
Abstract
Bast fiber-reinforced polymer composites (BFRPs) are grabbing considerable research attention due to their assertive impact on the environment and excellence in biodegradability. Though BFRPs have excellent ecological performance factors, they also lack in some cases, such as lower mechanical, electrical, and thermal properties, due to the significant moisture absorption, minimal thermal stability, and inherent nature of bast fibers. BFRPs exhibit weaker fiber/matrix interfacial adhesion as compared to synthetic fiber-reinforced polymer composites, resulting in lower mechanical properties. Nowadays, a wide variety of fiber and matrix modification techniques are practiced improving the fiber-matrix interaction, which ultimately improves the mechanical properties. Among the fiber and matrix modification techniques, nanofiller integration is the most promising one. This study reviews the impacts of introducing carbon-based nanofillers, particularly graphene and carbon nanotubes (CNT), in diversified BFRPs. The influence of carbon-based nanofillers on the mechanical, electrical, and thermal behavior of BFRPs and their potential prospects are comprehensively reviewed. The paper concludes with the challenges and difficulties in composite processing, along with the techniques for overcoming them.
Keywords
Highlights
• The potential of bast fibers for the composite industry was portrayed. • Different types of carbon-based nanofillers and their integration techniques were discussed. • Nanocomposite processing and their mechanical, electrical, and thermal properties were critically reviewed. • The challenges associated with existing composite processing techniques were outlined.
Introduction
Composite materials usually consist of more than one type of material with diversified physical and chemical characteristics. 1 As a result, composite materials usually deliver advantageous and multipurpose properties. Metallic, ceramic, or polymer-based matrix materials are typically bonded with reinforcements of flakes, fibers, or particles to make polymer composites. Due to this bonding, the final composite material provides more advantageous properties than the individual matrix or reinforcement material. 2 Textile materials like fibers, yarns, and fabrics are used nowadays as reinforcing materials in the polymer composite industry. 3 Among them, textiles are used in fiber form, mostly in polymer composites. Recently, natural fibers have been used, notably in composite materials where mostly bast or plant-based fibers are incorporated as reinforcement.
BFRPs are gaining attraction in the recent nanocomposite sector due to their favorable environmental impact and satisfactory features and performance. 4 They possess numerous advantages compared to other alternatives including cost-effectiveness, biodegradability, eco-friendliness, easy machinability, and higher mechanical properties. 5 Composites prepared using bast fibers such as jute, flax, hemp, banana dominate the automobile, 6 construction, 7 and other notable sectors. Due to their lower mass, cost-effectiveness, significant specific modulus, environmental degradability, and other features, bast fibers are an effective alternative in the composite industry. 5 However, BFRPs have obstacles like significant moisture absorbency, and a cracking tendency. 4
Properties of bast fiber-reinforced composite materials have been enhanced by the use of nanofillers, 8 most notably using carbon nanotube (CNT), graphene, and other carbon-based nanomaterials. 9 Diversified techniques like the formation of alloys, 10 hybridization of CNTs, 11 usage as a nanofiller to prepare composites, 12 etc. are applied to integrate carbon nanotubes in the nanomaterial industry. Carbon nanotube (CNT), a hollow and cylindrical tube of 2D hexagonal carbon lattice, has different variations including single-walled carbon nanotubes (SWCNT), multi-walled carbon nanotube (MWCNT). 13 Graphene, a planer sheet of 2D hexagonal carbon lattice, is a more recent addition. 14 Graphene can be acclimated effectively in the structures of pristine graphene (G), graphene oxide (GO), and reduced graphene oxide (rGO) while integrated as nanofillers. Due to their ground-breaking properties and remarkable potential applications, graphene-based materials have grabbed tremendous attention.
Bast fibers as a reinforcement in composites are a popular choice nowadays thanks to their outstanding mechanical properties. However, they also show some unfavorable factors when used in polymer composites such as lower moisture handling capacity, inadequate thermal stability, and dimensional instability. 15 Nanofillers can be used to resolve or minimize the unsatisfactory impacts of BFRPs. Diversified materials like titanium dioxide (TiO2), silicon dioxide (SiO2), carbon-based nanofillers (i.e., graphene, CNT), and zinc oxide (ZnO), are employed as nanofiller with bast fiber to improve the end properties of the polymer composites. 16
Carbon-based nanofillers like graphene and carbon nanotubes are considered one of the most effective materials due to their superior mechanical, electrical, and thermal properties.17–19 The idea of carbon nanofiller reinforcement in bast fiber composites has lately attracted attention due to its positive results, and researchers are working rigorously on the effects of different nanofillers on the properties of bast fiber-based polymer composites.
The impact of carbon nanofillers in fiber-reinforced polymer composites has already been assessed in some of the earlier research and review studies. Jino et al. evaluated the effect of nanoparticles on diversified varieties of natural fibers. The tensile properties of nanocomposites were analyzed mainly for TiO2, SiO2, graphene, CNT, and ZnO-based nanoparticles. 16 The assessment of Hosseini also evaluated all usual varieties of nanomaterials like nanoclay, nano SiO2, nanoTiO2, CNT, CNF, nano CaSiO3, nanographene, xGNP in his analysis related to the usage of nanofillers in natural fiber-based composite materials. 20 The impact of graphene and CNT on natural and synthetic-based fiber-reinforced nanomaterials is described in the study by Islam et al. 21 This paper illustrates the effect of only CNT and graphene-based nanofillers on natural plant-based bast fibers. The electrical and thermal properties of carbon nanofiller-based bast fiber composites are also addressed, along with their mechanical properties. These topics are noted as the novelty of this study, which makes it identical to the previous studies.
Previous literature lacks a comprehensive review focusing on carbon-based nanomaterials that enhance the bast fibers properties. This shines new light on two of the most popular and evolving research topics namely carbon-based nanomaterials and bast fibers. By exploring their interplay and how they affect the resulting properties and features of the composites, this review serves as an instrumental reference and guide to the future researchers aiming to produce superior composite materials for high-end applications.
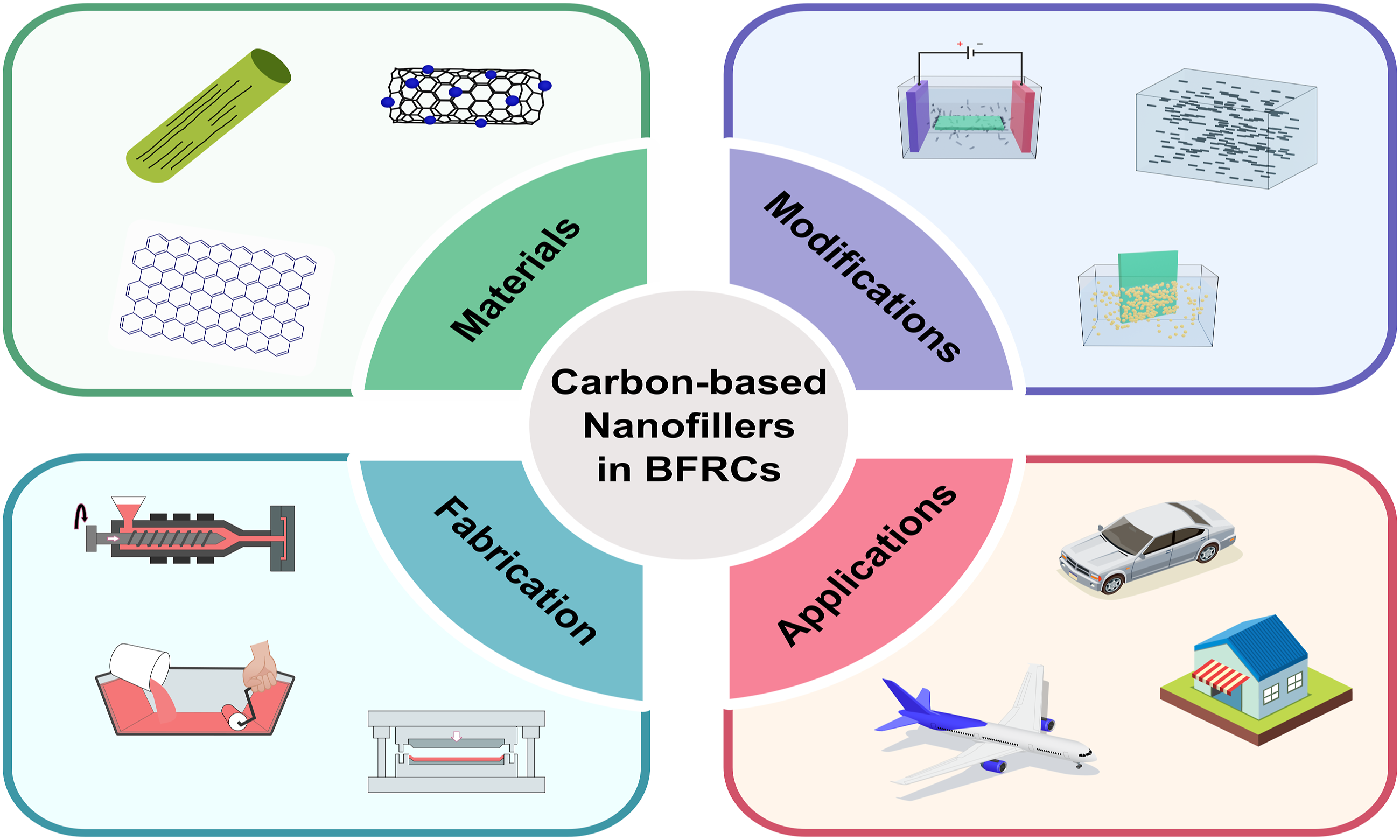
This review paper provides a brief overview of the concept and mechanism of carbon nanofiller-added bast fiber-based nanocomposites (as shown in Scheme 1). The principle integration procedures include the dispersion of carbon nanomaterials in the polymer matrix,
22
electrophoretic deposition technique,
23
chemical vapor deposition method,
24
coating,
25
and layer-by-layer assembly of nanoparticles
26
are practiced to prepare the nanocomposites. The fabrication techniques are also discussed thoroughly for BFRPs. Various types of modification are required for fiber and matrix to achieve an acceptable outcome. These physical and chemical modification techniques are also stated in this study, along with the necessary briefing. The carbon nanofiller’s integrated bast fiber-reinforced polymer composites’ physical, chemical, and electrical properties are widely assessed. This paper concludes with the existing challenges of these nanomaterials’ production, usage, and techniques for overcoming the existing difficulties. Finally, the future scope of carbon nanofiller-integrated natural bast fiber-based polymer composites is discussed to increase attention to these types of nanomaterials in the coming days. Schematic overview of BFRPs: carbon-based nanofillers, different forms of bast fibers and BFRPs fabrication techniques.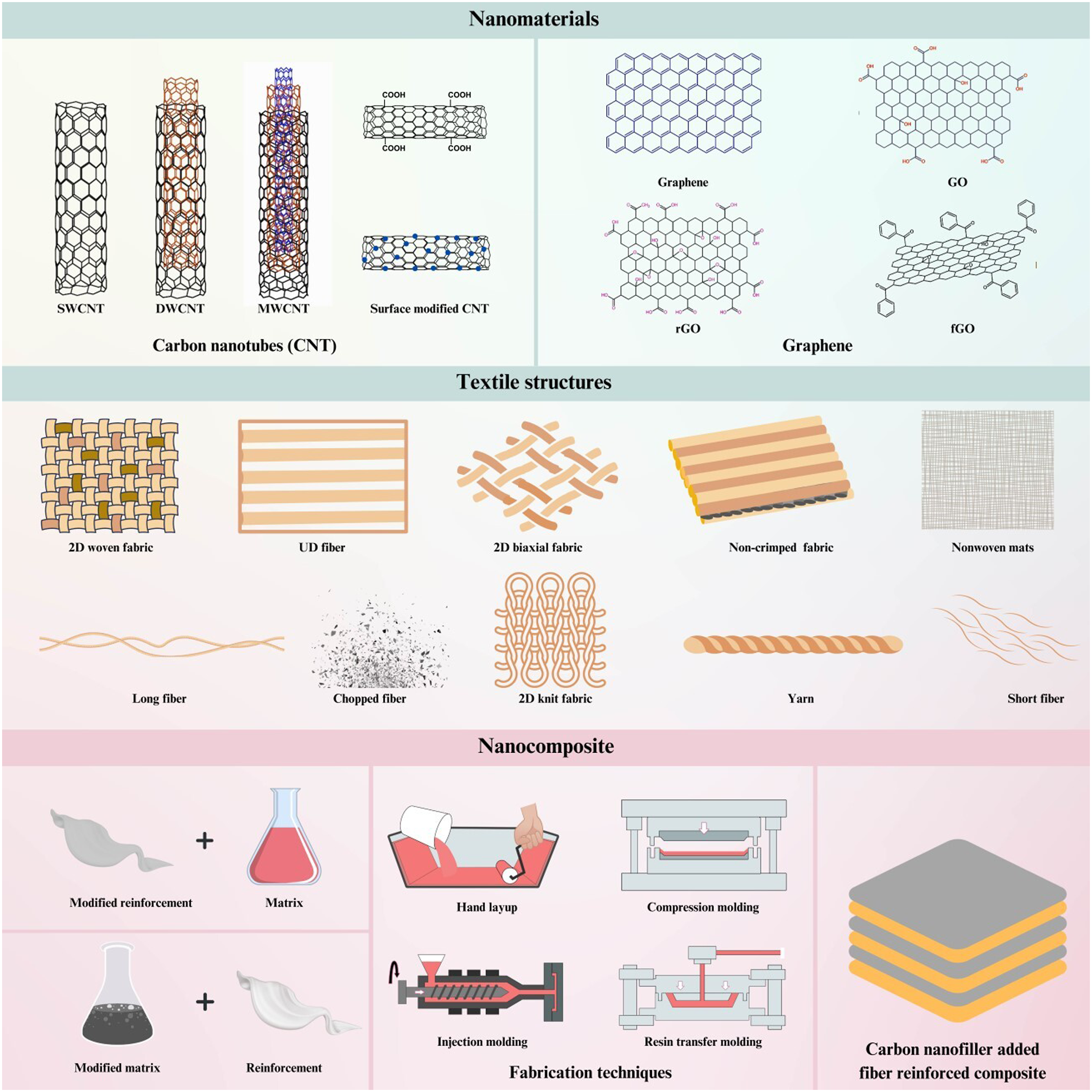
Materials and methods
Bast fibers
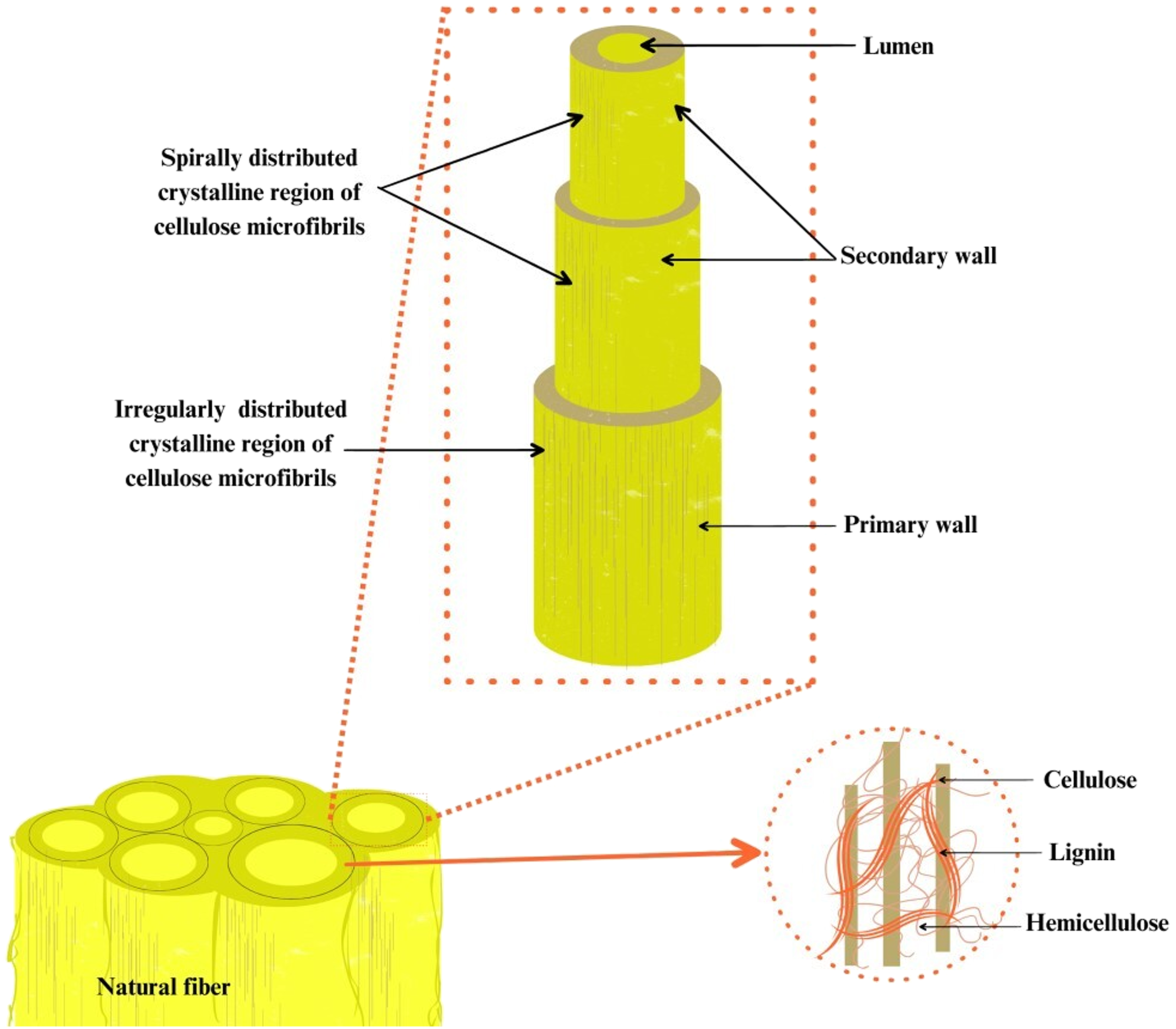
Bast fibers (BFs) are natural fibers commonly derived from certain plants’ phloem or inner bark, including hemp, flax, jute, kenaf, and ramie. Different types of bast fibers used in polymer matrix composites are shown in Figure 1. Bast fibers mainly consist of cellulose, and a schematic diagram of natural plant cell walls is shown in Figure 2.
