
Abstract
In this paper, preoxidized fibers, flame-retardant acrylic fibers and polyphenylene sulfide (PPS) fibers were chosen to prepare thermal insulation felts by the spunlaced process. The preparation of thermal insulation felts by single-component fibers, bicomponent fibers and multi-component fibers was studied. The breaking strength of the single fibers, flame retardancy, thermal conductivity, air permeability, thermal stability, shrinkage rate after washing, and the breaking strength of the thermal insulation felts were characterized. The results show that, for the single-component felts, preoxidized fiber felt had a longitudinal char length of only 35 mm, which was less than that of flame-retardant acrylic fiber felts and PPS felts. However, its longitudinal breaking strength was only 39.8 N. The bicomponent thermal insulation felt, blended with flame-retardant acrylic fibers and preoxidized fibers, had a higher breaking strength than the single-component felt, but it had char lengths greater than 100 mm after the vertical burning test. When the ratio of the multi-component insulation felts (preoxidized fibers, PPS fibers and flame-retardant acrylic fibers) was 35:60:5, the felt’s longitudinal char length measured 23 mm, which was less than that of the aramid felt 72 mm. This felt’s thermal conductivity was 0.0515 W/mK. It had an air permeability of 1995 mm/s, and the longitudinal dimensional shrinkage rate following the thermal stability test was only 1.1%. Multi-component thermal insulation felts are very important for the development of high-performance firefighting protective clothing.
Introduction
Firefighting protective clothing is an important barrier to protecting their safety when encountering all kinds of fires. It is generally comprised of four layers, including an outer shell, a moisture barrier, a thermal insulation layer and a comfortable inner.1,2 A fire scene generally has strong heat conduction, heat convection and heat radiation. As thermal protection materials, the thermal insulation layer is between the heat source and the human skin, which can reduce the damage of high temperatures and radiation heat. The thermal insulation layer plays an important role in the comprehensive thermal protection performance of firefighting protective clothing. Therefore, the thermal insulation layer is required to have good flame retardancy, low thermal conductivity, good thermal stability and air permeability. 3
In the previous works, the thermal insulation layer was often prepared with meta-aramid fibers, para-aramid fibers, polysulfonamide fibers (PSA), polybenzimidazole fibers (PBI), polyimide fibers (PI) and so on.4–6 Meta-aramid fibers are one kind of high-performance fiber, and have highly orientated hydrogen bonds in the molecular chain, which give them high specific strength, modulus, great thermal stability and insulating properties. 7 When the sudden high temperature was 900 °C–1500 °C, the surface of the cloth would rapidly carbonize and thicken to protect firefighters from damage. Besides, it had permanent flame retardant performance, and the limiting oxygen index of the fiber was 28%. 8 Because of the excellent thermal properties of meta-aramid fiber, many researchers chose it to prepare the thermal insulation felt for firefighting clothing. Xiao et al. 9 found that the thermal insulation felt prepared by meta-aramid needle-punched nonwovens had excellent flame retardant and thermal insulation performance. After the vertical burning test, both the after-flame time and the after-glow time were 0 s, and the char length of the fabric was in the range of 39 - 42 mm, which met the requirements of the firefighting clothing according to the standard of GA10-2014, China.
Moreover, the thermal insulation felt should have excellent air and moisture permeability which could ensure the comfort of firefighters. Lou and Jia et al.10,11 studied the ratio of meta-aramid, para-aramid and PSA of the thermal insulation layer. They found that the felt had good thermal protection performance when the components were 30/30/40 and 40/40/20, respectively. When the ratio was 40/40/20, the char length was in the range of 30-40 mm. The air permeability was higher than 2500 mm/s, and it had better mechanical property than other ratios. Compared with the existing thermal insulation layer on the market, it had excellent thermal protection performance, but it was very expensive. Huang et al. 12 blended meta-aramid, para-aramid and flame-retardant polyester fiber at 60/25/15 to prepare thermal insulation felt, which had the advantages of permanent flame retardancy, good air permeability and heat insulation performance. Yan et al.13,14 tried to mix polyimide fibers (PI) and polyester fibers in different proportions to prepare needle-punched thermal insulation felts. When the proportion of PI was 100%, the limiting oxygen index of the felt could reach 36% and the air permeability was 103.34 m/s. Zhao et al.14studied the influence of the needle-punched process on the thermal insulation performance of preoxidized fiber felt. They found that when the temperature was 200°C and the needle frequency was 200 times/min, the preoxidized fiber felt had excellent thermal insulation performance and the maximum steady-state temperature difference reached 68.9°C. Li et al. 15 prepared polyphenylene sulfide (PPS) needle punched fabrics. It was found that the thermal decomposition temperature of PPS needle felt was 500°C and that of Nomex fabric was 400°C by cone calorimeter. The thermal decomposition time of PPS fabric was about 48 s later than that of Nomex, which indicated that PPS fabric had better thermal properties. Zhang et al.prepared five kinds of PPS fabrics with different structures and tested the thermal insulation performance. 16 It was found that the thermal insulation performance of PPS fabrics was better than that of PSA (polysulfonamide) fabrics.
