
Abstract
This study aimed to develop wearable robotic gloves that can provide comfort to logistics and transportation workers while providing hand assistance and addressing accumulated muscle fatigue caused by repetitive manual handling tasks. Two types of gloves, rivet-type and pouch-type were developed and evaluated using the nine-hole peg test (NHPT) and grip strength tests. Results showed rivet-type gloves had better dexterity, with an 8.14% faster NHPT time, and maintained 85% grip strength compared to 80% for pouch-type gloves, even after fatigue exercises. Wearability tests were conducted by measuring clothing pressure and brainwaves. In contrast to the functional experimental results, the pouch-type gloves exhibited significant decreases in clothing pressure during actuation. According to the difference in brain waves in the frontal lobe region, the beta and gamma waves observed when wearing pouch-type gloves were lower than those of rivet-type gloves, and pouch-type gloves exhibited higher alpha-wave results than rivet-type gloves. These results imply that participants were in a comparatively relaxed state when wearing pouch-type gloves. A wearer’s evaluation survey on the overall design, function, comfort, safety, ease of use, usefulness, and use intention was conducted. In summary, the rivet-type gloves exhibited better results in hand performance while the pouch-type gloves showed advantages in wearability, suggesting a tradeoff relationship between force transmission and wearer comfort. The results of this study aimed to improve the work efficiency at logistics and transportation industry sites and help improve the welfare of workers.
Introduction
Various risk factors related to the hand exist at industrial sites, such as fractures, accidental trapping, stabbing, amputation, and heat injuries. Hand injuries occur frequently at work sites and account for approximately 8% of all injuries in the U.S. labor sites. 1 To prevent these risk factors, it is mandatory for workers to wear safety gloves at industrial sites worldwide. With the growing interest in work-site safety, performance standards have been established for each purpose to maintain the basic functions of improving work efficiency and protecting hands. Furthermore, regulations related to gloves used at industrial sites have become more detailed. The International Organization for Standardization (ISO) specifies standards for protective clothing and gloves, general requirements, and testing methods. 2 According to the personal protective equipment regulations of the European Agency for Safety and Health at Work [EU-OSHA], gloves with suitable materials, design, performance, and size should be used and verified according to the conformity assessment process. 3
Product transactions through e-commerce industries have increased as well, and the volume of parcel-delivered goods has grown rapidly. 4 As a result, providing optimized delivery time, and experience customers satisfaction has become the main factors, and distribution and logistics companies compete intensively to provide fast service. 5 Thus, with the fast-growing number of workers within the industries, the workers in the logistics and transportation industries are more likely to be exposed to risks such as musculoskeletal injuries, scrapes, abrasions in the process of rapidly processing their work.
Despite the growing importance in work site safety, a trade-off issue between the comfort and performance is present for industrial gloves as discomfort of industrial gloves could cause other risks such as ineffective holding of tools, loss of gripping force and range of motion, and reduction in hand performance. 6 Only 42% of factory workers felt comfortable wearing gloves and workers generally refrained from wearing gloves during work because of discomfort. 7 Hand performance can be considered when designing gloves for logistics industry workers, especially when tasks involve precise hand operation, such as gripping and moving objects. 8 Among various risk factors, muscle fatigue in the workplace is one of the main causes of musculoskeletal disorders, particularly when workers are exposed to repetitive and excessive muscle usage.9,10 Thus, to enhance worker’s performance while maintaining the protective function, the wearable robotic gloves (wearable gloves, in short) are necessary. These gloves can help mitigate muscle fatigue accumulated during repeated high-load tasks while improving wearability (or comfort) with glove patterns that take length variations according to motion into consideration. 11
In recent years, numerous wearable gloves have been developed to either support the grip/grasp force of the user or grant dexterous movements to patients with functional disorders. 12 Table 1 Unlike robotic hands, these wearable gloves are worn directly on the human hand. This necessitates a meticulous consideration of the primary function of the human hand: grasping and manipulating various objects with highly dexterous motion. 13 The weight and size of wearable devices influence their function and wearability, as complicated and heavy robotic gloves can limit the agile movement of the hands 14 and wearing gloves of the incorrect size can reduce hand dexterity and function, which may contribute to cumulative trauma disorders. 15 Consequently, recent advancements in wearable glove technology have focused on utilizing soft materials such as fabrics or polymers as the base materials for wearable gloves. Various force transmission structures have been engineered onto these base materials to augment the user performance while minimizing interference during the user activities of daily living.16,17 However, extant studies on wearable robotic gloves were limited to applying mechanical structures and robotic actuators to fabric gloves to provide muscle assistance,70,71 without considering material selection and design approaches that prioritize the wearer’s comfort.16,18–20
Comparison of existing wearable assistive gloves.

Literature review
Material properties
The materials used to manufacture protective gloves should display protective properties, durability, and air permeability. Workers in charge of cargo or transportation encounter hazards such as cuts, scratches, and stabbing on their hands. Therefore, a key consideration when designing protective gloves is the protection of the hand from injury, and thicker gloves are more effective at protecting the hand.22,23
Second, it is suggested to verify the abrasion strength, bursting strength, tensile strength, and elongation recovery rate in relation to durability. It is important to consider the tensile and abrasion strengths of protective clothing. Therefore, to evaluate the strength and protective properties of a fabric, it is necessary to first determine its resistance to cutting by sharp objects (ISO 3997:2023). 24 Abrasion strength is the capability of a fabric to withstand abrasion damage, wherein a portion of the fabric is worn away by friction with an external substance. This should be considered because the abrasion that occurs while wearing gloves can affect the appearance and hand protection. According to the ISO 12947-2 (2016) standard, the minimum abrasion strength standard for work clothes is 30,000 times, and the “excellent” standard is at least 50,000 times. 25
Bursting strength is the force exerted when a fabric is ruptured by applying pressure in the vertical direction. The use of materials with low bursting strengths in wearable gloves would reduce the lifespan of the gloves. Moreover, it may become difficult to transmit the actuator power or withstand the load. The bursting strength of knitted fabrics is required to be over 490 kPa according to the ISO 13,938-1 standard and over 200 kPa according to the EN ISO 13,938-1 (2019) standard. 25
Tensile strength refers to the capability of a fabric to withstand tension. Meanwhile, tensile elongation is measured similarly to tensile strength and refers to the increased length expressed as a percentage (%) of the original length when the fabric is pulled in the longitudinal direction. The durability and elasticity of the material can be evaluated. When using a material with high tensile strength, less deformation occurs when other parts are attached to the glove or when it is pulled, and the glove can be worn stably at industrial sites. In the case of tensile strength, according to the ISO 13934-2 standard, the minimum tensile strength and minimum elongation for work clothes are 450 N and 12.5%–55%, respectively. 25
The elongation recovery rate is used to evaluate the stretchability of a material. When wearing a glove, the material is subjected to physical forces such as elongation and contraction by repetitive movements. An evaluation is necessary to maintain the original state of the gloves. The American Society for Testing and Materials (ASTM) D3107 standard requires an elongation recovery rate of at least 40%, and over 50% is preferred. 26
Third, the air permeability should be considered. It is a characteristic related to the permeation of air through the pores of the fabric and is closely related to the heat transfer characteristics of clothing. 27 It is necessary to consider air permeability because the heat generated by the human body can be released effectively to achieve thermos-physiological comfort. According to the EL317 environmental label certification standard, 28 the fabric for outerwear is evaluated as excellent when the air permeability is at least 500 mm/s in the KS K ISO 9237 standard test.
