method (e) quarter turn (f) plain.
This study aimed to analyze the influence of the changing design/interlacement technique on the performance attributes of crepe fabrics. Hence, all fabric parameters such as yarn densities (ends/inch and pick/inch), and areal density (GSM) were kept the same also the loom tension, number of frames, and loom speed were kept constant for the weaving of crepe woven fabrics for each method. The fabric development process was based on three main steps including sizing of warp yarns, warping of the weaver’s beam, and ultimately fabric production through weaving on the loom. The flow process of fabric production is shown in Figure 2. The sizing of warp yarn is needed to improve its strength and smoothness as warp yarns undergo different types of mechanical abrasions and tensions during the weaving process. The warp yarn was sized on the single-end sizing machine (SS565 CCI Tech Inc) and then the warper beam was prepared from sized yarn using a sample warping machine (SW550, CCI Tech Inc.) for achieving the required fabric length and width. Then warp yarns were drawn in through the loom parts, and crepe fabrics were produced on the loom by the interlacement of warp and weft yarns. Production process flow of crepe fabrics.
Desizing of crepe woven fabrics
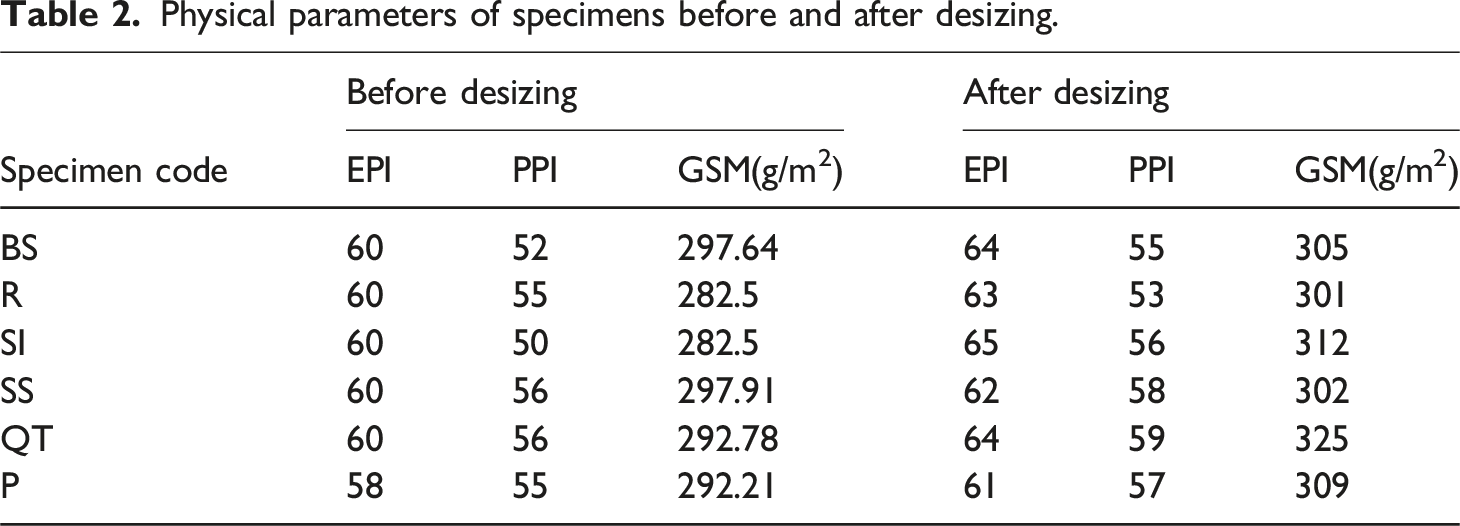
Physical parameters of specimens before and after desizing.

Microscopic images after desizing (a) base sateen (b) reversing method (c) super imposed (d) subset method (e) quarter turn (f) plain.
Characterization
Characterization details with standard test methods.

Results and discussion
Thermal comfort
Air permeability/dry fluids transmission
Dry fluids transmission capability, also termed as air permeability of woven fabrics, is a determinant of efficient airflow through the fabrics, and quantified in vitro characterization is carried at a standard speed under constant pressure. Air permeability is a porosity-dependent phenomenon as higher the fabric porosity, more will be the air permeability, and vice versa for low-porosity fabrics.