In summary, the commonly used thermal insulation felts for firefighters are mostly prepared from flame retardant fibers such as meta-aramid, para-aramid fibers, PSA fibers, PI fibers and so on. These fiber materials are generally expensive, which leads to the cost of the firefighter suit reaching thousands of yuan. PPS fiber has good flame retardancy and thermal stability, and its price is lower than that of meta-aramid fiber. The preoxidized fiber is non-combustible fiber, and its cost is less than one-third of that of meta-aramid fiber, but it is often hard and brittle, and it is difficult to comb into felt. The flame-retardant acrylic fiber has good elasticity and strength, and is very cheap.
In this paper, we tried to develop a new type of thermal insulation felt for firefighting clothing with high thermal protection performance and low cost. The preoxidized fibers, flame-retardant acrylic fibers and PPS fibers were mixed to prepare the thermal insulation felts, and the composition and proportion of the felts were reasonably designed. This work is conducive to the development of new thermal insulation materials with high thermal protection performance and low cost.
Experimental
Materials
Preoxidized fibers (1.7 D×70 mm) were purchased from Baoding Baigou Xincheng Jinnian Special Fiber Manufacturing Co., Ltd, China. PPS fibers (1.56 D×51 mm) were provided by Chongqing 3533 Printing and Dyeing Garment General Factory Co., Ltd, China. Flame-retardant acrylic fibers (6.5 D×51 mm) were provided by Taicang Ares Fiber Co., Ltd, China. Meta-aramid felt was provided by Xinxiang Xinke Special Textile Co., Ltd, China.
Preparation of the thermal insulation felts
The target areal density of the thermal insulation felt was 120 g/m2. Firstly, preoxidized fibers, PPS fibers and flame-retardant acrylic fibers were weighed and loosened by an opening machine (Model XFH, Qingdao Jiaonan Knitting Machinery Factory, China), respectively, so that the large fiber blocks were gradually loosened into small fiber bundles (as shown in Figure 1). If the fibers were produced into multi- or bicomponent felts, they would be weighed correctly after the fibers were completely loosened. They were layered and thinly distributed from bottom to top, and the mixed fibers were then loosened twice. The loosened fibers were combed twice by a carding machine (Model WL-GS-A-500, Taicang Shuangfeng Nonwovens Equipment Co., Ltd, China). The combed fiber net was put on the spunlace machine (Auftrags-Nr.T6616, Fleissner, Germany). Its front side was spun twice by 9 MPa water pressure, and its back side was spun twice by 10 MPa water pressure. The needle diameter was 0.15 mm, and the interval between needle holes was 0.4 mm. The fiber felt was dried at 100°C by a dryer (Model ZY-60HM, Guangzhou Zhiya Industrial Microwave Equipment Co., Ltd, China), and then it was calendered by a hot rolling mill. Finally, the whole process was completed after being rolled by a coiler. Fabrication process of thermal insulation felts.
Preparation of the single-component thermal insulation felts
Specification of single-component thermal insulation felts.

Preparation of the bicomponent thermal insulation felts
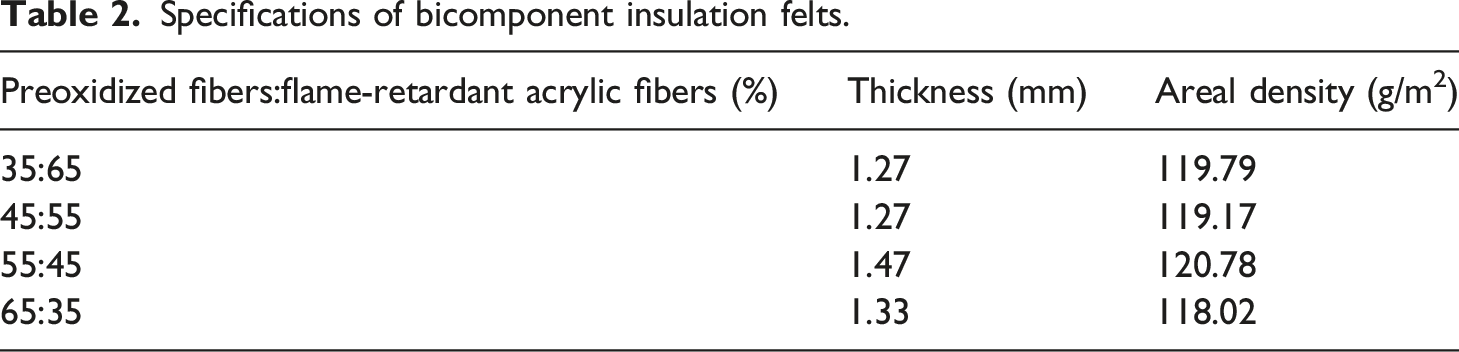
Specifications of bicomponent insulation felts.