27
These BFs are known for their strength and stiffness and are used in various applications, including fiber-reinforced polymer composites.
28
BFs are used in FRPs because they have desirable properties like higher tensile strength, low density, good chemical resistance, and biodegradability.
29
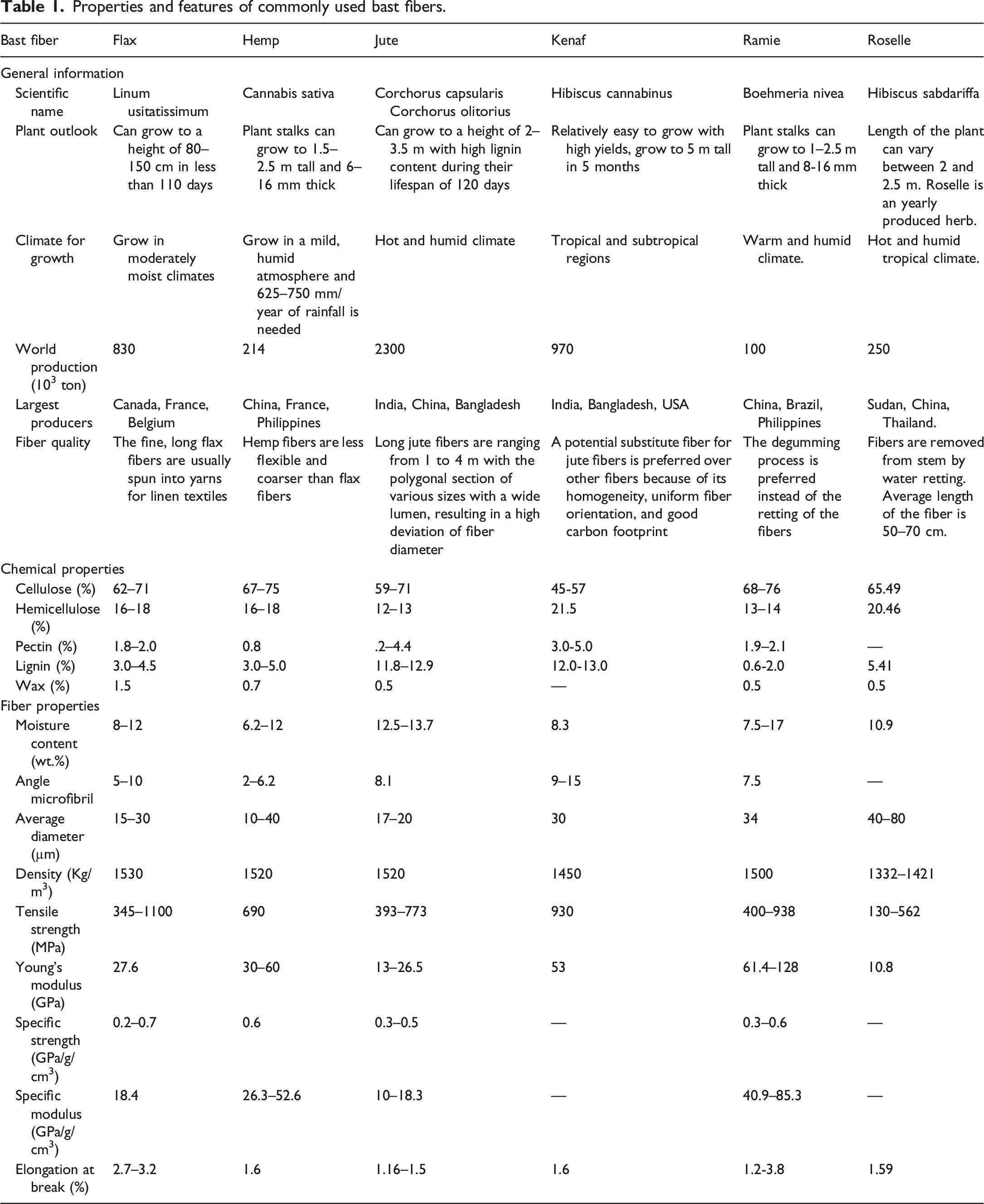
In addition, these fibers can be smoothly processed and incorporated into the polymer matrix, creating complex shapes and structures. By incorporating bast fibers into polymer composites, it is possible to improve the final product’s biodegradability while maintaining or enhancing its mechanical properties, which makes bast fibers an attractive alternative to synthetic reinforcing agents such as glass fibers, carbon fibers, and aramid fibers, which are not biodegradable and can have a negative impact on the environment. Some contrastive properties between natural and synthetic fibers are described in Table 1.30–33 Commonly used bast fiber plants and extracted bast fiber. Schematic structure of cell walls of a natural plant. Properties and features of commonly used bast fibers.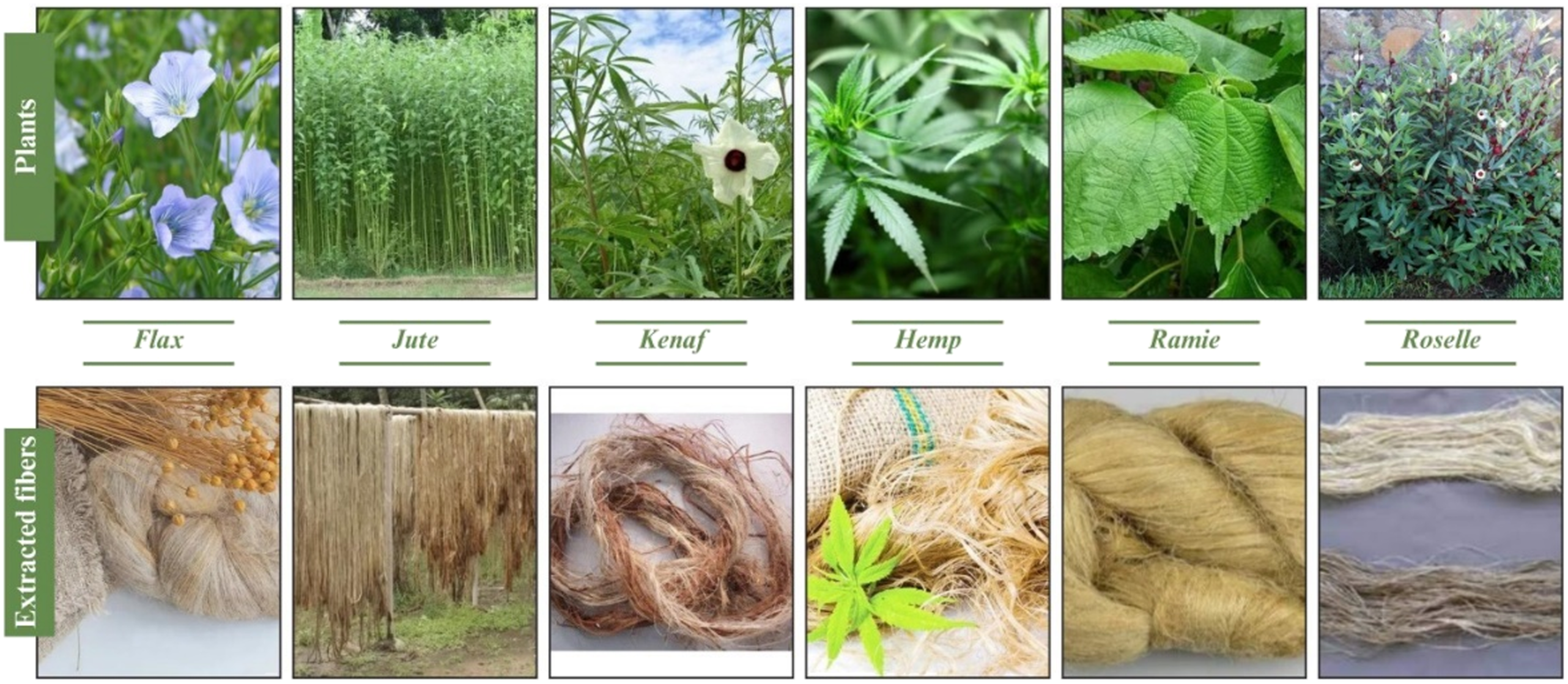
Flax
Flax fiber is a natural bast fiber utilized as reinforcement in biocomposites due to its renewability, decreased energy consumption, lower specific mass, and affordability. These remarkable properties make flax fiber an ideal alternative for glass fibers in composites. The flax (Linum usitatissimum) crop grows in a year and is used for fiber and oil. Two varieties of flax are cultivated: fiber flax and seed flax. Europe and Asia are the principal producing countries for flax fiber. 34 Seed flax is predominantly grown in Canada and is used for its oil content. The stalk in seed flax comprises fiber bundles within the bark surface, known as the epidermis, and a woody core, known as the shive. 35 Fibers can also be obtained from seed flax plants. Flax fiber has higher mechanical strength. 36 Flax fiber mainly consists of 64.40% cellulose, 16.70% hemicellulose, 1.80% pectin, 2.00% lignin, 3.90% water-soluble content, 1.50% fat and wax, and 10.00% moisture. The amount of these contents can vary based on maturity, origin, and the extraction method. The mechanical properties of flax fiber are good: tensile strength 345–1100 MPa, Young's modulus 27.6 GPa, elongation at break 2.7–3.2%, and density 1.50 g/cm3. 37 Raw flax fiber shows poor adhesion properties with the matrix of pectin, lignin, and other waxy and hydrophobic materials. So, various physical and chemical treatments modify flax fibers to upgrade the interfacial adhesion between flax and matrix and develop a high-performance biocomposite. The surface of flax fiber can be adjusted by corona discharge, aminopropyltriethoxysilane treatment, alkali treatment, interstitial polymerization, and grafting with maleic anhydride to restore the moisture content of the fiber. 38
Jute
Jute is another noteworthy natural bast fiber. This tropical crop is mainly grown in India, Bangladesh, and a few other countries. Jute is affordable compared to other natural fibers and the second-most mass-produced fiber after cotton. 39 Jute (Corchorus capsularis) has some advantages because of its cellular structure, like its abrasion resistance, low cost, and superb heat and noise insulation. It has good tensile strength, specific flexural properties, and a low specific gravity. Jute has good mechanical properties that can take over glass fibers. 40 Jute has a good tensile strength of 345 MPa, a Young’s modulus of 2200–2400 MPa, and satisfactory physical properties like fiber density of 1.4–1.6 g/cm3 and a fiber diameter of 78–90 mm. 41 The amount of these contents can vary based on maturity, origin, and the extraction method. When reinforced with an epoxy resin matrix, jute fiber exhibits less interfacial shear strength. Therefore, it shows lower mechanical properties because of its higher occupancy on non-cellulosic materials such as hemicellulose and lignin (20–50 wt.%). The characteristic properties, such as crystallinity and hydrophilicity, of jute fibers also depend on the existence of non-cellulosic materials. 42 If jute is processed below 200°C, its properties are not deteriorated by degradation, and the specific modulus is proportionate to that of glass fiber.
Natural fibers have an intrinsic polarity that leads to smooth interfacial adhesion within the fibers and matrix. Natural fiber-reinforced composites can upgrade their mechanical properties through various surface treatments. The non-cellulosic materials can be eliminated by alkali treatment. Hemicelluloses are present in jute fiber’s inter-fibrillary region and are accountable for stress development.43–46 Lignin is tracked down in the inter-cellular region of jute fiber and is responsible for dictating this fiber’s tensile strength. Alkali treatment of jute fibers eliminates hemicelluloses, lignin, and other impurities that are present within the inter-fibrillar region and brings back the fibrils to re-position for more tensile deformation as it permits the fibrils to upgrade load sharing capability within themselves and show increased stress development. 47 The jute fibers’ middle lamella is plastic and homogenous because lignin’s elimination slowly removes micro-voids.
Researchers suggested a fruitful approach to upgrading the mechanical properties of jute fiber by treating it with a lessened concentration of alkali (0.5 wt.%) for a prolonged time. However, the improvement is restricted and far below that of glass fibers. The high-concentration alkali treatment can decrease hydrophilicity by eliminating hydroxyl groups, and this reduction has an unfavorable impact on the tensile and interfacial properties of jute composites. 48 Jute fiber produces panels that can substitute wood, insulators, and automotive component composites with different thermoplastic and thermosetting resins. Various researchers have studied the jute fabrication process with various resins like jute/polyester, jute/epoxy, jute/poly (lactic acid), and jute/phenol-formaldehyde composites. Various researchers suggested that surface treatment of alkali-treated jute fibers with organosilane 49 and plasma 50 can upgrade some interfacial shear strength, though the upgradation is not remarkable. Moreover, some surface treatments such as chemical treatments, organosilane treatment, plasma treatment, enzyme treatment, UV treatment and thermal treatments are costly, complicated, and lingering.
Kenaf
Kenaf (Hibiscus cannabinus) is a dicotyledon plant derived from the Malvaceae family that grows in tropical and subtropical areas. This yearly or short-lived perennial herbaceous plant is around 1.5 to 3.5 m tall, combined by bast and core fiber, has a woody base, is not always branched with 1–2 cm diameter stems, has 10–15 cm long leaves with various shapes, and has 150–180 days of the growing cycle. The plants carry long bast fiber from the stem bark and short core fiber from the stem core. 51 Kenaf fibers can be used in fiber-reinforced composites for their high mechanical strength. 52 The flowers are generally yellow, white, or purple, whereas the fruit is a 2 cm capsule with several seeds. 53 The stem of kenaf plants has three parts: the inner part, the middle part known as the pith, composed of the polygonal parenchymatous cells, and the outer part.54,55 The outer part, or bast fibers, are fitted as reinforcement in polymer composites due to their mechanical properties.56,57 Kenaf fibers, which are composed of cellulose, hemicellulose, and lignin, are expressed in Table 1, though Kenaf core (19.2%) occupies more lignin than bast fibers (14.7%). 58 Surface modification is done to upgrade the interfacial bonding strength within fibers and the polymer matrix, as chemical reagents consist of functional groups that can bond within the hydroxyl group of natural fibers. Alkali treatment,59,60 maleic anhydride grafted polypropylene (MAPP) treatment, 61 silane treatment, degumming process (the technique of unleashing lignin and non-cellulosic particles by keeping the cellulosic portion of the fiber intact 62 ), graft co-polymerization, 63 electron beam irradiation (EBI) technique, 64 etherification, 65 and mercerization 66 are some surface treatments that are used to upgrade the adhesion between kenaf fiber and matrix.
