
Abstract
This study explores the stiffness enhancement in textile composites using four different fiber types: carbon, Kevlar, Vectran, and high-tenacity polyester (HTP). Pretension levels of 0.2, 2, 5, and 10 N were applied. A setup was developed to measure fiber stiffness. Results indicate that carbon fiber consistently demonstrates the highest stiffness across all pretenstionlevels, attributable to its high tensile strength and modulus. Kevlar fiber, although initially less stiff than carbon, exhibits the most substantial increase in stiffness, particularly between 5 and 10 N of pretension, reaching a peak stiffness of 33.8 at 10 N. Vectran fiber shows a gradual increase in stiffness, surpassing HTP but slightly lagging behind carbon and Kevlar. The rates of yarn-specific bending stiffness increase were measured as 0.168 for HTP, 0.054 for carbon fiber, 0.173 for Kevlar fiber, and 0.191 for Vectran fiber. The study highlights the importance of understanding how yarn pretension affects the bending stiffness of yarn-polymer composites, which is crucial for advancements in textile engineering. It was found that variations in the bending stiffness of HTP and carbon fibers significantly impacted the composite bending stiffness more than Vectran and Kevlar fibers under pretension during composite formation. High-stiffness yarns were less influenced by increasing pretension during composite fabrication. The study suggests utilizing yarn pretension to control the stiffness of textile/polymer composites and proposes individually tensioning and pultruding fibers or yarns in the polymer matrix before composite formation. A specialized setup for achieving this during the protrusion process is recommended.
Keywords
Introduction
Composites are widely used in various industries due to their high mechanical properties, lightweight characteristics, and versatility. It is important to understand the factors that affect their mechanical behavior to optimize performance in specific applications. Among these materials, pretensioned yarns play a key role in determining the flexural toughness of composites.1–3 The impact of preform yarn stiffness on the flexural toughness of composite materials has been extensively studied in composite engineering. Several studies have emphasized the significance of understanding and optimizing this process stage. Provide evidence and analysis of the effect of preform yarn pretension on the composite flexural stiffness and other mechanical properties. The mechanical properties of the fabric, including tensile strength, are crucial for a successful application, and factors such as elasticity, stress, and strain also play important roles. 4
Enforcing yarn pretension and understanding its effect on bending stiffness is vital for producing high-quality composites. A study on the effect of controlled pretreatment of yarn on the flexural stiffness of composites found that increased yarn pretension significantly improved the flexural stiffness of the composite structure. This increase reduced fiber buckling and enhanced load transfer between fibers.
The relationship between the value of yarn pretension and its impact on the composite used for reinforcement is essential for understanding and optimizing the mechanical properties of composite materials. Studies have shown that increased fiber alignment, reduced fiber buckling, and improved matrix-fiber interaction occur with increased yarn pretension.5,6 These findings offer valuable insights into the design and application of high-performance yarns in composite materials, addressing practical implications for both bending stiffness and mechanical performance. Proper pretension ensures maximum fiber contact and strong bonding with matrix materials, thereby increasing the resistance of the composite to external loads and improving its overall mechanical performance. 6 These studies provide valuable insights into the design and application of high-performance yarns in composite materials, addressing practical implications regarding both their bending stiffness and mechanical performance. Proper pretension ensures maximum fiber contact and good bonding with matrix materials. This improved interfacial reaction increases the external load resistance of the composite and improves its overall mechanical performance.6,7
Increased pretension and increased mechanical properties, higher pretension used on yarn, throughout the manufacturing process, tends to improve mechanical properties like tensile strength, stiffness, fatigue resistance, etc. The optimum range of pretension levels exists to achieve the desired mechanical properties of composite reinforcement. Engineers target factors such as yarn type, matrix material, overall architecture, and intended use, and find this balance through imaginative test analysis. While increased pretension can enhance mechanical properties, too much pretension can lead to decreased stiffness or even negative effects on composite performance.6–9
The effect of yarn bending stiffness on fabric stiffness has been extensively studied. Numerous factors, including yarn linear density and tension, significantly influence the bending stiffness of the fabric. Tests for fabric stiffness include horizontal and vertical cantilever tests among others. 10 Although these techniques provide insight into the flexural stiffness of the fabric, each has advantages and limitations.11–16 Yarn flexural stiffness measurements are important in textile applications, where methods such as cantilever testing and torsional pendulum methods are commonly used . 17 However, the effect of yarn tension on flexural stiffness is still largely unknown. 18 Understanding the relationship between yarn bending stiffness and pretension is crucial for composite performance optimization. A new setup for measuring yarn bending rigidity under pretension load was proposed in this study, enabling experimental measurement of the effect of yarn bending stiffness on fabric bending rigidity using various methods. 19
Pretension concrete structural materials is a well-established practice, and the benefits of pretension in fiber-reinforced composites are becoming more evident. Studies have shown that pretension with carbon and aramid fibers is effective in concrete applications.20–26 Composite processing, techniques, and equipment achieving the appropriate pretension level on fibers is a complex task. Various techniques have been used to fabricate composites with elastic pre-stress.27,28
Yarn pretension significantly influences various aspects of composite forming processes, such as shaping and conformability of the preform, enhancement of resin flow, and prevention of void formation, impacting the mechanical performance of composite materials. Composite stiffness, representing resistance to deformation, stands as a pivotal material property in structural design. Thus, predicting and optimizing stiffness becomes imperative in composite structural design, particularly in the initial stages. Ensuring compatibility between the polymer matrix and reinforcing fibers is paramount for achieving optimal performance. Attaining uniform distribution and alignment of reinforcing fibers within the polymer matrix is crucial for maximizing mechanical properties like strength and stiffness. Inadequate fiber dispersion may lead to weakened regions and overall diminished performance. Additionally, ensuring robust interfacial bonding between the polymer matrix and reinforcing fibers is essential for effective load transfer and enhanced mechanical properties.
However, one major limitation of these composites is that the stretching of fibers for pre-stress needs to occur during the molding stage. The tension must be sustained until the resin sets, which limits the possible fiber orientations. The simultaneous stretching and curing process presents several challenges.29,30
This practical approach offers a deeper understanding of composite mechanics, aiding in the design, and enhancement of composite materials for specific uses. By grasping the impact of yarn stiffness variations, manufacturers can adjust processes and materials to meet mechanical property requirements, advancing textile engineering and composite science.