Preparation of the multi-component thermal insulation felts
Specifications of multi-component thermal insulation felts.

Characterizations
Breaking strength of the single fibers
The breaking strengths of the flame retardant fibers were measured with a single fiber strength tester (Wenzhou Fangyuan Instrument Co., Ltd, China) at a distance of 20 mm and a speed of 20 mm/min according to the China standard GB/T 14337-2022 Chemical fiber-test method for tensile properties of short fibers.
Vertical burning
A vertical combustion tester (Labsmate Corporation, USA) was utilized to assess the fabric’s flame resistance in accordance with GB/T 5455-2014 Textiles-Burning behaviour. 17 The sample size was 300 × 80 mm, and the ignition time was 12 s. Then the after-flame time and the after-glow time were recorded, and the char length of the felt was measured, as well as the droplet of molten liquid was observed.
Thermal properties
The decomposition behavior of the multi-component fiber felt was evaluated using a thermogravimetric analyzer TG 209 F3 Tarsus (NETZSCH, Germany). A heating ramp was applied from 25°C to 800°C at 10°C/min under nitrogen atmospheres.
Thermal conductivity
The thermal conductivity of fiber felts was characterized by a thermal constant analyzer (Model TPS 2500S, Hot Disk Company, Sweden) at 20°C and 65% relative humidity. Polyimide-coated film probe 7577 was used. The output power was 3 mW, and the heating time was 1 s.
Air permeability
The air permeability of fiber felt was measured by a multi-function air permeability analyzer (Model FX3300, Textest Company, Sweden) according to GB/T 5453-1997 Textiles-Determination of air permeability of fabrics. 10 different positions of the felt were selected for the test, and a pressure of 200 Pa was applied on both sides of the fabric to pass the air through the fabric under the pressure difference. The air permeability of the fabric was measured by the amount of air passing through the fabric in unit time.
Tensile strength
The tensile strengths of the fiber felts were measured by a universal material testing machine (YG028, Wenzhou Fangyuan Instrument Co., Ltd, China) in accordance with FZ/T 60005-1991Determination of Breaking Strength and Elongation of Nonwovens. Five samples (300 × 50 mm) in the longitudinal direction and five samples in the transverse direction were evaluated, respectively. The specimen clamping distance was 200 mm, and the tensile rate was 100 mm/min. The tensile strengths of samples in both longitudinal and transverse directions were determined by averaging the test results of five samples per group.
Thermal stability
Referring to the GA10-2014 Firefighter Protective Clothing, the samples were cut into squares of 10 × 10 cm. The samples were heated at 260°C for 5 min. After taking the sample out of the oven, its dimensions were measured in less than 2 min. The equation for dimensional change rate was described as:
Shrinkage rate of felts after washing
The samples were cut into 350 × 500 mm pieces in accordance with GB/T 8629-2017 Textiles-domestic washing and drying procedures for textile testing. They were then placed in a type A washing machine and washed, along with accessories (pure cotton bleached woven fabric) and detergent (sodium dodecyl benzene sulfonate) at the same time. After washing, the samples were hung up to dry, and their shrinkage rate was determined.
Results and discussions
Comparing the strengths of single fibers
Breaking strengths of the single fibers.

PPS fiber and flame-retardant acrylic fiber had breaking strengths of 6.04 cN and 7.25 cN, respectively, and elongations at break of 15.16% and 31.64%, respectively. While the preoxidized fiber had an elongation of 7.77% at break and a breaking strength of just 3.36 cN. The breaking strength of the preoxidized fiber was the lowest because, in the process of preparing preoxidized fiber, the fiber undergoes severe cyclization and dehydrogenation reactions, resulting in a decrease in its breaking strength and elongation at break.