Hemp
Hemp is another remarkable fiber from the Cannabis family (Cannabis sativa L.) that has the potential to be explored for various applications. 67 It is a yearly plant native to Central Asia that has temperate climates. There are two types of hemp fibers: industrial hemp fiber, attained from the bast/stalk material, and manila hemp fiber, acquired from the leaves. 68 Hemp fiber is produced in large amounts in Russia, France, Italy, Germany, Chile, Yugoslavia, Japan, China, and Peru. However, Russia is the world’s most significant hemp fiber producer, contributing around 33% of the 255,000 tonnes of yearly global production. But India is the largest manufacturer and exporter of hemp seed oil. 69 Hemp is a refined, lustrous, bright, colorful, and tenacious bast fiber obtained by retting. Numerous researchers have investigated the chemical qualities of hemp fiber. Cellulose, hemicellulose, lignin, and wax are the main components of hemp fiber and have greater tensile strength and properties to use as reinforcement in various polymer matrices to make composites. 70
Ramie
A perennial herbaceous plant from the Urticaceae family, ramie is occasionally called Chinese grass. China produces above 90% of the world’s ramie production, which can be harvested three times a year, 71 as ramie fibers have the necessary characteristics and can produce fiber-reinforced polymers. Ramie is readily woven and has a white hue. Due to its capacity to take dye, bleach, and soften, ramie is frequently employed in the fabric business. Ramie contains cellulose, hemicellulose, pectin, lignin, and wax in its chemical makeup. 72
Roselle
Recently, roselle bast fiber (Malvaceae family, Hibiscus spp.) has been gaining tremendous interest in producing fiber-reinforced composites because of its available cellulose content of about 58.6–64.5%, which provides an upper impact when incorporated in polymer composites. The scientific name of roselle fiber is Hibiscus Sabdariffa L 73 It is reported that these fibers have properties precisely associated with jute fiber. Some researchers extracted cellulose microfibers from roselle by steam explosion, as this bast fiber can be processed into rope and textiles. Moreover, roselle fiber has outstanding tensile strength, adequate durability, and superior seawater resistance.
Polymer matrix
Fiber-reinforced composites are reinforced fibers embedded in a polymer matrix.
74
One of the most influential factors that affects the performance of fiber-reinforced polymer composites is the polymer matrix. The polymer matrix plays a crucial role in determining the mechanical properties and performance of the composite. It transfers the loads between the fibers and protects them from environmental degradation.
75
As shown in Figure 3, different types of polymer matrices are used in fiber-reinforced composites, including thermosetting and thermoplastic polymers.
76
The selection of a polymer matrix depends on the application requirements and the properties desired in the composite. For example, thermosetting polymers are commonly used in applications that require high strength, stiffness, and temperature resistance, such as aerospace and automotive.
77
On the other hand, thermoplastic polymers are preferred in applications that require ease of processing, recyclability, and impact resistance, such as consumer goods and sporting equipment.
78
In recent years, there has been a growing interest in using hybrid polymer matrices that combine the advantages of thermosetting and thermoplastic polymers. These hybrid matrices offer improved toughness, damage resistance, and recyclability compared to traditional polymer matrices.
79
Classifications of polymer matrices used in fiber-reinforced polymer composites.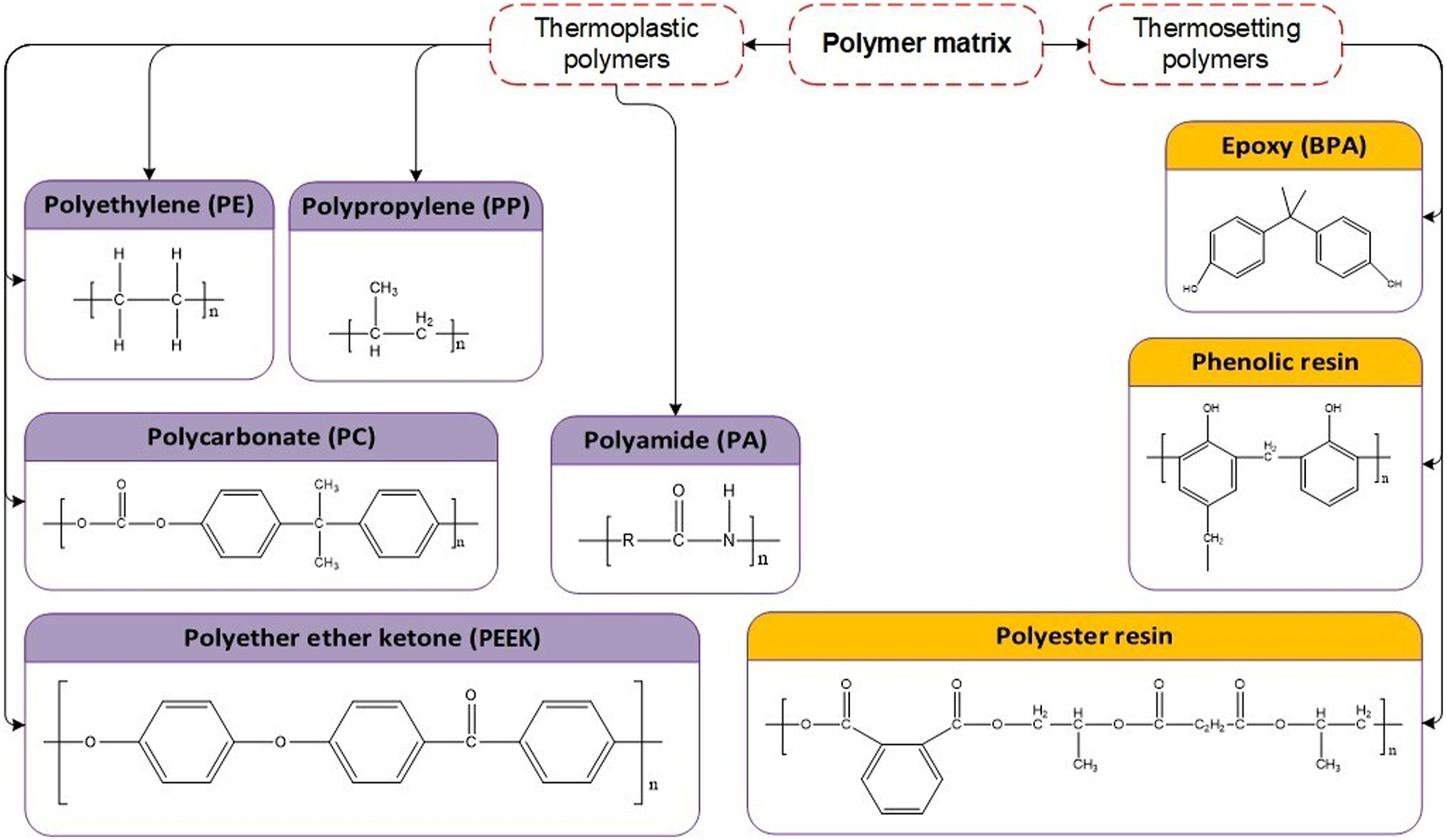
Thermoplastic polymer matrix
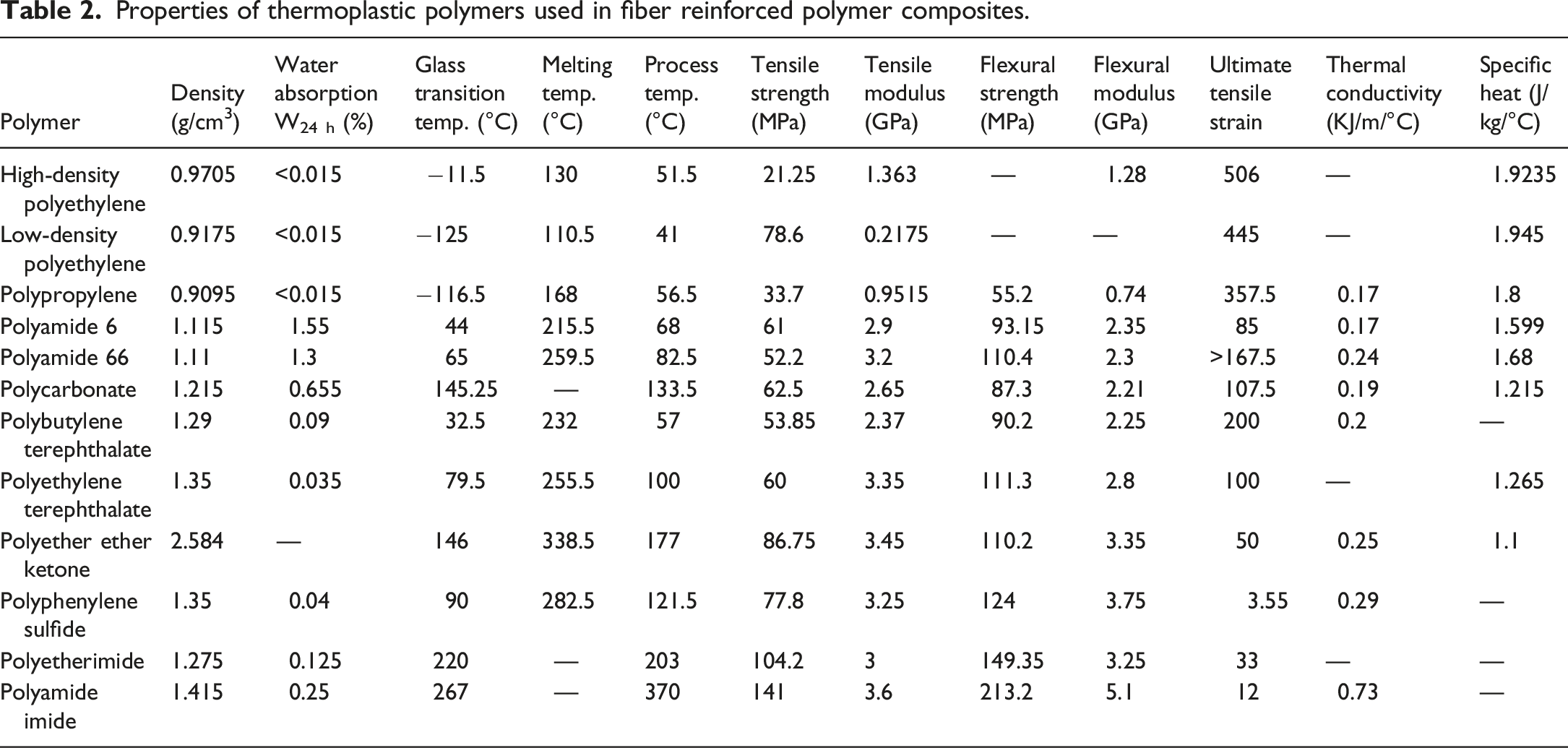
Thermoplastic polymers are a class of polymers that can be repeatedly melted and solidified by heating and cooling. 78 They have several advantages over thermosetting polymers, commonly used in fiber-reinforced polymer composites. First, thermoplastic polymers can be skillfully processed using various methods, such as injection molding, extrusion, and compression molding. Second, they have excellent toughness, impact resistance, and ductility, which make them suitable for high-performance applications. Finally, they can be recycled and reused, which is essential for sustainable manufacturing. 80
Properties of thermoplastic polymers used in fiber reinforced polymer composites.
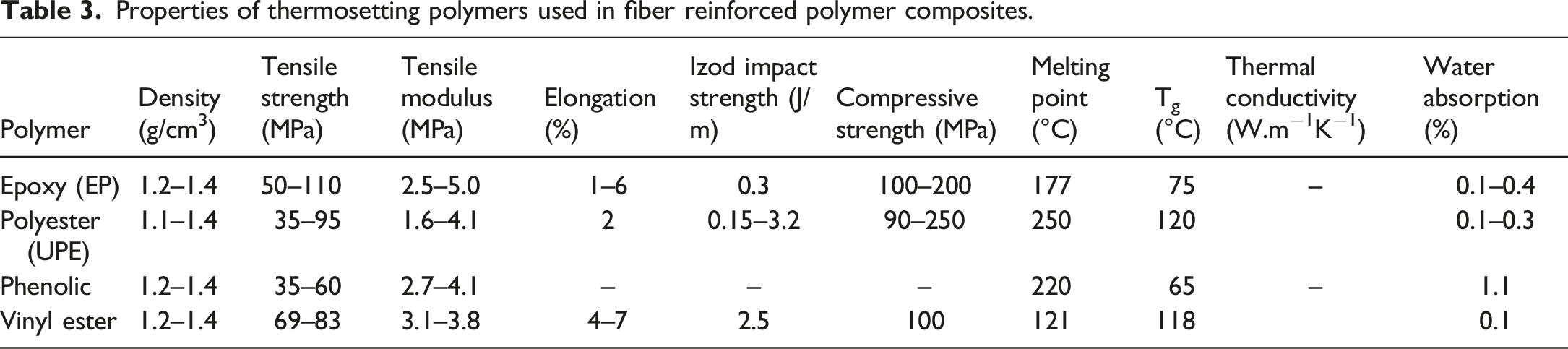
Thermosetting polymer matrix
Properties of thermosetting polymers used in fiber reinforced polymer composites.
Carbon-based nanofillers
Fiber-reinforced polymer composites (FRPs) have become increasingly popular due to their high strength, low weight, and excellent corrosion resistance.91,92 However, to further improve their properties and expand their applications, researchers have begun exploring using carbon-based nanofillers as reinforcement in FRPs. Carbon-based nanofillers, 93 such as carbon nanotubes (CNTs) 94 and graphene, 95 have unique mechanical, electrical, and thermal properties that make them attractive as potential reinforcements in FRPs. CNTs, for example, are known for their high tensile strength, stiffness, and aspect ratio, which can improve the mechanical properties of the composite.96,97 Graphene, on the other hand, has exceptional thermal and electrical conductivity, which can be helpful for applications in the electronics industry. 98 Several studies have demonstrated the potential of carbon-based nanofillers to improve the mechanical properties of FRPs. For example, researchers have reported significant improvements in the tensile strength and modulus of CNT-reinforced FRPs compared to neat polymer composites.99–101 Similarly, the addition of graphene has been shown to enhance the mechanical properties of FRPs, including increasing their fracture toughness and fatigue resistance.102,103 In addition to improving mechanical properties, carbon-based nanofillers can also provide additional functionalities to FRPs. For example, CNTs have been used to develop conductive FRPs for applications in the electronics industry. 104 Graphene has been shown to improve the thermal conductivity of FRPs, making them suitable for heat dissipation applications.105–107
Despite the potential benefits of carbon-based nanofillers, several challenges still need to be addressed before their widespread adoption in FRPs. These include the high cost of producing high-quality nanofillers, the difficulty of achieving uniform dispersion in the polymer matrix, and the potential health and safety concerns associated with handling nanomaterials. Poor dispersion can cause weak interfacial bonds between the nanofillers and the polymer, which can lower the composite's mechanical properties. 108 To address this issue, researchers have developed various techniques for functionalizing the surface of the nanofillers, such as chemical vapor deposition, 109 plasma treatment, 110 and oxidation, 111 to improve their compatibility with the polymer matrix.
Graphene
Graphene is a two-dimensional allotrope of carbon, with a single layer of carbon atoms arranged in a hexagonal lattice. 95 It has garnered significant attention from researchers and industry professionals due to its unique properties and potential applications. Graphene was first observed in 1962 by researchers at the University of Manchester, UK, who were studying the electronic properties of graphite. However, it was not until 2004 that Andre Geim and Konstantin Novoselov at the University of Manchester isolated graphene for the first time using a simple method of peeling graphite using adhesive tape. They were awarded the Nobel Prize in Physics in 2010 for their groundbreaking work on graphene. 112 Graphene is a single layer of carbon atoms arranged in a hexagonal lattice, similar to a honeycomb structure. It is the basic building block of other carbon materials such as graphite, carbon nanotubes, and fullerenes. The carbon-carbon bond length in graphene is 0.142 nm, and the distance between adjacent carbon atoms is 0.246 nm. 113
Graphene has numerous remarkable properties that make it attractive for various applications. It has excellent mechanical properties, including high strength, stiffness, and elasticity, making it one of the most robust materials. It is also lightweight, with just 2.26 g per cubic centimeter of density. The higher electrical and thermal conductivity of graphene makes it useful for applications in electronics and thermal management. Additionally, it has a large surface area, making it suitable for adsorption, catalysis, and energy storage. Due to its exceptional mechanical and electrical properties, the fiber-reinforced composite industry has been exploring using graphene as a reinforcing agent in composites.