20
Figure 4 entails the air permeability results of characterized crepe fabrics. As the yarn positions may be different at front and back sides of crepe fabrics hence, the test was carried out separately for the front and back. It can be observed from microscopic images that the basic sateen (BS) specimen had higher porosity with an even pores distribution owing to single direction-oriented yarn floats. Hence the BS specimen showed the highest air permeability of 935 mm/sec. The sateen has longer floats providing more gaps and spaces between yarns allowing more air to pass through them and showing the highest air permeability as compared to fabric made by other methods.
21
Similarly, the quarter turn (QT), and superimposed (SI) specimens have only horizontal floats with more porosities (Figure 3), that’s why the QT specimen exhibited second highest air permeability of 763 mm/sec, a value of about 18% lower than BS specimen. The superimposed (SI) specimen further continued the trend with about 37% and 23% lower air permeability than BS and QT specimens, respectively. Plain (P) specimen entailed a moderate air permeability with optimum porosity shown in Figure 3. However, the reversing method caused the R specimens to form halted zones inside the fabrics with negligible pores (Figure 3(b)), and ultimately the air permeability was reduced to a minimum value of 394 mm/sec. Air permeability of crepe woven fabrics.
Overall moisture management capability (OMMC)
Focusing on thermo-physiological comfort attributes, the overall moisture management capability is very crucial for woven fabrics. Along with air permeability, body sweat, and moisture must be efficiently transported to maintain an adequate heat balance. Hence, the OMMC index of the developed woven fabrics was evaluated to check their efficacy towards moisture management. Tests for moisture management measure a fabric’s capacity to absorb moisture, keeping the wearer dry and at ease under a controlled environment laboratory. To evaluate the fabric’s ability to control sweat and moisture during physical activity, the OMMC test takes measurements of factors like moisture absorption, moisture transport, and drying time.
22
Figure 5 highlights the moisture management attributes of developed crepe woven fabrics. OMMC index is more dependent on the material’s inherent attributes; however, the structural parameters are also somehow influential. Hemp yarn being hydrophilic showed viable moisture management properties for all specimens. As the OMMC index is a cumulative value of many moisture-handling attributes; hence, the bulk of the material at the point of characterization remained significant.
23
That’s why the reversing method (R) crepe specimen exhibited the highest OMMC index of 0.40. The fact can be related to lower porosity and higher bulkiness of the R specimen as shown in microscopic images of Figure 3. The lowest moisture management properties were shown by the base sateen method (BS), because the sateen in the fabric structure created more spaces and an open structure of fabric resisted the transfers of moisture through the surface of the fabric by taking more time to absorb and evaporates the moisture.
24
The value was about 22.5% lower than the reversing (R) specimen. All the other samples showed almost equal OMMC value by minor differences owing to the comparable physical parameters like fabric density and structural porosities. OMMC index of crepe fabrics.
Fabric touch tester
Fabric touch tester cumulatively provides the body-exerted mechanical attributes with thermal properties. Bending and compression rigidities confirm the fitting comfort properties of woven fabrics by evaluating ease of bending during body movements, and compression when a body or an external force is exerted onto the fabric. Figure 6 shows the touch tester results of developed crepe woven fabrics. The highest bending value of 6179.93 gf/mm/rad was noticed in crepe fabric weaved by the quarter turn method (QT) as shown in Figure 6(a). The phenomenon was related to the twisting of yarns in a single direction during the weaving process of QT fabric, such twisting provided the cloth with a twisted or corkscrew-like appearance, which increased its bending value. The fabric’s surface area increased by the twisting process, giving it a crinkled appearance and better bending qualities. The lowest bending values were seen in crepe fabrics woven by reversing method (R) and plain (P) owing to the reason that the techniques for weaving crepe fabrics by switching the twisting directions of adjacent yarn. With this technique, the surface became smoother, and the crinkles were less obvious.