Therefore, a new setup has been proposed in this study to measure the bending rigidity of yarn under pretension load. This setup allows for experimental measurement of the effect of yarn bending stiffness on fabric bending rigidity using various methods. The study of how pretension affects the stiffness of composites is complex, involving the behavior of the yarns and the manufacturing and performance of the composites. Consequently, research in this area focuses on improving composite materials' production methods, particularly for the aerospace and automotive industries. The new experimental setup provides a direct approach to examining yarn stiffness under pretension and its influence on composite stiffness. This practical approach enhances our understanding of composite mechanics and aids in the design and improvement of composite materials for specific applications. Manufacturers can adjust processes and materials based on yarn stiffness variations to meet mechanical property requirements, advancing the fields of textile engineering and composite science.
Materials and methods
Materials
Material specifications.
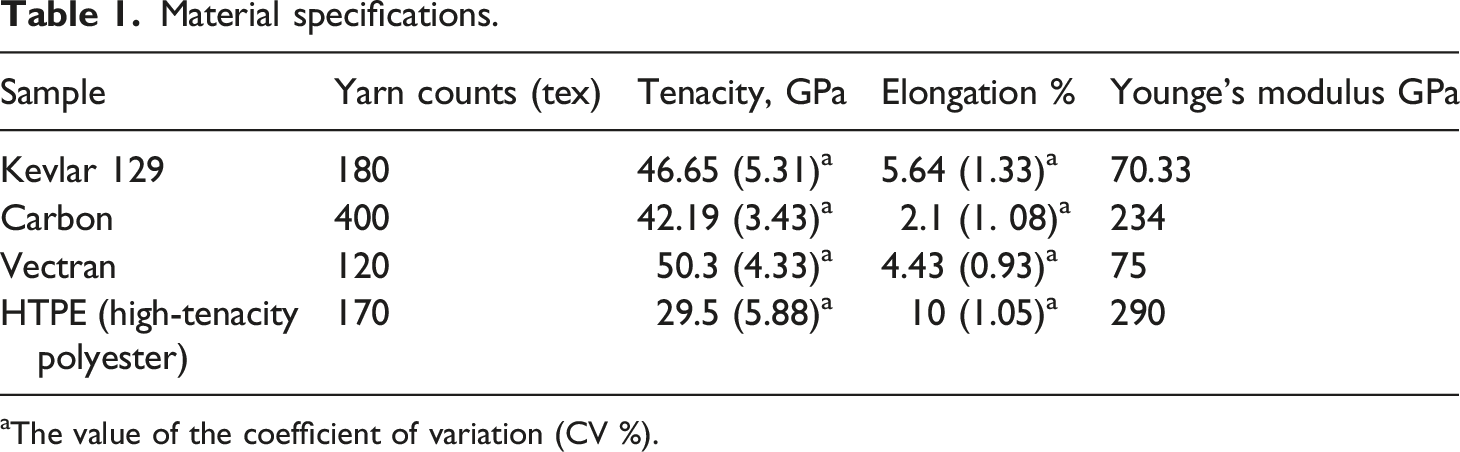
aThe value of the coefficient of variation (CV %).
Table 1 presents the mechanical and physical properties of these analyzed samples.
Experimental planning
The work plan outlines a methodical approach to studying the effects of different pretension levels on the bending stiffness of high-performance yarns and their composites. By applying precise pretension and monitoring its impact, the study aims to optimize the mechanical properties of textile/polymer composites for advanced applications. The plan includes yarn preparation, pretension application, composite formation, stiffness measurement, and data analysis.
The experimental planning consisted of the following steps: 1. Develop Setup: a setup to evaluate the bending stiffness of the high-performance yarns would be created. 2. Assess bending stiffness: Perform measurements to determine the bending stiffness of the high-performance fiber under various values of pretension levels (0, 2 N, 5 N, and 10 N). 3. Setup development: Use the developed setup to apply different pretension levels to the fiber. 4. Fiber pultrusion process: The pretensioned fibers are aligned and embedded in the polymer matrix. The matrix is cured while maintaining the applied pretension to ensure uniform stress distribution. 5. Manufacturing composites: Produce composites using different pretensioned fibers mate. 6. Assess the bending stiffness of composites: Test the bending stiffness of the fabricated composites that incorporate yarn pretensioned to various levels.
Measurement of yarn and composite bending stiffness
Measurement of yarn bending stiffness
A review of current test methods for characterizing the bending behavior of high-performance yarns revealed the need for a novel approach that provides better control over testing parameters and applied loads, especially the pretension force. In response to this need, a test method based on the fixed-end beam was proposed in this paper with the possibility of changing the value of the pretension applied on the yarn ends. In this case, the bending rigidity could be obtained using standardized methods such as the three-point method.
Setup for measuring yarn bending rigidity
By understanding the bending stiffness under the pretension of enforcement fibers, the prediction of how the composite material will behave under various loads and conditions. This information is crucial for designing and optimizing composite structures. The conventional three-point bending test measures the force and displacement of a central pin while the material’s ends are securely anchored. This method can determine the material’s bending stiffness using established beam theory. Nonetheless, the current study involves multi-filament fibers (carbon fiber, Kevlar and Vectran fibers, and High tenacity polyester yarn), which are flexible materials and require constant pretension during testing. The fiber-tested length was 200 mm.
Experimental Method: • The method involves a three-point bending test, which measures the force and displacement of a central pin while the material’s ends are securely anchored. • This test determines the material’s bending stiffness based on established beam theory. • Note that this study focuses on multi-filament yarns, which are flexible materials requiring constant pretension during testing.
Setup description: • The developed device (depicted in Figure 1) comprises two pairs of steel rollers designed to securely hold the yarn sample with a specified gauge length. • These steel rollers are held in place by a strong magnet located at the base of the setup. Sketch of the testing setup for yarns and composites bending stiffness measurement.