Hand performance
Dexterity refers to the capability to manipulate objects of various sizes and shapes using hands and fingers. 29 The Nine Hole Peg Test (NHPT) is a test for assessing hand and finger dexterity, which can also be applied to evaluate hand function when wearing wearable gloves. 30 It measures the time required for an individual to place pins into the nine holes of a square board individually and then put these back into the container. 29
The glove design factors that affect hand performance include glove patterns (a design drawing used to cut fabric into the shape of a glove), elastic properties, thickness, and coefficient of friction (CoF) of the material. 31 First, when designing glove patterns, it is necessary to consider the anatomical characteristics of the hand 32 and the dynamic length variations according to hand movement. 11
Second, materials with low elasticity can decrease hand performance when used in industrial gloves. 22 In contrast, hand performance increases when stretchable materials are used because these expand according to the variation in length during hand movement. 9 The high elasticity of the surface provides the capability to conform to a user’s hand shape and improve the comfort. 33
Glove thickness is a variable that affects both NHPT results and grip strength. 29 When the glove thickness increases by 1 mm, the time required to complete the NHPT test increases by 17.42 s, and the grip strength decreases by 3.61 kg. 29 An analysis showed that gloves with a thickness of 0.015 mm provide greater maximum grip strength than those with a thickness of 0.03 mm. Moreover, the maximum grip strength increases as the glove thickness decreases. 34
Finally, as the average load varies within the range of 10–70 N with gloves made of various materials, the coefficient of friction (CoF) varies from 2.5 µ to 5.5 µ. 35 The CoF has the highest influence on grip strength. 36 Therefore, this study aims to develop gloves that can improve the wearer’s hand performance by optimizing glove design factors such as pattern, textile elasticity, thickness, and CoF.
Wearability
Wearability is the degree of comfort provided by an object or device that is physically, mentally, or socially worn on the body. It can be defined as the relationship between the physical form of a device and the human body.37,38 Robots with solid exoskeletons are advantageous for the transmission of force but have limitations in wearability compared to wearable robots made of flexible materials. 39 For the glove to be practically used in various industrial sites, it is important to test the wearable gloves’ wearability with various test methods. As the pressure applied to the finger may decrease the wearability, it is necessary to measure the pressure applied to improve user comfort. 40 The relationship between clothing pressure by body part and comfort should be determined by comparing clothing pressure values with survey results. 41 An electroencephalogram (EEG) is a bio-signal that can reflect human physiological responses and psychological conditions. It is used as a tool to measure the wearer’s discomfort when subjected to external stimuli. 42 By conducting these measurements and assessing the wearable gloves, this study aimed to design wearable robotic gloves that are comfortable to wear while improving hand assistance performance.
Methods
Material properties analysis
Fabric material test analysis items and methods.

First, the mixing ratio was tested using the ISO 1833-2:2020 method for quantitative chemical analysis. 72 The ISO 13934-2:2014 grab method was used for the tensile strength test. 43 The same standard and CRE type tensile tester were used for tensile elongation. Second, two standards were used to measure the elongation recovery rates. For samples 1 and 2, ASTM D 2594-2004 (2016) 44 was used, the gauge distance was set to 125 mm, and the applied load was set to 44.5 N (10 lbf). Moreover, the extension distance was set to 35% in the wale direction and 60% in the course direction. For sample 3, the ASTM D3107-07 45 standard was used, the gauge distance was 250 mm, and the applied load was 1.8 kg (4.0 lbf). This standard was used for samples 4, 5, and 6 as well. 45 However, the gauge distance was 125 mm, the applied load was 44.5 N (10 lbf), and the elongation distance was 35% in the wale direction and 60% in the course direction. Third, the bursting and abrasion strengths were analyzed for the outer fabric materials that provides protection, following the ISO 13,938-1:2019 diaphragm method 46 and ISO 12947-2:2016 Martindale method. 47 In the abrasion test, the final point for samples 1 and 2 was set to when a hole appeared in the fabric, and for sample 3 when both the threads were broken completely. Finally, the air permeability was measured according to the ISO 9237:1995 48 standard with a test area of 20 cm∧ 2 and static pressure of 100 Pa.
Considering the analysis results, for the outer fabric, a sample with a high tensile strength to withstand the force of the actuator and high air permeability for thermos-physiological comfort was selected 27 and a fabric with high tensile strength, air permeability, and elongation recovery rate were selected as the lining fabric to minimize stretching by repetitive movements. 26
Glove design development
To analyze glove design characteristics according to purpose, images were collected using the Google image search engine with the keywords “gloves, tactical gloves, and sports gloves.” Of the top 100 images excluding advertisements, 40 images with three or more clearly visible patterns on the front and back were selected. 49 Five images were excluded due to unclear patterns. The remaining images were categorized into five groups for analysis: “daily gloves,” “work and protection gloves,” “tactical/bikers’ gloves,” “sports gloves,” “outdoor gloves.” A notable group of glove designs was selected through verification by two clothing-and-textile experts and three mechanics-and-robotics experts. The gloves were designed by placing fabric layers and cutting lines according to the common design characteristics of the eight selected gloves.
Demographic characteristics
All experiments and surveys were conducted on 12 male participants in their 20s (M = 24.25, SD = 2.01, R = 20–27). Participants who fit standard M-size protective gloves 50 were recruited by measuring the hand width (M = 9.02 cm, SD = 1.11 cm) and length (M = 18.43 cm, SD = 1.05 cm) before the experiment. Regarding physical properties, participants showed an average height of 174.3 cm (SD = 4.1 cm) and average weight of 78.0 kg (SD = 10.2 kg).
Hand performance test
Grip strength and NHPT tests were conducted to measure the hand performance. The experimental protocol was approved by the XX University Institutional Review Board (IRB number: 7,001,988-202,309-HR-2032-02), and informed consent was obtained from all participants. The effectiveness of the proposed wearable gloves was validated using a digital dynamometer (TKK5401; Takei, Inc.) (Figure 1). The digital dynamometer was positioned parallel to the human torso, with the palm toward the participant and the elbows relaxed to minimize the influence of muscle tension and variations in hand position and orientation. Additionally, the participants’ wrists were maintained in a neutral position because the extension/flexion motion of the wrists was likely to influence the grip force tendency.
51
The details of the experimental procedure and posture guidelines are shown in Figures 1 and 2. Detailed image of a participant conducting grip strength experiments. The guidelines for the elbow and hand position are shown in the figure (left). A magnified view of the dynamometer before and after the grip strength is illustrated (right). NHPT test process.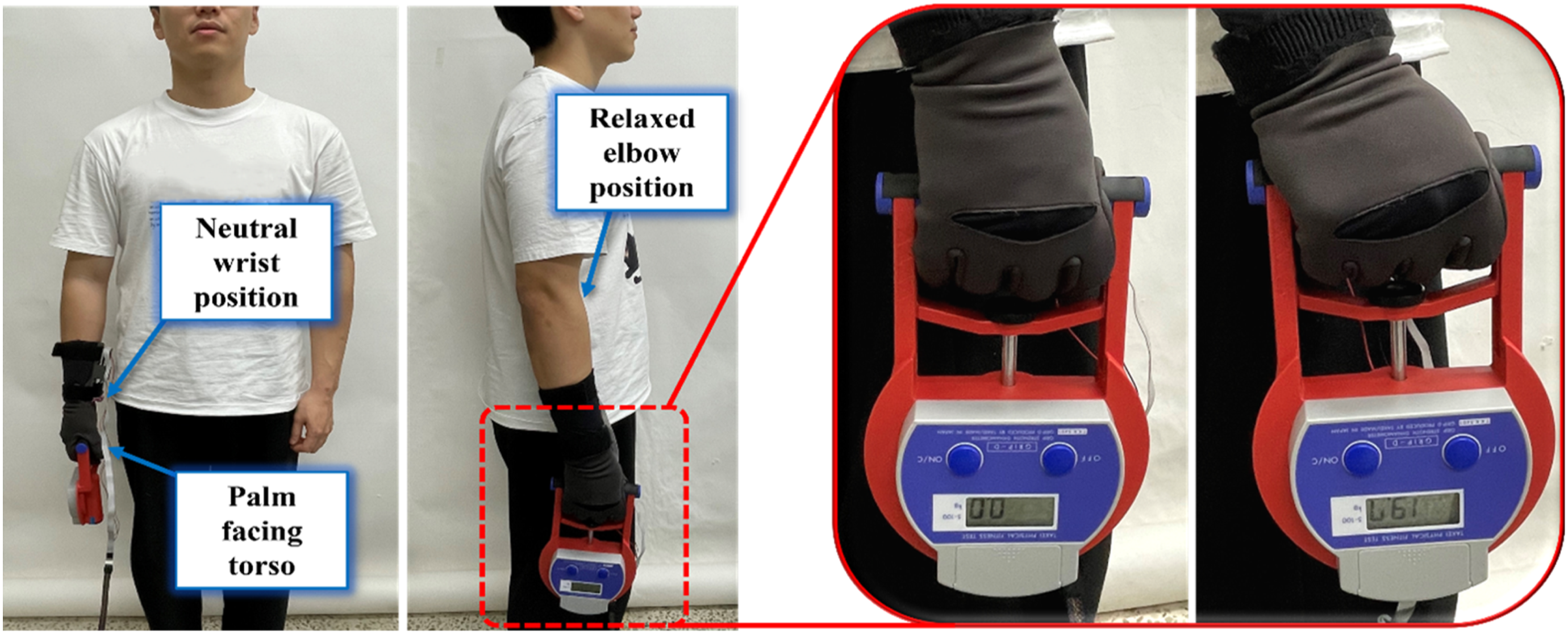

The variation in the maximum isometric force (MIF) was first measured to validate the performance of the proposed wearable glove in terms of muscle fatigue. At the beginning of the experiment, the participants were instructed to apply a grip force to the digital dynamometer for 3 s to acquire the initial reference value. The 3 s term for a single power grasp is a commonly used method in clinical assessments. It ensures adequate time for participants to prepare their muscles and apply a power grasp to minimize possible fluctuations in kgf 52 In addition, using a power grasp on the dynamometer for a long time avoids possible muscle fatigue in participants. Subsequently, they were provided a hand gripper to perform 20 power grasps continuously. Immediately after the exercise, the participants were instructed to apply a power grasp to the digital dynamometer for data acquisition. The procedure (hand gripper × 20 and then, single power grasp to the dynamometer) was repeated three times with a 1 min rest before each new set of experiments. Because the muscles were likely to be in their optimal condition at the initial stage of the experiments, the forces acquired from the second, third, and fourth trials were normalized with respect to the initial reference value to obtain variations in muscle forces over repetitions. To allow the subjects to stably execute the task by granting the muscles to restore their strength and to prevent any injuries due to muscle fatigue, the MIF was evaluated with 15 min of rest after each experiment 53 Furthermore, to avoid bias in the experimental results, the order of the experiments was shuffled and distributed uniformly among the three groups of participants (4 participants in a single group), where they were designated to begin their experiments with one of the industrial, pouch, and rivet gloves.