114
Graphene, as shown in Figure 4 can be used in different forms in fiber reinforced polymer composites. Varieties of Graphene: (a) pristine graphene, (b) graphene oxide (GO), (c) reduced graphene oxide (rGO), (d) functionalized graphene oxide (fGO).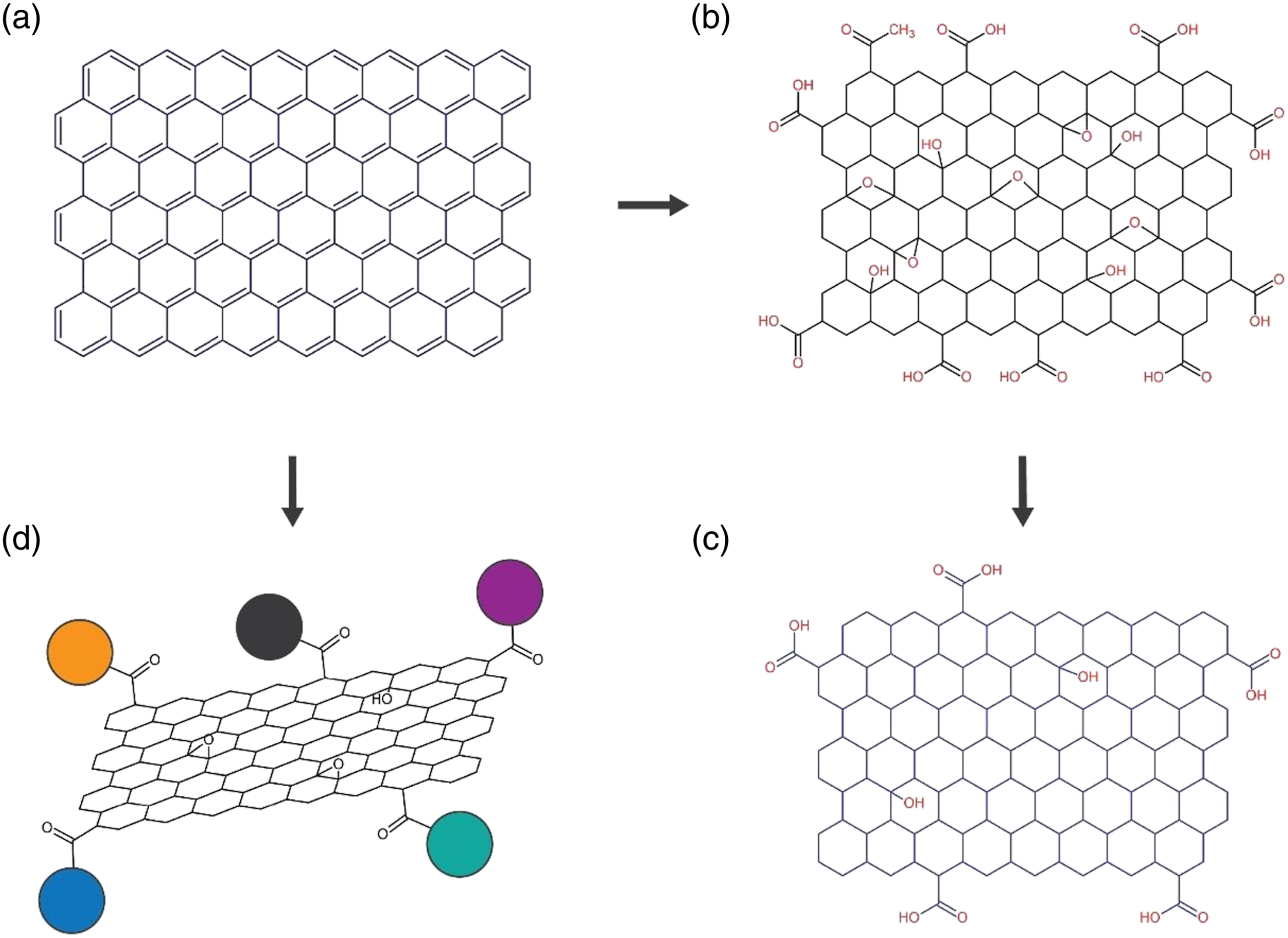
Carbon nanotubes
Carbon nanotubes (CNTs) are a type of carbon allotrope that has been the subject of intense scientific research since their discovery in the 1990s.
115
These cylindrical structures are carbon atoms arranged in a hexagonal lattice and have unique properties that make them attractive for various applications, including the fiber-reinforced composite industry. Carbon nanotubes were first discovered by Japanese physicist Sumio Iijima in 1991 while working at the NEC Corporation.
116
During his work on fullerene, he observed multi-walled carbon nanotubes (MWCNTs) in the soot produced during the synthesis. He published his discovery in the journal Nature, which sparked a wave of research on carbon nanotubes. Carbon nanotubes are cylindrical structures of carbon atoms arranged in a hexagonal lattice. The diameter of CNTs can range from a few nanometers to tens of nanometers, and their length can be several micrometers or longer. CNTs are classified into two main types: single-walled carbon nanotubes (SWCNTs) and multi-walled carbon nanotubes (MWCNTs). SWCNTs consist of a single cylindrical layer of carbon atoms, while MWCNTs have multiple layers of carbon atoms in concentric cylinders.
117
CNTs, as shown in Figure 5 can be used in different forms in fiber reinforced polymer composites. Varieties of CNTs: (a) single-walled carbon nanotubes (SWCNT), (b) double-walled carbon nanotubes (DWCNT), (c) multi-walled carbon nanotubes (MWCNT), (d) surface-modified CNT.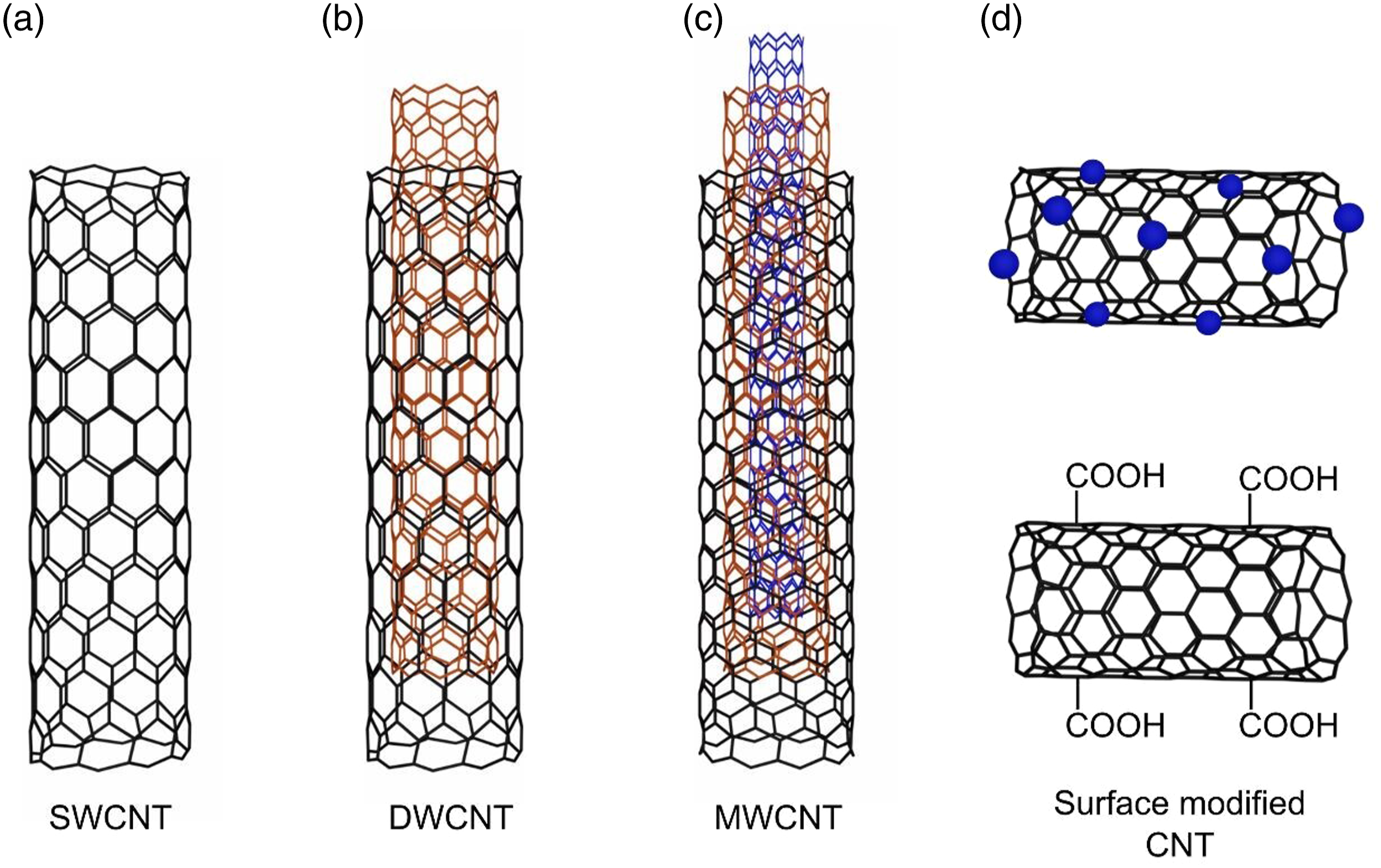
Carbon nanotubes have a range of unique properties that make them attractive for various applications. They have high strength and stiffness, making them one of the most robust materials. CNTs are also lightweight, with a density of just 1.33 g per cubic centimeter. They are highly conductive, both electrically and thermally, making them useful for electronics and thermal management applications. Additionally, they have a large surface area, making them suitable for adsorption, catalysis, and energy storage.
118
Graphene and carbon nanotubes (CNTs) are promising materials for reinforcing agents in fiber-reinforced polymer composites. Here are some facts and figures related to the use of graphene and CNTs in the fiber-reinforced polymer composite industry: • Improved mechanical properties: Adding graphene and CNTs to fiber-reinforced polymer composites can significantly enhance their mechanical properties, such as strength, stiffness, and fracture toughness.
119
• Enhanced thermal and electrical Conductivity: The addition of graphene and CNTs can improve the thermal and electrical conductivity of fiber-reinforced polymer composites, making them suitable for use in thermal management and electronic applications.
120
• Improved Barrier Properties: Graphene and CNTs can improve the barrier properties of fiber-reinforced polymer composites, making them suitable for use in packaging and other barrier applications.
121
• Lessening material weight: Using graphene and CNTs in fiber-reinforced polymer composites can reduce the final product's weight, making them ideal for aerospace and automotive applications.
21
• Increased cost: The use of graphene and CNTs in fiber-reinforced polymer composites can increase the cost of production, which may limit their widespread use.
122
• Commercial applications: Graphene and CNT-reinforced polymer composites are currently used in various commercial applications, including aerospace, automotive, and sports equipment.
123
• Market growth: The market for graphene and CNT-reinforced polymer composites is expected to grow significantly in the coming years, with a compound annual growth rate (CAGR) of 26.7% between 2020 and 2027, according to a report by markets and markets.
124
• Research and development: There are ongoing research and development aimed at optimizing the use of graphene and CNTs in fiber-reinforced polymer composites, focusing on improving their mechanical, thermal, and electrical properties while reducing their production costs.
Graphene and CNTs are both promising materials for use in fiber-reinforced polymer composites, with the potential to improve their mechanical, thermal, and electrical properties. While their use may increase production costs, their performance and weight reduction benefits justify their use in certain applications.
Nanofillers integration techniques
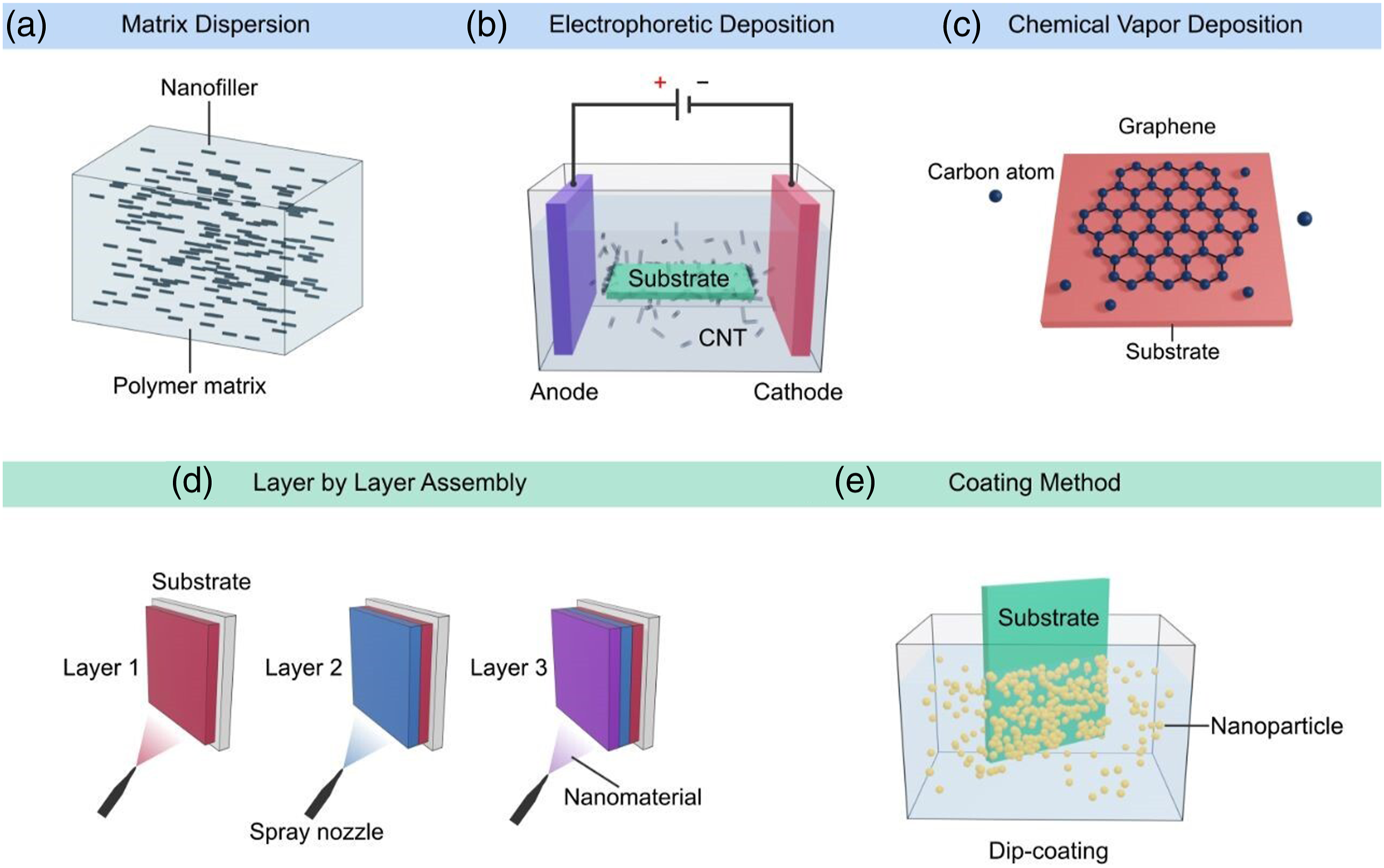
Incorporating carbon nanotubes (CNTs) and graphene into fiber-reinforced polymer composites can significantly improve their mechanical, thermal, and electrical properties. Some techniques (as shown in Figure 6) that integrate CNTs and graphene into fiber-reinforced polymer composites are discussed below. i. Dispersion in a Polymer Matrix: One of the most common methods for incorporating CNTs and graphene into fiber-reinforced polymer composites is to disperse them in a polymer matrix. Dispersion can be performed using sonication, high-shear mixing, or melt-compounding techniques.
22
ii. Electrophoretic Deposition: Electrophoretic deposition is a technique that can be used to deposit CNTs and graphene onto the surface of a fiber or a fiber bundle. The fibers are immersed in a suspension of CNTs or graphene and subjected to an electric field, which causes the particles to migrate and deposit onto the surface of the fibers.
23
iii. Chemical Vapor Deposition: Chemical vapor deposition is a technique that can extend CNTs directly on the surface of fibers. The fibers are placed in a reactor chamber, and a hydrocarbon gas is introduced, which decomposes and forms CNTs on the surface of the fibers.
125
iv. Layer-by-Layer Assembly: Layer-by-layer assembly is a technique that can be used to deposit CNTs and graphene in a controlled manner onto the surface of fibers. The method involves alternating the deposition of CNTs or graphene layers with polyelectrolyte layers.
126
v. Coating: Coating is a technique that can be used to deposit CNTs and graphene onto the surface of fibers using various coating methods, including dip coating, spray coating, and spin coating.
127
Different types of nanofiller incorporation techniques: (a) matrix dispersion, (b) electrophoretic deposition, (c) chemical vapor deposition, (d) layer by layer assembly, (e) coating.
While each technique has benefits and drawbacks, the most effective method for incorporating CNTs and graphene into fiber-reinforced polymer composites will depend on the specific application and desired properties. Additionally, the cost of the technique may also be a consideration, as some techniques such as chemical vapor deposition, and layer-by-layer assembly are costlier due to the more precise and controlled processing whereas approaches like dispersion in polymer matrix, electrophoretic deposition and coating are relatively affordable.
Composite fabrication techniques
Selection of an appropriate manufacturing process and fabrication of a composite with the desired composite properties and shapes are essential. The structure and properties of the composites may vary according to their manufacturing processes. Preferred properties, shape, functionalities, size, and application are the factors to be considered before determining the fabrication process of the composites. The essential steps in fabricating polymer composites are the selection of appropriate fibers, fiber processing, and choosing the proper matrix and fabrication technique.
Usually, small-sized composites are preferably fabricated with compression and injection molding, while autoclave and open molding are quite amenable for larger-sized composites. Conventional processing methods like extrusion
128
and injection molding
129
are usually applied for bast fiber-reinforced composites, though low processing temperatures are restricted because plant fibers have poor thermal resistance. Compression molding and liquid composite molding (LCM) are generally utilized to produce high-performance composite structures.
130
More of this required processing time causes thermal decomposition that reduces mechanical properties, discolors fibers, and releases volatile organic compounds (VOCs).