25
The fabric’s toughness and elasticity decreased by the alternate twist direction, which lowered the bending value. The fabric tends to have a flatter drape and less flexibility when bent or curled. The crepe fabric woven by reversing method (R) had the highest value of compression as shown in Figure 6(b). The lowest value was noted in crepe fabric by the super impose (SI) method. The reason was its distinct weave structure, crepe fabric made using the reversing method (R) offered the highest compression. By switching the weaves’ direction, the reversing method produced a fabric with more density and thickness. Due to its thick design, the fabric can compress more tightly while under pressure, greatly reducing the likelihood of deformation. Hence, the fabric’s capacity to maintain its shape could be improved by the reversing process, which also offers outstanding support and resilience. Crepe fabric made using the superimpose method (SI) exhibited the lowest compression. The reason for that is its low ability to keep its shape under load and de-shaped. Also, crepe fabric by superimpose method has high degree of crimp and waviness in it, such crimps allowed the fabric to stretch and contract easily reducing its resistance to compression. However, compression values for other specimens were in a moderate and comparable range. Touch tester results of crepe woven fabrics (a) bending (b) compression (c) flux/thermal conductivity.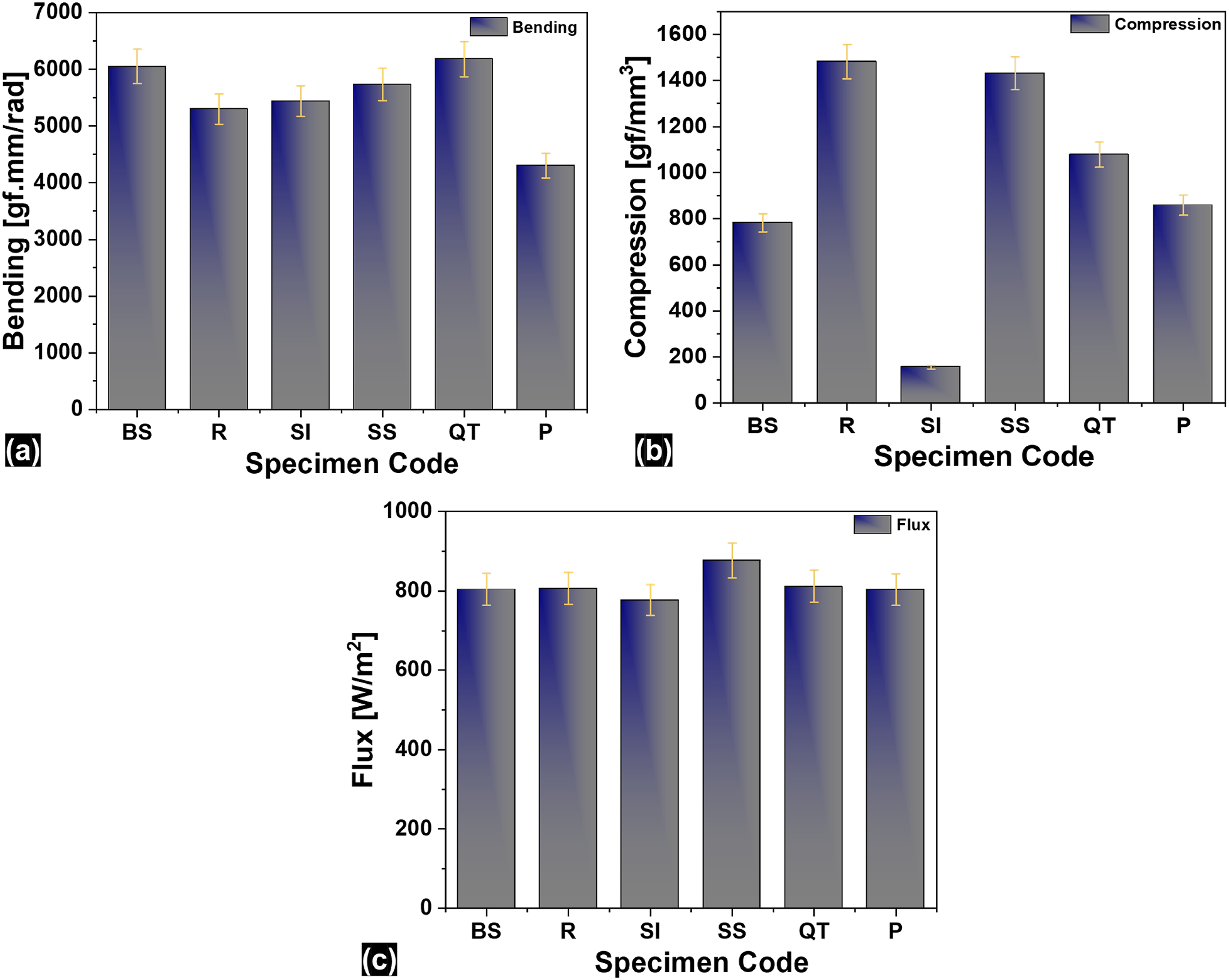
Crepe fabric woven by subset (SS) had the highest value of thermal conductivity/flux shown in Figure 6(c) and the fabric woven by super impose (SI) method had the lowest value of thermal conductivity. However, the difference of flux between SS and SI was only 11%, also crepe fabric by other methods have almost comparable values with slight difference. 24 The main reason for that is due to the texture and composition of the fabric, crepe fabric had comparable flux values with minimal variations regardless of the weaving method used. 26 Crepe fabric’s unique pebbled or crinkled surface produced imperfections that allowed the flow of air, and the air carried out heat along with it. Moreover, the different interlacing of the warp and weft threads and these imperfections add to the fabric’s total flux value. 27 Although the arrangement and tightness of the threads may vary slightly depending on the weaving process, the basic texture and structure of crepe fabric was essentially constant, leading to comparable heat flux values.