The mechanical properties of the fibers directly affect their opening and combing performance during the preparation of the fiber felts. This was consistent with the fact that PPS fibers and flame-retardant acrylic fiber were easy to open and comb, while the preoxidized fiber was easy to break and fall during the opening and combing process.
Flame-retardant property of thermal insulation felts
Single-component thermal insulation felts
The flame retardant properties of preoxidized fiber felt, PPS fiber felt and flame-retardant acrylic fiber felt were evaluated by a vertical combustion test. The test results are shown in Figure 2 and Table 5. As shown in Figure 2, felt A was the preoxidized fiber felt, felt B was the PPS fiber felt and felt C was the flame-retardant acrylic fiber felt. All three kinds of fiber felts had no droplets during the test. Both the after-flame time and the after-glow time of the preoxidized fiber felts were 0. The damage lengths of the single-component insulation felts after the vertical burning test (A) Preoxidized fiber felt, (B)PPS fiber felt and (C)Flame-retardant acrylic fiber felt. Vertical burning test results of single-component insulation felts. Note: T in the table stands for the transverse direction, and L in the table stands for the longitudinal direction.

Figure 2 showed that the damage length of preoxidized fiber felt was the shortest of the three kinds of felts. The char lengths in the transverse and longitudinal directions were only 30 mm and 35 mm, respectively. The preoxidized fibers are the polyacrylonitrile (PAN) preoxidized fibers, which are carbon fiber precursor obtained with polyacrylonitrile fibers through treatment from 180°C to 300°C in purifying air. 14 The preoxidized fibers are non-combustion fibers with excellent thermal stability, and they do not melt or shrink in the flame. Hence, the preoxidized fiber has excellent flame retardant properties.
The surface of PPS fiber felt was carbonized and slightly shrunk, the char lengths in the transverse and longitudinal directions were 43 mm and 37 mm. PPS fiber is a semi-crystalline polymer with alternating benzene and sulfur on the main chain. Therefore, it has good thermal stability, and a large number of sulfur elements give the fabric good flame retardancy. 18
Polyacrylonitrile fiber has fluffy, elasticity, heat insulation and weather resistance similar to wool, but it generally has poor flame retardancy and needs flame retardant finishing. The polyacrylonitrile fiber after flame retardant finishing is called flame retardant polyacrylonitrile fiber. The vertical buring test showed that the char lengths in the transverse and longitudinal directions were 150 mm and 141 mm, respectively, and the flame-retardant acrylic fiber felt self-extinguished after ignition, indicating that it had some flame retardant property.
Bicomponent thermal insulation felts
Limination of the preoxidized fiber felt
Although the preoxidized fiber had good flame retardant properties, the fiber was relatively hard and brittle, and it was easy to be damaged and broken in the process of opening and combing, resulting in a large number of fiber shedding. The flame-retardant acrylic fiber has high break strength, large fiber crimps and a high friction coefficient, which is beneficial to increase the cohesive force between fibers.19,20 Therefore, this kind of fiber was easy to comb in the process of preparing fiber felt, and it was very cheap. Therefore, the flame-retardant acrylic fibers and the preoxidized fibers with the best flame retardant performance among the three fibers were selected to prepare bicomponent thermal insulation felts.
Preoxidized and flame-retardant acrylic fiber fetls
Vertical burning test results of the bicomponent insulation felts.

Note that the letters T and L in the table represent transverse and longitudinal directions, respectively.
Table 6 illustrates that the char lengths of the bicomponent felts decreased progressively as the fraction of preoxidized fibers increased. However, the majority of bicomponent felts had char lengths greater than 100 mm. The longitudinal char length of the insulation felt was 93 mm only when the preoxidized fiber content was 65%. This is mainly because the flame retardant performance of the flame-retardant acrylic fiber is not very good. When the fiber content of the flame-retardant acrylic fiber is relatively high (35%-65%), the flame retardant performance of the bicomponent fiber felt is affected, and the vertical combustion test shows a large carbon length. Therefore, the flame retardant properties of the bicomponent insulation felts prepared by preoxidized fibers and flame-retardant acrylic fibers need to be improved.
Multi-component thermal insulation felts
Limination of the bicomponent fiber felt
In the bicomponent fiber felt prepared from preoxidized fiber and flame-retardant acrylic fiber, although the combing ability of the fiber felt had been improved, the flame retardant performance of the thermal insulation fiber felt had limitations.
Mlti-component fiber felt
Vertical burning test results of the multi-component insulation felts.

Note that the letters T and L in the table represent transverse and longitudinal directions, respectively.
