
Abstract
In exploring the viability of kenaf fiber-reinforced epoxy nonwoven composites (KFRECs) for renewable energy infrastructure, the optimization of their manufacturing techniques for maximum performance remains a significant research gap. This study addresses this challenge by investigating the optimization of nonwoven composites’ fabrication techniques to enhance their mechanical, thermal, and microstructural robustness. Thus, an innovative vacuum double-bagging technique was compared with single-bagging and hand lay-up methods aimed at evaluating their impact on tensile and flexural strength, hardness, impact, and thermal resistance. The obtained results indicate that the vacuum single-bagging method significantly improved tensile and impact strength by 16% and 38.5%, respectively, while the vacuum double-bagging offered the greatest improvements in flexural strength and hardness, with increases of 112.6% and 15.3%, respectively, compared to the hand lay-up technique. SEM analysis confirmed the vacuum processing techniques produced well-consolidated composite structures with uniform fiber distribution, complete wettability, a good fiber-matrix interface, and a reduced void content, leading to improved material properties. Finite Element Analysis (FEA) simulations revealed a variation in tensile stress of approximately 22.4% and a close agreement with a minimal variation of 2.1% in flexural stress, further validating these optimized techniques. The results also correlate with enhanced thermal behavior and rigidity at elevated temperatures, with the vacuum double-bagging technique exhibiting the highest thermal stability for the demanding conditions of the energy infrastructure sector. The study concludes that the choice of fabrication technique is pivotal for advancing the design, properties and performance of KFRECs, for sustainable energy structures.

Keywords
Highlight
• Utilization of nonwoven kenaf fibers in renewable energy infrastructure offers potential alternatives for environmental sustainability and carbon footprint reduction. • The optimization of vacuum single-bagging and double-bagging techniques significantly enhances the tensile, flexural, and thermal properties of Kenaf Fiber Reinforced Epoxy Nonwoven Composites (KFRECs) compared to the conventional hand lay-up method. • Optimized fabrication techniques result in well-consolidated composite structures with uniform fiber distribution, complete wettability, reduced void content, and a strong fiber-matrix interface, leading to improved material properties. • Finite Element Modeling (FEM) validation of optimized fabrication methods is essential for predicting the durability and broader application potential of KFRECs in renewable energy infrastructure.
Introduction
The global shift towards renewable energy systems underscores the need for innovative materials that combine sustainability with high performance. 1 Natural fiber composites have garnered attention due to their reduced environmental footprint, biodegradability, and favorable mechanical properties. 2 Among these, kenaf fiber reinforced epoxy composites (KFRECs) have emerged as a material of significant interest for renewable energy infrastructure.3,4
Kenaf is a bast fiber derived from plant origin, which is known for its rapid growth, biodegradability, eco friendliness with excellent mechanical and thermal properties compared to other natural fibers making it a highly sustainable resource. Kenaf fibers are particularly appealing due to their availability, high strength-to-weight ratio, low cost, and rapid renewability.5,6 Nonwoven kenaf mats are particularly attractive due to their random orientation, 7 which contributes to isotropic-like behavior in composites, 8 improving their mechanical properties and making them suitable for multifaceted applications, 9 for instance, it was reported 10 that nonwoven kenaf fibre-reinforced polymer composite exhibits higher tensile strength in the machine direction (MD) because of better fiber orientation and greater compactness, and that kenaf nonwoven composite attains optimum mechanical properties at 60% fiber content. Moreover, when combined with thermoset matrix such as epoxy resin or any other thermoset resins, the resultant KFRECs exhibit a synergistic performance characterized by enhanced strength, durability, and resistance to environmental factors, while maintaining a lower environmental impact than traditional composites. 11
Furthermore, their reinforcement with epoxy thermoset polymer is known for its excellent mechanical strength and resistance to environmental degradation. 12 KFRECs possess the potential to replace more conventional, and often unsustainable materials in structural applications, attributes such as desired mechanical properties, eco-friendly, good thermal characteristics, light weight, lesser cost of production, and renewable nature makes natural fiber composites as an ideal choice of composite material than compared with synthetic fiber composites made from glass and carbon. 13 With the ability to reducing greenhouse gas emissions, natural fiber reinforced nonwoven composites have potentially made its way in automotive, construction, defense, medical, and infrastructure industries and the presence of these materials would be felt in every domain in the near future. 14
Kenaf natural fiber composites present a promising alternative to traditional materials in renewable energy infrastructure applications. 15 Traditional materials such as glass and carbon fibers, though offering high mechanical performance, are associated with significant environmental drawbacks. 16 The production of glass and carbon fibers is energy-intensive and results in substantial carbon emissions, contributing to environmental degradation.16,17 In contrast, kenaf fibers, being a renewable resource, have a lower carbon footprint and can be produced with minimal environmental impact. 18 The incorporation of kenaf fibers into polymer matrices not only enhances the mechanical properties of the composites but also ensures sustainability, aligning with the global objective of reducing dependency on fossil fuels and minimizing ecological damage. 19 The use of kenaf fiber composites in renewable energy applications such as light-weight wind turbine blades, solar panel supports, and bio-based insulation materials offers a viable pathway to achieving high-performance, sustainable energy infrastructure. 20 These composites can serve as eco-friendly insulation materials for buildings, improving energy efficiency and reducing reliance on synthetic materials.
However, natural fibers as reinforcement in polymer matrix nonwoven composites face challenges such as low thermal degradation, incompatibility, and hydrophilic properties. These issues can be mitigated through surface modifications, coatings, and chemical treatments.21–23 Chemical treatments like alkali and silane are used to enhance the compatibility of natural fibers with epoxy matrices.24,25 Alkali treatment increases surface roughness, improving mechanical interlocking, 26 while silane treatment enhances hydrophobic properties, thereby improving thermal stability,27–29 and fiber-matrix adhesion.30,31
Chemical treatments of natural fibers, while essential for enhancing their compatibility with polymer matrices, present significant challenges. High concentrations of chemicals can cause fiber damage and reduce mechanical and thermal properties. Selecting appropriate chemicals and their combinations for various natural fibers and moisture conditions remains a complex issue. The diverse chemical structures of fibers and polymers often result in ineffective stress transfer at the fiber-matrix interface. For example, Venkateshwaran et al., 32 found that alkali (NaOH) treatments at high concentrations damaged fiber surfaces and reduced mechanical properties. Optimal alkali concentrations improve interfacial adhesion, but excessive concentrations degrade fiber quality. Norul Izani et al. 33 observed that fibers treated beyond 10% NaOH concentration suffered from decreased tensile strength and fiber damage due to changes in cellulose structure. Untreated fibers were found to be more thermally stable than treated ones 34 And optimal treatment conditions vary significantly among different fiber types. 35 The labor-intensive nature, high cost, and prolonged processing times of chemical treatments are additional disadvantages. Despite the necessity of these treatments, the adverse effects and degree of fiber damage from severe chemical treatments must be carefully managed.
Therefore, the main objectives of the current study are to improve the properties of natural fiber reinforced polymer nonwoven composites using the innovative vacuum double bagging technique36,37 without the use of chemical treatment. Despite the promising attributes of nonwoven KFRECs, their deployment in renewable energy infrastructures such as solar panels and wind turbine blades requires a comprehensive understanding of how different manufacturing techniques improve their properties. For instance, it has been reported38,39 that the performance of natural fiber reinforced nonwoven composite materials in engineering applications is heavily influenced by their manufacturing process, which determines the material’s microstructure and, consequently, its mechanical and thermal properties. For these reasons, appropriate process techniques and parameters should be rigorously chosen to get the best characteristics of producing composites.