Mechanical properties
Tensile strength characterization
Woven fabrics undergo several axial loadings during service life which can cause mechanical damage; hence, it is crucial to quantify the axial strength. A standard technique employed for assessing the axial strength and flexibility of woven fabrics is tensile characterization. It entails gradually increasing the force applied to a fabric sample until it breaks. This test provides important information about the fabric’s performance and appropriateness for different applications by determining the fabric’s breaking strength, elongation at break, and other mechanical parameters.
7
Tensile strength and extension curves of characterized specimens have been shown in Figure 7. However, Figure 8 highlights the exact axial parameters of tensile-tested crepe fabrics. Tensile properties of woven fabrics are also dependent on the fabric’s physical parameters, i.e., EPI, PPI, and GSM along with the interlacement pattern, and the same phenomenon was observed in the research. Results in Figure 8 show that the quarter turn (QT) method has the highest tensile strength, due to its high crimp (Figure 3), ends/inch (EPI), and picks/inch (PPI) entailed in Table 2. Such parameters resulted in a finer fabric with more stress distribution evenly across the surface leading to a better axial performance. High areal density (GSM) is another factor contributing to the superior tensile attributes of the QT specimen making it thick and strong. However, QT woven crepe fabric due to above mentioned phenomenon became rigid which compromised its elasticity, that’s why QT exhibited the least elongation at break with a relatively lower test time (Figure 8) proving it brittle in nature. Plain (P) and subset (SS) method woven crepe fabric also followed a similar trend governed by fabric crimps and physical parameters exhibiting 9.95% and 10.18% lower tensile strength than the QT specimen. However, the interlacement pattern and physical parameters of the P and R specimens proved to be optimum resulting in about 61% higher elongation at break, and about 50% higher test time than QT woven crepe fabric as shown in Figure 8. Such a trend proved that specimens having higher elongations can withstand tensile loads for a longer period. The superimposed (SI) specimen, on the other hand, had moderate crimp and the lowest EPI and PPI, which resulted in a low tensile strength with moderate elongation at break. The Lower EPI and PPI values caused the fabric to be thin and offered less stress distribution across the fabric.
28
However, other specimens exhibited moderate tensile attributes owing to their intermediate interlacement-governed crimps and physical parameters. Tensile curves of crepe woven fabrics. Absolute tensile attributes of characterized specimens.