Table 7 demonstrates that all the multi-component felts had after-flame times of 0 s, and the char lengths of these felts were less than 100 mm. The flame-retardant performance of these fiber felts was ranked 1 > 2 > 3 > 4 > 5 > 6. The char length of insulation felt was trending upwards with an increase in the percentage of flame-retardant acrylic fiber. This may be because the flame-retardant acrylic fiber has the lowest flame retardant performance among the three kinds of fibers. With the increase in their ratios, the flame retardant performance of the multi-component fiber felts decreased.
When the ratio of preoxidized fiber, PPS fiber and flame-retardant acrylic fiber was 35:60:5, the multi-component felt had the optimum flame-retardant property, and the char lengths in the transverse and longitudinal directions were 17 mm and 23 mm, respectively. The felt had obvious carbonization at the burning place, and the surface of the felt was flat, and there was basically no thermal shrinkage, as shown in Figure 3(a). Char lengths in the longitudinal direction (a) multi-component felt, (b) meta-aramid felt.
Figure 3(b) shows that, after the vertical combustion test, the transverse and longitudinal damage lengths of the meta-aramid thermal insulation felt were 74 mm and 52 mm, respectively, and the surface of the meta-aramid felt at the position where the flame burned was carbonized, and the heat shrinkage was obvious. This shows that the flame retardancy and thermal stability of multi-component fiber felt after combustion were higher than those of meta-aramid fiber felt.
Meta-aramid fiber macromolecules have a high orientation along the fiber axis, which determines that they have a large thermal shrinkage stress after heating. However, due to the benzene ring in the aramid fiber, the fiber macromolecules are rigid molecular chains, and the crystallinity of the meta-aramid fiber is very high. A relatively rigid and stable structure is formed between the aramid fiber macromolecules, which can greatly inhibit the heat shrinkage of the fiber. Therefore, although the aramid fiber has a certain degree of heat shrinkage, it is not very severe. The preoxidized fiber has undergone a high-temperature preoxidation process, so its thermal stability is very good. The molecular structure of PPS fiber contains a large number of aromatic rings, which gives it high thermal stability. Although the thermal stability of the flame-retardant acrylic fiber is not very good, the multi-component felt still exhibits very good combustion stability due to its low content (5%).