The experimental process involves the following steps: • Pretensioning: Initially, the yarn sample undergoes pretensioning to ensure consistent conditions. • Fixation systems: Fixation systems are then applied at both ends of the yarn to ensure a firm grip. • Test conducted under pre-determined pretension: The test is conducted with a predetermined pretension (0, 2, 5, and 10 N). • Force Measurement: The deflection at the middle of the span of the sample and the applied load are controlled and recorded. • A force transducer attached to the tip of the actuator stylus applies force at the middle of the yarn sample. • Sample Positioning: The sample is positioned horizontally. • Vertical Force Application: Vertical force is applied until a predetermined tip displacement is achieved at the midpoint of the yarn span. • Image Capture: Images capturing the bent shape of the yarn are taken using a digital camera and processed using image software.
The sketch in Figure 1 illustrates the testing setup for measuring yarns and composites’ bending stiffness. An actuator exerts a vertical force at the midspan length of the yarn until a designated tip displacement is achieved. The load cell then measures the force required to reach this displacement.
Composite formation with pretensioned yarns
Setup for fabrication pretensioned enforcement
The integration of real-time tension control systems in the formation of composites presents multiple obstacles that must be overcome to guarantee the systems’ efficacy and productivity needs to be addressed to ensure the systems are effective and efficient. The initial phase involves applying tension to yarns with varied materials intended for composite formation. A horizontal tensimeter apparatus is used to stress the fibers before the process. The tension load is adjusted using a screw handle to achieve the desired pretenstionin the fibers, as shown in Figure 2. Applications of the pretension setup, for the formation of Pultruded continuous filament yarns.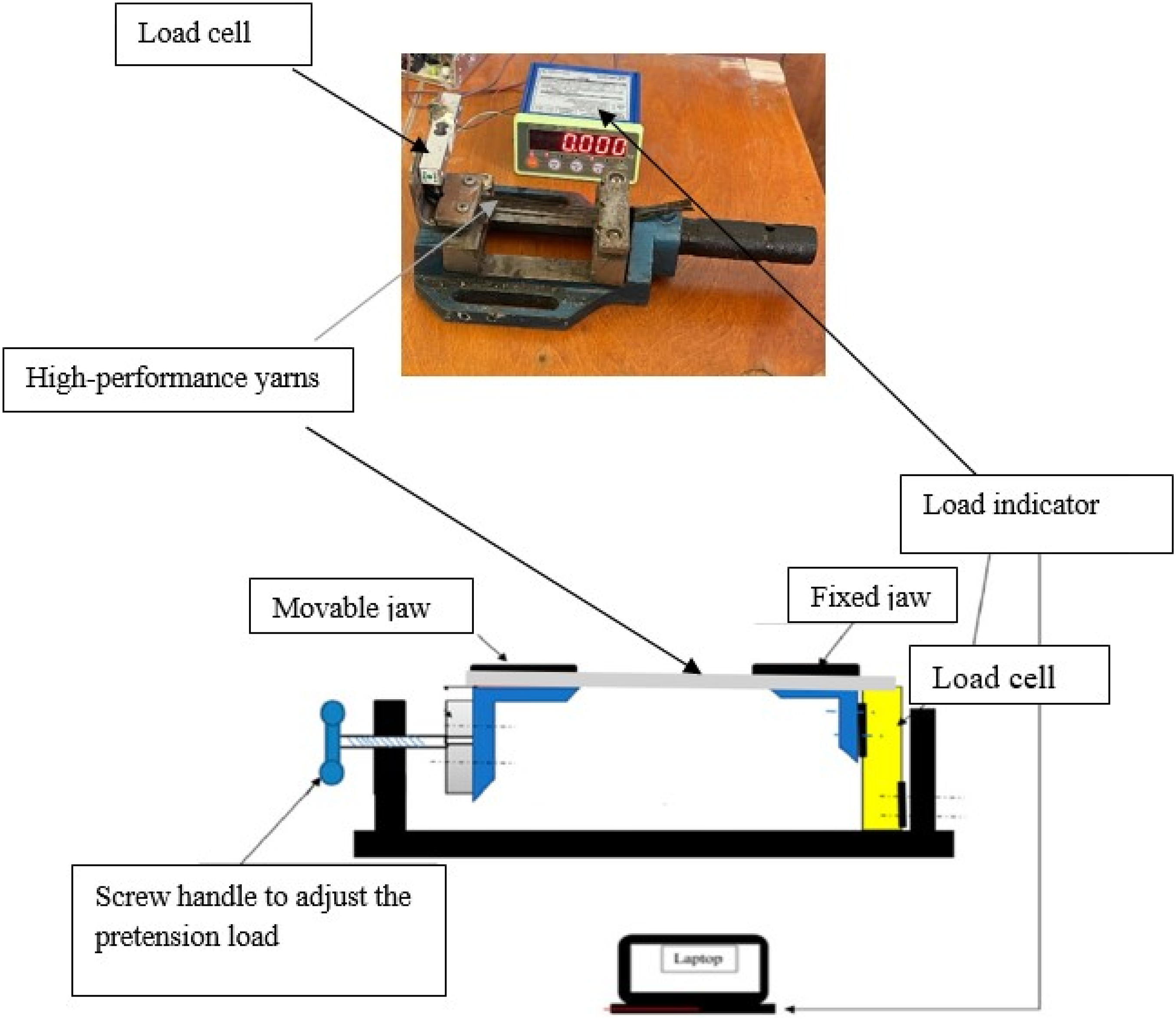
Fiber parallel alignment was used as enforcement of the composite. The configuration was unidirectional tape under pretension. The pre-stressed fibers are impregnated with epoxy resin and subjected to a consistent load until the curing process is complete. This straightforward pretension method allows the measurement of yarn pre-stress level using the jaw attached to the load cell. Monitoring the tension throughout the curing phase ensures that the fibers remain under a constant pretension stress level. After curing, these pretensioned fibers are used in composite manufacturing. The arrangement, configuration, structural framework, or distribution of yarn/perform within a resin matrix refers to how the reinforcing fibers or yarns are positioned and oriented in a composite material. In our case, yarn parallel alignment was used. In our case, fiber parallel alignment was used. The configuration was one layer of unidirectional fiber tape under pretension positioned and oriented in a composite material longitudinal axis.
The outlined method brings multiple innovations that improve: the precision, consistency, and overall quality of composite formation. By incorporating real-time tension control, employing precise equipment for applying tension, and maintaining consistent tension during the curing process, this approach offers notable advancements over traditional and certain automated methods. These innovations result in composites with enhanced mechanical properties and reliability, making them well-suited for advanced engineering applications.