Tear strength characterization
Woven fabrics often get cut or punctured during physical abrasion in their service life. Fibrous assemblies being friction hold only cannot withstand the incoming cuts and start propagating those cuts. Such conditions govern the tear phenomenon in woven fabrics which is not considered feasible, hence it is necessary to characterize the woven fabrics in terms of teat performance. A common technique for assessing a woven fabric’s tearing resistance is the tear test carried out by making a tiny cut in the fabric and using pressure to rip it apart under standard laboratory conditions as discussed in the above characterization section and Table 3. For applications where tear resistance is essential, such as in protective apparel, furniture, or outdoor fabrics, this test helps evaluate the fabric’s toughness and capacity to endure tearing forces. Figure 9 highlights the tear strength and fabric elongation curves of characterized specimens; however, the exact values of tear strength, elongation at break, and test time have been plotted in Figure 10. Tear strength curves of the specimens were quite overlapped making them difficult to interpret; hence, Figure 10 provided better insights into the tear performance. Interlacement patterns are more influential in governing the tear performance of woven fabrics, usually, tighter weaves having more interlacement points make fabrics rigid and reduce the mobility of yarns which results in quick crack propagation. A similar phenomenon was observed for the plain (P) and reversing method (R) specimens. As shown in Figure 1, the plain and reversing weaves have 1/1 interlacements, and it is scientifically proven that such interlacements reduce yarn mobility against tear force and the tear propagates easily into the fabric.
29
Tear curves of crepe woven fabrics. Absolute tear attributes of crepe woven fabrics.

Figure 11 pictorially entails the phenomenon where the sateen weaves having longer floats have mobile yarns and resist tear cracks more efficiently compared to plain woven fabric. Hence the basic sateen (BS) specimen exhibited about 23% higher tear strength than the plain (P) crepe woven specimen. The subset (SS) crepe fabric comprised of long interlacement floats both in warp and weft directions (Figure 3) which worked for more even tear stress distribution both longitudinally and axially with more mobile warp and weft yarns, resulting in the highest tear strength of 175.24 N for the SS specimen. Quarter turn (QT), and super imposed (SI) also consisted of an equivalent number of floats like basic sateen (BS) fabric; however, the higher areal densities of QT and SI specimens slightly improved their tear performance as compared to the BS specimen. Moreover, tear performance has an inverse phenomenon of elongation at break and test time compared to tensile characteristics. Woven crepe fabrics having higher tear strength offered higher elongations and vice versa. The trend was observed as tear strength is not a rigidity-dependent phenomenon, it is more dependent on yarn’s mobility that resisting tear propagation and increasing the elongation and test time. Tear propagation phenomena (a) plain woven fabric (b) sateen interlacement.
Puncture resistance characterization
Woven fabrics being punctured can further result in tearing, fabrics having higher puncture resistance can withstand tearing forces. Hence, the puncture test is a crucial technique for determining fabric resistance to being penetrated or punctured. It entails applying controlled force to the fabric surface with a sharp tool, like a needle or probe according to the standard shown in Table 3. Insights into the fabric’s puncture resistance and suitability for applications where protection against sharp objects is crucial, such as in protective apparel or upholstery for high-impact environments.
26
Figure 12 shows the puncture force and extension curves of characterized fabrics; however, the exact puncture attributes have been entailed in Figure 13. Puncture performance being dependent on surface toughness, regularity, and fabric thickness is greatly affected by interlacing patterns and fabric’s physical parameters. The quarter turn (QT) specimen following the similar behavior of tensile attributes exhibited the highest puncture resistance of 276.18N. The phenomenon was not only dependent on the higher number of EPI, PPI, and GSM, but the interlacement pattern with higher floats also played a crucial role.
28
The floating architecture caused the puncturing perforator to be trapped inside the yarns during the perforation process hence the force required to puncture increased (Figure 3). As discussed in the above tear strength section and shown in animated images of Figure 11, the subset crepe fabric (SS) specimen has long yarn floats in both longitudinal and axial directions which served positively during tear characterization; however, such a pattern compromised the puncture performance. As the perforator came across the SS specimen, the long float being in both directions slipped yarns from the puncture zone causing an easy perforation and reducing the puncture resistance. Hence, the superimposed (SS) specimen entailed about 40% and 37% lower puncture performance than the quarter turn (QT) and basic sateen (BS) specimens, respectively. Although both reversing and plain methods have higher crimp and 1/1 interlacement zones; however, the interlacement zones of the plain (P) specimen were regular and higher (Figure 1) providing it a compact and regular surface as shown in digital images of Figure 3. Such regular interlacements of the plain (P) specimen somehow elevated its puncture performance while the reversing crepe (R) fabric exhibited about 31% lower puncture resistance than the plain (P) specimen. The reversing technique adds crinkles and imperfections to the fabric surface, causing weak spots where puncturing forces can easily penetrate.