Currently, there are various fabrication techniques for KFRECs which include hand lay-up, vacuum bagging, and other automated methods, each with their advantages and limitations.37,40,41 Thus, techniques like hand lay-up, though versatile and straightforward, and widely employed due to their simplicity, have not fully exploited the potential of nonwoven kenaf fibers as it often leads to inconsistencies due to manual handling. In contrast, vacuum infusion processes are the promising alternatives to improve fiber-matrix adhesion, reduce void content, and achieve a more uniform distribution of the nonwoven fibers within the composite matrix.24,42 On the other hand, the introduction of the novel vacuum double-bagging and single-bagging techniques in the current study, offer better control over the resin-to-fiber ratio and the removal of entrapped air, leading to composites with fewer voids and improved mechanical properties. 43 However, optimizing these techniques to enhance the performance of KFRECs remains a challenge that warrants rigorous investigation. It has been established that reducing void content in the composites is paramount important in achieving optimal mechanical properties. 37 Thus, new fabrication methods and their optimization for improvements on the existing methods are required to further improve the mechanical properties of nonwoven composite laminates. One of the potential methods for voids reduction to improve the mechanical properties of composite laminates is by using vacuum double bagging 41 as this method separates the functions of compression and compaction into two different bagging to improve the quality of the composite laminates.37,41,43
Finite Element Analysis (FEA) is a widely used numerical method for solving engineering problems in material science, including the matrix analysis of composite structures. 44 In this study, ANSYS R23.2 was employed to model and simulate the mechanical properties of nonwoven kenaf fiber-reinforced epoxy composites (KFRECs). The FEA methodology incorporated material properties such as Young’s modulus and Poisson’s ratio derived from experimental data. Composite specimens were modeled and meshed to match experimental dimensions, with boundary conditions and loads applied to simulate tensile and flexural tests. The simulations iteratively calculated equivalent stress distributions to achieve stable solutions. Post-processing involved extracting and comparing these stress values with experimental data, validating the FEA predictions against observed tensile and flexural stress results. This approach ensured the accuracy and reliability of the simulations in reflecting the mechanical behavior of the composites. 45
The development of eco-friendly composites using natural fibers as reinforcement in nonwoven composites is crucial for advancing renewable energy infrastructure and achieving environmental sustainability. Nonwoven products are engineered to provide high specific mechanical properties, and numerous studies have demonstrated their effectiveness in various applications, particularly in the automotive industry.46,47 Natural fiber composites, such as kenaf fiber reinforced epoxy nonwoven composites (KFRECs), are leading this evolution, successfully replacing synthetic fibers and contributing to a circular economy. These composites, coupled with new resin-based natural fiber reinforced polymers (NFRPs), offer viable options for creating sustainable materials for renewable energy infrastructure.48–51
The aim of this study is to develop kenaf fiber-reinforced epoxy nonwoven composite structures using the optimized innovative vacuum double bagging technique and to examine its effects on the mechanical, thermal and microstructural properties in comparison with other composites fabrication techniques such as vacuum single bagging and hand lay-up, followed by finite element analysis and validation of the composites’ mechanical properties for renewable energy infrastructure.
To the best of our knowledge, this research area is limited in literature, and the use of innovative vacuum double bagging technique for nonwoven composite technology has not been fully explored, thereby constituting the basis of this research. The rationale behind the current study was to establish the relationship between different composite fabrication processes, and the nonwoven composites’ properties with the view to identifying the optimal process for maximizing their performance without the use of chemical treatment. Mechanical tests such as tensile, flexural, impact and hardness were carried out to determine the composites’ mechanical properties, followed by FEA analysis and scanning electron microscopy SEM examination to validate and determine the mechanical, and microstructural mechanism respectively. Thermal properties were determined by means of thermogravimetric analysis (TGA) and differential scanning calorimetry (DSC). A significant improvement was observed with the innovative vacuum bagged composites’ mechanical and thermal properties. The findings will catalyze innovations in composite manufacturing for wider adoption of nonwoven KFRECs in renewable energy infrastructure thereby supporting the energy industry’s transition to more sustainable practices and contributing to the global goal of sustainability.
Experimental
Materials and methods
The needle-punched nonwoven kenaf fiber mat (Figure 1(c)), characterized by individual fibers and curved knots with rough or jagged side surfaces (Figure 1(d)),8,52 was sourced from the bast part of the kenaf plant (Figure 1(a)–(b)). This mat, with an average density of 1.4 g/cm³, was provided by the National Kenaf and Tobacco Board (NKTB) in Malaysia for use as a reinforcing material. The nonwoven kenaf fabric was produced using a needle-punching technique with three needling passages, a needling density of 150 punches per square centimeter, and a fabric weight of 300 g per square meter (gr/m2). The needling machine operated at 250 punches per minute to ensure efficient production and high-quality fabric suitable for composite reinforcement. The Pro-Set INF-114 infusion epoxy resin and hardener used as matrix were purchased from Pro-Set Inc. Michigan, USA. Figure 2 presents the experimental set up and process. Pictorial image of (a) kenaf plant (b) kenaf fiber (c) needle-punched woven kenaf (d) microscopic view of nonwoven kenaf fibre. Pictorial diagram of composite fabrication process and experimental set up: (a) nonwoven kenaf, (b) compressed nonwoven kenaf mat (3 mm thickness), (c) pro-set infusion epoxy resin part A and curative hardener part B, (d) vacuum bagging molding process of nonwoven kenaf-epoxy composites structure, (e) composite board (f) test specimens, (g) izod impact, (h) tensile and (i) three-point bending (flexural) testing procedures.

Preparation of kenaf-epoxy nonwoven composites
The fabrication of kenaf-epoxy nonwoven composite laminates was performed using three different techniques: hand lay-up, vacuum single bagging, and vacuum double bagging. 37 These methods were selected to investigate and compare their effects on the mechanical microstructural, and thermal properties of the composites.
The hand lay-up technique is a conventional method used in composite fabrication due to its simplicity and cost-effectiveness. In this process, two nonwoven kenaf fiber plies, each of 16 cm × 16 cm in dimension, were measured, cut, and hot pressed 53 between two steel trays using a GOTECH compression molding machine (model GT7014-H, Taiwan). The hot press parameters were set at a pressure of 50 bar, a temperature of 80°C, and a duration of 10 min, resulting in a ply thickness of 1.9 mm. After hot pressing, the compressed nonwoven plies were dried in an oven at 80°C for 12 h, ensuring complete moisture removal before composite fabrication. Subsequently, the dried plies were manually impregnated with pro-set infusion epoxy resin (Figure 2(c)) using a hand lay-up process. The epoxy resin was applied evenly on the surface of each ply, and the layers were stacked to form the composite laminate. The assembled laminate was then left to cure under ambient conditions for 24 h, followed by post-curing at 80°C for 2 h to ensure complete polymerization of the resin.
The vacuum single bagging technique involves the use of vacuum pressure to enhance the fiber-matrix adhesion and reduce void content within the composite. Initially, the two nonwoven kenaf fiber plies were hot pressed and dried following the same procedure as described for the hand lay-up technique. After drying, the plies were impregnated with epoxy resin and stacked to form the laminate. The laminate was then placed inside a vacuum bag, which was sealed to create an airtight environment. A vacuum pump was connected to the bag to evacuate air and apply uniform pressure across the composite laminate. This process ensures better resin penetration and minimizes voids. The vacuum bagged laminate was left to cure under vacuum conditions for 24 h, followed by post-curing at 80°C for 2 h.
The vacuum double bagging technique is an advanced method that separates the functions of compression and compaction into two distinct stages, leading to improved composite quality. The initial preparation of the nonwoven kenaf fiber plies involved hot pressing and drying, as described earlier. The dried plies were then impregnated with epoxy resin and stacked to form the laminate. The laminate was first placed inside an inner vacuum bag, which was sealed and connected to a vacuum pump to remove air and apply initial vacuum pressure. After ensuring complete resin impregnation, the inner bagged laminate was placed inside a second, outer vacuum bag. The outer bag was also sealed and connected to a vacuum pump to apply additional vacuum pressure. This double bagging process effectively eliminates any remaining air pockets and provides enhanced compaction of the laminate. The vacuum double bagged laminate was allowed to cure under these conditions for 24 h, followed by post-curing at 80°C for 2 h.