Thermal properties
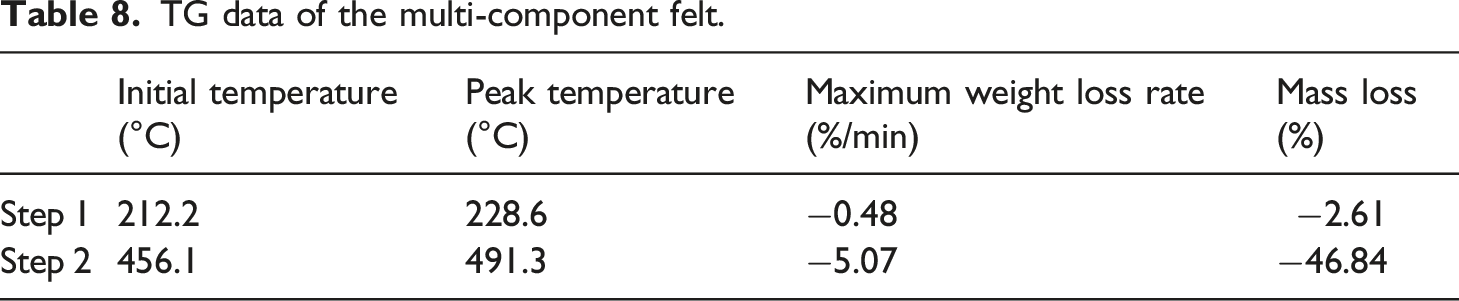
Thermogravimetric analysis of multi-component fiber felt (35:60:5) was carried out. The decomposition behavior of the multi-component felt is illustrated in Figure 4, summarized in Table 8. The decomposition of the multi-component felt occurred in two steps. A weight loss of 0.78% in the range (61–200°C) was attributed to the water vaporization, showing that it had good thermal stability below 200°C. The first step took place between 212 and 300°C (weight loss 2.61%), which was caused by nitrile cyclization and amino decomposition of flame retardant acrylic fiber. While the second decomposition occurred in the range (456–600°C) was associated with the degradation of the PPS fibers (about 48.36% of weight loss). The residual mass of the multi-component felt at 800°C was 48.36%, indicating that the multi-component fiber felt had good thermal stability and thermal decomposition resistance. Thermogravimetric curves of multi-component fiber felt. TG data of the multi-component felt.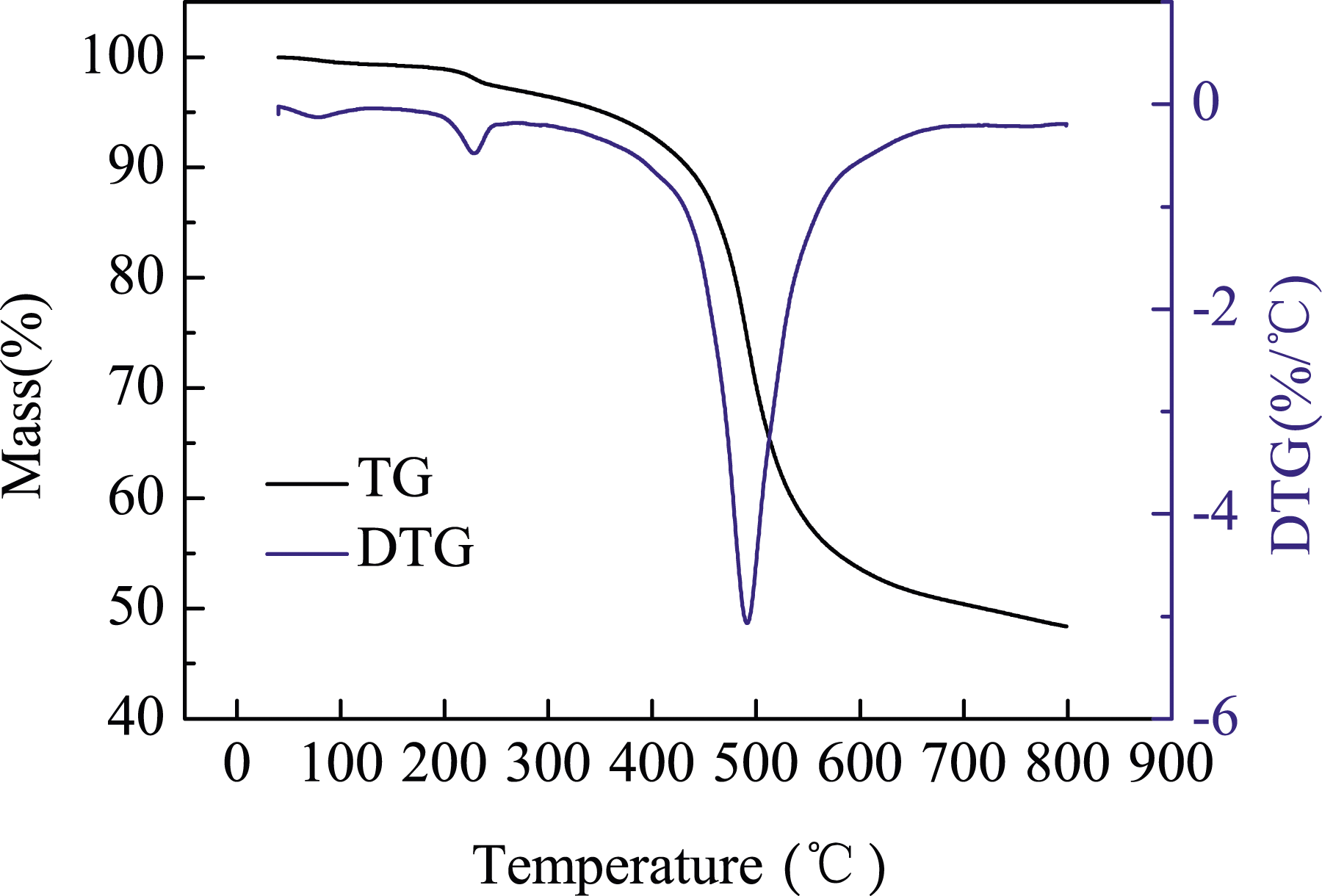
Air permeability and thermal conductivity of the thermal insulation felts
Air permeability is an important performance of the thermal insulation layer of firefighting clothing. The better the air permeability of the insulation felt is, the faster the gas emission is, and the sweat and heat generated can be timely discharged; otherwise, the heat accumulation will reduce the work efficiency of firefighters and even cause vertigo, which is harmful to health. 21 One other significant function of the thermal insulation felts is their ability to resist heat. The effectiveness of a material’s thermal insulation is gauged by its thermal conductivity. The smaller the thermal conductivity is, the better the thermal insulation performance of the material is.22,23
The thermal conductivity and air permeability of both single- and multi-component fiber felts are shown in Figure 5. In Figure 5(a), felt A was the preoxidized fiber felt, felt B was the PPS fiber felt, and felt C was the flame-retardant acrylic fiber felt. Air permeability and thermal conductivity of the thermal insulation felts (a) preoxidized fiber felt, (b) PPS fiber felt and (c) flame-retardant acrylic fiber felt are shown in Figure 5(a), and the fiber composition of the felts 1-6 in Figure 5(b) is the same as that in Table 7.