129
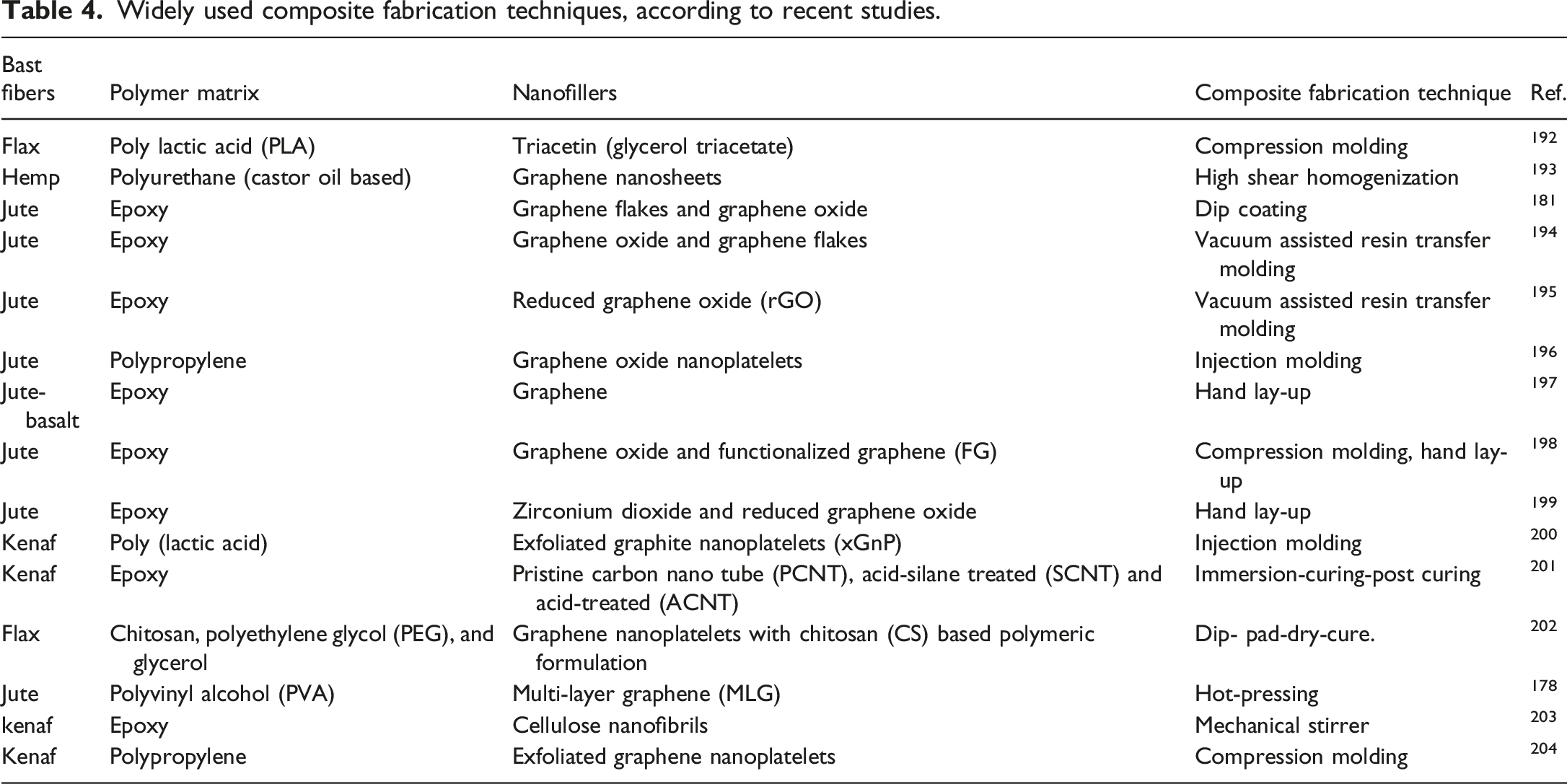
So, proper maintenance of processing temperature is necessary throughout the manufacturing stage to obtain good mechanical properties.4,131 Detail classification of composite fabrication techniques is shown in Figure 7 and some of the popular techniques used for composite fabrications is shown in Figure 8 and Table 4. Different types of composite processing techniques. Some commonly used composite fabrication techniques. Widely used composite fabrication techniques, according to recent studies.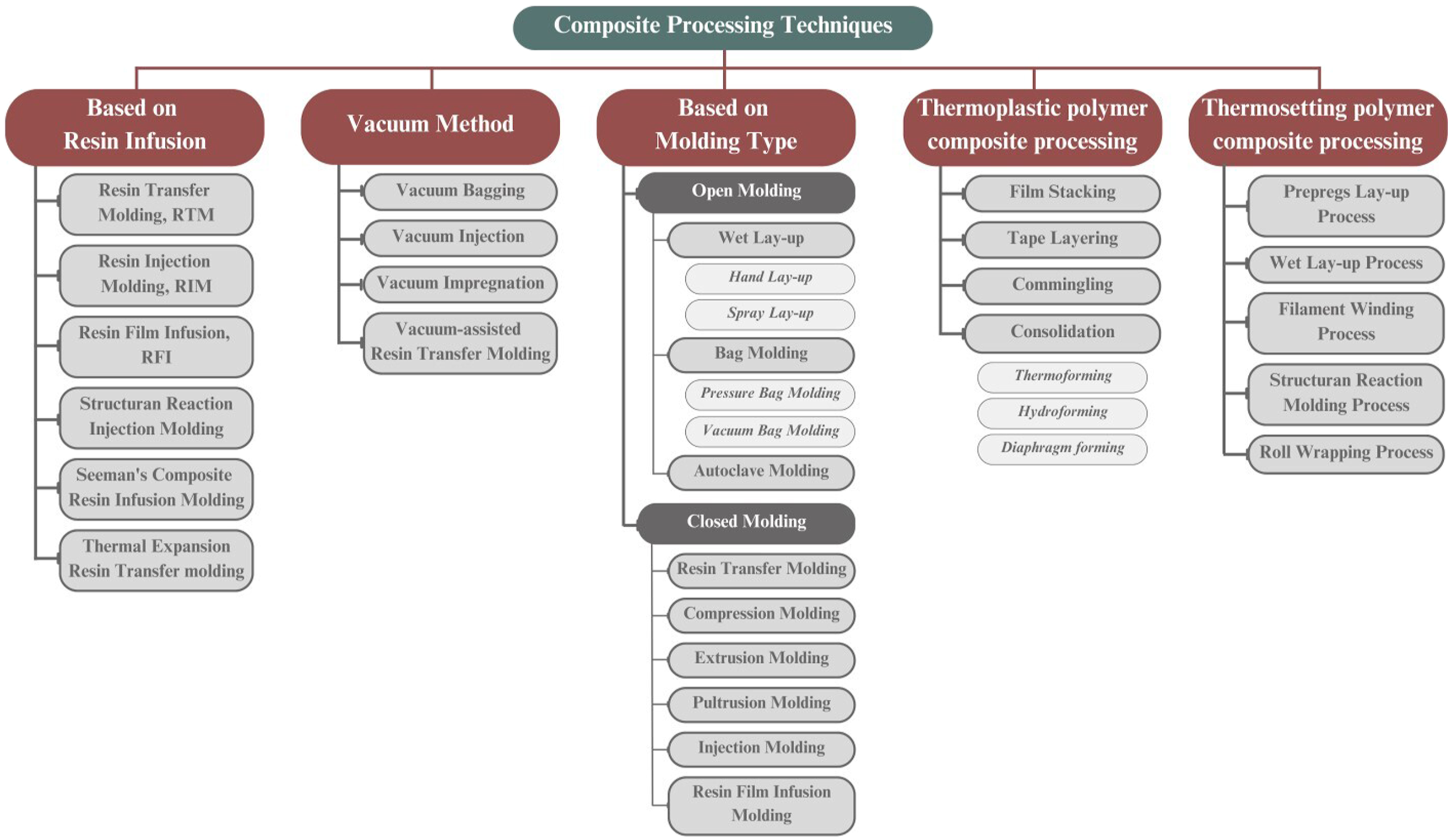
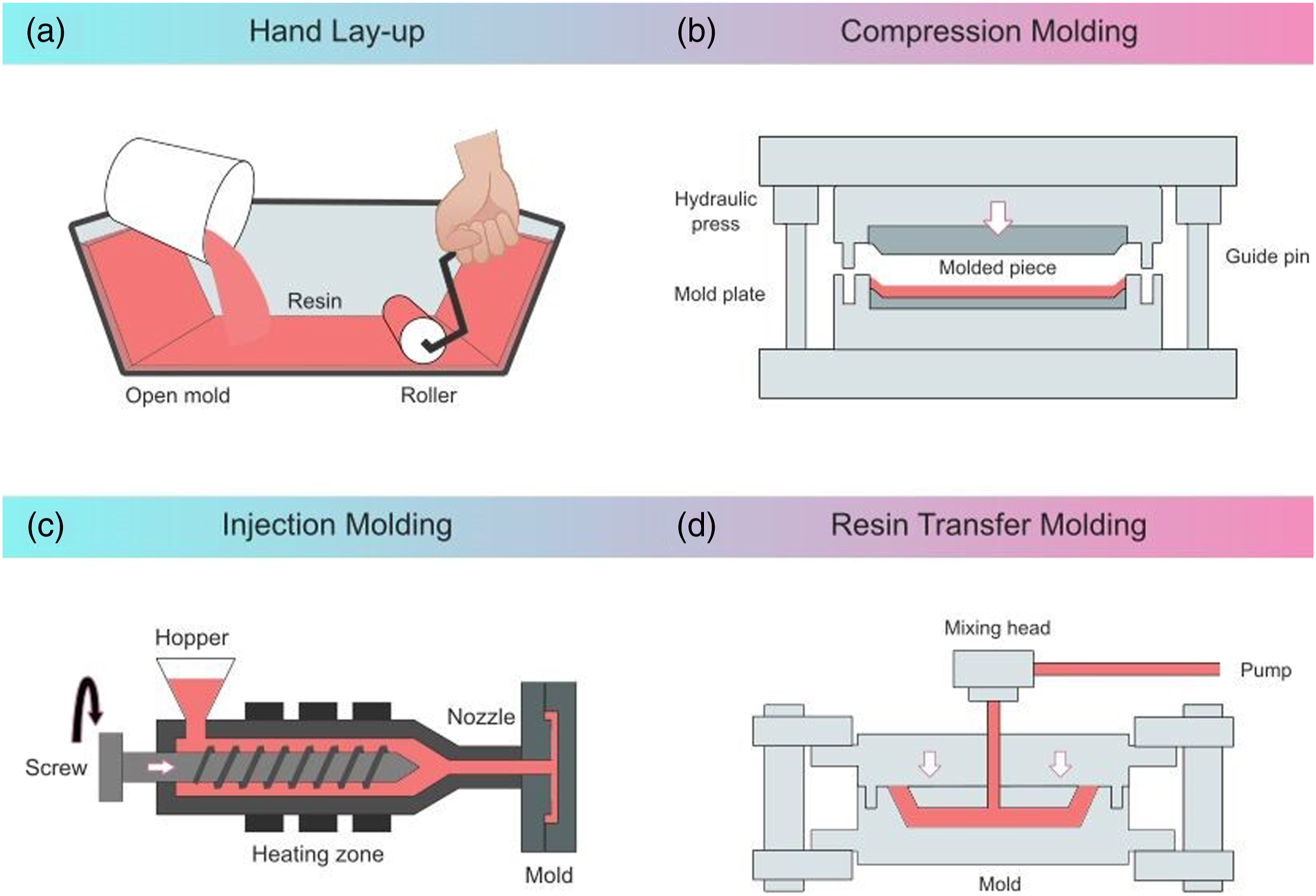
Extrusion is one of the standard fabrication techniques that can produce composites that require a fixed cross-sectional profile and works according to a push-and-pull mechanism with a die attached to the static cross-section. Jute and enzyme-treated flax fibers combined with polypropylene can produce long fiber-based thermoplastic composites. In this process, the fibers are continuously fed into the extruder, and the twin-screw extruder usually compounds the fibers and polypropylene plastics at a temperature of 180–200°C in the processing zone. The stiffness of the composite increases with the increment of fiber loading, and adding 2% maleated polypropylene can improve the composites’ performance significantly. 132 Corn starch combined with bast fibers can also produce thermoplastic-based composites. After adequate storage, the mixture is fed into the single screw plastic extruder SJ025, which operates at diverse temperatures at a speed of 20 r/min. This process ensures proper mixing of the fibers and resins, and high water content never impacts the tensile strength. 133
In injection molding, the heated polymer pellets, which are transformed into viscous liquids, are purposefully injected into the mold cavity section to prepare the composite. Hereafter, the composite is removed from the mold after adequate cooling. The screw can generate heat through viscous shearing onto the melted polymer, and the shear force assists in mixing the polymer and fibers. The shearing force significantly impacts the alignments and, thus, layers of the fibers in the composites. PLA with kenaf fibers can produce composites through injection molding used in electrical applications. The increment in fiber loading increases the composites’ heat resistance and tensile modulus. Adding kenaf fibers enhances the composites’ crystallization state, which improves their mechanical performance. 134 Therefore, crystalline PLA performs better than amorphous PLA. In addition, the injection molding-based natural fiber composite market is expanding annually due to increased awareness and attraction for bio-based materials. 135 Hybrid composites with hemp, glass fiber, and polypropylene can show excellent moisture and heat resistance through injection molding. Therefore, there are many opportunities for different combinations of fibers to be tried out for composites through injection molding. 136
Compression molding is a technique that combines hot pressing and an autoclave. There are stacking mats inside the preheated mold cavity in the hot-pressing system. On the other hand, in the autoclave system, thermoplastic prepregs are laid over the surface in a certain order, and the prepregs are essentially the reinforced fabrics pre-impregnated in the system with resin. Biodegradable composites with treated hemp and PLA polymers can show finer mechanical properties when fabricated in the hot-pressing set-up or compression molding process. The fibers and the polymers are mostly stacked layer by layer, and the processing continues at 170°C temperature and 1.3 MPa pressure for 10 min. Compression molding is primarily used in preparing pilot samples for testing. Flax fiber with soybean oil thermoset polymers can be produced through hand lay-up laminated fiber mats of 8 layers. Hand-lay up one of the ancient open molding processes in composite manufacturing. Fibers are generally aligned or filled randomly into the mold, and polymers are dropped over the layer of fibers. 137 A roller moves over the laid fibers’ surface and eliminates entrapped air in the structure. Consequently, the laminated, structured composite proceeds for further compression molding techniques. Along with better flexural properties, the adhesion inside the polymer composite seems impressive in the compression molding process.
Resin transfer molding is one of the most effective molding processes for large composites. Composites with large surface areas and complex structures can be fabricated with resin transfer molding. Usually, the resin has been chemically activated on the fiber mats or the preform of the fibers on the wall of the mold. Composites with hemp fiber and polyester resin can be produced with resin transfer molding, where fiber mats with the essential dimensions are placed into the mold cavity and the heat ascends to 55°C. The resin is prepared for injection into the mold at an adjustable pressure. After a certain molding time, the composite must be cured for hours. The mechanical properties of the composites increase significantly when fiber loading increases in the composites. In a composite of kenaf and polyester fiber, factors like mold temperature, moisture content, and mold pressure also matter, affecting the composites’ properties. Tensile and flexural strength and water resistance increase by lowering the composites’ fiber content volume fractions. Rassman et al. evaluated the water absorption and mechanical performance of the kenaf polyester laminates in kenaf-polyester composites.
138
Resin injection from the bottom of the mold on rectangular fiber mats with parallelly aligned fibers through single injection molding at 250 kPa pressure and 80
Pultrusion is a beneficial technique for fabricating composites with various complex shapes and sizes that cannot accommodate diverse thermosets. In the pultrusion process, fibers are usually mixed and saturated in liquid resin. They are pulled through the heated metal die so a composite can be fabricated according to its desired shapes and dimensions. Rassman et al.
138
introduced the pultrusion process first to input the bast fiber in the fixed zone. The preheating and die temperatures remain variable when processing flax and PP yarn. At an environment of 600 mm pressure at 155–166
There are some other techniques to fabricate bast fiber-reinforced composites. The resin infusion technique has been one of the emerging methods of fabricating composites. Xia et al. 140 applied a vacuum-assisted resin infusion (VARI) process to utilize calcium carbonate inorganic nanoparticle impregnation (INI) to enhance the mechanical properties of a composite with kenaf fiber/polyester composites. The tensile strength, tensile modulus, elasticity modulus, and rapture modulus were improved by 67.8%, 22.3%, 33.1%, and 64.3%, respectively, and they also compared the results with untreated fibers. The manufacturing process and techniques depend entirely on the polymer to be used for the composite and the size and shape of the composites. Thermoplastics may enhance the recyclability of the composites. However, thermosets can offer excellent impact properties and mechanical strength. Selection of the appropriate resin with the appropriate fiber in an agreeable condition ends up endowing the composite with the best-desired properties.