Material characterization
Tensile test
Tensile tests Figure 2(h) was conducted in accordance with the ASTM D3039-76 standard method, to ensure that our results and findings are reproducible. Five rectangular flat plate specimens’ dimensions of 200 mm × 20 mm × 3 mm for the length, width, and thickness respectively were tested with a crosshead speed of 5 mm/min using a gauge length of 120 mm, and the average values reported.
Three-point bending flexural test
The three-point bending test Figure 2(i) was performed according to ASTM D790-07 2007 standards procedure. With a crosshead speed of 5 mm/min, five rectangular flat plate specimens were examined using a 200 mm length, 20 mm sample width, and 3 mm thickness, with a gauge length of 120 mm, and the average values reported.
Izod impact test
The Izod impact test Figure 2(g) was conducted using the Izod Impact testing machine (Model: XC-50 Pantec pendulum operating with a 22 J hammer) and in accordance with ASTM D 256 standard test method to determine its impact strength and toughness. Five composite specimens with dimension of 60.25 mm × 12.7 mm × 3 mm length, width and thickness respectively were placed vertically with the notch facing a weighted pendulum with a hammer fixed on the end unto a holding sample fixture and test average energy absorption values obtained were reported.
Density test
Density is one of the most important factors in determining the properties of polymer composites material and is defined as mass of the material per unit volume. The composites were measured as per standard ASTM D792-91using the digital density meter.
Hardness test
Utilizing a Rockwell Instron hardness testing device (model: Instron A654R; Serial No.: 97345603), the composite’s hardness was determined, according to ASTM D785 standard for composites, the sample specimens were prepared with dimensions of 25 mm diameter and a length of 20 mm for Rockwell-B hardness test (HRB). The composites’ average hardness property values were reported.
Statistical analysis
The tensile result data was statistically analyzed using Microsoft Excel 365 Pro Plus to study the significance of the three (3) processing techniques. The results were presented in terms of the arithmetic mean and standard deviation (SD). The mean effects of the three distinct processing methods on the tensile strength and elastic modulus were compared using a one-way, single-factor ANOVA test, and the results were reported.
SEM microstructural analysis
The SEM microstructural analysis of all nonwoven kenaf-epoxy composites for (hang lay-up, vacuum single bagging and vacuum double bagging techniques) was carried out using Hitachi 3400 SEM (Chiyoda, Tokyo, Japan) to examine the tensile fracture surfaces, interface adhesion, and fracture mechanism of the nonwoven composite laminates. To avoid charging, the specimens were sputter-coated with gold at an accelerated voltage of 1 kV.
Thermogravimetric analysis, TGA
Thermogravimetric analysis (TGA) analyzer (NETZSCH TG 209 F3 Tarsus, Germany) model was used following ASTM D3850 standard procedure to examine their thermal resistance (Onset degradation and decomposition temperature behavior) of the nonwoven composite’s specimens. The TGA was at a temperature range of 30 °C–600 °C with 10°C/min heating rate in nitrogen gas environment using 5 mg sample weight, and all data analysis was obtained using in-built Proteus software.
Differential scanning calorimetry, DSC
Differential scanning calorimetry (DSC) was performed on nonwoven kenaf-epoxy composites fabricated by vacuum double bagging, vacuum single bagging, and hand lay-up techniques, using a NETZSCH DSC 200 F3 Maia instrument (Germany) following ASTM D7426-08 standard procedure. Approximately 5 mg of each composite sample was heated from 30°C to 300°C at a rate of 10°C/min in a nitrogen gas environment to determine the heat flow associated with melting and crystallization processes. The heat flow data were analyzed using the Proteus software to determine the onset and peak temperatures of melting and crystallization, as well as the corresponding enthalpies, providing insights into the thermal stability and phase transition behavior of the composites
Finite element analysis via ANSYS R23.2 workbench
ANSYS R23.2 workbench was used to estimate tensile and flexural stresses in nonwoven composites by applying average maximum loads from experimental tests. The FEA methodology defined material properties like Young’s modulus and Poisson’s ratio, modeled and meshed composite specimens to match experimental dimensions, and applied boundary conditions and loads to simulate tensile and flexural tests. Simulations calculated and iteratively adjusted equivalent stress distributions for stable solutions. Post-processing involved comparing these stress values with experimental data, validating the FEA predictions against observed results to ensure accuracy and reliability in reflecting composite behavior under mechanical loads.
Results and discussions
Tensile properties
Tensile properties of non-woven kenaf reinforced epoxy composites.


(a) (i) tensile strength and (ii) elastic modulus of nonwoven kenaf/epoxy composites fabricated by different manufacturing techniques. (b) Tensile stress —strain curves of nonwoven kenaf/epoxy composites for (i) Vacuum double bagging (ii) Vacuum single bagging and (iii) Hand lay-up techniques. (c) (ci) flexural strength and (cii) modulus of nonwoven kenaf/epoxy composites fabricated by different manufacturing techniques.
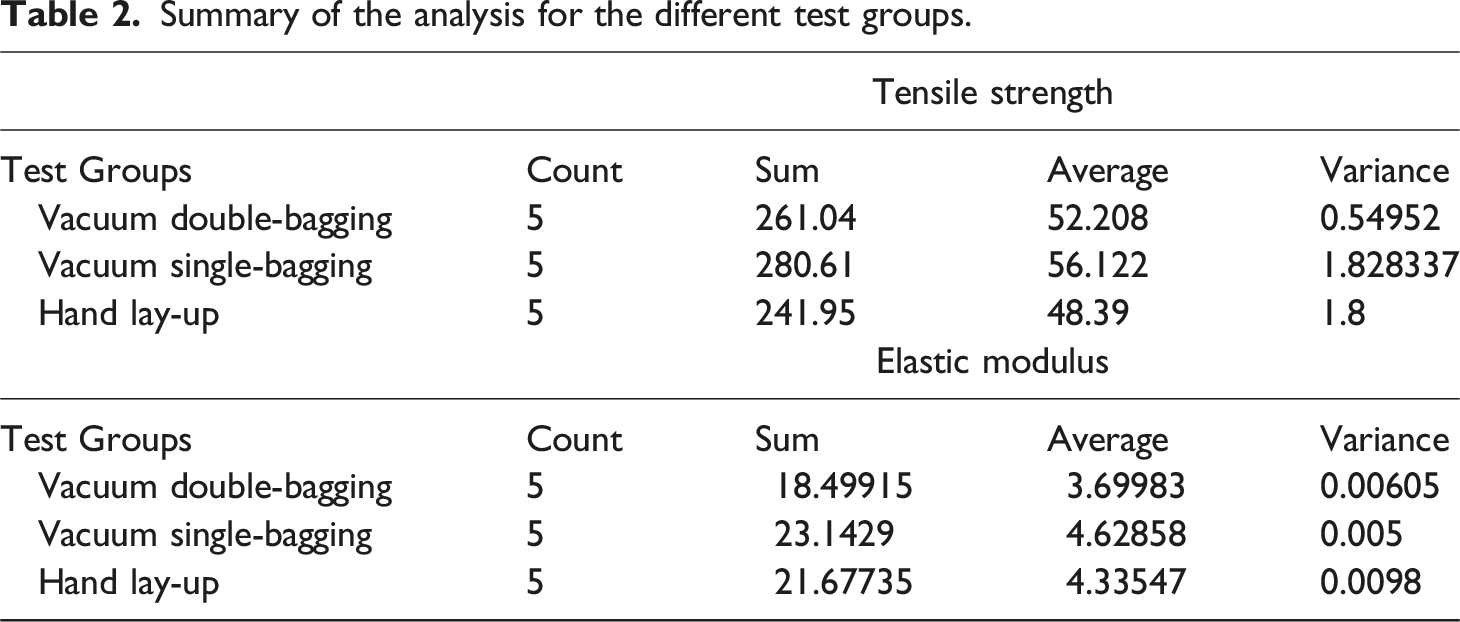
The vacuum single-bagging technique demonstrated the highest tensile properties, with a tensile modulus of 4.63 GPa and a tensile strength of 56.12 MPa. This represents an increase of 16.3% in tensile modulus and 16.0% in tensile strength compared to the hand lay-up technique. The superior performance of the vacuum single-bagging method can be attributed to better resin penetration and lower void content facilitated by the vacuum pressure, resulting in a superior fiber-matrix interface. 40
Conversely, the vacuum double-bagging technique, while still effective, showed slightly lower tensile modulus and strength values of 3.70 GPa and 52.21 MPa, respectively. This represents a 14.7% increase in tensile modulus and 7.9% increase in tensile strength compared to the hand lay-up method. This suggests that although innovative vacuum double bagging can enhance nonwoven composite materials uniformity, However, the slightly lower performance compared to the single-bagging technique may be due to the additional layer of bagging material, which might impede resin flow and affect the overall composite consolidation. The hand lay-up method, traditionally known for its simplicity and lower cost, presented the lowest tensile modulus (4.34 GPa) and strength (48.39 MPa). This is likely due to higher variability in resin distribution and potential air entrapment, which are common in hand lay-up processes. Anuar et al. 6 also reported similar findings, indicating that kenaf fibers exhibit high tensile strength and modulus, further increasing with fabric weight content than other natural fibers in their comparative study of nonwoven kenaf fibers reinforced polypropylene composites, The fabrics with higher fabric weight had greater numbers of natural fibers; thus, the presence of more natural fibers provides greater load resistance before rupture.