Production of composite samples
The described method introduces several innovations that enhance: the precision, consistency, and overall quality of composite formation. Integrating real-time tension control, using precise apparatus for tension application, and ensuring consistent tension throughout the curing process. This approach offers significant improvements over traditional and some automated techniques. Composite samples consisting of unidirectional continuous filaments were fabricated using an open-casting technique. The cast fibers, which were pre-stressed for reinforcement, were incorporated into the composite structure. The matrix material used was a transparent polyester resin. To prepare the resin, measured quantities of both the resin and hardener were dispensed into a mixing cup and thoroughly stirred. The blending ratio was 100 parts base (unsaturated polyester) to 1 part hardener (MEKP - methyl ethyl ketone peroxide). The composite sample dimensions were 200 mm × 25 mm x 3 mm. The value of the fiber volume fraction was constant for all samples the average value was 0.25, and CV% was 1.5%–2.1%. The matrix was a low-viscosity polymeric thermosetting substance (polyester) was used as the matrix material. There are two chemical elements in the matrix. 100 base (unsaturated polyester) to 1 hardener (MEKP, or methyl ethyl ketone peroxide) is the ratio for combining the two components.
Composite bend tests
The three-Point Bending Test was used to evaluate the bending stiffness of composite materials. In this test, a sample was placed horizontally on two supports, with a force applied at the midpoint to induce bending. The bending stiffness of the material could be determined by measuring the applied force and the resulting deflection.
Each composite sample was tested using a three-point bending test setup as shown in Figure 1. The supports were spaced 120 mm apart and a uniform deflection was applied across the middle of the sample.
The bending stiffness at a certain pretension (T)
Results and discussions
Load versus deflection curve
There is a research gap in the optimization of high-performance yarn pretension to enhance composite performance. This gap necessitates the exploration of techniques for controlling and fine-tuning pretension levels to attain specific stiffness properties in the final composite product. It is needed to comprehend the impact of applying pretension to high-performance yarns on their stiffness attributes. This entails investigating the variations in stiffness resulting from different pretension levels and evaluating their influence on the behavior of yarns in composite materials.
Bending stiffness of high-performance fibers
The developed device was used to test four different high-performance yarn samples at a gauge length of 120 mm and different pretensions. Figure 3 shows how increasing the load affects the deflection of the yarn samples. It presents the original displacement-load curve of a yarn that is being bent. The curve shows three distinct stages in the relationship between bending displacement and load. These stages are characterized by changes in the curve’s tangent at the midpoint bending displacement. The forces acting on the multifilament yarns during the bending.
The analysis of the bending curve gives the following
Bending curve stages
o The bending curve for a tested yarn does exhibit distinct stages, but they are not exactly as described. o The three stages are typically as follows: ⁃ Stage I (Extension): Initially, the yarn extends under the bending load. ⁃ Stage II (Bending): The yarn forms a characteristic bending curve. ⁃ Stage III (Triangle Shape): As the bending load increases, the yarn eventually forms a triangle shape. o These changes affect the tangent on the bending displacement versus load curve.
Extreme tangents and typical bending value: stage I and III
o Extreme tangents (lowest and highest) on the bending curve are used to locate a typical bending value. This value represents a point where only the bending movement affects the yarn.
Stage II and bending movement
During stage II, the bending movement significantly influences the curve.
The specific values of the tangents in the different zones may vary depending on the fiber type, and material properties. The extreme tangents of the bending load-deflection curve (lowest and highest, referred to as stages I and III) are caused by changes in yarn performance or structure when subjected to bending force. More specifically, our goal is to determine a representative bending value by focusing on stage II of the curve, the bending movement solely influences this stage. This value will represent a point on the bending curve affected only by bending. 10 flexural rigidities measurements were tested to calculate the average value and standard deviation.
31
Figure 4 Bending force – bending deflection curve under pre tension force 0.20 N (a) HTP yarn, (b) Carbon fiber, (c) Kevlar fiber, (d) Vectran fiber.
Effect of pretension on bending deflection of yarns
Pretension, denoted as T, refers to the initial tension applied to yarn before it is subjected to any load or deformation. The forces acting on the yarn are illustrated in the diagram shown in Figure 3. Since the yarn loading diagram is symmetrical, it is sufficient to analyze, only half of it on one side from the Y-axis. The right end of the yarn is exposed to a tensile force, Tx, a normal pressure force N, from support 2, and neglecting the friction force on this support (as the yarn is fixed), the tested yarn under pretension force T, is placed on both supports. The friction forces on the support are disregarded. The issue in determining the fiber’s stiffness lies in the fact that the fiber, under the bending force N, will experience an extension of tension force. This tension force may increase during the test, and its value T, will vary depending on the yarn’s tensile properties.
Figures 5–7 show the bending force –bending deflection curve for several types of yarns under various values of pretenstionforce. Bending force – bending deflection curve under pretenstionforce 2N. (a) HTP yarn, (b) Carbon fiber, (c) Kevlar fiber, (d) Vectran fiber. Bending force –bending deflection curve under pretenstionforce 5N. (a) HTP yarn, (b) Carbon fiber, (c) Kevlar fiber, (d) Vectran fiber. Bending force –bending deflection curve under pretension force 10 N. (a) HTP yarn, (b) Carbon fiber, (c) Kevlar fiber, (d) Vectran fiber.


Yarn bending stiffness of the different yarns.

As shown in Table 2, the carbon fiber bending stiffness has the highest value, increasing the value of the initial tension applied before testing and fixation of the yarn ends will give the yarn an initial stiffness.
Analysis of the mechanism of pretension effect
Analyze the responses of the several types of fibers (HTB, Carbon, Kevlar, Vectran) to pretensioning forces expressed according to their material properties, Figure 8. The data provides fiber stiffness values at various levels of pretensioning (2, 5, and 10 N of pretension). Comparison of the various fiber bending stiffness.