7
The test time on the other hand was directly related to the puncture resistance of all specimens except the reversing crepe (R) specimen where the 1/1 interlacement pattern tried to resist the puncture; however, the specimen cannot withstand the same perforation force for a long time. Puncture resistance curves of crepe woven fabrics. Absolute puncture resistance parameters of crepe woven fabrics.

Drapability of crepe woven fabrics
The drapability of woven fabrics is the ability to fall or hang off the fabric when draped over a surface or on the body. It is a morphological characteristic occurring when the fabric is hanging down for its gravity. It is one of the important indicators to measure the clothes close fitting. Scientifically it is a measure of the fabric’s ability to conform to the shape of the object it is covering or the person wearing it, and it flows and moves when in motion. Some fabrics like dresses, curtains, and tablecloths are required for good drapability. Woven crepe fabrics chiefly focus on casual clothing materials are necessary to be characterized in terms of drapability.
Figure 14 highlights the drapability index of developed specimens tested using the standard method described in Table 3. A tighter weave/interlacement pattern makes woven fabrics rigid resulting in a lower drapability index and vice versa.
30
The subset (SS) crepe woven fabrics having longer yarn floats (Figure 3) in both warp and weft direction made fabric loose and hung resulting in the formation of more pleasant folds when draped upon its weight under the gravitational force. Hence, the SS specimen exhibited the highest drapability index of 30.84. The second highest drapability index was noticed in superimposes (SI) crepe fabric as the weave pattern and physical parameters of the SI specimen were comparable to the SS. Floating and interlacement balance between warp and weft direction is also necessary for an efficient drapability index; that’s why the basic sateen (BS) crepe fabric having floats only in one direction entailed about 23% and 20% less drapability index as compared to SS and SI specimens, respectively.
25
Similarly, the plain (P) crepe fabric processed balanced 1/1 yarn interlacements which led toward a viable drapability index of 25.51; however, the reversing crepe (R) fabric with slightly imbalanced interlacements exhibited 3.5% less drapability index than plain crepe (P) specimen. Drapability index of crepe woven fabrics.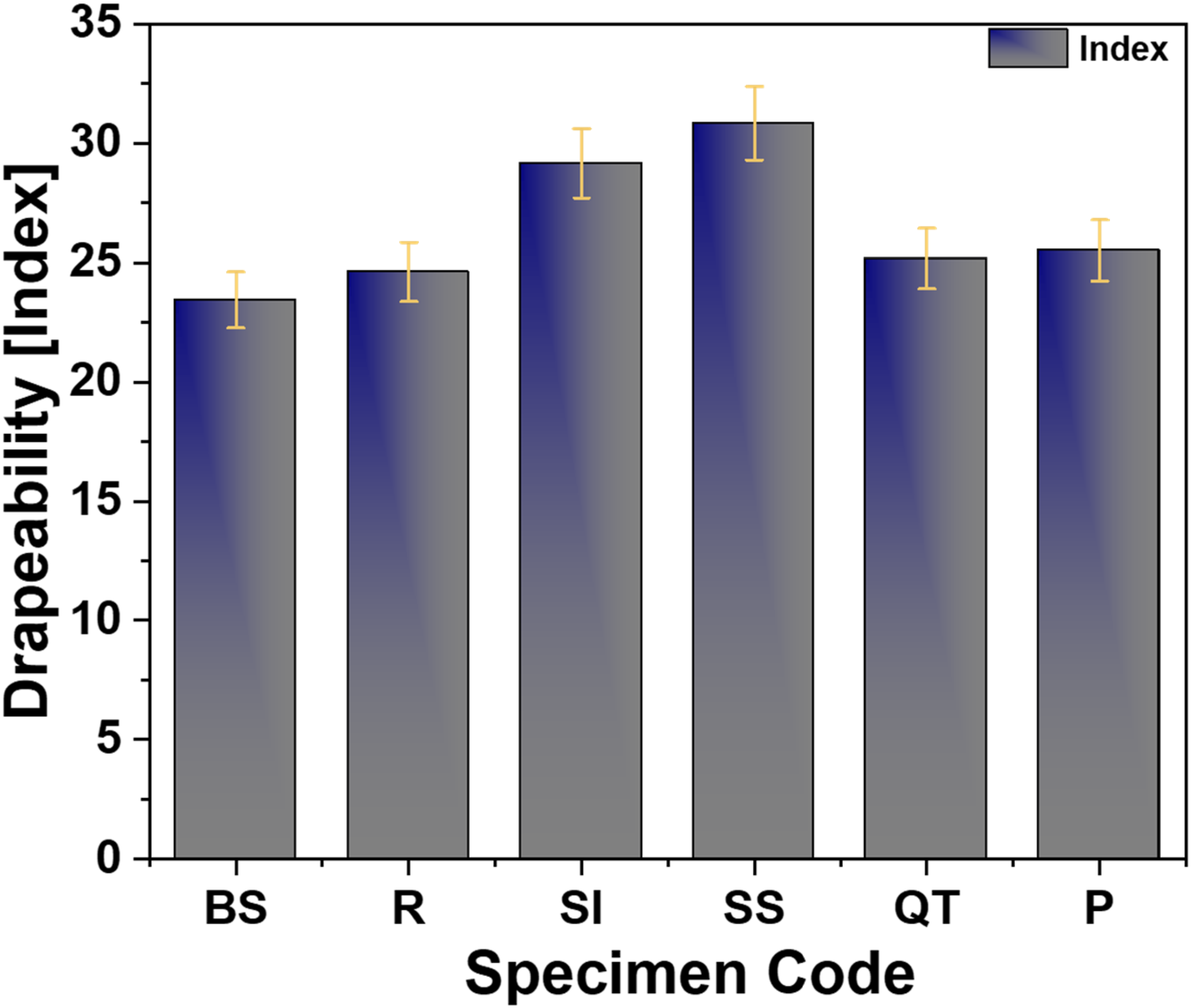
Conclusion