The variation in Poisson’s ratio among the techniques also highlights differences in deformation behavior. The hand lay-up method recorded the highest Poisson ratio (0.25793), reflecting increased nonlinearity in the deformation behavior of the composites due to less effective load transfer between the fiber and the matrix. In contrast, the vacuum techniques, particularly the single-bagging method, displayed lower Poisson ratios (0.20491 and 0.13785), suggesting a stiffer and more homogeneously distributed matrix material beneficial for structural applications requiring predictable deformation characteristics.
Furthermore, the representative tensile stress-strain curves for nonwoven kenaf-epoxy composites fabricated using the three different techniques (vacuum double-bagging, vacuum single-bagging, and hand lay-up) are shown in Figure 3(b), respectively. These tensile stress-strain curves provide a clear visual representation of the mechanical behavior and performances of the composites under tensile loading.
The stress-strain curve for the vacuum single-bagging technique (Figure 3(b-ii)) shows a higher ultimate tensile stress and a more pronounced linear region, indicating better stiffness and load-bearing capacity 54 The stress-strain curves further confirmed that composites fabricated using the single bagging infusion technique exhibit superior tensile properties compared to those produced by the hand lay-up method. This superiority can be attributed to more effective impregnation of the fibers and better bonding between the resin and fibers, resulting in a balanced compromise between performance and fabrication efficiency. 55
The stress-strain curve for the vacuum double-bagging technique (Figure 3 (b)–(i)) demonstrates a higher ultimate tensile stress compared to the hand lay-up method, though with slightly reduced stiffness relative to the single-bagging technique. This slightly lower performance may be attributed to the additional layer of bagging material, which could inhibit resin flow and affect the overall properties of the composite, likely due to the anisotropic characteristics and random fiber orientations inherent in non-woven composites. The stress-strain curve for the hand lay-up technique in Figure 3(b-iii) shows a lower ultimate tensile stress and a less pronounced linear region, indicating reduced stiffness and load-bearing capacity. This suggests inadequate bonding between the fibers and matrix, and the presence of local voids, which contribute to the instability of the composite properties. 55 The obtained result has revealed significant improvements in the tensile properties of nonwoven kenaf-epoxy composites produced using innovative vacuum bagging techniques compared to the traditional hand lay-up method.
Summary of the analysis for the different test groups.
One-way (single factor) ANOVA for tensile strength and elastic modulus of different composite processing technique.

Note: Statistically significant at p ≤ 0.05.
Flexural properties
Flexural properties of non-woven kenaf reinforced epoxy composites.

Based on the results presented in Figure 3(c), it is observed that among the fabrication techniques evaluated, vacuum double-bagging significantly improves the flexural properties, achieving the highest flexural modulus (4.27 GPa) and strength (76.7 MPa). This represents an increase of 35.7% in flexural modulus and 112.6% in flexural strength compared to the single bagging and hand lay-up techniques. The superior performance of the vacuum double-bagging method can be attributed to more effective stress distribution and load transfer capabilities, likely due to optimal resin impregnation and reduced void content. Similarly, Zakaria et al. 37 also found that the double vacuum bagging technique improved flexural properties compared to wet lay-up, enhancing strength and stiffness due to the increased mass per unit area of the nonwoven mat.
The vacuum single-bagging method, while exhibiting a lower flexural modulus (3.53 GPa) and strength (59.02 MPa) than the double-bagging technique, still performed better than the hand lay-up method. Compared to the hand lay-up technique, the single-bagging method showed a 12.0% increase in flexural modulus and a 63.5% increase in flexural strength. This improvement highlights the advantages of vacuum-assisted methods over traditional hand lay-up techniques, which often suffer from higher variability in resin distribution and potential air entrapment. 24 Anuar et al. 6 reported similar findings, indicating that kenaf nonwoven composites exhibit higher flexural and compression strengths due to the superior strength of kenaf fibers compared to other natural fibers.
The hand lay-up method presented the lowest flexural strength (36.07 MPa) and modulus (3.15 GPa). The lower performance is likely due to higher variability in material consistency and the presence of voids, which impact the reliability of the composites under bending stresses. These findings underscore the importance of using advanced fabrication techniques like vacuum bagging to enhance the mechanical properties of natural fiber-reinforced composites.