All fibers show an increase in yarn stiffness with increasing pretension. The increase in stiffness is not linear; rather, it tends to grow more significantly at higher pretension levels. Comparative Analysis shows that. 1. Carbon Fiber: Shows the highest stiffness values at each level of pretension, indicating its superior performance in terms of stiffness enhancement with pretension. Carbon fibers are less susceptible to deformation under pretension because they are known for their high tensile strength and modulus. This results in a significant increase in stiffness with pretension. 2. Kevlar Fiber: Kevlar has high tensile strength. It responds well to pretension, showing the most significant increase in stiffness, particularly from moderate to high pretension levels. Although starting with lower stiffness than Carbon, it shows the most significant increase in stiffness between 5 and 10 N of pretension, reaching the highest stiffness value of 33.8 at 10 N. 3. Vectran Fiber: Vectran, a liquid crystal polymer fiber, exhibits high strength and modulus with good thermal stability. It shows a strong response to pretension, though not as high as carbon or Kevlar at maximum pretension, and Exhibits a steady increase and performs better than HTB but slightly less than Carbon and Kevlar at high pretension levels. 4. HTB yarns: Shows the lowest stiffness values among the four, but still exhibit a substantial increase with pretension. High-tenacity polyester fibers have good strength and modulus but are less stiff compared to carbon and aramid fibers like Kevlar. They show a moderate increase in stiffness with pretension.
Several types of fiber exhibit varying responses to pretensioning forces due to their intrinsic material properties. Carbon fibers, known for their high modulus and tensile strength, achieve the highest stiffness. For Kevlar fibers, while initially less stiff, show a significant increase in stiffness at higher pretension levels, surpassing the other fibers. Vectran fibers display a steady and strong response, while HTB fibers, despite improvements with pretension, remain the least stiff among the four. Each fiber type’s response to pretension reflects its inherent material properties. Carbon fibers achieve the highest overall stiffness, whereas Kevlar fibers exhibit the most significant increase in stiffness at higher pretension levels. HTB and Vectran fibers also demonstrate notable enhancements in stiffness, making them suitable for various engineering applications requiring improved mechanical performance.
Since the count of yarns is not the same the rate of change of the specific bending yarn stiffness/pretension value reflects the behavior of the fibers under pretension.
The specific bending stiffness, defined as bending stiffness normalized by the linear density of the yarn ((cN/mm)/tex), provides a standardized measure that allows for a fair comparison between yarns of different counts.
The rate of change of this specific bending stiffness under varying pretension values effectively isolates the intrinsic behavior of the yarns themselves, independent of the yarn count. This rate of change reflects how each type of fiber responds to pretension, highlighting differences in their mechanical properties such as tensile strength, modulus, and flexibility.
The variation in specific bending stiffness among yarns. Figure 9 is linked to their molecular structure, which dictates chain orientation and polymer molecule bonding. Fibers such as Kevlar and Vectran have higher degrees of orientation compared to Polyester fibers. Kevlar fibers, for instance, have exceptional tensile strength due to hydrogen bonds between chains, enhancing overall tensile strength. Vectran fibers, made from liquid crystal polymer (LCP), exhibit similar high tensile strength due to their highly oriented structure. Carbon fibers possess superior tensile strength and stiffness along the fiber axis. Due to their crystalline carbon atom alignment, they are more susceptible to flexural stress due to this same crystalline structure, which does not resist bending as effectively. In multifilament or ply yarns, which consist of multiple individual fibers, bending stiffness is influenced by factors like fiber alignment, inter-fiber friction, and yarn compactness. Pretension increases bending stiffness by improving fiber alignment and frictional forces, reducing crimp or waviness, and making the yarn more resistant to bending and deformation. This alignment enhances load distribution and overall stiffness. Increased pretension also enhances the frictional forces between filaments, restricting their movement and contributing to stiffness.
32
The impact of pretension on bending stiffness varies with material structure. For carbon multifilament yarns, bending stiffness increases with pretension due to the inherent properties of carbon fibers, including high tensile strength and low elongation, which enhance the yarn’s load-bearing capacity and reduce filament gaps, leading to increased stiffness. Similarly, Kevlar yarn stiffness increases with pretension due to fiber alignment along the applied force direction, enhancing tensile strength and stiffness. Under bending loads, Kevlar fibers undergo deformation, leading to microstructural changes that increase bending stiffness.
33
Vectran fibers exhibit similar behavior to Kevlar but resist deformation under bending loads due to high orientation; however, excessive bending can cause localized stress and potential fiber breakage.
34
High-tenacity polyester ply yarn also shows increased bending stiffness with pretension, as molecular and structural characteristics lead to enhanced fiber alignment and density, improving load transfer and frictional forces between filaments, thereby increasing stiffness.
35
This analysis shows that bending stiffness under pretension is influenced by internal structure, fiber alignment behavior, and inter-fiber friction values, varying by material type and properties.36–40 Specific yarn bending stiffness of the different fibers under different pretensions force 2, 5, 10 (N).
The comparison of the specific bending yarn stiffness can be seen in Figure 9, illustrating the significant impact of pretension on the flexural stiffness of various yarns. The data indicates the rate of increase in specific bending stiffness with the pretension force T (N), increase for various fibers, with the following values:
High-Tenacity Polyester (HTP) at 0.168 (cN/mm)/tex)/N, Carbon Fiber at 0.054 (cN/mm)/tex)/N, Kevlar Fiber at 0.173 (cN/mm)/tex)/N, and Vectran Fiber at 0.191 (cN/mm)/tex)/N. Vectran shows the highest rate of increase in specific bending stiffness at 0.191 (cN/mm)/tex)/N. This suggests that Vectran fibers are particularly responsive to pretension, due to their highly oriented molecular structure, which enhanced their resistance to bending. Kevlar follows closely behind Vectran with a rate of (cN/mm)/tex)/N. Kevlar’s high rate of increase is consistent with its known properties of high tensile strength and stiffness, which are further enhanced under pretension. HTP has a moderate rate of increase at 0.168 (cN/mm)/tex)/N. This indicates that while HTP fibers do benefit significantly from pretension, their molecular structure may not align as perfectly as Vectran or Kevlar, but still contributes significantly, to increased bending stiffness. Carbon Fiber: Carbon fiber has the lowest rate of increase at 0.054 (cN/mm)/tex)/N. Despite its high tensile strength and stiffness, carbon fiber’s low rate bending stiffness increase under pretension suggests. It is less responsive to pretension in terms of bending resistance. This is due to its crystalline structure, which provides less flexibility for additional alignment and friction enhancement, compared to the other fibers.