Second, measurements were conducted to further evaluate the maximum peak force (MPF) of the proposed wearable glove with and without assistance from the actuator. The experimental procedure involved applying a grip force for 3 s with maximal effort and a 30 s resting period after each set. This process was repeated three times to ensure robust data acquisition. The acquired MPF values were subsequently compared by calculating the average values of three repeated sets.
The NHPT test was conducted to evaluate the overall manipulation ability of hands and fingers, comparing the industrial, rivet-type and pouch-type wearable gloves (Figure 2). The time taken to insert 9 pegs in 9 holes and sequentially remove them is recorded, and the process is repeated once more with a break of 3 min for accuracy. 29
Wearability test
The brainwaves and clothing pressure of participants during five cases, consisting of rivet gloves with and without activation, pouch-type gloves with and without activation and industrial gloves, were measured. During the measurements, the participants were required to lift and move a box with a width, depth, and height total of 80 cm and a weight of 2 kg. The weight and size of the box were decided according to the small parcel size standard of the Royal Post 54 and fits with the DHL Box 3 standard. 55 The box was lifted and moved in 5-s intervals to standardize each participant’s movement speed.
After wearing the EEG helmet and attaching clothing pressure sensors, the participants were given a 3 min interval to relax. The brain waves were measured for 2 min while carrying out the movements. The measurement was conducted two times with 3 min breaks in between (Figure 3(b)). The clothing pressure was evaluated using an air-pack measurement system (AMI-3037). This measurement method involves moving air through a tube according to applied pressure. The degree of air movement by pressure was measured at 1 s intervals and went through comprehensive calibration by the measuring system’s main body to ensure precision. The pressure on the fingertip was measured with and without actuation. The experimental results were derived by referring to the results of an additional survey on comfort.
56
EEG measurements were performed using a dry-type headset (DSI-24). The EEG signals being measured using 21 sensors arranged according to the 10–20 system. The measurements were performed wirelessly using a Bluetooth transmitting and receiving device to enable the participant’s free movement. Both EEG and clothing pressure data were measured for 2 min and 1 min and 30 s of the data were analyzed excluding the 15 s on both ends. Wearability test: EEG, clothing pressure measurement process.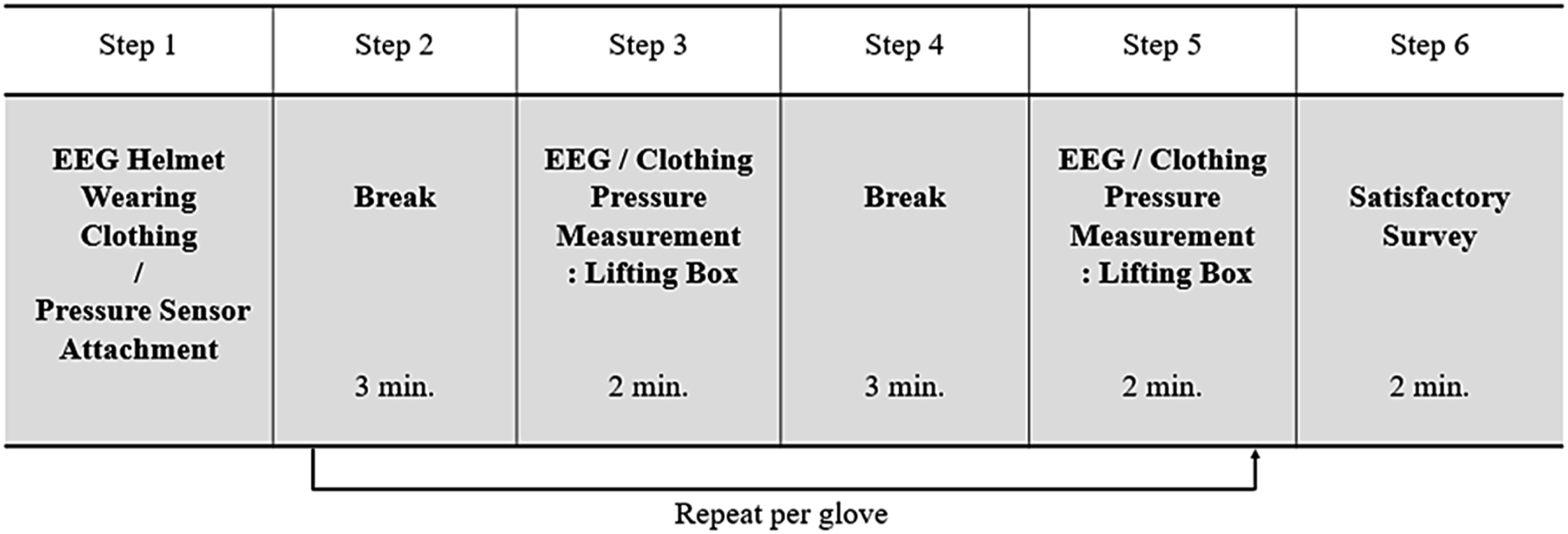
Satisfaction survey
A satisfaction survey was conducted with the 12 participants to evaluate the gloves that had been developed. It consisted of 30 questions: 5 on comfort, 57 3 on the ease of use, 58 13 on function and design, 59 3 on purchase and use intention, and 6 on demographic backgrounds. 59 The participants were asked to respond on a seven-point Likert scale (1 = strongly disagree, 7 = strongly agree). The completed satisfaction survey was analyzed using SPSS 27.0, which used mean, standard deviation,t test, and analysis of variance (ANOVA).
Results
Material characteristics analysis
Results of testing and analysis of fabrics.

In selecting the outer material, durability is important for withstanding the force of the actuator and fastening it effectively. Regarding abrasion strength, all samples showed excellent results (over 50,000 RUBS). Elongation recovery rates, tensile strength and tensile elongation were tested for the wale and course direction of the fabric. In Table 3, the wale (W) refers to the length direction of the fabric, while the course (C) relates to the width direction. Regarding tensile strength, sample 3 showed the highest result (519N) in the wale direction whereas sample 1 showed the highest result (464 N) in the course direction. No sample exceeded 450 N (identified as an excellent tensile strength standard) in both course and wale directions. However, the two highest values mentioned above exceeded the standard and were evaluated as excellent. The bursting strength of samples 1, 2, and 3 was 770 kPa, 544 kPa, and 980 kPa, respectively. All the samples exceeded 490 kPa (identified as an excellent bursting strength standard).