Izod Impact properties
The Izod impact test results, presented in Figure 4(a), evaluated the impact resistance and toughness of nonwoven kenaf fiber-reinforced epoxy composites under sudden impact loads. The results show significant variations in impact strength based on the composite fabrication technique. (a) Density and impact strength (b) Hardness strength of nonwoven kenaf/epoxy composites fabricated by different manufacturing techniques.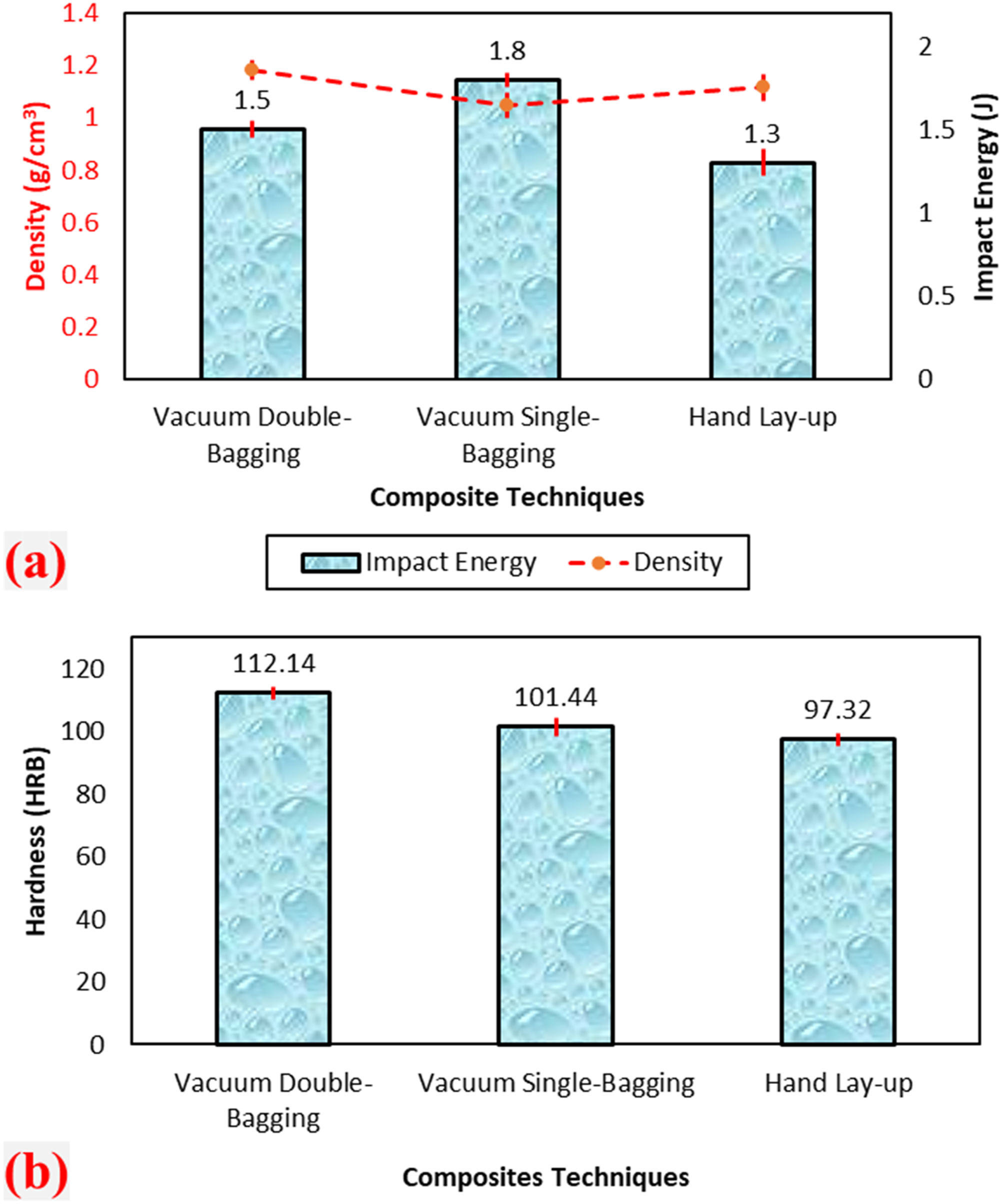
The vacuum single-bagging method demonstrated the highest impact strength, absorbing an average energy of 1.80 J, which is a 38.5% increase compared to the hand lay-up method’s 1.30 J. The vacuum double-bagging technique absorbed 1.50 J, representing a 15.4% increase over the hand lay-up method. The superior impact resistance of the vacuum single-bagging method can be attributed to better fiber-matrix adhesion and optimal dispersion, resulting in enhanced energy dissipation under impact. 56 Similar findings were reported by researchers who observed that improved fiber-matrix bonding enhances the impact properties of natural fiber composites. 57
Conversely, the hand lay-up method exhibited the lowest impact strength, likely due to less effective fiber-matrix adhesion and higher void content. This could significantly reduce the structural integrity of the composite materials, often leading to sudden failure under impact conditions. 56
Density measurement
The density measurements result as in Figure 4(a) complement the impact testing to understand the relationship between composite composition and structural integrity under impact. The densities recorded were 1.182 g/cm³ for vacuum double-bagging, 1.047 g/cm³ for vacuum single-bagging, and 1.116 g/cm³ for the hand lay-up technique. Despite its slightly lower density, the vacuum single-bagging technique absorbed the highest impact energy, suggesting an optimal balance between a more robust material toughness and light-weight structure with highly reinforced fibers, as facilitated by different bagging techniques, in enhancing impact resistance. In a separate study, it was found 58 that the thickness and areal density of nonwoven materials significantly influence their air permeability, and that the main structural characteristics of nonwoven fibrous materials, such as areal density and thickness, play a crucial role in determining their acoustic performance and air permeability. These factors are particularly important for nonwoven fibrous materials, where the web’s structural properties directly affect how well air can pass through, impacting the material’s overall functionality and effectiveness in applications requiring specific acoustic and permeability characteristics.
Hardness properties
The hardness properties, illustrated in Figure 4(b), assess the material’s resistance to indentation and overall mechanical robustness. The vacuum double-bagging technique exhibited the highest mean hardness value of 112.14 HRB, indicating uniformity and effective compaction achieved through the vacuum bagging process. This is an increase of 15.3% compared to the hand lay-up method’s hardness of 97.32 HRB. The vacuum single-bagging technique showed a hardness of 101.44 HRB, a 4.2% increase over the hand lay-up method. The lower hardness values of the hand lay-up composites reflect higher variability in material properties, typical of manual processes leading to inconsistent resin spread and fiber compaction. Higher hardness values suggest better wear and deformation resistance, making vacuum-bagged composites more suitable for structural applications where mechanical loads and surface integrity are critical. 59
Morphological properties
The Scanning Electron Microscope (SEM) images provide a visual exploration into the microstructural composition (internal structure) and potential performance characteristics of the nonwoven kenaf fiber-reinforced epoxy composites fabricated through different techniques.
The SEM images in Figure 5 reveals that the vacuum double-bagging technique results in a well-consolidated composite structure with a uniform distribution of kenaf fibers throughout the epoxy matrix.
60
The fibers appear to be well-embedded within the matrix, suggesting good adhesion at the fiber-matrix interface. This likely contributes to the enhanced mechanical properties observed in previous tests. This same interconnection between the entangled fibrous elements promoting load transfer between reinforcing fibers and matrix in the composites system were reported by Armel et al.
8
The reduced presence of voids and gaps between the fibers and matrix is indicative of the effective removal of entrapped air during the vacuum process, which is known to positively influence the strength and durability of the composite. SEM fractured images of nonwoven kenaf/epoxy composite laminates with vacuum double-bagging technique at 50x, 100x and 200x magnifications.
In the case of vacuum single-bagging technique as in Figure 6, the SEM micrographs show highly individualized, well-mixed fibers, with visible interconnections between fibers and matrix, and exhibit a slightly more varied distribution of fibers, with some areas showing denser fiber packing.
8
This heterogeneity can be attributed to the single vacuum bagging process, which may allow for some variation in pressure and resin flow during fabrication. Despite this, the fibers are still well-embedded in the matrix, and the overall structure remains compact, which correlates with the composite’s good impact resistance as reflected in the Izod impact test results. SEM fractured images of nonwoven kenaf/epoxy composite laminates with vacuum single-bagging technique at 50x, 100x and 200x magnifications.
The SEM images for hand lay-up technique (Figure 7) depict a more irregular and less homogeneous structure compared to the vacuum bagging techniques. There are visible gaps and voids that are connected to each other and located at the fibre/matrix interface, as well as areas of resin-rich and resin-poor regions.
46
This inconsistency is characteristic of hand lay-up techniques where manual processes can result in uneven pressure and resin application. These microstructural irregularities could explain the lower mechanical properties (Figure 3(a)–(c)) measured in this composite variant, including its impact and hardness behaviour Figure 4(a)–(b). Similar observations were reported by Anuar et al.
6
in which the reduction in tensile strength for kenaf nonwoven composites with greater fiber contents than the optimum fiber contents were observed because of insufficient wetting and matrix dispersion on the fibers, fiber pull out and breakout trend, which subsequently contributed to the formation of a poor bonding interface between the fiber and the matrix.
