
Abstract
To study the effect of the finishing process on the mechanical properties of polybutylene terephthalate/polyethylene terephthalate (PBT/PET) bicomponent polyester fiber, PBT/PET yarns were subjected to heat-moisture and dry-heat treatment at different temperatures and times. The tensile properties, elastic recovery, stress relaxation, and creep properties of the yarn were tested. The crystalline structure of PBT/PET fiber before and after heat treatment was studied by X-ray diffraction (XRD) to explain the change in yarn mechanical properties. The mechanical model of PBT/PET yarn was established, and the change in mechanical properties was investigated theoretically. The results show that the strength of PBT/PET yarn decreases by 10.77%, and the elongation increase by 34.81% after dry-hear treatment at 160°C for 25 min. The mechanical properties of the yarn are affected by the temperature and time of heat treatment. XRD analysis shows that the crystallinity of PBT/PET yarn decreases with the increase of heat treatment temperature and time, which may be the reason for the change in mechanical properties of PBT/PET yarn. In addition, the established model can fairly well explain the viscoelasticity of PBT/PET yarn.
Keywords
Introduction
Polybutylene terephthalate (PBT) fiber is a polyester material that emerged in the 1970s. It was first used as an engineering material with excellent performance and attracted people’s attention. 1 In 1979, Japan’s Teijin Company first used PBT as a textile fiber, and its trade name was “Finecell”. 1 The fiber not only has the durability, dimensional stability, and wear resistance of polyester (PET), but also has the properties of a soft handle and wear resistance of polyamide (PA). The dyeing performance of the fiber is better than that of PET and PA. The fiber can be used in clothing, automobile, textile applications, and so on.2,3 However, the raw material of pure PBT fiber is expensive, and low-speed spinning has the phenomenon of winding collapse, 4 so its application is affected.
PBT/PET bicomponent polyester fiber was produced by using two kinds of raw materials, PBT and PET, on a high-speed spinning machine with side-by-side composite spinning components at a spinning speed of more than 3000 m/min. The birth of PBT/PET composite fiber technology added elastic PBT components to cheap PET, reducing the production cost and reflecting the superiority of PBT fibers, making PBT/PET fibers have the characteristics of easy dyeing, soft hand, and good elasticity. 5 The macroscopic observation of PBT/PET bicomponent polyester fiber was the same as that of ordinary composite fiber, but it could show a highly coiled spiral shape during heat treatment or finishing process, thus giving the fabric excellent elasticity and elastic recovery. There have been many reports on the heat treatment process of bicomponent elastic polyester fibers. Further heat treatment can make the sparse crimp of bicomponent polyester fiber filaments dense and compact so that the potential crimp can be released. Shi 6 found that the crimp properties of bicomponent polyester fiber will be different in different heat treatment environments and heat treatment times, which is mainly due to the significant performance differences of each component in the bicomponent polyester fiber under different treatment conditions. Yan 7 studied the effect of different heat treatment methods on the crimp morphology of bicomponent polyester fiber. The results showed that the effect of wet heat treatment was better than that of dry heat treatment at the same treatment time at 100°C. After heat treatment, the crimp radius of the bicomponent polyester fiber became smaller, the number of crimps became more, and the crimp was more dense and meticulous. The effect of boiling water treatment was better than that of dry heat treatment. Zhang 8 found that the higher the heat setting temperature, the easier it is to make the heat shrinkage difference between the two components larger, which is more conducive to the improvement of the crimp performance of the composite fiber. Under the heat setting temperature of 180°C and the heat treatment temperature of 90°C for 30 min, the crimp structure of the composite fiber is dense, and the crimp rate is as high as 52.65 %. Chen 9 mainly studied the crimp mechanism of bicomponent polyester fiber and the effect of heat treatment on the crimp structure and crimp performance. Due to the different shrinkage forces of the two components during heating, the fiber will have a shrinkage stress difference. Under different heat treatment temperatures, the shrinkage stress difference of the bicomponent polyester fiber has different sizes. The overall trend is that with the increase in temperature, the shrinkage stress difference increases first and then decreases. When the heat treatment temperature is 120°C, the performance is the largest. At this time, the crimp effect of the two-component polyester fiber is the best, and the crimp performance is the best. Ma 10 studied the effect of the heat treatment process on the crimp property of PBT/PET fiber and concluded that the crimp property of PBT/PET fiber was improved and had good elastic recovery after heat treatment at 100°C for 30 min and dry heat treatment at 120°C for 30 min. In addition, He 11 used different heat treatment processes to test the crimp properties of PET/PBT fibers. The results showed that the crimp performance of the bicomponent polyester fiber was the best under the heat treatment condition of 100°C for 5 min, and the crimp effect of the heat-moisture treatment was better than that of the dry-heat treatment. The crimp rate and crimp recovery rate of the fiber could reach 70 % and 55 % respectively after the heat-moisture treatment. These papers investigated the crimp properties of PBT/PET fibers after heat treatment but did not make a more detailed study of the effect on their mechanical properties.