The varying rates of increase in specific bending stiffness highlight the differences in how each fiber’s molecular and structural characteristics respond to pretension. Vectran and Kevlar fibers benefit the most from pretension, enhancing their bending stiffness significantly. High-tenacity polyester also shows considerable improvement, while Carbon Fiber, although strong, shows a limited increase in bending stiffness under pretension.
Impact of fiber bending rigidity on composite stiffness
Ensuring the proper pretension of yarns and understanding its effect on bending stiffness is essential for producing high-performance textile/polymer composite materials. Weak interfacial bonding may result in debonding, thereby compromising performance and durability. To tackle these challenges, this study suggests initially forming pultruded yarns by applying requisite pretension and allowing them to dry under tension, followed by utilizing the formed yarn rods as reinforcement within the polymer matrix . 41 Pretensioning can enhance fiber alignment and straightness, promoting better bonding with the polymer matrix. Improved alignment leads to more effective stress transfer, resulting in stronger interfacial bonding and reduced risk of debonding. To address weak interfacial bonding, our study suggests initially forming pultruded yarns with the requisite pretension and allowing them to dry under tension. These pretensioned yarn rods can then be used as reinforcement within the polymer matrix. Optimize both bending stiffness and interfacial bonding strength.
Figure 10 shows the bending load-deflection curve of the composite material made of various pretension yarns. The bending force –bending deflection curve of composite with pretension performs. (a) HTP yarn, (b) Carbon fiber, (c) Kevlar fiber, (d) Vectran fiber.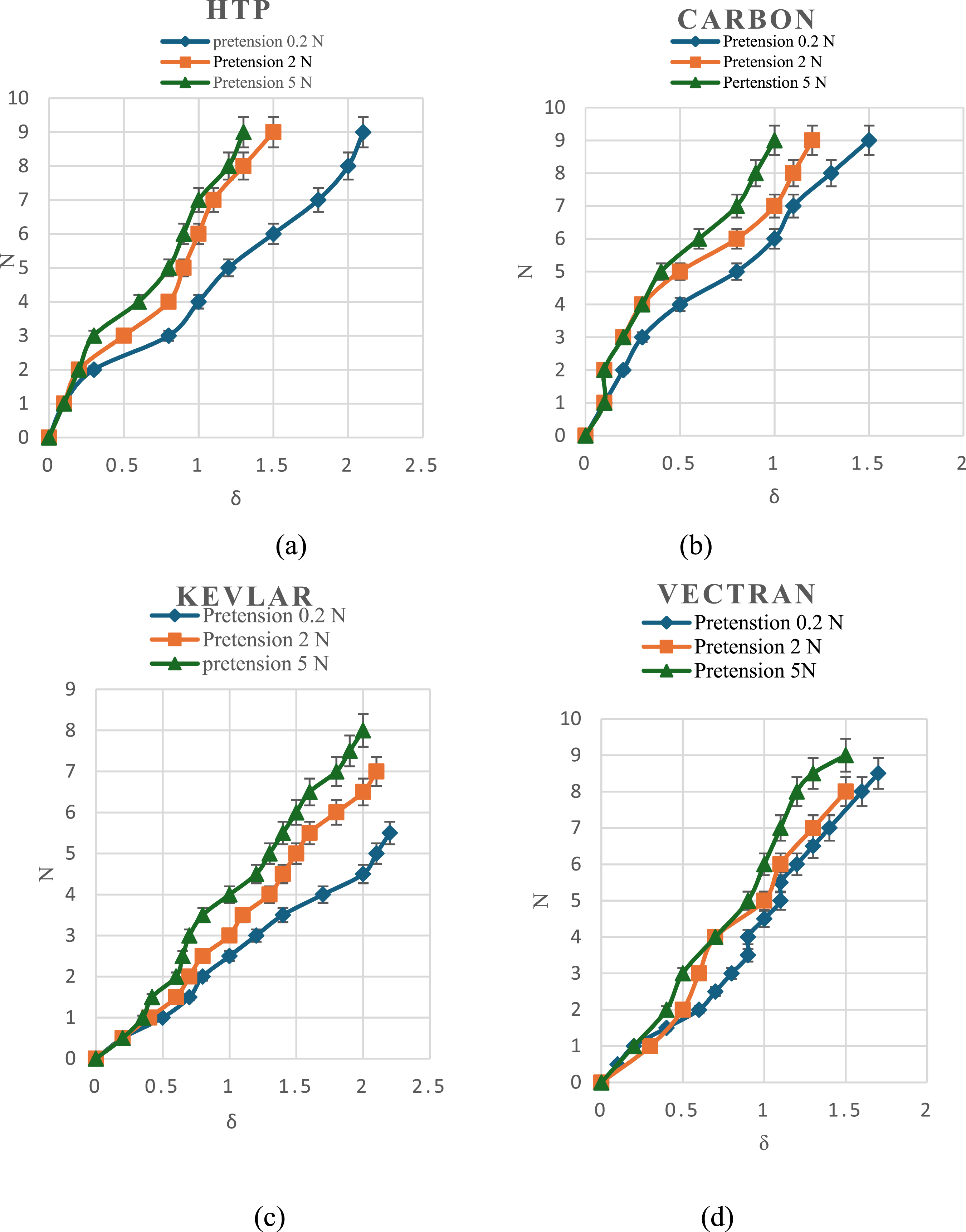
The comparison of the effect of the performer’s yarns with different values of pretensions on the composite bending stiffness is shown in Figure 11. The bending stiffness of composites formed from different yarn performs subjected to varying pretension forces (T) of 0.2, 2, 5, and 10 N.