53
This insufficient wetting resulted in ineffective matrix dispersion on the reinforcement fibers, which in turn resulted in the formation of weak points at interfacial regions, which translated to a decrease in the overall mechanical strength. Hence, the distribution of fibers in the nonwoven composites is strongly dependent on the morphological properties of the fibers. To produce high-quality natural fiber reinforced composites, factors such as fiber uniformity, wettability, interfacial bond strength, fiber orientation, resin compatibility, and manufacturing technique and processing parameters must be considered. The compatibility between natural fibers and polymer matrices significantly influences the bonding strength at the fiber-matrix interface. Inadequate bonding strength can lead to poor stress transfer from the polymer matrix to the natural fibers, resulting in composites with reduced mechanical properties and shorter lifespans.
61
SEM fractured images of nonwoven kenaf/epoxy composite laminates with hand lay-up technique at 50x, 100x and 200x magnifications.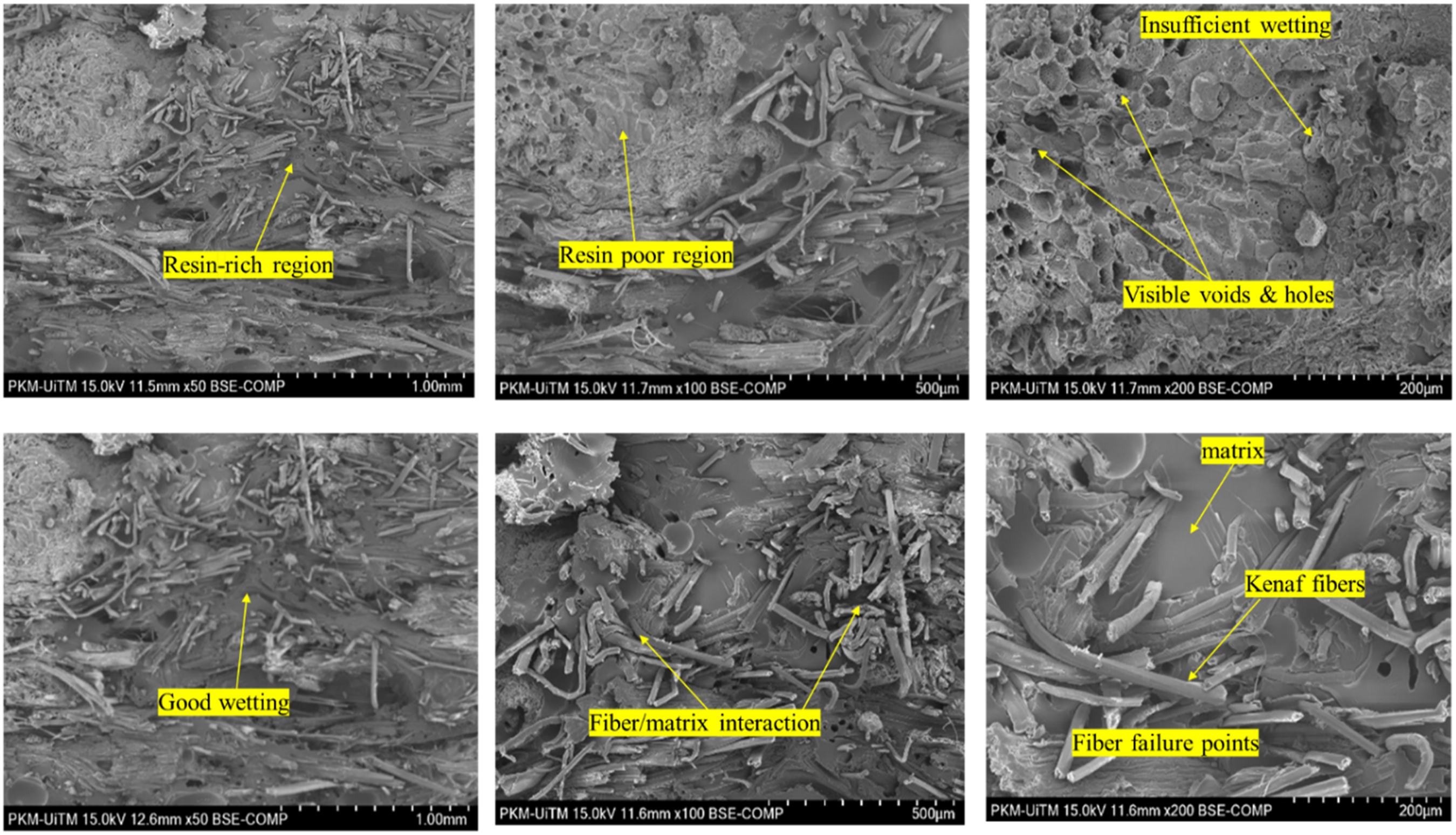
In comparative analysis across all techniques, it is evident that the method of fabrication has a substantial impact on the microstructure of the resultant nonwoven composites. The presence of voids, degree of fiber wet-out, and distribution of the fibers within the matrix directly affect the physical properties of the composites. The SEM analysis supports the premise that vacuum-bagging techniques provide a more controlled environment for composite fabrication, leading to improved material properties through better fiber-matrix interfacial bonding and reduced void content.
Thermal degradation behavior and stability properties
TGA results of non-woven kenaf reinforced epoxy composites.


Combined TGA thermograms of (a) vacuum double bagging (b) vacuum single bagging and (c) hand lay-up nonwoven kenaf-epoxy composites.
Based on the mechanical robustness demonstrated by the composites, especially those fabricated using vacuum bagging techniques, their obtained TGA results revealed higher thermal stabilities with onset degradation temperatures of 320.7°C and 321.4°C for vacuum double and single bagging techniques respectively compared to the traditional hand-laid nonwoven composites having onset temperature of around 302.6°C. The well-distributed vacuum bagged kenaf fibers reinforced composites within the epoxy matrix were thermally stabled and decomposed at a consistent temperature of 395.8°C and 390.9°C, and 495.8°C respectively, indicating a gradual thermal degradation profile. The initial decomposition temperature is observed to be elevated due to the good interfacial bonding as observed in the SEM analysis, which typically correlates with enhanced thermal resistance. 62 The higher onset degradation temperatures exhibited by the vacuum bagging nonwoven composite specimens could be attributed to the highly crosslinking density in the epoxy matrix. The crosslinked network within these composites conferred an additional thermal resistance, thereby delaying the onset of degradation. The TGA thermograms has shown clear distinctions in the thermal degradation onset and peak degradation temperatures among the composites fabricated by different techniques. The hand lay-up composites, characterized by lower hardness and mechanical properties, displayed an earlier onset of thermal degradation due to the presence of voids and less optimal fiber-matrix adhesion, which led to reduced thermal stability. Similarly, Kenned et al. 59 reported a similar finding of visible range with major weight loss occurred at temperature range from 260°C to 380°C due to the degradation in alpha cellulose and hemicellulose, and final range of the disintegration of the chemical elements was at 420°C, which was attributed to the dilapidation of the most difficult macro-component present in the sample to decompose, viz. lignin and polarization of the matrix. In conclusion, an optimized appreciable excellent thermal stability up to 260°C was obtained, permitting its use in automotive industry opens avenues for it in a wide range application. Our findings from the TGA runs also shows the vacuum bagging techniques resulted in a higher residual mass, suggesting a higher char yield. This is indicative of the presence of more thermally stable material which do not volatilize even at elevated temperatures. Xue et al. 63 observed that the residue, the initial thermal decomposition, and maximum decomposition temperature increase with the increase in fiber content. The higher residual mass was attributed to an enhanced thermal stability of the composites.