The mechanical properties of bicomponent polyester fibers under different heat treatment processes are the main basis for the finishing process. In the process of spinning and weaving, the fabric will produce large deformation, which causes some residual internal stress in the fabric, The return of these deformations and temperature, time, and media, 12 allow the residual deformation on the fabric to fully return to eliminate internal stress, the fabric can obtain excellent dimensional stability. There were few reports on the effect of heat treatment on the mechanical properties of PBT/PET yarns. Studies have shown that the heat treatment temperature and time affected the tensile mechanical properties of PBT/PET fiber. With the increase in temperature and time, the strength of the fiber decreases, and the elongation at break increases. 13 In addition, the heat treatment temperature and medium also affected the tensile mechanical properties of PBT/PET fiber, and the effect of heat-moisture treatment is better than that of dry-heat treatment. 14 However, these studies did not clearly explain the reasons for the changes in the tensile mechanical properties of PBT/PET fibers and did not verify the changes in their macroscopic performance from a microscopic perspective. Saidi M A 15 studied the thermal, dynamic mechanical analysis and mechanical properties of PBT/PET blends with different ratios (80/20,60/40,40/60,20/80). The results show that at room temperature, PBT/PET 20/80 has the highest storage modulus, followed by PBT/PET 80/20 blends. PET has higher tensile strength, flexural strength, Young’s modulus, and flexural modulus than PBT, but lower elongation at break and impact strength than PBT. Compared with other PBT/PET blends, PBT/PET 80/20 blends have the highest tensile strength, flexural strength, and elongation at break, and impact strength.
PBT/PET 80/20 blend is an optimal formula for the balance of hardness and toughness, but there is a lack of research on PBT/PET with a 50/50 ratio. In this paper, the effects of the heat treatment process on the mechanical properties of PBT/PET bicomponent polyester fiber with the same proportion of PBT/PET were studied, such as tensile mechanics, elastic recovery, stress relaxation, and creep, and the reasons for the change of mechanical properties were explained from the change of fiber structure. In addition, the mechanical model of PBT/PET bicomponent polyester fiber was established to describe the stress relaxation and creep behavior of the fiber and the reliability of the macroscopic performance was verified from the perspective of microscopic parameters, which provided a theoretical basis for factory production, especially for the finishing process.
Experiment
Materials
Tex/36 f PBT/PET (50/50) bicomponent polyester yarn, PBT and PET yarn of the same specification as a comparison sample, the above yarns are provided by Jiangsu Huai ‘an Hongze United Chemical fiber Co., Ltd.
Sample preparation
The yarn was balanced for 24 h in a constant temperature and humidity chamber with a temperature of (20 ± 2) °C and a relative humidity of (65 ± 2) %, and the untreated sample was obtained.
Heat-moisture treatment
The untreated yarn was treated with a constant temperature water bath pot at 70°C, 80°C, 90°C, and 100°C for 5 min, 10 min and 25 min, respectively. The yarn was taken out and placed in the oven for drying at 60°C for 2 h. After drying, the yarn was placed in a constant temperature and humidity chamber with a temperature of (20 ± 2) °C and a relative humidity of (65 ± 2) % for 24 h for testing. There are five samples at each temperature and time.