The inclusion of carbon nanofillers like graphene and CNT ameliorates the properties of the bast fiber-reinforced polymer composites notably. Carbon nanofiller augments the tensile and flexural properties of the polymer composites, which strengthens the bast fiber-reinforced polymer composite. 101 It also impacted the electrical and thermal characteristics of the composite material by incrementing the conductivity. The bast fiber-reinforced polymer composites will become more usable as an alternative to customary synthetic fiber-reinforced composites while carbon nanofillers are incorporated. 141 However, the technique also has some weaknesses. Due to the hydrophilic nature of the preponderance of bast fibers uniform dispersion of carbon nanofiller evolves complicated while manufacturing the polymer composite. 142 Consequently, agglomeration of graphene and CNT is observed, which disrupts the interfacial bond formation among fiber, matrix and nanofiller. Therefore, advantageous outcomes can’t be acquired effectively even after the reinforcement with carbon nanofillers. Overcoming this constraint is essential, so researchers are concentrating on settling this unfavorable attribute in present days by analyzing diverse approaches like lessening of the CNT’s van der Waals force by functionalization of surface, 143 ““π”-cation”, 144 ceramic 145 or carbon 146 fiber based synthesis, etc. Prominent application areas of these composites are infrastructure, automobile, aviation, textile, etc. due to their promising characteristics and usage. 147
Properties of nanocomposites
Carbon-based nanofillers, such as CNT and graphene, enhance the mechanical, thermal, and electrical characteristics of nanocomposites. Diverse synthesis 148 and functionalization 149 techniques are used to increase the efficacy of carbon-based nanofillers. The properties of bast fiber composites augmented with carbon nanofillers are evaluated based on current research and evaluations. The approach of carbon nanofiller addition on polymer composites has some controversies regarding the uniform and homogeneous dispersion, expensive processing, occasional undesired environmental impact with the probability of inimical health issues, etc. However, maintenance of effective procedures can enhance the properties immensely. To lessen the impact, researchers are adapting the trends and techniques which can ensure maximized assertive outcomes. Assurance of efficacious dispersion and compelling interfacial bond formation can amplify the performance of the composites while nanofillers are employed.
For better outcomes, the preference of appropriate modification techniques is essential along with the choice of preferred processing and modification techniques. The environmental impact of the material is also required to be assessed by life cycle assessment (LCA) to obtain the most facilitatory outcome. Nanofillers such as CNT and graphene considerably improve the composite material's mechanical properties in addition to its excellent thermal and electrical properties. A detailed overview regarding the properties of carbon nanofiller-added polymer composites with a critical review of the existing research is discussed herewith which will dissect the effectivity of nanofiller addition in bast fiber-reinforced polymer composites.
Mechanical properties
The addition of nanofiller improves the strength factors of the polymer composites. The strength of composites was escalated with an incremented amount of nanofiller insertion to an acceptable level. An adequate amount of nanofiller addition improves the crystallization procedure, which facilitates the solidification of the composites. Consequently, better mechanical, and thermal properties are achieved. However, using an excessive amount of nanofiller increases the formation of the aggregate, so maintenance of the requisite amount is necessary for effective outcomes. 150 The higher surface area of GNP and CNT assures effective load transfer among the polymer matrix and carbon nanofiller. As a result, the tensile properties of the polymer composite will increase. The addition of carbon nanofiller influences the bond formation between matrix and fiber, resulting in minimal crack formation and improving composite strength. 119 When nanofillers like GO and CNTs are added to the polymer matrix, maintenance of adequate sonication time is necessary to receive an affirmative outcome. Appropriate sonication time improves carbon nanofiller's dispersion and reduces aggregation possibilities. Due to the uniform dispersion, the bond formation capacity increased, which resulted in an increment in mechanical characteristics. 151 In the case of GNP and epoxy-based composites, the morphological structure of GNP showed an additionally wrinkled structure with incremented sonication time. Consequently, the mechanical bonding between GNP and matrix increased due to the wrinkled surface of GNP, which improves interfacial strength, and the tensile properties of the composite increased notably. Adequate nanofiller addition facilitates load transfer between fiber and polymer matrix. Consequently, the localized deposition of stress on the fiber matrix interlayer became lower, which increased the interfacial features like interfacial shear strength (IFSS) and interlaminar shear strength (ILSS) of the composite material. 21 To get the benefits of adding carbon nanofiller to natural fiber-reinforced polymer composites, it is necessary to keep the right amount of nanofiller added. Excessive amounts of nanofiller addition create an agglomeration of nanoparticles, due to which composite material properties can descend.
Figure 9(a) exhibits the SEM image of composites before the addition of nanofillers. According to Figure 9(b), 2 wt.% of GNP addition provides a minimal trace while GNP fillers are pulled out, which indicates fruitful interaction among fiber and matrix with adequate bond formation. Due to these strong adhesion characteristics, impactful properties can be found in the composite regarding mechanical properties. However, when the concentration of added nanofiller increased to 3 wt.% (as shown in Figure 9(c)), numerous holes were seen after the pull out of the nanofiller, which indicates the formation of weak interfacial bondage among the fiber and polymer matrix. Due to this, the strength of the composite material was reduced notably. As per Figure 9(d), when the nanofiller addition was increased to 5 wt.%, GNPs were agglomerated, which delivers unsatisfactory properties of the polymer composite material.
152
So, the addition of carbon nanofiller improvises the mechanical properties of the composite, but the maintenance of the proper amount is mandatory to obtain the desired outcome. SEM image of GNP added composites: (a) without GNP, (b) 2 wt.% GNP, (c) 3 wt.% of GNP, and (d) 5 wt.% of GNP; reused from 167 with permission.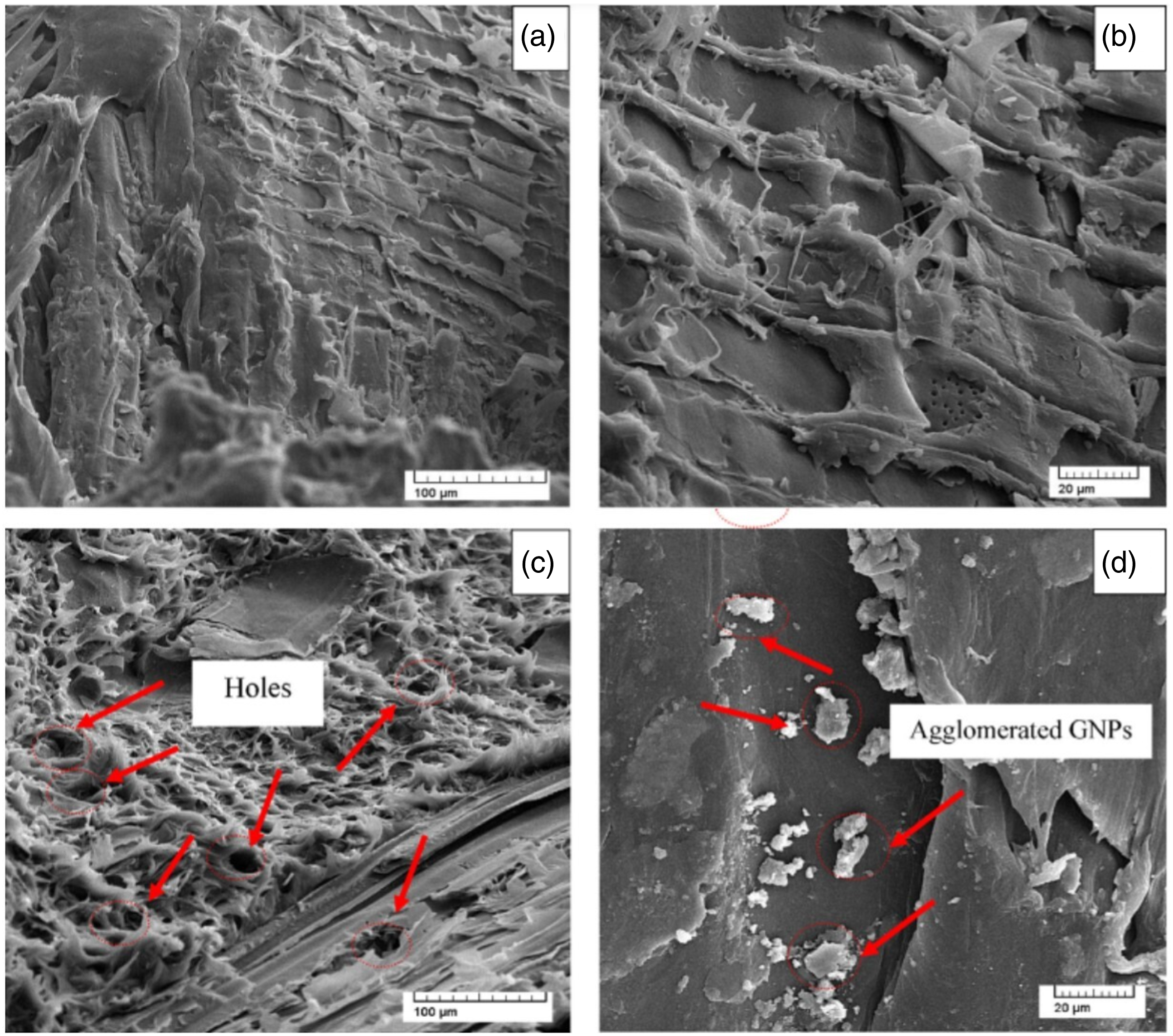
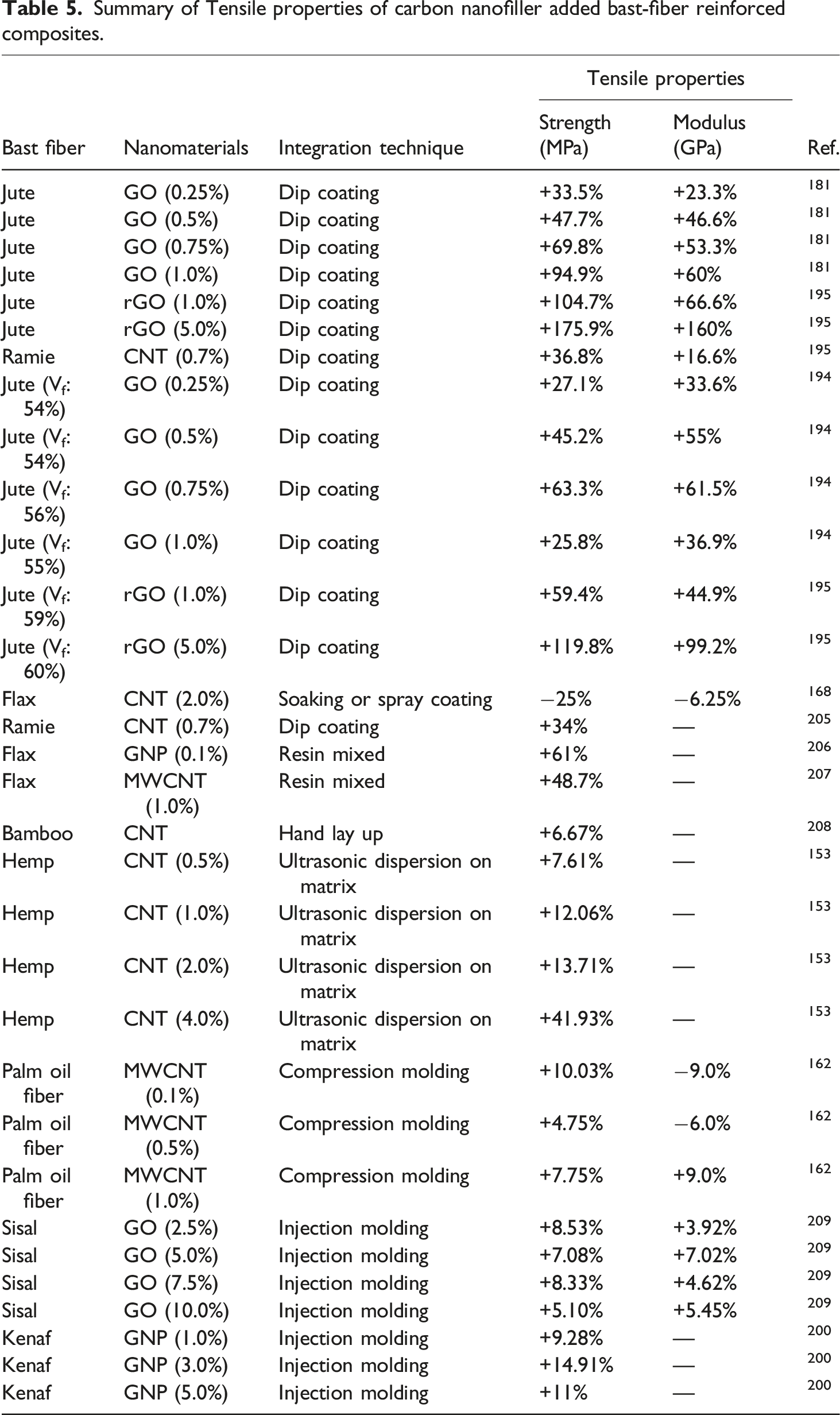
Tensile properties
Summary of Tensile properties of carbon nanofiller added bast-fiber reinforced composites.
Flexural properties
Summary of flexural properties of carbon nanofiller added bast-fiber reinforced composites.
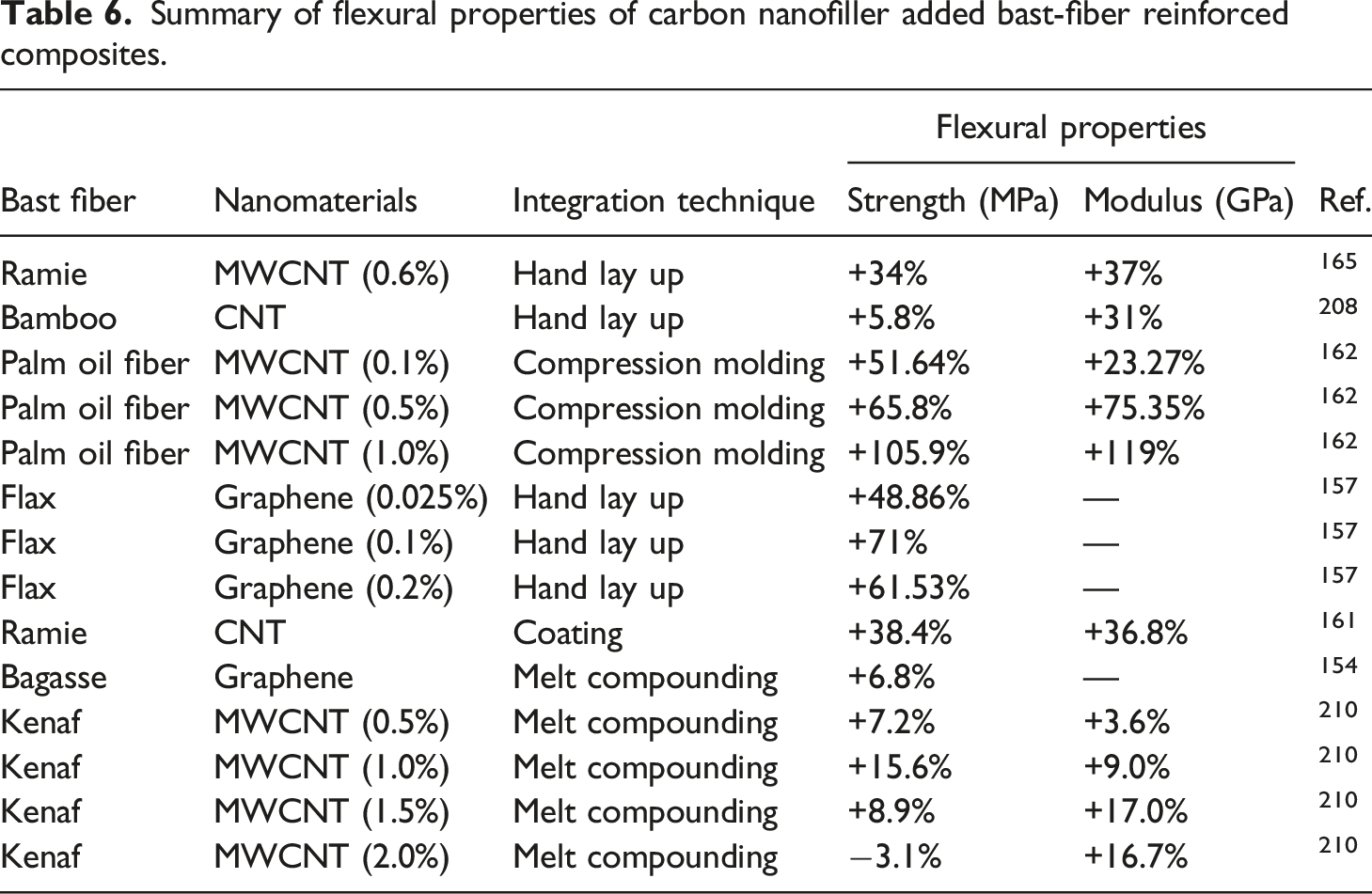
The addition of carbon nanotube (CNT) on ramie fiber-reinforced polymer composites increased the flexural strength and modulus notably. Wang et al. assessed the impact of CNT addition in ramie fiber composites by coating and treatment with alkali and silane coupling agents. The uttermost result was observed when the fibers were coated with CNTs. The coating fibers result in a 38.4% increment in flexural strength while the elevation in flexural modulus was 36.8%. 161 The ramie fiber surface will become rougher when coated with CNT suspension, which improves the interfacial bonding between the ramie fiber and polymer matrix. Consequently, single-dimensional CNTs were used to lessen the cracking tendency, which improved the flexural strength and modulus of the polymer composite with an acceptable amount of CNT incorporation. The addition of excess CNTs usually increments the agglomeration process, which acts as an obstacle to the appropriate load transfer between fiber and matrix. Consequently, the flexural properties of the composite material tend to decline. However, alkali and silane coupling agent treatments provide decreased output in flexural strength and modulus compared to CNTs. 161 The effect of a multi-walled carbon nanotube (MWCNT) was also assessed for palm fiber at diversified concentrations. The elevated values of flexural strength and modulus were found for 1.0 wt.% of MWCNT addition, with values of 105.9% and 19% increment, respectively. With 0.1 wt.% and 0.5 wt.% of CNT addition, the increment of flexural properties was lessened compared to 1.0 wt.% CNT added polymer composite. 162 The formation and recurrence of cracks can be intercepted by adding CNT due to the mechanism of crack bridging. 163 CNT minimizes the spreading tendency of previously formed cracks, which results in the improvement of the flexural strength of the polymer composite. However, some matrix-dominant areas can be found on BFRC, which can’t suitably infuse natural bast fiber due to the size variation. These apertures can be substituted by integrating CNTs, due to which the flexural modulus improvised notably. 162 CNT can provide effective outcomes with epoxy polymer-based matrixes due to their fruitful reciprocity by minimizing the molecular distortion of epoxy. The strain formation tendency is also minimized. 164 The use of carbon nanofiller effectively improves the flexural properties of the bast fiber-reinforced composites, which increases the performance of the composite material significantly.