Differential scanning calorimetry (DSC) properties
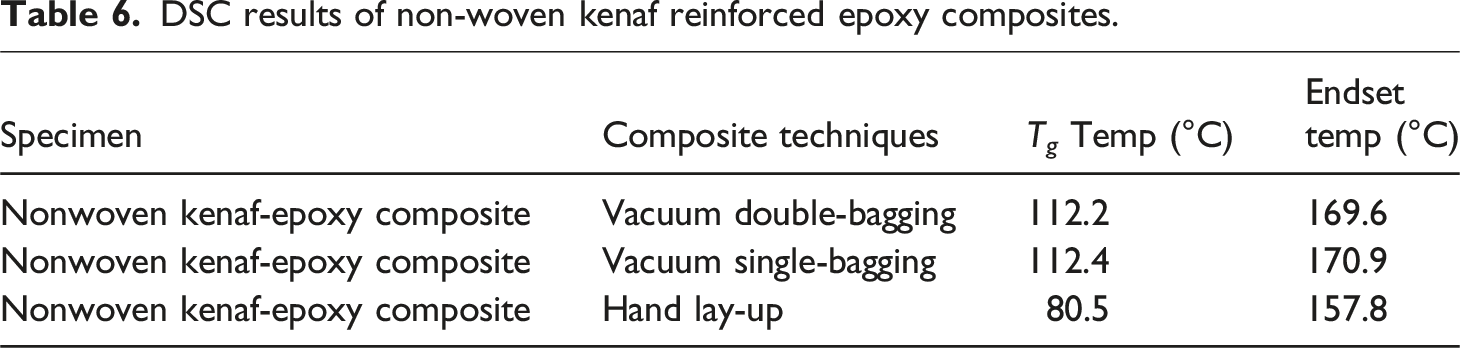
DSC results of non-woven kenaf reinforced epoxy composites.

Combined DSC thermograms of vacuum double bagging, vacuum single bagging and hand lay-up nonwoven kenaf-epoxy composites.
Glass transition temperature Tg values for the vacuum double-bagging and vacuum single-bagging techniques were 112.2°C and 112.4°C, respectively, significantly higher than the Tg of 80.5°C observed for the hand lay-up technique. The higher Tg values suggest that the composites fabricated using vacuum bagging techniques possess greater thermal stability and rigidity at elevated temperatures, which can be attributed to better fiber-matrix adhesion and reduced void content. These results indicate that the vacuum bagging techniques improve the thermal resistance of the composites, enabling them to withstand higher temperatures before melting. The endset temperatures for the vacuum double-bagging and vacuum single-bagging techniques were 169.6°C and 170.9°C, respectively, compared to 157.8°C for the hand lay-up technique. The higher endset temperatures further confirm the superior thermal stability of the composites produced using vacuum bagging methods.
It is observed from the DSC results that the composites techniques have some significant influence on the glass transition temperature (Tg) and endset temperature of the composites. 64 The results indicate that both vacuum bagging techniques (double and single) enhance the thermal properties of the composites compared to the hand lay-up method. Furthermore, the enhanced thermal properties observed for the vacuum double-bagging and vacuum single-bagging techniques also align with the improved tensile and flexural strengths reported in the mechanical testing.
Correspondingly, the flexural stress (76.7 MPa) is significantly the highest compared to the other composite techniques. These improved thermal and flexural properties can be attributed to better compaction, reduced void content, and superior fiber-matrix bonding achieved through the vacuum double-bagging process. The vacuum single-bagging technique, while slightly lower than the double-bagging technique, also demonstrated enhanced thermal properties compared to the hand lay-up technique. The tensile stress (56.12 MPa) and flexural stress (59.02 MPa) values were higher than those for the hand lay-up method, indicating that the single-bagging technique also improves the composite’s performance by reducing voids and enhancing fiber-matrix interaction. The hand lay-up technique showed the lowest thermal and mechanical properties, with the lowest Tg and endset temperatures, and the lowest tensile (48.39 MPa) and flexural (36.07 MPa) stresses. The lower performance can be attributed to higher void content and less effective fiber-matrix bonding, which negatively impacts both the thermal and mechanical properties of the composites.
The significant improvements in the thermal properties of the composites fabricated using vacuum bagging techniques highlight the importance of advanced fabrication methods in enhancing the performance of natural fiber composites. Studies have shown that vacuum-assisted techniques improve the distribution of the matrix around the fibers, reduce void content, and enhance the overall composite structure, leading to superior thermal and mechanical properties.42,61 The DSC analysis of thermal behavior of nonwoven kenaf-epoxy composites have demonstrated the advancement of vacuum double-bagging and single-bagging techniques over the hand lay-up method, and hence, emphasize the importance of optimized fabrication techniques in developing high-performance, thermally stable composites for various engineering applications.
Finite element analysis experimental validation
Experimental validation was performed using the FEA ANSYS R23.2 model to assess the accuracy and validate the mechanical strength of the composites derived from tensile and flexural experimental strength values. FEA has been instrumental in providing predictive validation of composite behavior under tensile loads.
65
Figure 10(a) and (b) illustrate the tensile and flexural stresses of nonwoven kenaf fiber reinforced epoxy composites from ANSYS compared to experimental data. (a) Tensile stress and (b) flexural stress of nonwoven kenaf fibre reinforced epoxy composites from ANSYS versus experimental test.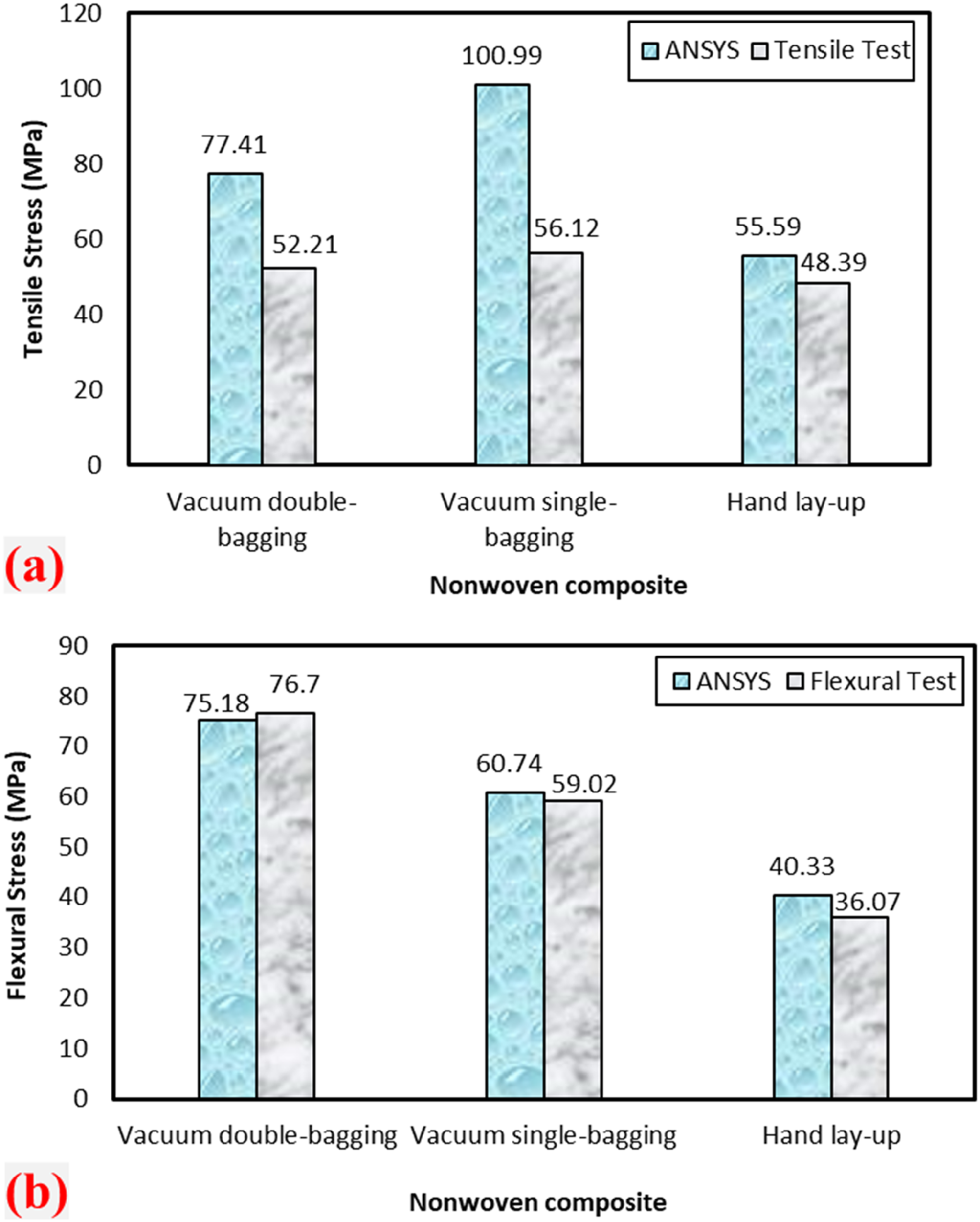
The tensile stress in Figure 10(a) and Table 1 showed some variation when compared to the numerical data. For the vacuum double-bagging technique, the FEA model predicted a tensile stress of 77.41 MPa, while the experimental value was 52.21 MPa, indicating a significant variation of approximately 12.6%. For the vacuum single-bagging technique, the FEA predicted a tensile stress of 100.99 MPa, compared to an experimental value of 56.12 MPa, resulting in a variation of 22.4%. The hand lay-up technique exhibited a smaller variation, with the FEA prediction at 55.59 MPa and the experimental value at 48.39 MPa, showing a variation of 3.6%. Such discrepancies between FEA predictions and experimental results are not uncommon and can be attributed to the idealized conditions assumed in FEA simulations, which often do not fully capture the complexities of the actual material properties and fabrication processes. 66
Conversely, the flexural stress in Figure 10(b) revealed close agreement between the FEA simulations and experimental results. For the vacuum double-bagging technique, the FEA predicted a flexural stress of 75.18 MPa, closely matching the experimental value of 76.70 MPa, resulting in a minimal variation of 0.76%. The vacuum single-bagging technique showed a predicted flexural stress of 60.74 MPa compared to an experimental value of 59.02 MPa, with a variation of 0.87%. The hand lay-up technique had a predicted flexural stress of 40.33 MPa versus an experimental value of 36.07 MPa, indicating an 2.13% variation. This close agreement in flexural stress validates and confirms the accuracy of the mechanical strength measurements for the nonwoven kenaf fiber reinforced epoxy composites. 54 The correlation between the experimental results and the ANSYS R23.2 finite element analysis further substantiates our findings.