As shown in Figure 5(a), the air permeability of each single-component felt was greater than 2600 mm/s. Preoxidized fiber felt had a higher air permeability than flame-retardant acrylic fiber felt and PPS fiber felt. The air permeability of the fiber felt is determined by the number and size of the voids between the fibers. In addition, it is also related to factors such as fiber properties, fabric thickness and unit volume weight. The preoxidized fiber is thin and long, and a small amount of fiber breaks and falls during the opening and carding process, so the unit volume weight decreases slightly, and its air permeability is a little higher than that of PPS fiber felt and flame-retardant acrylic fiber felt. The thermal conductivities of each single-component fiber felt were in the range of 0.042–0.049 W/mK. The order of the thermal conductivities was flame-retardant acrylic fiber felt, PPS fiber felt and preoxidized fiber felt. The internal structure of the acrylic fiber is an irregular spiral conformation, and there is no strict crystalline region. Because this structure makes the acrylic fiber have the same elasticity and fluffy feeling as wool, it has good thermal insulation performance, and its thermal conductivity is the smallest of the three.
Figure 5(b) shows that the air permeability of multi-component insulation felts gradually increased with the increase in preoxidized fiber contents. The thermal conductivities of multi-component fiber felts were in the range of 0.047–0.056 W/mK. When the ratio was 60:10:30, the thermal conductivity of the insulation felt was lower. When the ratio was 35:60:5, the multi-component felt had the best flame retardant performance. Meanwhile, its air permeability measured 1995 mm/s, significantly higher than that of typical wearable woven fabric (500–800 mm/s), 24 and its thermal conductivity was 0.0515 W/mK, which was similar to that of meta-aramid felt sold on the market (0.0504 W/mK).
Breaking strength of the thermal insulation felts
The breaking strength of the felts reflected the ability of the thermal insulation felts to resist various damages in the fire field. The breaking strengths of single-component felts and multi-component felts are shown in Figure 6. The breaking strength of insulation felts (a) preoxidized fiber felt, (b) PPS fiber felt, and (c) flame-retardant acrylic fiber felt is shown in Figure 6 (a), and the fiber composition of the felts 1-6 in Figure 6(b) is the same as that in Table 7.
Figure 6(a) shows that the flame-retardant acrylic fiber felt had longitudinal and transverse breaking strengths of 81.3 N and 46 N, respectively. These values were higher than those of the PPS fiber felt and the preoxidized fiber felt. This corresponded to the flame-retardant acrylic fiber mentioned above having good single fiber strength. As shown in Figure 6(b), the longitudinal and transverse breaking strengths of the multi-component felts progressively declined as the amounts of preoxidized fiber increased. Preoxidized fiber had a lower single fiber strength than flame-retardant acrylic fiber and PPS fiber, but it also had less crimp and a weak cohesive force between its fibers. 25 The fibers easily slipped when the felt was subjected to external force. The greatest longitudinal breaking strength of insulation felt was 127.6 N when the ratio of preoxidized fibers, PPS fibers, and flame-retardant acrylic fibers was 35:60:5.
Thermal stability of the multi-component felts
The ability of a material to resist deformation at high temperatures is referred to as thermal stability. In high-temperature settings, the thermal insulation felts of firefighting clothing should have good thermal stability. If not, the clothing would easily shrink and distort, causing firefighters’ skin to burn in the hot conditions. Figure 7 displays the dimensional change rate of multi-component felts in longitudinal and transverse directions following a high temperature test. Thermal stability test results of the multi-component fiber felts, and the fiber composition of the felts 1-6 is the same as that in Table 7.
Figure 7 shows that the dimensional change rate of multi-component fiber felts went up with the proportion of acrylic fiber increasing from 5% to 30%. This is mainly because polyacrylonitrile has an irregular spiral rod-like conformation. Due to the addition of the second and third monomers, the side groups of the macromolecules have changed greatly, which increases the irregularity of their structure and conformation, so that the acrylic fiber has no real crystal structure. After heating, the degree of orientation decreases, which is manifested as the curling of the macromolecules in the micro and the shrinkage of the fiber in the length direction in the macro.
All the multi-component fiber felts exhibited a dimensional change rate of less than 10% in Figure 7, meeting the GA10-2014 criteria.
Shrinkage rate of multi-component felts
Shrinkage rate test results of insulation felts.