The air permeability was highest in the order of samples 2, 1, and 3. Sample 2 exceeded 500 mm/s showing excellent air permeability results. For the outer material, sample 2 was identified as excellent in terms of air permeability. However, it was excluded as it fell significantly below the tensile strength standard. Sample 3 was identified as an excellent material in terms of tensile strength and bursting strength but was excluded because it fell significantly below the excellent standard in terms of air permeability. Therefore, sample 1 was selected as the outer material (Figure 4(a)). It was identified as an excellent material in terms of tensile strength and bursting strength and was close to the standard in terms of air permeability. Material characteristics analysis: (a) comparison of outer fabrics, (b) comparison of lining fabrics.
The blood flow in the limbs increases to release body heat generated during exercise. 46 Because the temperature of the human body is controlled by the hand during activity, it is important to dissipate heat from the human body by ensuring the air permeability of the gloves. The air permeability of lining material was 76.6 mm/s, 558 mm/s, and 308 mm/s for samples 4, 5, and 6, respectively, which was highest in the order of sample 5, sample 6, and sample 4. Sample 5 (exceeded 500 mm/s) exhibited excellent air permeability and was selected as the lining material (Figure 4(b)).
Glove design development
According to the glove design analysis, all the gloves analyzed displayed a basic pattern with a separated thumb pattern and 1-2 cutting lines on the back of the hand. In the case of biker gloves, a thick additional layer of fabric is added over the MP joint. Over 80% of the cases had additional layers on the palm and hook-and-loop fastenings on the wrist. The sports gloves featured more intricate and curved cutting lines compared to other gloves, allowing elaborate hand movements. Furthermore, 60% of the gloves had hook-and-loop fastenings on the wrist. In the case of the outdoor gloves, 80% of the analyzed cases had fabric layers on the palm or fingertips and the number of patterns tended to be smaller than those of the other categories. This suggests that the importance of the glove pattern was relatively less significant because thick, durable fabrics were used. Industrial gloves use a shock-proof or cut-proof material as additional layers in various parts of the hand (e.g., finger surface, palm, back of the hand, etc.) with basic pattern designs.
Among the analyzed design cases, golf gloves were selected as design reference because of the similarity in metacarpophalangeal joint and proximal interphalangeal joint motion (Figure 5(a)) as verified by two experts in the field of clothing and three in the field of robots. To determine the appropriate pattern line position for domestic users, eight gloves with high preference according to the Consumer Network for Public Interest (2021) were analyzed
60
and overlapping cutting line positions were referred to in the design (Figures 5(b) and (c)). Developed glove pattern design: (a) major finger joints, (b) comparison results of cutting lines, and (c) glove patterns.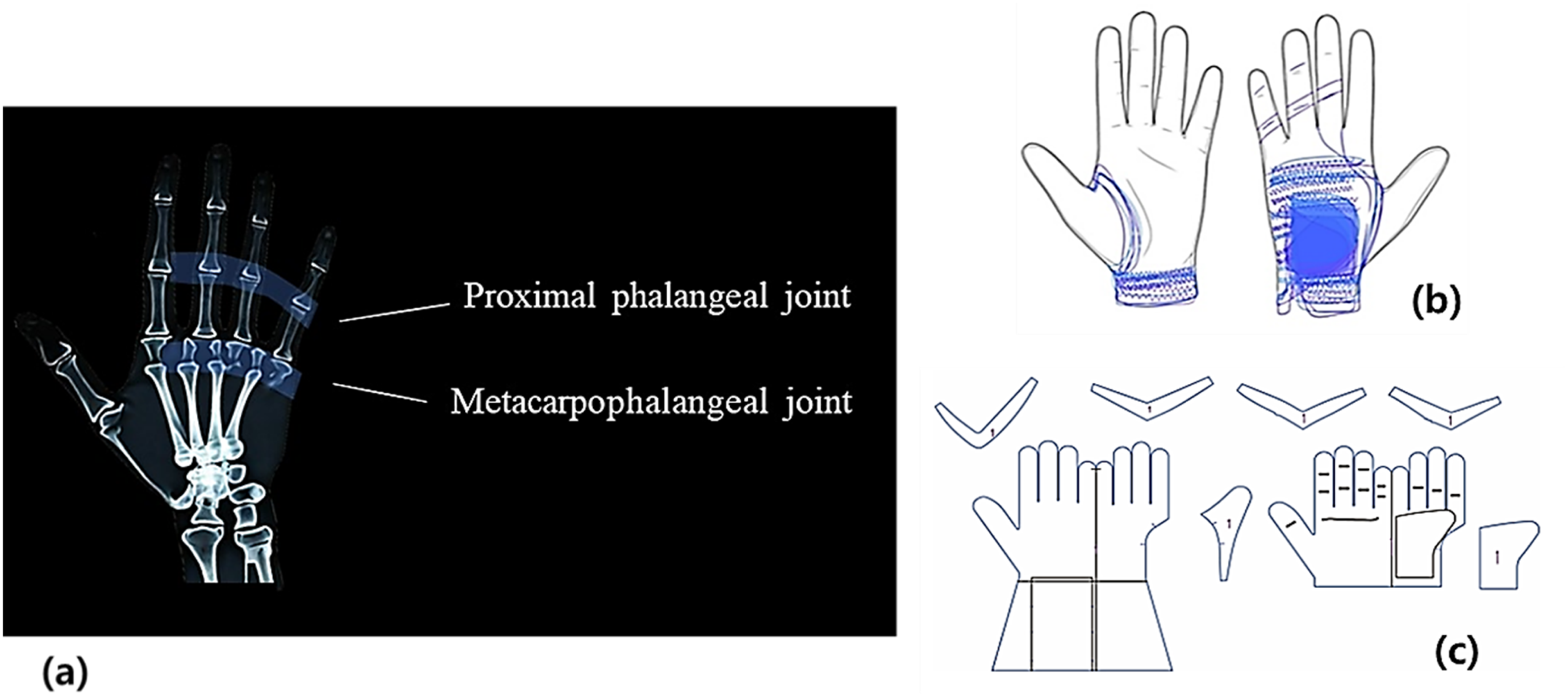
After the pattern development process, the research hypothesis was set to investigate the relationship between the actuator attachment method and wearability: the worn gloves’ conceived wearability would differ depending on the degree of fixation of the actuator attachment method. It was predicted that the conceived wearability, measured by the wearers’ brainwave, clothing pressure, and satisfaction survey results, would show significant differences depending on design. Design variables include how the actuator was anchored on the wrist of the gloves and the various materials and fastenings used in the attachment method. The test results regarding wearability would show considerable differences depending on how the actuator was anchored on the wrist of the gloves.