The observed variation in tensile stress values between the FEA simulations and experimental results, particularly for the vacuum double-bagging and vacuum single-bagging methods, can be attributed to several factors. Firstly, the inherent assumptions and simplifications made in the FEA model, such as idealized material properties and boundary conditions, might not fully capture the complexities and imperfections present in the actual composite samples. 31 These assumptions can lead to discrepancies between the predicted and observed tensile stress values.
Secondly, the differences in the manufacturing processes between the vacuum double-bagging, vacuum single-bagging, and hand lay-up techniques can also contribute to the observed variations. The vacuum double-bagging technique involves two stages of vacuum application, which helps in achieving better resin penetration, reduced void content, and improved fiber-matrix adhesion. This results in superior mechanical properties, as reflected in the higher experimental tensile stress values. In contrast, the vacuum single-bagging technique, while still effective, may not achieve the same level of compaction and void reduction, leading to slightly lower tensile stress values in the experimental tests. The hand lay-up technique, which involves manual impregnation of resin and ambient pressure curing, often results in higher void content and less uniform fiber-matrix distribution. This can lead to lower tensile stress values compared to the vacuum-assisted techniques. The manual nature of the hand lay-up process can introduce inconsistencies and defects, which are not accounted for in the FEA model, further contributing to the discrepancies between the predicted and observed tensile stress values. Another contributing factor is the potential variability in the quality of the nonwoven kenaf fiber mats and the epoxy resin used in the experiments. Differences in fiber alignment, resin distribution, and the presence of defects or impurities can impact the tensile strength of the composites. The FEA model, being an idealized representation, does not account for these real-world imperfections, which can lead to deviations from the experimental results.
Figure 11 and Table 4 illustrate the finite element analysis contour plots for the tensile and flexural stress distributions of nonwoven kenaf-epoxy composites fabricated using different techniques, confirming the superior performance of the vacuum double-bagging technique in effectively distributing and withstanding stress. The obtained FEA results are consistent with the experimental data (Figure 10), providing robust computational validation of the testing. Lu et al.
67
also reported similar simulation results, which closely matched the corresponding experimental results, indicating that the finite element method (FEM) modeling can predict the actual mechanical properties and achieve a quick design of potential composite structures under given loading conditions. Finite element analysis contour plots for a (i) & (ii) tensile & flexural strength (vacuum double bagging technique), b (i) & (ii) tensile & flexural stress (vacuum single bagging technique), and c (i) & (ii) tensile & flexural stress (hand lay-up technique) of nonwoven kenaf-epoxy composites.
However, while the FEA simulations provide a valuable predictive tool, the observed differences in tensile stress values underline the importance of considering the inherent limitations and assumptions of the FEA model and the potential variability in the experimental setup. These factors must be accounted for when interpreting and comparing FEA and experimental results. Additionally, the superior performance of vacuum-assisted techniques over the hand lay-up method emphasizes the importance of advanced manufacturing processes in enhancing the mechanical properties of kenaf-epoxy nonwoven composites.
Conclusions
In this study, the optimization of fabrication techniques for nonwoven kenaf fiber-reinforced epoxy composites demonstrated significant improvements in mechanical, thermal, and microstructural properties, crucial for renewable energy infrastructure applications. The vacuum single-bagging method notably enhanced tensile and impact strength by 16 % and 38.5 % respectively, while the vacuum double-bagging technique provided superior flexural strength (increase of 112.6%), hardness (15.3%), and thermal stability compared to hand lay-up technique. SEM analyses confirmed that these techniques produced composites with better fiber distribution, wettability, reduced void content, and increased thermal stability, outperforming the traditional hand lay-up method. These findings highlight the critical role of appropriate fabrication methods in achieving high-performance, resilient composite materials for sustainable energy solutions. Finite Element Analysis (FEA) using the ANSYS R23.2 workbench validated the accuracy of the mechanical properties of the composites, demonstrating the method’s utility in predicting and validating composite performance. The resulting composites exhibit a unique balance of lower density and higher energy absorption, for lightweight and high-performance applications in renewable energy infrastructure, particularly where high-temperature and mechanical performance are critical. Future research on nonwoven kenaf fiber-reinforced epoxy composites should focus on several key areas. Investigating the long-term durability of these composites under various climatic conditions is crucial for assessing real-world performance. Exploring hybrid composites with other natural or synthetic fibers could further enhance their mechanical properties. Additionally, advanced surface treatments and coupling agents should be studied to improve fiber-matrix adhesion. Employing machine learning for predictive modeling could optimize fabrication parameters and increase composite reliability. Finally, a comprehensive life cycle assessment is needed to evaluate the environmental impact of these materials from production to end-of-life, thus supporting their sustainable use in renewable energy applications.
Footnotes
Acknowledgments
The authors would like to express their sincere gratitude to Universiti Tenaga Nasional (UNITEN) for supporting this research. The authors also acknowledge the valuable collaboration with Universiti Teknologi MARA (UiTM) Shah Alam, Selangor, Malaysia, and Yaba College of Technology (YABATECH), Lagos, Nigeria, for providing access to their research and testing facilities.
Declaration of conflicting interests
The authors declare that there are no competing interests regarding the publication of this article.
Funding
This research received no external funding.