Dry-heat treatment
The DZF-type drying oven (Shanghai Lichen Bangxi Instrument Technology Co., Ltd) was used to dry heat-treat the untreated samples. The treatment temperatures were 100°C, 120°C, 140°C and 160°C, and the treatment time was 5 min, 10 min and 25 min, respectively. Then the yarn was placed under the same conditions as the heat-moisture treatment to be tested.There are five samples at each temperature and time.
Test methods
Crystal structure test
The crystal structure of the sample was tested by a D2 PHASER X-ray diffractometer (Bruker AXS Co., Ltd, Germany). The D2 PHASER X-ray diffractometer is shown in Figure 1. The test conditions were: CuKa target (=0.154 nm), voltage 30 KV, current 10 mA, scanning speed 10°/min, scanning range 3 ∼ 50°. The fibers were arranged in parallel into samples with a width of 2 mm and a thickness of 1 mm for testing. The test results were processed by Jade software to calculate the crystallinity of the sample. The working machines (a) D2 PHASER X-ray diffractometer (b) XL-2 yarn strength tester.
Tensile properties test
According to GB/T 14,344-2022(China standard), the tensile properties were tested by an XL-2 yarn strength tester (Shanghai New Fiber Instrument Co.,Ltd, China). The clamping distance was 500 mm, the tensile speed was 500 mm/min, and the pre-tension was 0.5 cN/Tex. The relationship between strength and elongation during stretching until fracture was automatically recorded. Each sample was tested 20 times, and the average value was taken.
Elastic resilience test
The elastic recovery of the yarn was tested by an XL-2 yarn strength tester (Shanghai New Fiber Instrument Co.,Ltd, China). The XL-2 yarn strength tester is shown in Figure 1. The clamping distance of the sample was 500 mm, the stretching speed was 500 mm/min, the pre-tension was 0.5 cN/Tex, and the elongation (E = 10 %) was drawn. The instrument stopped stretching and relaxed for 60 s, and then recovered. When the internal stress of the fiber is reduced to the preset tension, the elongation recovery value is the acute elastic deformation of the fiber. The lower gripper continues to rise back to the upper limit, at which time the fiber is relaxed for 60 s and the fiber is stretched again. When the internal stress of the fiber is equal to the set pre-tension, the corresponding tensile value is plastic deformation. The difference between the total deformation of the fiber and the acute elastic deformation and plastic deformation is the slow elastic deformation of the fiber. The number of tests was 10 times and the average was taken.
Stress relaxation performance test
The stress relaxation properties of the fiber were tested by an XL-2 yarn strength tester (Shanghai New Fiber Instrument Co.,Ltd, China). The constant elongation value of stress relaxation was set to 10 % of the clamping distance, the clamping distance of the sample was 500 mm, the pre-tension was 0.05 ± 0.01 cN/dtex, and the stretching speed was 500 mm/min. Each sample was tested 5 times. When the fiber is stretched to the set elongation value during the experiment, the lower gripper stops stretching, and the instrument displays the corresponding load value. Thereafter, the load value during the fiber relaxation process is displayed every 0.2 s, and the experiment is completed after 10 min.
Creep performance test
An XL-2 yarn strength tester (Shanghai New Fiber Instrument Co.,Ltd, China) tested the creep properties of the fiber, and the constant stress value was set to 100 cN. The sample clamping distance was 500 mm, the pre-tension was set to 0.05 ± 0.01 cN/dtex, and the tensile speed was 500 mm/min. Each sample was tested 5 times. When the fiber is stretched to the set elongation value during the experiment, the lower gripper stops stretching, and the instrument displays the corresponding elongation value. At this time, the internal stress of the fiber decreases due to relaxation, and the lower gripper drops intermittently to maintain the internal stress as the set load value. The instrument displays the elongation value during the fiber creep process every 0.5 s, and the experiment ends after 5 min.
Results and discussion
X-ray diffraction (XRD) analysis
The XRD patterns of PBT/PET filaments before and after heat-moisture/dry-heat treatment are shown in Figure 2. It can be seen that the XRD patterns of PBT/PET fibers before and after heat-moisture treatment (100°C −25min) and dry-heat treatment (100°C −25min) show four main diffraction peaks, which are the reflection at (010) (2 XRD patterns of PBT/PET fibers before and after heat-moisture/dry-heat treatment.