Actuator
The next decision was regarding the source of actuation for the proposed wearable gloves. Previously, various actuators were selected as candidates for robotic gloves, including conventional motor-tendon-driven actuators, pneumatic artificial muscles, electrostatic clutches, and twisted string actuators.16,17,61–63 The twisted string actuator (TSA) was selected as the source of actuation for the proposed wearable glove owing to its design flexibility, cost-effectiveness, and lightweight characteristics. TSA is a technology that can replace conventional metallic gears with synthetic fiber strings to convert the rotational motion of a motor into linear motion, as shown in Figure 6. The implementation of this unique actuation source opens the possibility of an almost full-fabric wearable robot glove. This is because the strand fiber of the proposed wearable glove can be utilized as both one-part glove and one-part actuator. Schematic of a twisted string actuator converting the rotational motion of an electric motor into a linear motion with a displacement of dL and pulling force F.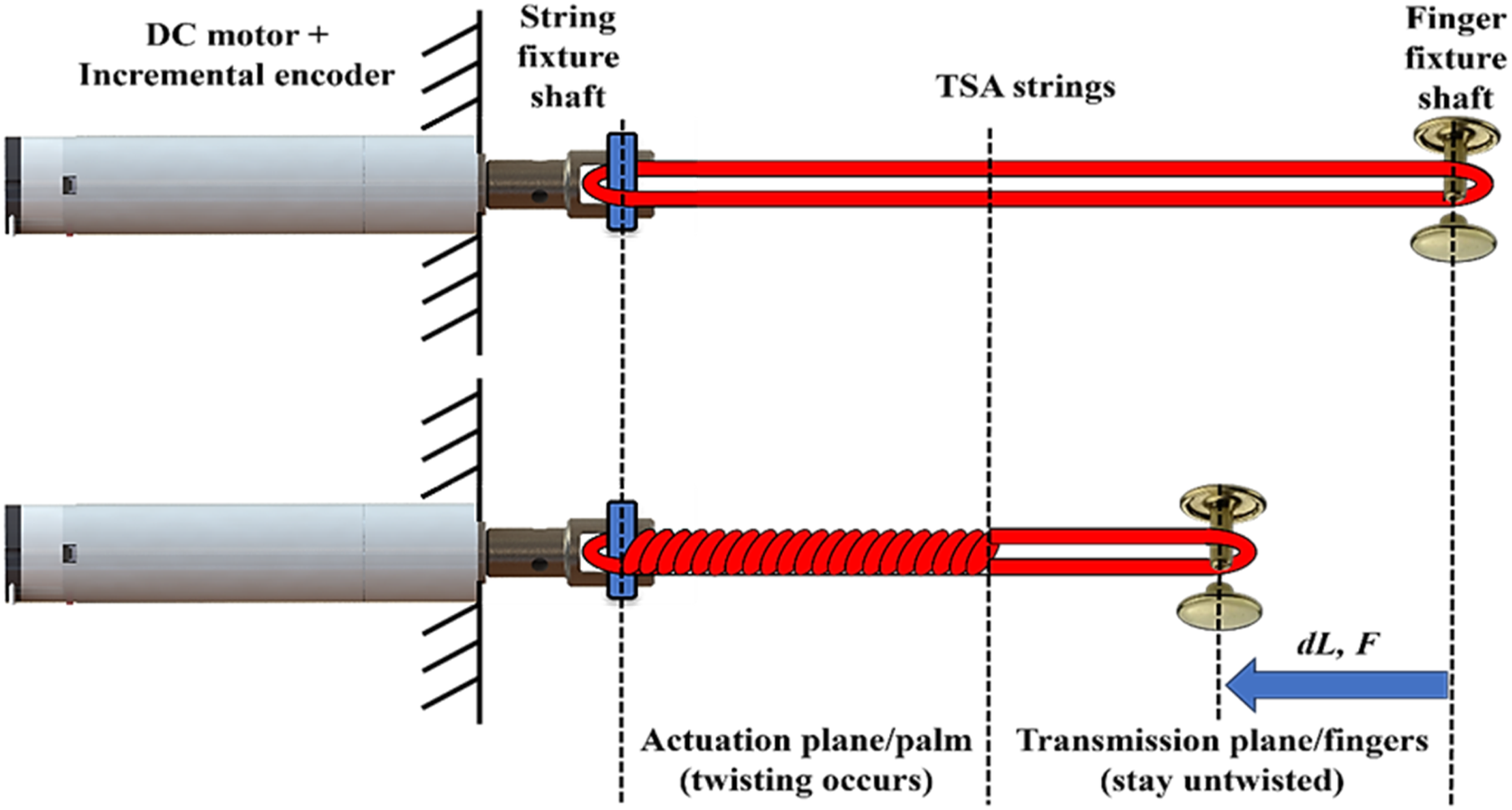
In addition, TSA has been widely adopted in various robotic applications to promote safe human–robot interactions.64,65 The actuation characteristics of the TSA can be explained using the following equations:

Next, to maximize user comfort, the proposed wearable robot glove requires sufficient speed to coincide with the reflex of the human muscles during the grasping motion, which is generally in the range of 200–300 ms.
66
While achieving this, various overheads should be minimized to prevent interference with users while performing hand manipulation tasks. To achieve these distinctive goals, the TSA was designed to be attached to both index and middle fingers by employing two TSAs in parallel on a single fixture to exert a force on both the fingers. This design enhances the grasping speed of human hands by increasing the r
string
of the TSA within the actuation plane because the displacement dL of the TSA is proportional to the r
string
2
(i.e., using 2 strings in parallel increases the r
string
by 2 folds resulting in 4 times faster grasping speed) as shown in equation (1). Furthermore, the overhead of the proposed wearable glove can be minimized because only a single motor is necessary to transmit forces to two fingers. Details of the design approach are shown in Figure 7. Based on the above equations, the TSA was designed to exhibit a displacement of 30 mm and ideally exert approximately 21.5 N on the index and middle fingers. The grasping speed was measured to be within 300 ms (260 ms from the calculation) after the motor initiated a rotational motion when using a DC motor with a gear ratio of 5.3:1. This resulted in a maximum speed of 2000 revolutions per minute at the output (DCX16 with GPX16, Maxon Motor Inc). Image illustrating (a) variation in hand motion before and after the TSA exerts force on the proposed wearable glove and (b) variation in TSA installed within the glove before and after actuation.
Glove fabrication and wrist motor designs
Four types of fabricated wearable gloves with different wrist-motor attachment methods, which are the rivet type, hook and loops type, extended 3D printing type, and X-shaped strap type, were designed as it is crucial to hold the actuator structure in place.
67
The extended 3D printing type included a rigid component on the wrist and back of the hand, fastening the actuator. This design candidate was eliminated as the extended rigid structure tended to restrain human hand movements, causing wearability issues. The X-shaped strap design featuring an elastic strap wrapped around the wrist was excluded due to the potential risk of applying too much pressure to the wearer’s wrist. To reinforce the securing force, the rivet type and hook and loops type were combined into a new one that used metal rivets and elastic straps on the wrist to fasten the 3D-printed structure. A new design, the pouch type, was added to optimize wearer comfort by minimizing rigid components, and thus, the two final designs were derived (Figure 8). Final glove designs: (a) Rivet-type and (b) Pouch-type.
As explained above, the rivet-type design used both brass screw-type rivets and an elastic strap made of non-slip material to hold the motor in place during actuation (Figure 8(a)). The glove consists of two fabric layers, with the base layer made of lining fabric that extends until the edge of the glove and the surface layer made of outer fabric that extends until the radiocarpal joint. The 3D printed structure is attached to the inner layer of the wrist section and is designed with a hand-side width of 35 mm, wrist-side width of 50 mm, and thickness of 3 mm This structure is printed using nylon 12 powder and Fuse 1+ selective laser sintering (SLS) equipment manufactured by Formlabs Inc., USA and consists of a motor anchoring section to which the motor head is plugged into and a flat connecting section with holes for the rivets. A 3D-printed wristband on the upper wrist and a 30 mm elastic strap made of a non-slip material were used to hold the motor in place during actuation. As it is important to hold the actuator in place to assist the wearer’s intended motion, 68 the non-slip strap passing over the motor anchoring section and a neoprene hook-and-loop strap passing through the 3D-printed structure provides additional anchoring. A detachable cover with wrist section materials and hook-and-loop fastening was made as visible motors can detract from the glove’s aesthetics result in user discomfort. 69
A pouch-type design incorporating the 3D-printed component into a textile pouch was designed to minimize rigid structures and provide a relatively wearability focused design to the rivet type (Figure 8(b)). In this design, a fabric pouch was attached to the inner layer of the wrist section to store the 25 mm-wide motor anchoring structure 3D-printed using the Fuse 1+ SLS equipment. The pouch was made of waterproof material with a diameter of 16 mm and neoprene material was added under the pouch for comfort. To enable motor replacement, the pouch (46 (width) and 64 (length) mm) opens and closes with a 290 mm hook-and-loop strap. To prevent movement from the actuator operation, the motor was additionally held with an anti-slip elastic strap like that used in the rivet-type. Both gloves were made according to the standard medium sizing of protective gloves provided by Ansell. 50
Hand performance test results
In this section, the experimental results obtained in the series of experiments described in the methods section is discussed. First, we evaluated the grip force in three cases: industrial (unassisted), pouch (assisted), and rivet (assisted). The assistance effect of the proposed wearable robot gloves was demonstrated to be highly effective during the MIF experiments. Based on the assumption that the MIF recorded in the first trial for all the participants was at 100% capacity, the data acquired during the second, third, and fourth trials were normalized to the grip strength obtained from the first trial of individual participants. The results showed that the unassisted case exhibited the most significant decrease in MIF in the fourth trial by 24.7%. This is shown in Figure 9(a). However, for both the assisted cases, the decrease in MIF was less than that in the unassisted case, with values of 19.7% and 14.9% for the pouch and rivet, respectively. The experimental results for the rivet case demonstrated the best performance among the three cases. This indicated that sufficient grounding to prevent slippage of the proposed wearable glove against the human skin during actuation provided highly consistent assistance to the participants. In contrast, the pouch-type was unable to resist the TSA force from pulling the motor, causing the mount to slip toward the fingers due to insufficient grounding. This degradation of the proposed pouch-type wearable glove’s assistance performance led to a 19.7% decrease in MIF after multiple trials. Hand performance assessment results: (a) grip-strength: maximum isometric muscle force (b) grip-strength: maximum peak force (c) NHPT results and average by conditions.