The study was focused on a comprehensive investigation of the thermal, sensorial, and mechanical characteristics of six different development methods of crepe woven fabrics. The results can be concluded as: 1- Base sateen (BS) crepe fabrics showed the highest air permeability of 935 mm/sec whereas the reversing method (R) showed the lowest with a 394 mm/sec value. In base sateen crepe, the sateen has longer floats, providing more gaps and spaces between yarns, allowing more air to pass through them and showing the highest air permeability. The reversing method gives a compact structure with negligible pores, significantly reducing the air permeability. 2- Crepe fabric produced by the reversing method (R) showed the highest moisture management characteristics due to its crinkled surface allowing more moisture to spread over the surface and offering more comfort in summer seasons. In contrast, the base sateen method (BS) showed the lowest moisture management values about 22.5% lower than the reversing (R) specimen. The fabric structure in sateen created gaps that resisted the transfers of moisture through the surface of the fabric by taking more time to absorb and evaporate the moisture. 3- From fabric touch tester results, it was concluded that the highest flux with a value of 872 W/m2 was seen in crepe fabric produced by the subset method (SS) due to its open structure that allows heat to transfer easily. The highest compression was shown by the reversing method (R) with a value of 1489 gf/mm3, because of the tight and crinkled fabric structure while the quarter-turn (QT) method showed the highest bending value of 6179.93 gf/mm/rad due to the twisting of yarns in single direction during weaving process that provides the fabric with a twisted or corkscrew-like appearance, that increased its bending characteristics. 4- Concluding the mechanical characteristics, the highest tensile strength of 856 N was shown by the quarter turn (QT) method due to its higher interlacements, high crimps in yarns, ends/inch (EPI), and picks/inch (PPI) those resulted in a structure with more stress distribution evenly across the surface leading towards a better axial performance. For tear strength, the highest value was shown by the subset method (SS) with a value of 175.24 N due to higher yarn floats resisting the propagation of tears. For puncture resistance, the quarter turn (QT) method had the highest value of 276.18 N due to its floating architecture causing the puncturing perforator to be trapped inside the yarns during the perforation process hence the force required to puncture increased. 5- Crepe fabric produced by the subset (SS) method showed the highest drapability index of 30.84 due to its less stiff structure that allows it to adopt shapes easily. The subset (SS) fabrics having longer yarn floats in both warp and weft directions made fabric loose and hung, resulting in a more pleasant fold formation when draped upon its weight under the gravitational force.
So, the different crepe structures showed their specific characteristics and can be used according to the end use of the product.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.