Figure 3 demonstrates the change curve of crystallinity of PBT/PET fiber with heat treatment temperature under different heat treatment times. The crystallinity of untreated fiber was 22.25 %. It can be seen from Figure 3(a) that the crystallinity of PBT/PET fiber decreased gradually with the increase of heat-moisture treatment temperature. The crystallinity of PBT/PET fiber decreased from 22.25 % to 18.74 % after heat-moisture treatment at 100°C for 5min, with a decrease of 15.78 %. The crystallinity decreased to 17.70 % after heat-moisture treatment for 25 min, with a decrease of 20.45 %. Figure 3(b) shows that the crystallinity of PBT/PET fiber decreased gradually with the increase of dry heat treatment temperature. The crystallinity of PBT/PET fiber decreased from 22.25 % to 18.32 % after dry-heat treatment at 100°C for 5 min, with a decrease of 17.66 %. The crystallinity decreased to 12.29 % after dry heat treatment at 160°C for 25 min, with a decrease of 44.76 %, indicating that the macromolecular orientation and arrangement regularity of PBT/PET fiber decreased after heat-moisture/dry-heat treatment. The reason is that the moisture content in the amorphous region of the heat-moisture treated PBT/PET fiber increases, which makes the crystallinity of the fiber decrease. The dry-heat treatment changes part of the β crystal forms in the fiber into curled α crystal forms and a random coil structure, which causes a decrease in the crystallinity of the fiber to a certain extent.
10
With the increase in temperature, the degree of curling and disorientation increases, and more molecular chains change from a straight state to a curled state, which will affect the crystallinity of the fiber.
18
Crystallinity of PBT/PET fiber changes with heat treatment temperature (a) crystallinity after heat-moisture treatment (b) crystallinity after dry-heat treatment.
Tensile strength and elasticity
Tensile properties of single fiber.

Here P b refers to the breaking strength, ε b refers to the elongation at break, and E 0 refers to the initial modulus.STDEV is the abbreviation of standard deviation.
The relationship between the breaking strength and elongation at the break of PBT/PET filaments at different heat treatment times and heat treatment temperatures is reflected in Figure 4. It can be seen from the diagram that the breaking strength of PBT/PET filaments decreases with the increase of treatment temperature and time, while the elongation at break increases with the increase of treatment temperature and time with the change of crystal structure and orientation degree of crystal region after heat treatment. This is mainly due to the deorientation of macromolecules during heat treatment, which reduces the orientation degree of fibers.18–20 The elongation at break increases to a certain extent, which is because the uniformity of the macromolecules of the fiber decreases after heat treatment, which is consistent with the measured trend of crystallization index. The breaking strength and elongation at break of untreated PBT/PET yarn were measured to be 27.0 cN/tex and 18.01 %, respectively. At 100°C, the strength of PBT/PET yarn decreased to 24.87 cN/tex with a decrease of 7.89 % and the elongation at break increased to 25.38 % with an increase of 40.92 % when the heat-moisture treatment time was 5 min. When the heat-moisture treatment time was 25 min, the strength of PBT/PET yarn decreased to 24.24 cN/tex with a decrease of 10.22 % and the elongation at break increased to 28.12 %. The increase was 56.14 %. At the same temperature, the breaking strength of the yarn after dry-heat treatment for 5 min was 26.75 cN/tex, a decrease of 0.93 %, and the elongation at break increased to 18.32 %, an increase of 1.72 %. When the dry-heat treatment time was 25 min, the strength decreased to 26.23 cN/tex, a decrease of 2.85 %, and the elongation at break increased to 19.33 %, an increase of 7.33 %. Comparing the two heat treatment methods, under the same conditions, the breaking strength of the yarn after heat-moisture treatment decreased greatly, and the elongation at break increased relatively. The reason for this difference may be the slow action of water molecules in the hydrothermal treatment process and the influence of water molecules entering the fiber on the fiber macromolecules, but this phenomenon does not exist in dry-heat treatment. However, in terms of the overall breaking strength loss rate, the degree of weakening of PBT/PET yarn strength by heat-moisture treatment is smaller than that by dry-heat treatment. According to the fractured index of PBT/PET yarn, combined with the comprehensive effect of heat treatment on the crimp and elongation of PBT/PET yarn, the effect of heat-moisture treatment is better than that of dry-heat treatment. This will be conducive to the subsequent dyeing, finishing, heat setting, and other processes of yarn and fabric. Effect of heat-moisture/dry-heat treatment on tensile mechanical properties of PBT/PET yarn(a) Fracture index after heat-moisture treatment (b) Fracture index after dry-heat treatment.