Unlike the grip force of 28.2 kgf for the unassisted case, the MPF was marginally lesser for assisted cases, with grip force values of 27.1 and 27.0 kgf for pouch and rivet, respectively (see Figure 9(b)). This tendency was observed primarily in the group of participants who felt unaccustomed to the actuation sequence of the proposed wearable robotic gloves when grasping the dynamometer for assisted cases while wearing pouch or rivet-types. However, the participants who adapted well to the proposed wearable gloves exhibited a larger MPF than those who did not while wearing the industrial type.
This tendency was observed in 6 out of the 12 participants who participated in the experiments. They exhibited 4.5% and 4.7% larger average MPF values for the pouch and rivet cases, respectively. Similarly, assigning training sessions to the participants before the actual experiments may have improved the experimental results.
The results of the NHPT revealed that the industrial gloves (M = 38.10, SD = 4.90), rivet-type gloves (M = 46.47, SD = 8.69), and pouch-type gloves (M = 50.59, SD = 10.47) consumed less time to complete the required task (Figure 9(c)). According to the results, the rivet-type gloves displayed better hand performance than the pouch-type gloves.
According to the clothing pressure measurements, the pouch-type gloves with actuation (M = 47.56. SD = 8.29) displayed the lowest average clothing pressure. This was followed by the industrial gloves (M = 49.43. SD = 12.29), pouch-type gloves without actuation (M = 55.92 SD = 10.31), rivet + hook-and-loop-type gloves with actuation (M = 60.12. SD = 12.02), rivet + hook-and-loop type gloves without actuation (M = 60.51. SD = 14.14) (Figures 10(b) and 10(c)). Clothing pressure results and average by condition: (a) clothing pressure measurements (b) clothing pressure average by condition (c) results of clothing pressure by condition.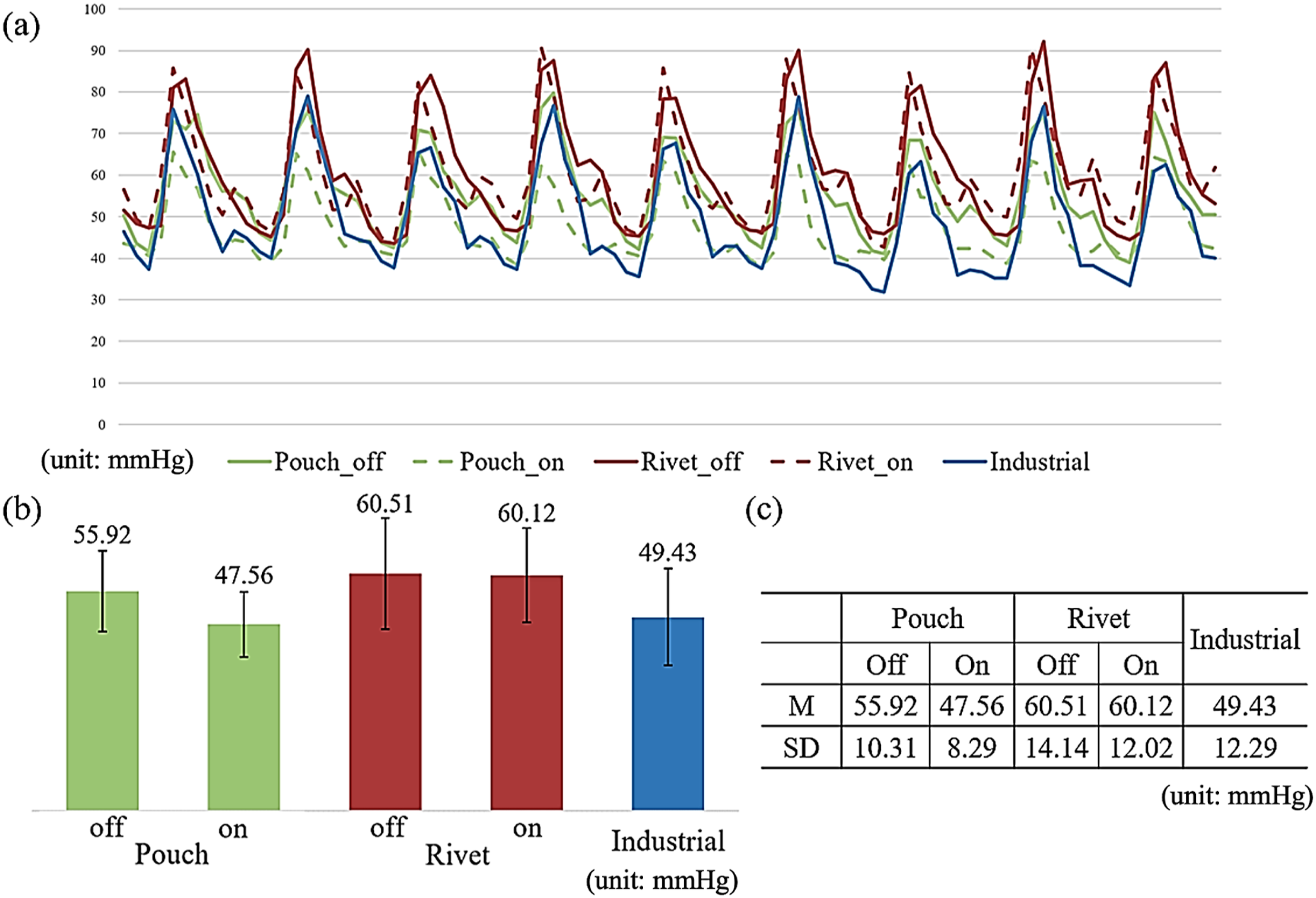
The graph showing variation in clothing pressure over time (Figure 10(a)) reveals that the maximum clothing pressure measured during lifting movements was the lowest when the pouch-type glove was turned on. To conclude, the pressure applied to the wearer’s fingertips while lifting objects was smallest when the pouch-type glove was actuated.
For the average value of the brain waves measured throughout the actuator operation, an alpha wave of 8–12 Hz was measured most frequently for the pouch-type gloves. In addition, the spectral edge frequency (SEF95) was relatively low when the actuator was not turned on in the pouch- and rivet-type gloves. Therefore, the proportion of low-frequency brain waves was higher. In addition, the average brain wave results with the actuated pouch and rivet-type gloves were similar or better than those for the industrial gloves in terms of alpha, beta, gamma, and SEF95 values.
Results on EEG measurements of channel 1-8.

As a result of the brainwave mapping (Table 4), the difference between the non-actuated and actuated states in the parietal lobe (Ch. 15-17) was not significant. The proportion of alpha waves was high in the order of pouch-type, rivet-type, and industrial gloves. The beta wave of the frontal lobe region was lower in the non-actuated cases. It was lowest in the case of pouch-type glove without actuation. The SEF95 value of the frontal lobe was lowest in the same circumstances as the beta wave.
Brain mapping of EEG measurements.

The highest gamma wave proportion was observed when the wearers wore industrial gloves and non-actuated rivet-type gloves (Figure 11). The relative high beta waves displayed higher results in the cases of rivet gloves and industrial gloves and the lowest results in the case of non-actuated pouch-type gloves. Result of RG, RHB, RSA, and SEF95 in Ch. 1-8.