Interlaminar shear strength
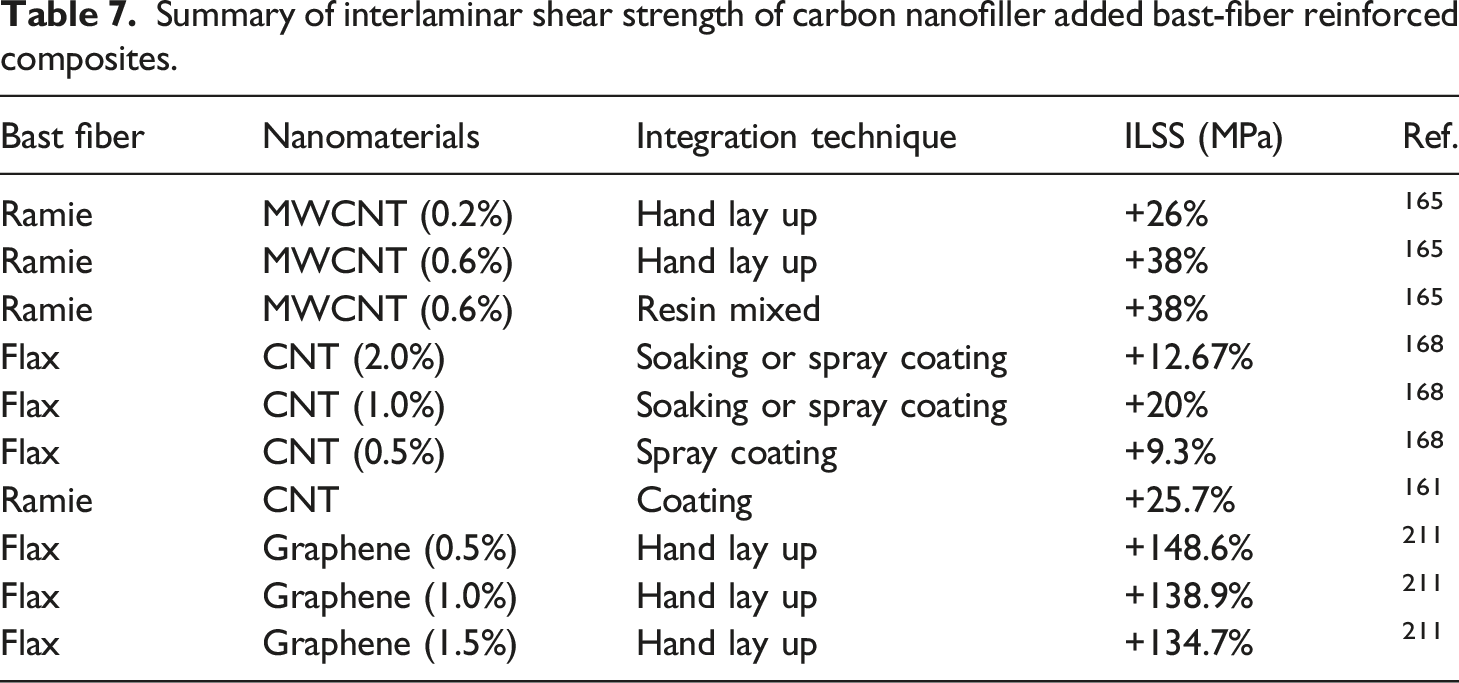
Summary of interlaminar shear strength of carbon nanofiller added bast-fiber reinforced composites.
Electrical and thermal properties
The insertion of carbon nanofillers also improves the electrical and thermal properties of the bast fiber-reinforced polymer composites. Carbon nanofillers can be used to increase the electrical conductivity of a polymer composite as a replacement for metallic elements, allowing lighter-weight composites to be produced. An uninterrupted route for the movement of free electrons is created by the interlinkage of the conductive nanofillers, which results in the electroconductivity of polymer composites. The nanofiller-added polymer composite’s conductivity also depends on the construction and distribution of the graphene and CNT particles. 21 The increased weight fraction of CNT improves the electrical conductivity of the composite with homogenous and perpendicular dispersion. 169 The electrical conductivity of SWCNT-added composites can also depend on the direction of SWCNT, the saturation level of fiber, and the category and aggregation of SWCNT. 170 Fibers are arbitrarily attached in a through-thickness order in unidirectional fiber-reinforced composites based on the fiber volume fraction. The addition of nanofillers creates a linkage among the fibers, so the arbitrary contacts are incremented, and a satisfactory level of conductivity can be obtained in the through-thickness direction. 171 GNP originates a conductive path among the fibers in the through-thickness direction and improves the composite’s electrical performance. 172 The EMI shielding characteristics of the composite can be increased by the coating of graphene in the composites. 173 However, adding carbon nanofillers to the BFRCs significantly improves electrical properties in diverse aspects.
Maintenance of thermal characteristics like thermal conductivity, stability, and flame resistance is significant in BFRCs. 174 Due to the notable crystalline structure of graphene, extreme thermal conductivity is obtained from using it. Usually, the matrixes provide minimal thermal conductivity, like 0.1 to 0.5 Wm−1K−1, due to the complex structure of the polymer chains. 175 The anisotropic polymer composites transmit uneven and minimal heat between the fiber and matrix. Adding highly thermally conductive nanofillers can be an effective solution to this issue. Heat transfer via phonons occurs in thermally conductive materials. 171 The effective transfer of phonons within a crystalline structure with minimal scattering of phonons results in satisfactory thermal performance. Usually, the polymers tend to scatter phonons due to the presence of voids in their structures. The scattering of phonons increased with the increment of gaps in the crystalline region and minimized the thermal performance. To improve thermal conductivity, adding continuous crystalline fibers like graphene to the polymer composite can be an effective solution. 176 The electrothermal effect (Joule heating) is another satisfactory characteristic of carbon nanofillers due to their simplified conversion process of thermal energy from electrical energy. So, incorporating carbon nanofillers like graphene and CNT also improves the thermal properties of the composite by easily converting thermal energy into electrical energy. However, nanofiller facilitates interfacial bonding among fiber and matrix, so heat flux and phonon transmission occur more efficaciously. 21 Consequently, the thermal properties of the BFRCs incorporated with carbon nanotubes increased notably.
Electrical properties
Carbon-based nanofillers play crucial roles in improving the electrical properties of polymer composites. The exceptional physical and electrical characteristics led to their employment in the development of composites with improved electrical qualities. In this context, Park and Joo investigated the electrical properties of the hemp fibers reinforced with poly(butylene terephthalate-co glutarate) composites, with carbon nanotubes as functional additives.
177
They found that the high aspect ratio of the carbon nanotubes caused a conductive channel to form, which made the composite much better at conducting electricity. The integrated network structure also helped to improve the way electricity is transferred. Figure 10 shows the mechanism of improving the electrical conductivity of BFRPs by adding carbon nanofillers. Mechanism of improving the electrical conductivity of BFRPs by adding carbon nanofillers.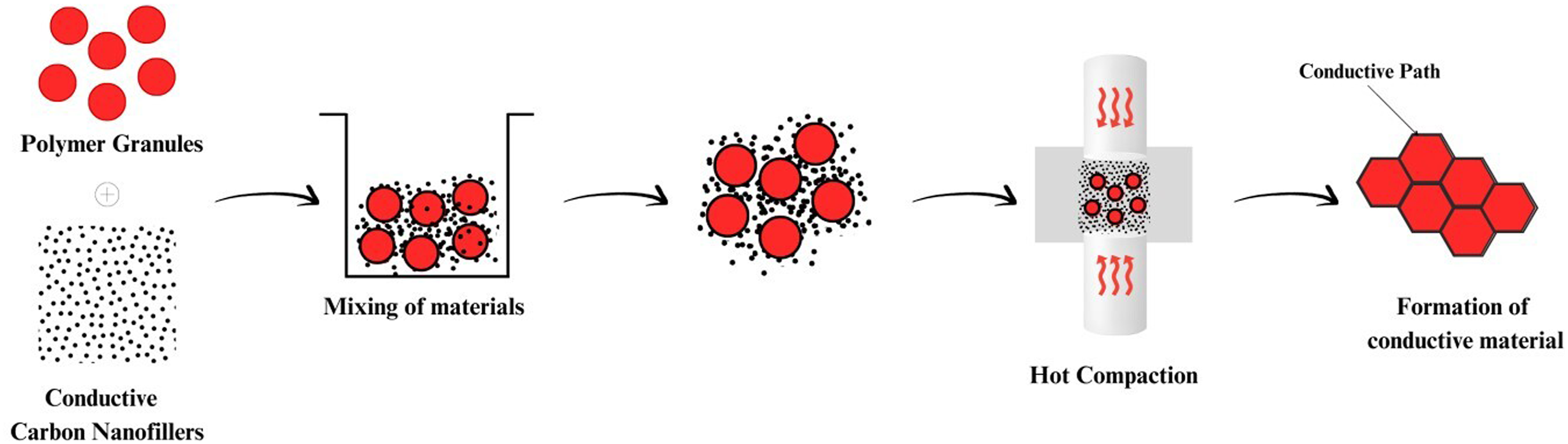
In a comparative study, Joseph et al. developed ball milled jute fiber (JF) reinforced polyvinyl alcohol (PVA)/multi-layer graphene (MLG) and polyvinyl alcohol (PVA)/multi-layer graphene (MLG)/multi-walled CNTs (MWCNT) composites to compare the synergetic effect of MLGs and MWCNTs on the electrical properties of the composites. 178 Electrical conductivity was much higher in all PVA/JF/MLG composites than in the PVA/MLG composite. The composite's interconnected jute particles made crisscross channels on their sides, which allowed the aligned graphene sheets to form a very effective conducting network and add to the increase in electrical conductivity. But as the amount of jute in the composite goes up, the electrical conductivity goes down. This is because the jute particles break up the networks by sandwiching and separating the graphene sheets. The PVA/20 wt.% JF/17.5 wt.% MLG/2.5 wt.% MWCNT hybrid composite had the highest electrical conductivity of all the composites at 3.64 × 10−4 S/cm due to the development of a more efficient conducting grid within the composites, where MWCNTs interconnected the MLG sheets and produced a composite with a more efficient conducting grid. Additionally, MWCNTs aided in the dispersion of MLG sheets inside the composites by lowering the possibility of re-agglomeration. In a different study by Yang et al., conductive jute/epoxy laminated composites were created by flocking short carbon fibers (fiber length: 150 μm and 350 μm) between the laminates and embedding carbon nanotubes (CNTs) in the matrix. 179 The electrical resistance of the composite was dramatically reduced by several orders of magnitude as the flock length was increased from 150 μm to 350 μm as the 350 μm flocked fibers generated a superior conductive network with both CNTs and surrounding carbon fibers. The composites made of 150 μm long, short-flocked carbon fibers were not able to conduct current in the absence of CNTs at any flock density lower than 2000 fibers/mm2. However, easy flow of current was reported through the composite of 350 μm carbon fibers regardless of the level of flock density.
Thermal properties
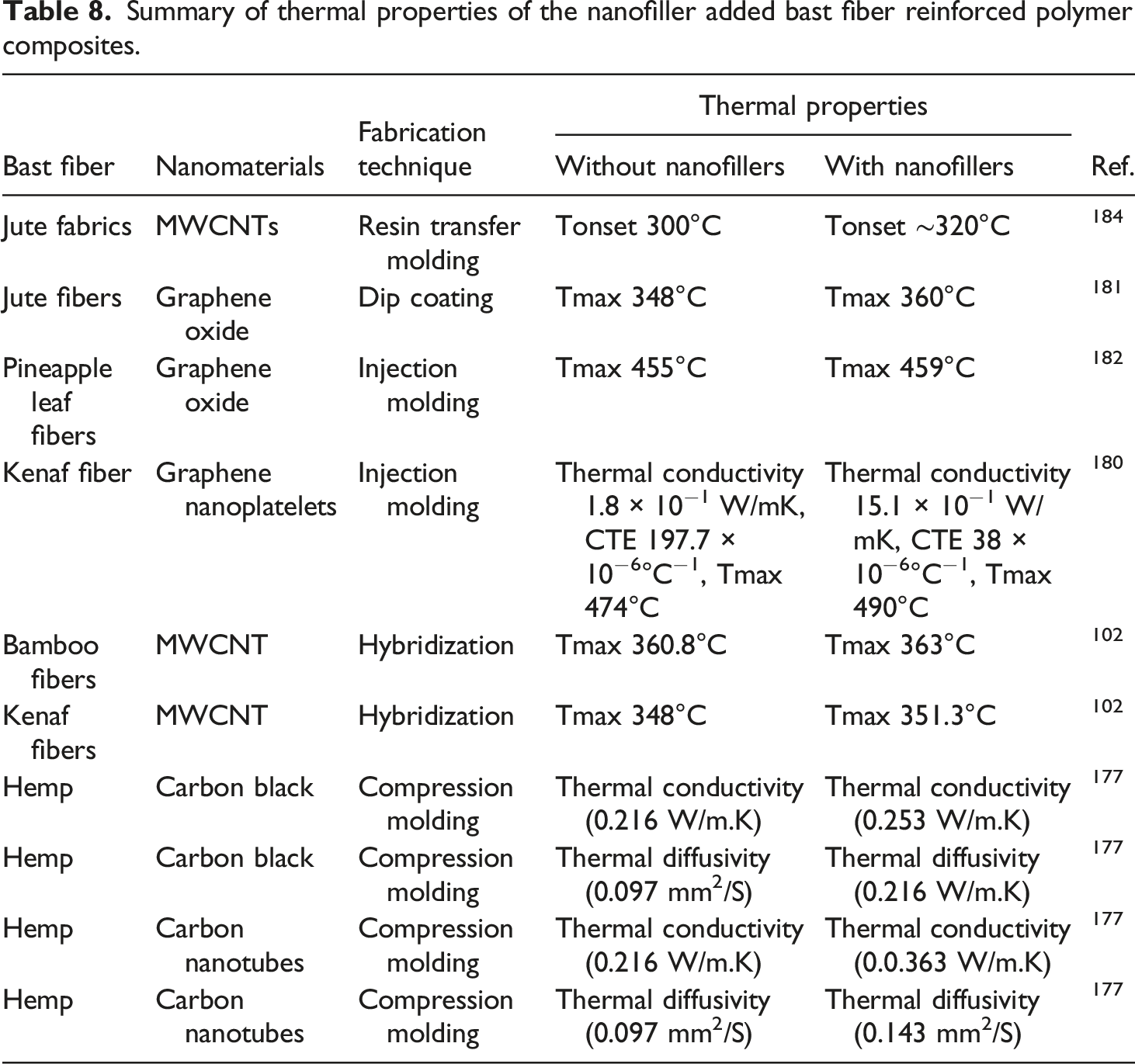
The thermal characteristics of the bast fiber reinforced polymer composites are significantly influenced by carbon-based nanofillers. Idumah and Hassan developed a composite out of kenaf(KF)/polypropylene(PP)/graphene nanoplatelets (GNP) and evaluated their thermal conductivity, coefficient of thermal expansion (CTE), and thermal stability. 180 According to the results, there was a monotonic improvement in thermal conductivity with increasing GNP content, with a maximum of 88% increase at 5 phr GNP and an 80% reduction in CTE at 3 phr GNP addition. The improvement in thermal conductivity was related to the high thermal conductivity (5000 W/mK) of graphene, which enhanced the material’s heat dissipation capabilities. A 15°C increase in thermal stability was also brought on by the high aspect ratio of GNP, which serves as a barrier to controlling the emission of gaseous molecules during thermal degradation. In a different study, Sarker et al. found that coating jute fibers with graphene materials increased their thermal stability by at least 11°C. 181 This could be explained by the development of a carbonaceous graphene barrier on the surface of the fiber, which slows down deterioration and increases the thermal resilience of the fiber. The impact of graphene oxide (GO) on the thermal stability of polypropylene/pineapple leaf fiber composites was investigated by Muragan et al. 182 The maximum decomposition temperature (Tmax) was found to be 4°C higher with the addition of 0.5 phr GO than it was with the control. The rise was attributable to GO, which slowed down oxygen diffusion into the matrix. However, as the GO content increased further, the Tmax decreased rather than improved; that might have been due to the GO agglomerating.