Elastic recovery property
The elastic recovery rate of PBT/PET, PBT, and PET fibers is shown in Figure 5. The experimental results show that the elastic recovery rate of untreated PBT fiber is 79 %, which is the best among the three kinds of fibers, and the PET fiber is the worst, which is 60.70 %. There are only two methylene macromolecules between the two benzene rings in the PET macromolecular chain. The flexibility is poor, and the PET macromolecular chain will not undergo crystal transformation under the action of force, so the elastic recovery of PET is relatively poor. PBT/PET is 70.13 % between the two. The elastic mechanism of PBT/PET is due to the difference in the thermal shrinkage of the two components, resulting in self-crimp elasticity, good elastic stability and durability, and good elastic recovery performance. After heat-moisture treatment (100°C, 25min), the elastic recovery rate of PBT/PET increased to 79.5 %, an increase of 13.36 %. Under the same temperature and time dry heat treatment conditions, the elastic recovery rate of PBT/PET increased to 81.5 %, an increase of 16.21 %, while the elastic recovery rate of PBT fiber and PET fiber increased by 3.8 % and 3.67 %, respectively. Elastic recovery rate of fibers.
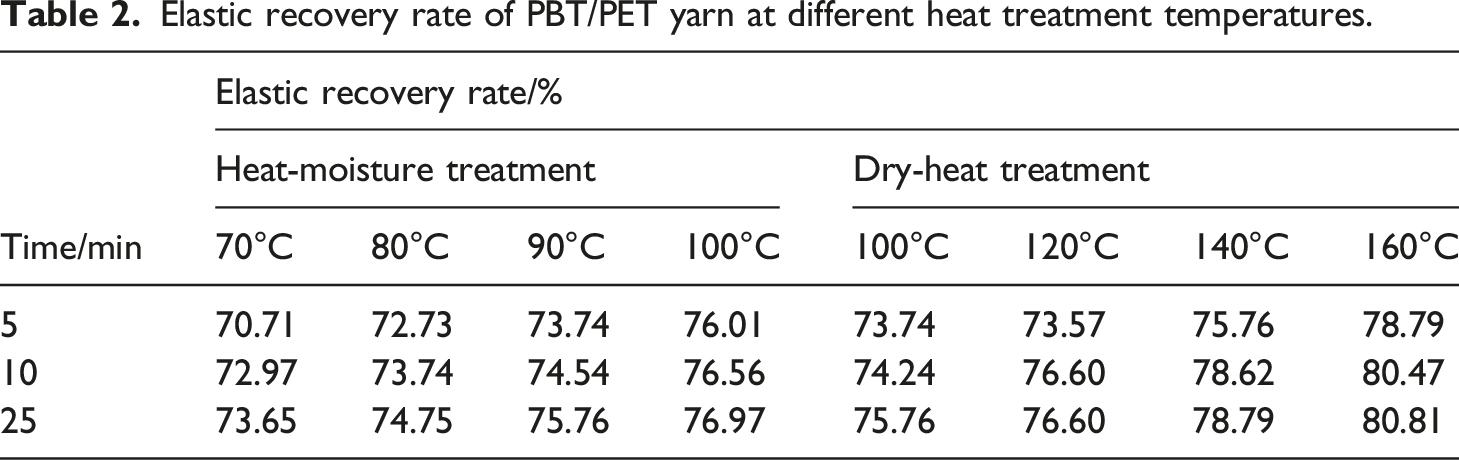
Elastic recovery rate of PBT/PET yarn at different heat treatment temperatures.