One-way ANOVA results of channel 1-8.
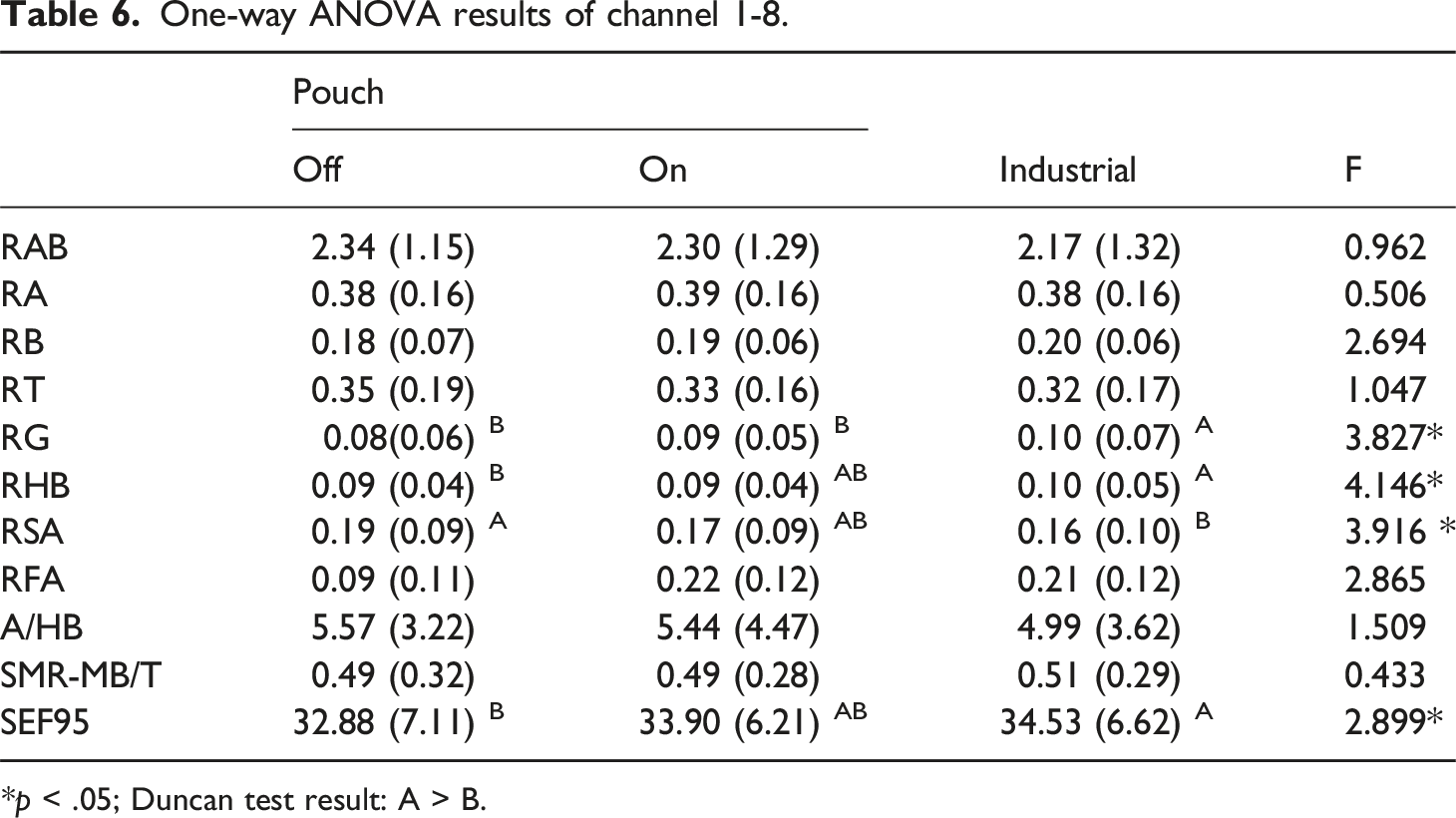
*p < .05; Duncan test result: A > B.
Results of the satisfaction survey
For the satisfaction survey, responses from all 12 participants who took part in previous experiments were gathered. The satisfaction evaluation results for each glove type are shown in (Figure 12). The pouch-type gloves provided higher satisfaction in terms of design, function, comfort, safety, ease of use, and use intention, while the rivet type exhibited higher results in the usefulness. Satisfaction with rivet gloves and pouch gloves.
Participants appeared to be generally satisfied with the overall design of the rivet-type gloves (M = 4.67, SD = 1.49). In terms of design, the most satisfactory attributes were the length of the gloves (M = 5.58, SD = 0.76) and design without patterns (M = 5.58, SD = 1.44). These were followed by sewing, weight, material, fit of the gloves, fastening method, wearing method, color, detail, and thickness (Figure 13). They also appeared to be satisfied with the overall functionality (M = 4.83, SD = 1.40). Regarding the function of the gloves, the highest level of satisfaction came from the fact that the gloves assisted in bending (M = 5.09, SD = 1.55). This was followed by the fact that the gloves assisted in grabbing objects. Results of satisfactions with rivet gloves: design, function, comfort, safety, ease of use, usefulness, and use intention.
The satisfaction rate regarding overall comfort of the rivet-type gloves was average (M = 4.25; SD = 1.64). Among these, satisfaction was the highest due to the absence of excessive fatigue when wearing rivet-type gloves (M = 5.83, SD = 1.21). Rivet-type gloves also showed high satisfaction results as these could be worn without assistance (M = 5.33, SD = 1.65). Satisfaction was high in the following order: thermal comfort when wearing, absence of pressure, and comfortable movements (Figure 14). Results for satisfaction with pouch gloves: design, function, comfort, safety, ease of use, usefulness, and use intention.
The highest level of satisfaction in the safety aspect of rivet-type gloves was for the fact that participants did not perceive any physical abnormality (M = 6.42, SD = 0.64). Satisfaction was high in the following order: absence of injury risk to body parts by the equipment, safety in the use of functions, safety in device and glove configurations, and feasibility of responding to emergency situations. Regarding ease of use, satisfaction was highest due to convenience of understanding glove functions (M = 5.75, SD = 1.42) and convenience of wearing (M = 4.75, SD = 1.36). These are followed by convenience of use and speed of use. In terms of usefulness, the highest level of satisfaction was for the bending assistance (M = 5.25, SD = 1.09) followed by strength assistance (M = 5.08, SD = 1.32) and helpfulness and beneficial aspects of the gloves. The use intention aspects of the rivet-type gloves were relatively low (M = 3.42, SD = 0.18). Among the use intention categories, the highest level of satisfaction was for the fact that the gloves would be aiding in various situations (M = 3.58, SD = 1.32) followed by intention of use/wear, and purchase.
Participants were generally satisfied with the overall design of the pouch-type gloves and displayed higher satisfaction than for the rivet-type gloves (M = 4.83, SD = 1.21) (Figure 14). In terms of design, the most satisfactory attributes were the weight of the gloves (M = 5.59, SD = 0.95) and design without patterns (M = 5.58, SD = 1.44). These were followed by the length, material, and sewing of the gloves.
The satisfaction with the overall function was also higher than that of the rivet-type gloves (M = 4.92, SD = 1.19). Regarding the functionality, the most satisfying attributes were assistance in grabbing objects (M = 5.00, SD = 1.41) and bending assistance (M = 4.92, SD = 1.38). These were followed by grip strength. Satisfaction with the overall comfort of the pouch-type gloves was observed to be at a moderate level (M = 4.33, SD = 1.37). Among these, the satisfaction level was highest for the capability of pouch-type gloves to be worn without assistance and not perceiving excessive fatigue (M = 5.58, SD = 0.95) (M = 5.58, SD = 1.32). These were followed by absence of pressure while wearing, thermal comfort, and ease of movement.