Conduct experimental testing to determine the optimal pretension levels for different yarns and composites, considering factors like yarn type, and matrix material. The formation of composite using Pultruded continuous filament yarns, previously pretensioned ensures no change of its mechanical properties during composite formation. The bending stiffness of preform yarns is a critical factor in the overall bending behavior of composites. High-modulus yarns, which are known for their high stiffness, contribute significantly to this behavior. This is because of the tension yarns resist bending deformation, leading to a more rigid yarn structure. Consequently, higher values of composite bending resistance. Figure 12 shows a positive high correlation between the stiffness of the composite and that of the preforms yarn stiffness. Several other factors can affect the stiffness of composite material, such as the shape of the reinforcement, the alignment of the fibers, and the relationship between the matrix and reinforcement. These factors can be incorporated into more complex models to provide accurate prediction of the composite bending stiffness. The composite bending stiffness versus different fibers versus fibers pretension.
These factors can be incorporated into more complex models to better predict the composite’s bending stiffness. Figures 10 and 12 show that the value of the ratio bending stiffness will be changed according to the type of yarn and the value of the pretension applied to it during the composite formation.
In the case of using high-performance yarns, the bending stiffness of the polymer (2.35 cN/mm) has a minor effect on the total composite stiffness. In this case, the fiber volume fraction of all the samples plays a decisive role in the bending stiffness of the composite.
Figure 13 illustrates the influence of the stiffness of constituent materials, including yarn type, on the stiffness of a composite material. Consequently, when stiff yarns are integrated into a composite material, they offer greater structural support and resistance to bending forces. Therefore, the higher the yarn stiffness, the greater the composite bending stiffness, as the stiff yarns contribute to a more rigid and less deformable overall structure. The composite bending stiffness was significantly more affected by the change in bending stiffness of HTP and carbon fibers compared to Vectran and Kevlar fibers at different values of pretension force. Composite bending stiffness versus yarn bending stiffness.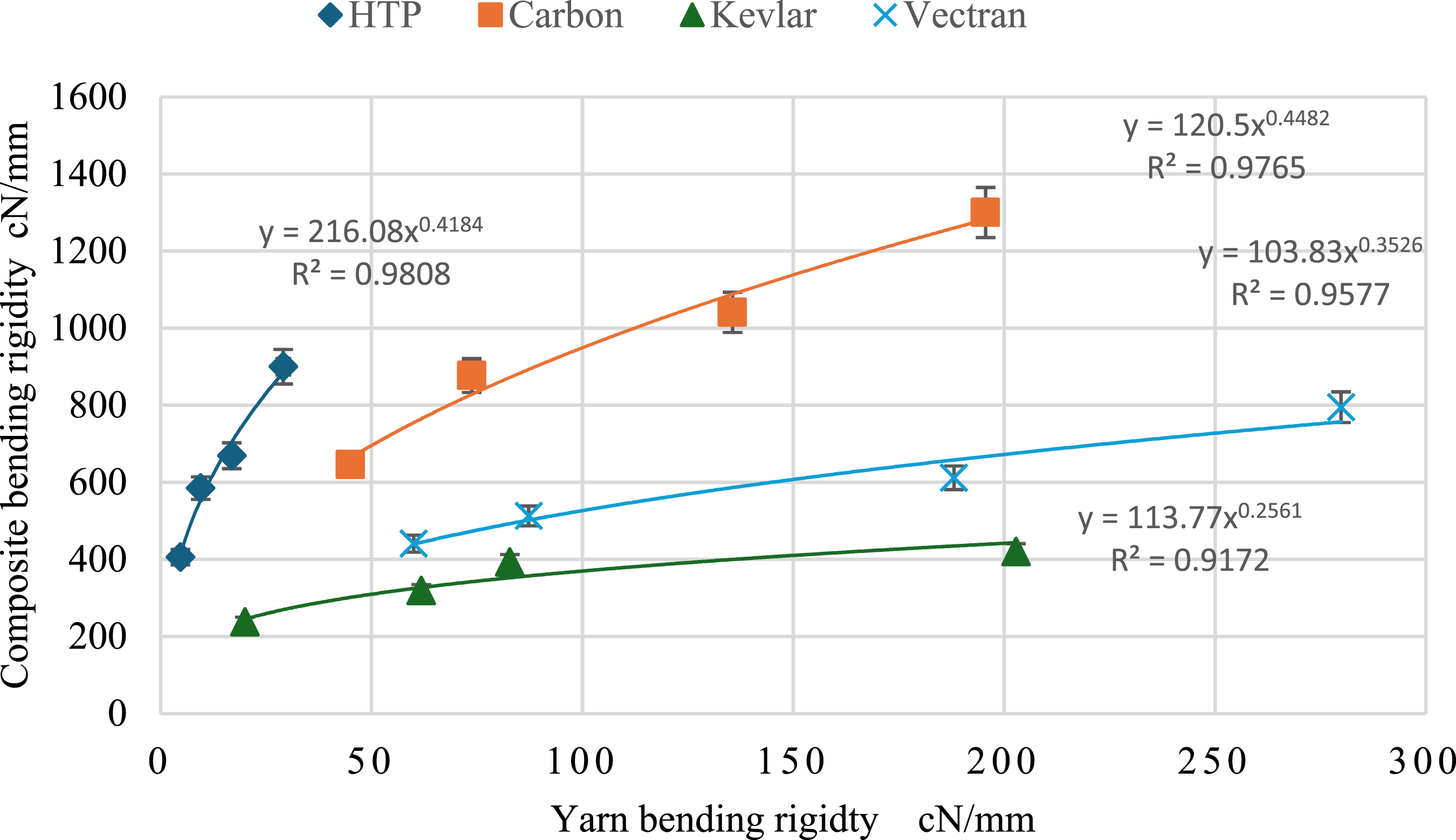
By selecting the reinforcement and matrix materials and optimizing their volume fractions, the bending stiffness of a composite material can be tailored to meet specific performance requirements. As automotive manufacturers continue to innovate and adopt advanced materials, flexible high-performance fiber composites are prepared to play a significant role in shaping the future of automotive design and engineering. The flexibility of carbon fiber composites allows for the easy attainment of intricate shapes and curves, opening opportunities for innovative and aerodynamic designs in automotive components such as body panels, chassis structures, and interior features. According to the above findings, to enhance the stiffness of the curved composite, it should be formed using a pretension force as mentioned above. Two composite samples were formed from carbon fabric with the following specifications: One sample was manufactured without pretension, and the other was subjected to a 10 N pretension force. The setup device shown in Figure 2 was used to apply force at both ends of the curved composite, and the increasing load was measured against the change in the composite’s radius of curvature, as shown in Figure 14(a). Setup to measure the deformation of the curved beam under force. (a) Setup to measure the deformation of the curved beam under force (b) Curved composite under force F.