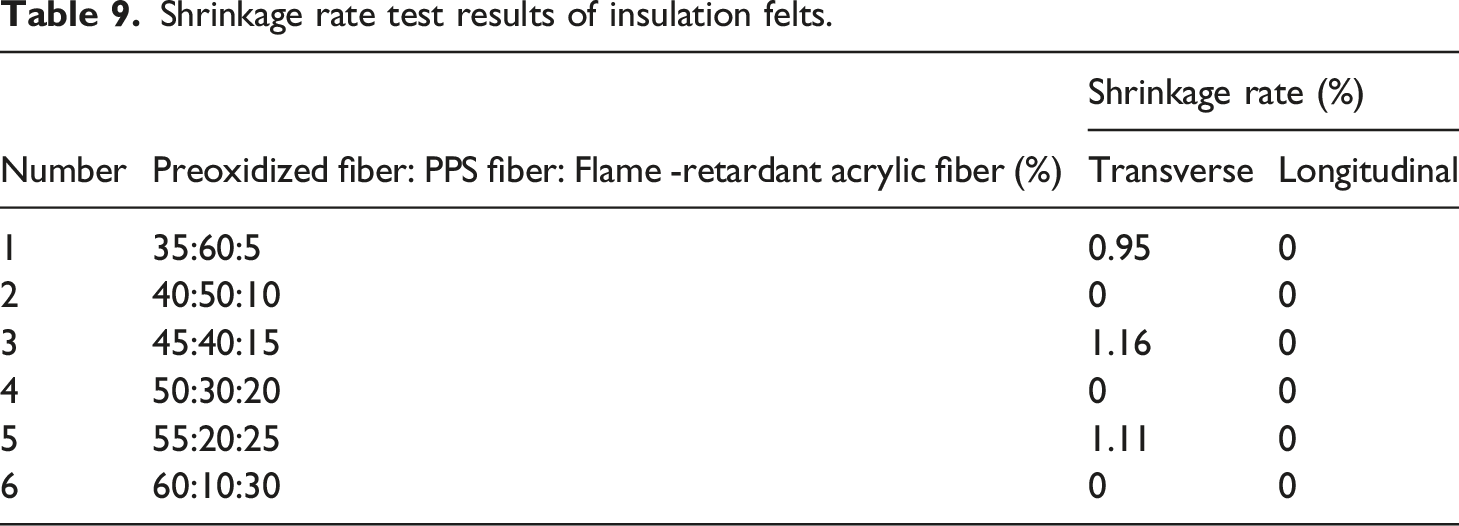
All of the insulation felts had longitudinal shrinkage of 0% and transverse shrinkage of less than 1.2%, as seen in Table 9. This was due to the fact that the fiber mesh became completely entangled and the spunlaced felt had a stable structure when the maximum main spunlace pressure was attained during the spinning process, which was 10 MPa. Consequently, it was suited to be utilized as the thermal insulation felt for firefighting apparel and was unaffected by washing. In addition, the multi-component felt was low cost, 30–40 yuan/m2, which is much less than the market price of 110–120 yuan/m2 of meta-aramid felt.
Conclusion
Preoxidized, flame-retardant acrylic and PPS fibers were chosen to prepare thermal insulation felts by the spunlaced process. The single-component preoxidized fiber felt had a shorter longitudinal char length of 35 mm but a lower breaking strength of 39.8 N, and it was easy to be damaged and broken in the process of opening and combing. To improve the strength of preoxidized fiber felt, flame-retardant acrylic fiber was added to the preoxidized fiber felt. However, it was found that the majority of bicomponent felts had char lengths greater than 100 mm. Therefore, a multi-component fiber felt composed of preoxidized fibers, flame -retardant acrylic fibers and PPS fibers was prepared. Multi-component fiber felt had good flame retardancy, and the char lengths in the transverse and longitudinal directions were 17 mm and 23 mm, respectively. Its thermal conductivity was 0.0515 W/mK. It had an air permeability of 1995 mm/s, and the longitudinal dimensional shrinkage rate following the thermal stability test was only 1.1%. In the future, further research should be conducted on the composition and spunlace process of multi-component fiber felt. The development of multi-component fiber felt is conducive to enriching the variety of existing fire protection clothing insulation felt.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Open Project of Key Laboratory of Fire Protection Technology for Industry and Public Building, Ministry of Emergency Management, China (2022KLIB03), the Natural Science Foundation of Tianjin (22JCQNJC01760), and Basic Scientific Research Expenses of Tianjin Fire Science and Technology Research Institute of MEM,China (2023SJ17).
Data availability statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.