For safety, the highest level of satisfaction was for the fact that in wearing the pouch-type gloves, participants did not experience any physical discomfort (M = 6.25, SD = 0.92) and the glove’s capability to respond to emergency situations (M = 5.83, SD = 0.69). Satisfaction was the highest in the following order: safety in configuration, safety in use, absence of injury risks, and safety while wearing. Regarding ease of use, satisfaction was highest in the convenience of understanding the glove function (M = 5.67, SD = 1.18) and convenience of use (M = 5.17, SD = 0.99). These categories were followed by rapidity of wearing. In terms of usability, the highest level of satisfaction was for the glove’s bending assistance (M = 5.00, SD = 1.63). The next highest satisfaction was with the usefulness of the gloves (M = 4.92, SD = 1.11), followed by strength assistance and the advantages provided. The use intention aspect of the pouch-type gloves was higher than that of the rivet-type gloves. However, satisfaction was moderately lower (M = 3.61, SD = 0.21). Among these, the highest level of satisfaction was for the intention of use/wear (M = 3.83, SD = 1.67) and was followed by the helpfulness and the intention of purchase aspects.
In this study, the participants were satisfied with the strength assistance of the two types of gloves, with approximately 27% providing positive feedback. Remarks such as “I liked the continuous strength support” “They help a lot with grasping movements” and “The extent of the assistance was good” were gathered in the survey. Regarding the potential improvements in glove-type wearable gloves, the most frequent recommendation was providing a more compatible size to the wearer. Approximately 33% of the participants recommended modifications such as improvement of the actuator fixation method, ease of wearing, and thickness of the gloves. Along with compatible size, increase of the number of assisted fingers was considered a potential improvement.
Usage in industrial fields
Comparison of soft wearable robotic gloves.
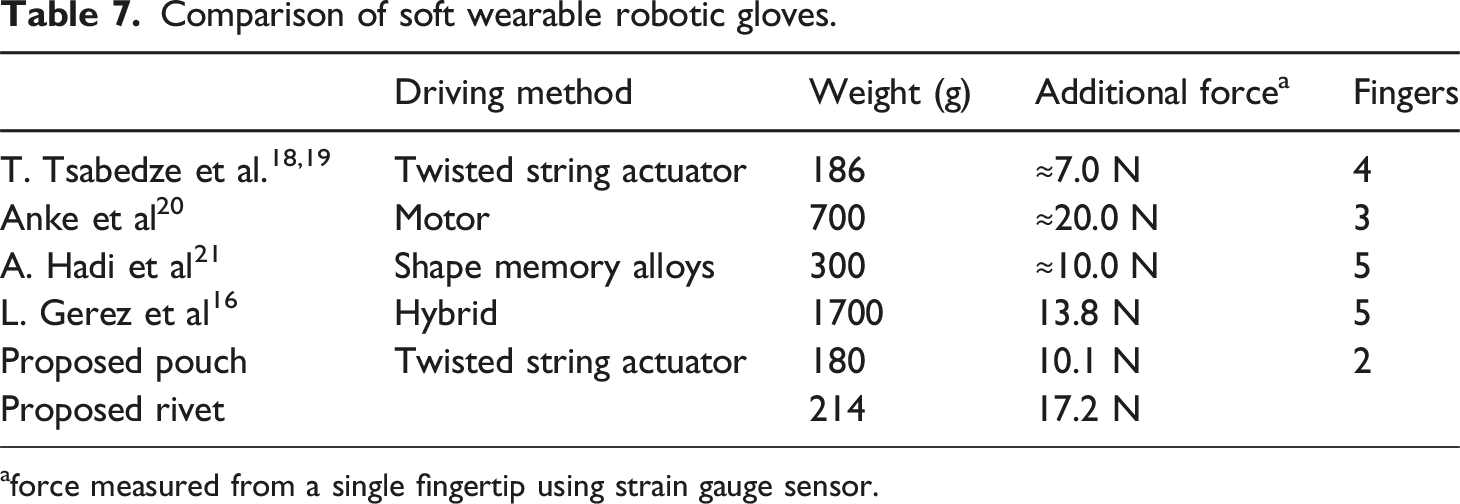
aforce measured from a single fingertip using strain gauge sensor.
In the design of EEG and clothing pressure measurement protocols, commonly used motions and parcel size standards of the logistics industry were considered. The NHPT and grip strength tests assessed logistics workers' hand dexterity and grip/grasp strength. The satisfaction survey included questions on fatigue during usage and various aspects of use intentions.
This research developed wearable glove designs with an integrated TSA motor to help grip motion. We expect our gloves to enhance work efficiency and reduce the risk of injuries for workers in industrial fields who need to perform manual tasks. The application can later be expanded to larger industrial fields that require similar actions, such as construction and manufacturing. In further research, we plan to test dimensional change rate and color fastness to laundering according to ISO standards to consider long-term use in actual working environments.
Conclusion
This study aimed to develop wearable robotic gloves that can improve hand performance while providing comfort for workers at industrial sites by developing a wearable glove design and assessing its hand performance and wearability. The glove pattern was developed with consideration of actuator attachment methods and length changes according to hand motions.
First, fabric tests determining mixing ratio, tensile strength, elongation recovery rate, bursting strength, abrasion strength, and air permeability were performed to choose the outer and lining material. The glove pattern was designed by comparing and analyzing glove designs of various purposes and selecting design references. For the actuator, the TSA actuation method was selected to increase overall wearability, and the speed of the actuator was determined according to the grasping speed and force.
Two types of gloves with different actuator attachment methods (rivet and pouch-type) were designed and experiments on hand performance and wearability were conducted to compare rivet-type, pouch-type, and industrial gloves. The rivet-type design displayed better results in hand performance, with significantly small decrease in MIF in the activated rivet-type design and shorter time in carrying out the NHPT test. According to the wearability test, the pouch-type was better in terms of comfort showing stable brainwaves, significant decreases in clothing pressure and higher scores in the satisfaction survey. This result is consistent with the research hypothesis that the conceived wearability of the wearable gloves would differ depending on the actuator attachment methods’ degree of fixation. Also, the contrasting results between hand performance and wearability are due to the usage of more rigid material in rivet-type gloves to anchor the actuating system, resulting in better force transmission and higher pressure during actuation. This result corresponds with prior research mentioning the trade-off between force transmission and wearability. 39 We aim to enhance the efficiency of workers in the logistics and transportation industries by providing them with functional wearable robotic gloves. These gloves are expected to protect against injuries caused by muscle fatigue and ultimately help enhance workers’ well-being.
Limitations and future research
With further modifications, we plan to develop wearable robotic gloves that have the function of the rivet-type design and wearability of the pouch-type design. Additionally, based on the suggestions gathered in the satisfaction survey, we plan on improving aspects such as the number of fingers connected to the actuator, glove thickness on the fingertips, and compatible sizing to improve hand performance and wearability results further. We also plan to further assess wearable gloves’ safety and maintenance perspective with the ISO 21,420 standard and tests on dimensional change or color fastness to laundering for future industrial applications. 2
In this study, the participants were limited to a specific age and gender, so future studies would evaluate the hand performance and wearability of robotic gloves while performing various hand movements with both genders of various ages as participants. In the future, the size adjustment feature of the proposed gloves will be necessary to experiment with a wide range of participants. It should be noted that the wearable glove proposed in this study is a stationed-version, and this study aims to present readers with significant findings during the experiments conducted. Furthermore, we strive to minimize the mechanical components to realize a nearly fully-fabric wearable robotic glove, while making the system mobile for real-world applications. Realizing a nearly fully-fabric wearable glove will be made possible by utilizing the TSAs proposed in this paper because they compose lightweight and cost-effective synthetic fibers. Minimizing the mechanical overheads would help develop an adequate attachment method for transmitting actuator forces more effectively and maximize user comfort by reduce the overheads of the mobile components such as batteries and controllers.
Footnotes
Author contributions
All authors collaboratively executed the research and wrote the manuscript. S.P. and D.L. as the co-first authors executed the research and wrote the draft of the manuscript and D.J.S., and S.M.K. as the co-corresponding authors executed and supervised the research and wrote the manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Research Foundation of Korea (NRF) Grant funded by the Korea government (MIST) (No. RS-2023-00214474, RS-2023-00208052) and Yonsei University Research Fund (2023-22-0083, 2024-22-0138).
Ethical statement
Data availability statement
The datasets used and/or analyzed during the current study are available from the co-corresponding authors on reasonable request.