The value of the radius of curvature Figure 14-(b), can be calculated as
The composite initial curved shape has an initial radius of curvature R
Value of d versus value c for carbon composite curved beam.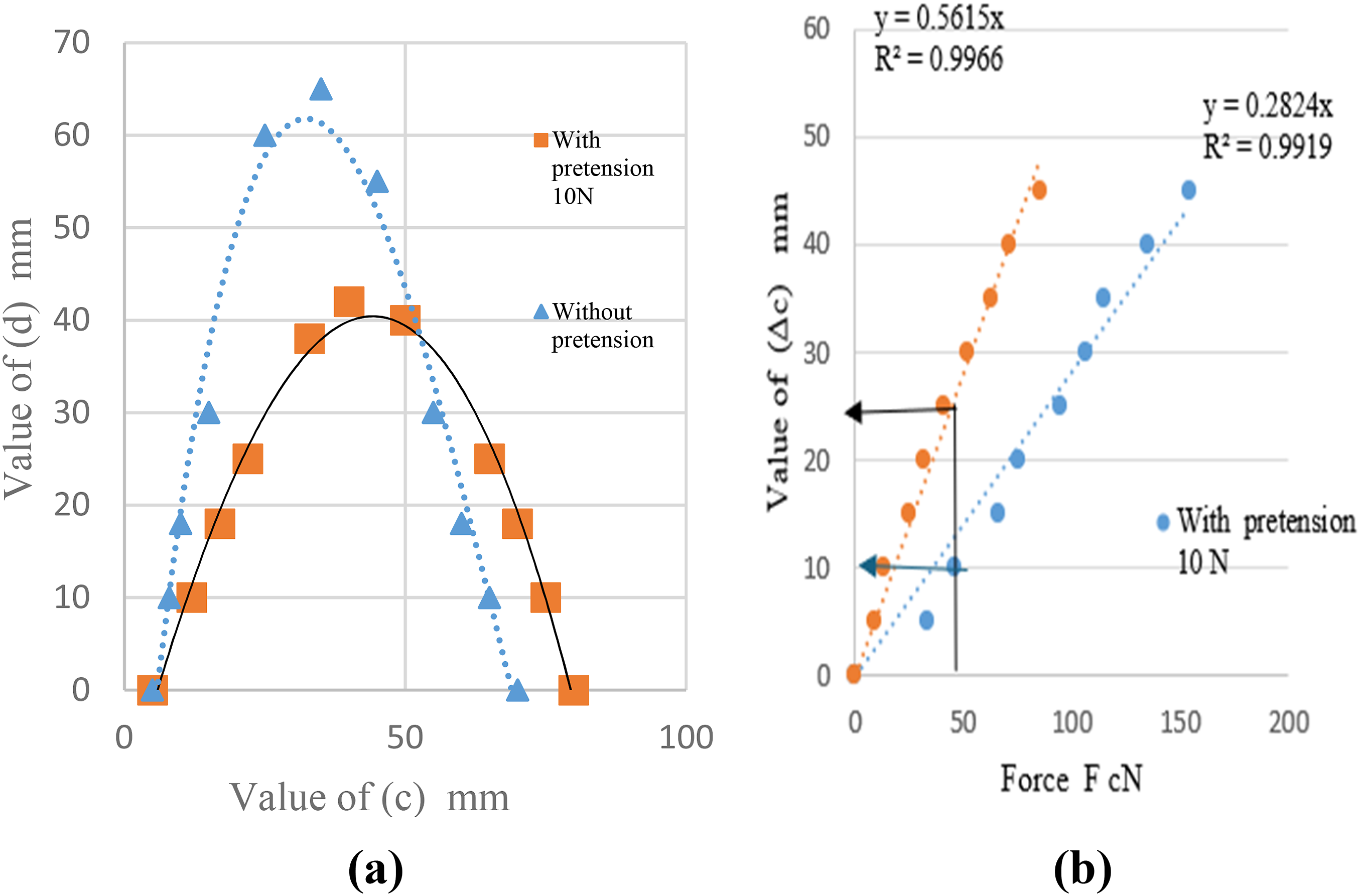
The relation between the applied force F and the change in the value of c is given in Figure 15(b) This indicates that, at the same applied Load F, the value of “Δc,” which is the reduction in the distance c, is higher for samples without pretension due to its lower stiffness, coupled with a higher value of (d).
Conclusion
This study has explored the mechanical properties of various woven composite materials, focusing on the effects of different yarn pretension levels on the stiffness and bending behavior of the composites. The experimental and numerical analyses reveal that pretension significantly influences the mechanical performance of woven composites. Higher pretension levels increase stiffness, enhancing the composite’s ability to withstand mechanical loads. By employing a three-point bending test, the research successfully quantified the bending stiffness of various yarn types, including HTP yarn, carbon fiber, Kevlar fiber, and Vectran fiber. The results underscored the importance of pretension enhancing composite materials’ structural integrity and mechanical performance. By employing a three-point bending test, the research successfully quantified the bending stiffness of various yarn types, including HTP yarn, carbon fiber, Kevlar fiber, and Vectran fiber. The results underscored the importance of pretension in enhancing the composite materials' structural integrity and mechanical performance.
Key findings include: 1. Different yarn materials, exhibit varying stiffness levels under different pretension conditions. Carbon yarn composites demonstrated the highest stiffness, followed by Kevlar and Vectran. 2. The deflection tests under various pretension levels indicated that higher pretension reduces deflection, increasing the material’s stiffness. 3. The study suggests that optimizing the pretension levels can significantly enhance the performance of composites, making them suitable for advanced engineering applications where high mechanical strength and stiffness are required. 4. The rates of increase in yarn-specific bending stiffness ((cN/mm)/tex) under pretension T (N) were 0.168 for HTP, 0.054 for carbon fiber, 0.173 for Kevlar fiber, and 0.191 for Vectran fiber ((cN/mm)/tex)/N).
Overall, this research contributes valuable insights into the design and manufacturing of high-performance textile composites, with practical implications for aerospace, automotive, and civil engineering industries.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.