Summary of thermal properties of the nanofiller added bast fiber reinforced polymer composites.
Applications
Bast fiber reinforced polymer composites (BFRPs) are a type of composite material that is gaining popularity due to their exceptional properties, such as high strength, low weight, and biodegradability. Lightweight and strong BFRP composites, thanks to their multifunctional properties, are widely used in various fields such as the automotive industry, aerospace industry, construction industry, sporting goods industry, and marine industry (schematically shown in Figure 11). BFRPs have several advantages over traditional materials such as steel, aluminum, and concrete. They are lightweight, have a high strength-to-weight ratio, and are corrosion-resistant.
28
Additionally, they have excellent damping properties, which make them ideal for vibration reduction and noise attenuation.
185
Applications of Bast fiber reinforced polymer nanocomposite.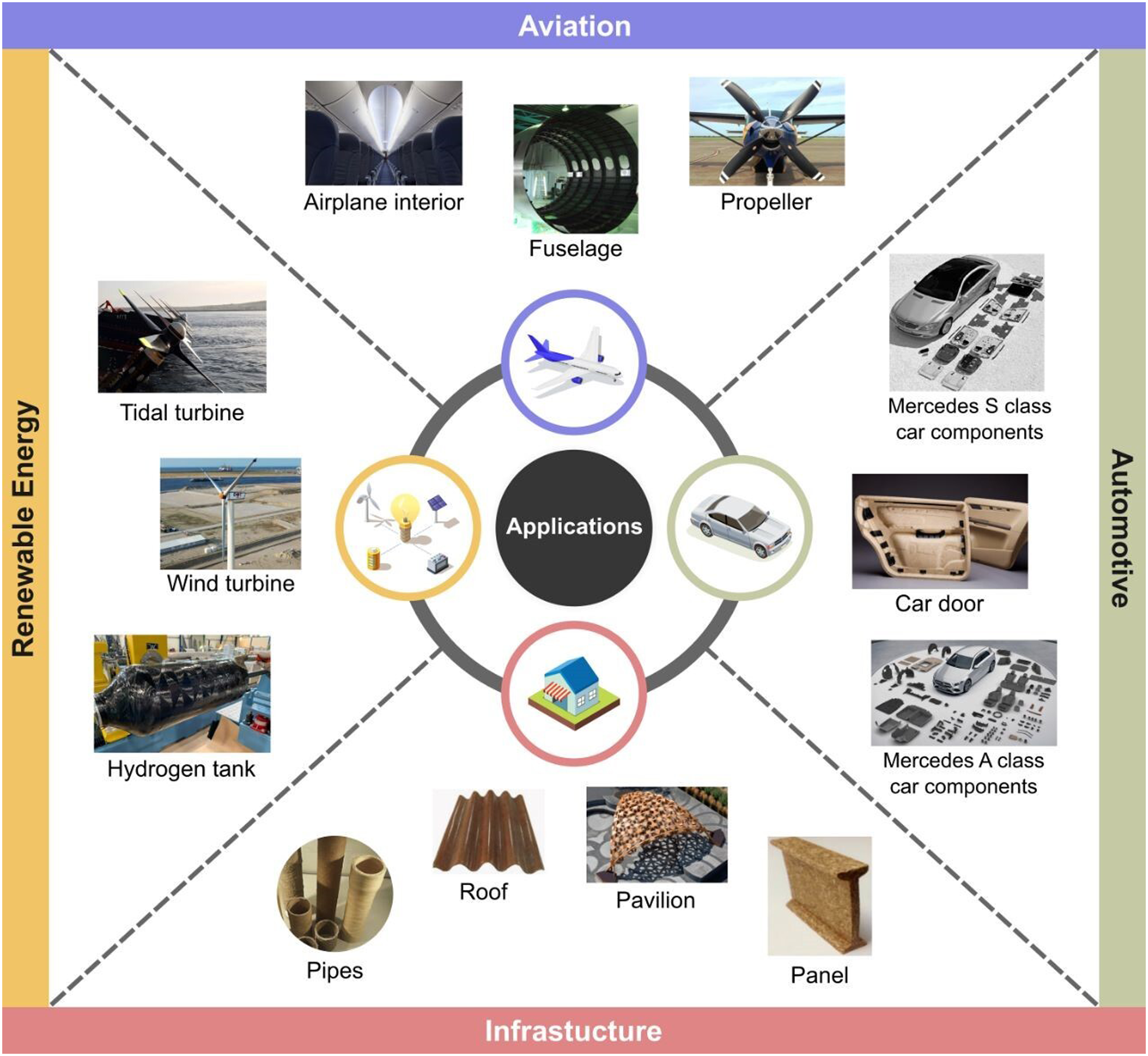
The automotive industry is one of the major industries that uses BFRPs due to their excellent mechanical properties, particularly their excellent strength-to-weight ratio. 186 BFRPs are used in the manufacturing of different automobile parts such as door panels, dashboards, trunk liners, seats, and bumper fascias. The use of BFRPs in the automotive industry has reduced the weight of automobiles, which in turn has improved fuel efficiency and reduced carbon emissions. In addition, BFRPs are resistant to corrosion, which makes them ideal for automotive applications. BFRPs are also used in the aerospace industry due to their lightweight and high-strength properties. BFRPs are used to manufacture different aerospace parts such as wings, engine nacelles, fuselage panels, and interior components. The use of BFRPs in the aerospace industry has significantly reduced the weight of aircraft, which has improved their fuel efficiency and reduced carbon emissions. In addition, BFRPs have excellent damping properties, which reduce vibration and noise.
The construction industry is another field that uses BFRPs due to their excellent mechanical properties. BFRPs are used in the manufacturing of different construction materials such as roofing sheets, wall panels, and reinforcements for concrete. BFRP rebars are a popular alternative to traditional steel rebar due to their high strength-to-weight ratio, corrosion resistance, and ease of installation. BFRPs are also used in the form of panels, pipes, and profiles for various construction applications. The use of BFRPs in the construction industry has reduced the weight of buildings, which has improved their seismic performance and reduced construction costs. BFRPs are also used in the marine industry due to their high strength and resistance to corrosion and water damage. BFRPs are used in the manufacturing of different marine parts such as boat hulls, masts, and deck components. The use of BFRPs in the marine industry has reduced the weight of boats, which has improved their fuel efficiency and reduced their environmental impact.
BFRPs are also used in the manufacturing of different sporting goods such as bicycles, tennis rackets, and fishing rods. BFRPs have excellent mechanical properties, which make them suitable for these applications. The use of BFRPs in sporting goods has reduced their weight, which has improved the performance of the athletes.
Challenge and prospects
Carbon-based nanofillers like graphene and CNT are produced in enormous quantities for their rising demand, resulting in inconsistencies in the end material's properties due to the diversity of raw material characteristics and manufacturing techniques. Consequently, maintaining consistency of uniform structural properties, morphological characteristics, mechanical and electrical properties, geometrical uniformity, purity, crystalline behavior, etc., cannot be effectively ensured. Furthermore, impurities in the CNT impact the reinforced composite’s properties significantly, resulting in deviation while acquiring the desirable properties of the integrated composite material. Bundling tendencies and haphazard orientation also complicate the processing techniques. Nanotubes manufactured by discharging the electric arc have a bundling tendency, which creates a hurdle in separating the unit material for incorporating fiber composites with adequate uniformity and dispersion. 187
Consistency and uniformity in the dispersion of CNT in a polymer matrix are essential parameters of nanotube production.
188
During the process of making CNTs, the nanotubes tend to get tangled up. This is because the molecules of the nanotubes are held together by a force called van der Waals, which makes it hard to separate a single CNT. Accordingly, complications occur in the consistent dispersion of CNT while mixing it with the polymer matrix of the composite material. This inadequate uniformity in CNT dispersion disrupted the maintenance of desirable properties in the composite material.
187
The constraint occurs due to the bundling tendency of CNT, as illustrated in Figure 12. Dispersion of cohesively bonded CNTs in polymer matrix solution.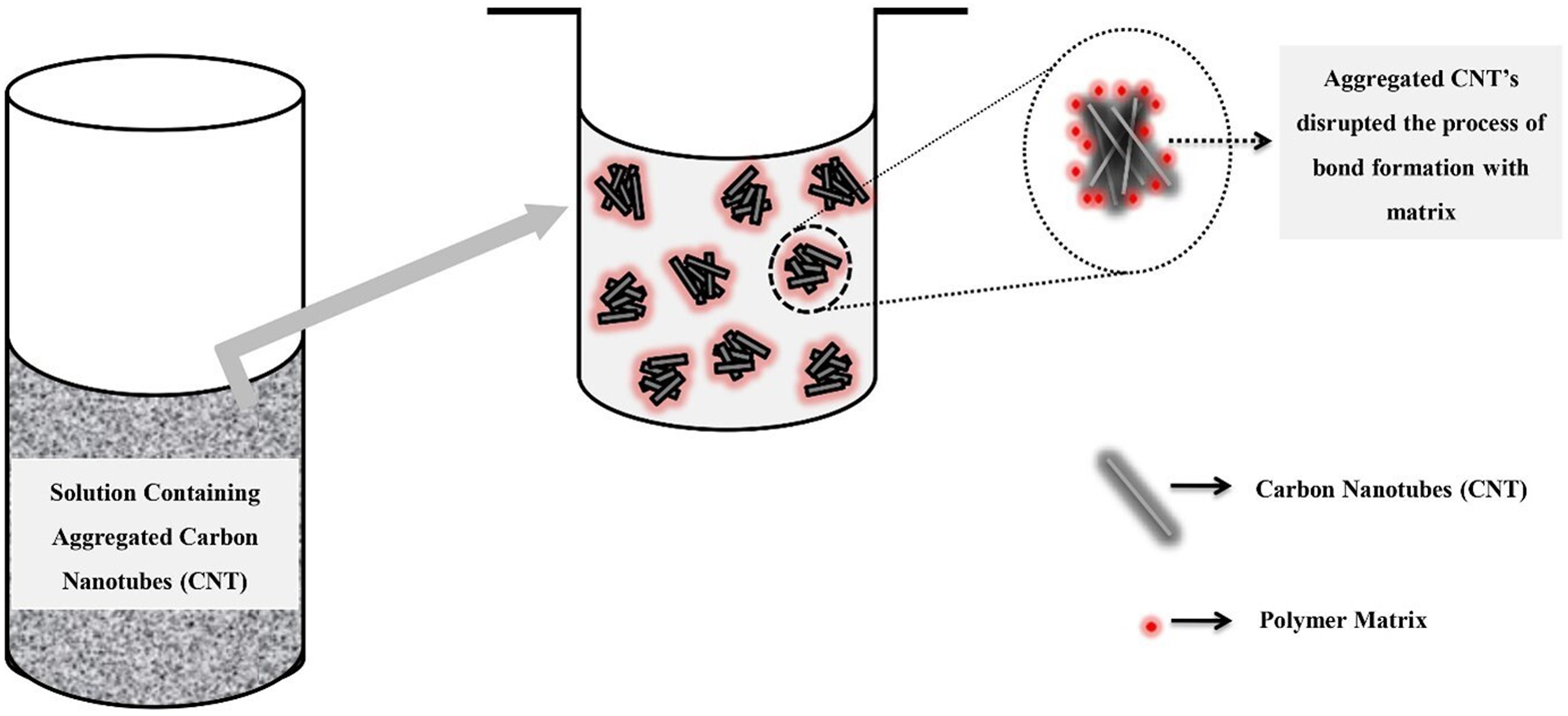
Material dispersion properties can be improved by adapting diversified surface modification techniques like surface functionalization and the use of surfactants. Surface functionalization ameliorates the dispersion of CNT by treating multi-walled carbon nanotubes (MWCNT) with an oxidizing inorganic acid, which forms a carboxylic group on the surface of CNT. This technique minimizes the van der Waals force between the CNTs by disrupting the surface and individualizing the nanotube, which ensures efficacious dispersion. 143 Incorporating surfactants in the surface of CNT’s can also facilitate the procedure of uniform dispersion along with incrementing the elastic modulus of the composite. 189 Furthermore, techniques like ““π”-cation” 144 and synthesizing with the combination of multi-scale nanotubes by using carbon 146 or ceramic fibers 145 can also assertively impact the process of effective dispersion of nanotubes.
Transferring an adequate amount of mechanical stress is also a concern when using carbon-based nanofillers. Predominantly, the van der Waals bonding among the nanofiller and the polymer matrix is responsible for the transfer of stress in the composite materials, which have diversified values for the distinct types of CNTs. 190 Furthermore, micromechanical interlocking can be an alternative technique for CNTs with a better atomic surface. In contrast, chemical bond formation can be considered another insignificant technique as an alternative to the earlier ones. 187 Diversified modification techniques like the use of single-walled nanotubes (SWCNT) for reinforcement can improve van der Waals bond formation due to their minimal particle size. Incorporating long molecular-chain CNTs can be considered a technique for acquiring better interlocking between CNT and matrix. As a result, better mechanical load transfer can be ensured. 191
Though surface modification and functionalization have many affirmative impacts on the properties of the nanotubes, they also have some displeasing results. Because of the surface functionalization technique, some important properties of CNT can be changed, and the technique for making bonds between graphene sheets can also be changed. Consequently, the deficiency in the conductive properties of the composite material is visualized. Though the ones mentioned are considered the core challenges while working with carbon nanofiller-incorporated polymer composites, there are also some other minor issues, like the tendency for slippage within MWCNT and SWCNT. Slippage constrains the individualism property of the material, which results in the irregular dispersion of CNTs with variable properties. As carbon-based nanofillers are getting attention in the material industry, it will be pleasing to find out how to overcome the process's constraints in the coming days. Application of surface modification, usage of surfactant, surface functionalization, etc. improve the bonding and dispersion properties of the material, but on the other hand, they hamper the effectiveness of material properties to some extent. So, modifications can be made in the future so that the bonding, dispersion, and properties of the end composite material act effectively.
Conclusion
The insertion of carbon-based nanofillers can be an effective procedure to improve the performance of BFRPs. Nanofillers like graphene and CNT notably increased the strength factors of the bast fiber-reinforced nanocomposites. They also deal with the facts related to moisture absorbency and improve the composite material’s moisture-handling behavior. This study includes a briefing regarding the concept of nanofiller insertion in the composites prepared using natural bast fibers like jute, hemp, sisal, flax, etc. This study discussed nanofiller insertion techniques from the viewpoint of fiber and matrix-based modifications. The procedures for fabrication with the modified materials are also mentioned thoroughly. Hereafter, the facilitation of the material properties from mechanical, thermal, and electrical considerations is narrated according to the analysis of previous studies. Even though adding graphene and CNT-based nanofiller to nanocomposites makes them better, it also comes with some problems, such as the tendency of the materials to stick together and make it hard to get them to spread out evenly. Diversified functionalization techniques and surface modification procedures can minimize the issues and provide a better outcome. This study concludes by mentioning some ways of overcoming the challenges of using nanofillers. More research and analysis can be done on how to solve the problems of nanofiller insertion in bast fiber-reinforced composites. This will improve the properties of the material and make it a better alternative to traditional high-performance fiber-based nanocomposites, which are not very good for the environment.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Credit authorship contribution statement
Md. Syduzzaman: Original idea, Methodology, Conceptualization, Supervision, Formal analysis, Writing – review & editing, Kawser Parveen Chowdhury, Fahmida Faiza Fahmi, and Shaida Sultana Rumi, Abir Hassan, and Habibur Rahman Anik: Investigation, Sampling, Data generation, Visualization, Resources, making illustrations, writing—original draft preparation and reference management.