Stress relaxation property
The stress relaxation process is the change process of the conformation of the polymer chain. After the fiber is stretched, the curled conformation of the molecular chain is stretched due to the force, and the molecular chain is in an unstable state. With the extension of time, the internal stress gradually decreases through the thermal motion of the molecular chain segment. This process is characterized by the combination of elasticity and viscosity of the material. 21
As shown in Figure 6, the stress relaxation curve of PBT/PET yarn before and after heat moisture (100°C, 25min)/dry-heat treatment (100°C, 25min) is exhibited. The stress of the yarn decreases with the extension of time, which indicates that under the condition of constant elongation, the macromolecular chain segment inside the fiber moves with the direction of external force so that the molecular chain changes from a curly state to a straight state. With the extension of time, the hydrogen bond between the molecular chains breaks, resulting in the elimination of internal stress, so the stress decreases. In addition, it can be seen from the figure that the stress reduction rate and amplitude of dry-heat treatment are smaller than those of heat-moisture treatment, indicating that the stress relaxation of PBT/PET yarn after dry-heat treatment is slow, which indicates that PBT/PET fiber after dry-heat treatment has better dimensional stability. Effect of heat treatment on stress relaxation properties of PBT/PET yarn.
To describe the stress relaxation behavior of PBT/PET yarn more intuitively and vividly, a mechanical model was established to analyze the viscoelastic nature of PBT/PET yarn. Figure 7 is the stress relaxation model of PBT/PET fiber. Stress relaxation model of PBT/PET yarn.
The model is composed of two Mx elements arranged in parallel. It is assumed that two springs follow Hooke’s law, and their moduli are E
1
and E
2
, respectively. The viscosity coefficients of the two Newtonian fluids are η
1
, and η
2
.
22
The stress-strain constitutive equation of each Maxwell element is as follows:

The total stress acting on the model should be equal to the sum of the stresses of the two Mx elements, that is σ = σ
1
+σ
2
, considering that a certain pre-tension σ
0
is applied to the yarn during the experimental test. Then the total stress σ = σ
0
+σ
1
+σ
2
. The total strain ε of the model is equal to the strain of each Maxwell element, that is ε = ε
1
= ε
2
. When the total strain ε is a fixed value, the equation expressing the fiber relaxation behavior can be expressed as follows
23
:

Stress relaxation fitting equation of PBT/PET yarn with different treatment methods.

Viscoelastic parameters of PBT/PET yarn stress relaxation.

Figure 8 is the comparison of the stress relaxation simulation curve and the experimental test data of PBT/PET yarn before and after heat-moisture/dry heat treatment. It can be seen from the figure that the fitting curve is very close to the experimental data, and the correlation coefficient can reach 0.999. Therefore, the model can better simulate the stress relaxation process of PBT/PET yarn, and can further compare the mechanical properties of PBT/PET yarn after heat-moisture treatment and dry-heat treatment; From the perspective of relaxation, at the same elongation length, the force required for PBT/PET yarn after heat-moisture treatment is much smaller than that of PBT/PET yarn after dry-heat treatment. In turn, it can be seen that PBT/PET yarn after heat-moisture treatment can produce greater elongation than PBT/PET yarn after dry-heat treatment under a smaller applied load, that is, its elastic extensibility is better. Comparison of stress relaxation fitting curve and measured data of PBT/PET yarn.
Creep property
The creep of the yarn is also a manifestation of its viscoelasticity. The creep curves of PBT/PET yarn before and after heat moisture (100°C, 25min)/dry-heat treatment (100°C, 25min) are shown in Figure 9. It can be seen from the figure that under the action of constant stress σ, the strain of PBT/PET yarn increases with time. In comparison, the increased rate and amplitude of yarn strain after dry-heat treatment are smaller than those after heat-moisture treatment, indicating that PBT/PET yarn has better dimensional stability after dry-heat treatment. Effect of heat treatment on creep properties of PBT/PET yarn.
The creep model of PBT/PET yarn is shown in Figure 10, which consists of four components, and the parameters of each component are marked in the figure. Creep model of PBT/PET yarn.
The total strain ε generated by the model is the sum of the strains of the Hooke spring, the Kelvin model, and the Newton dashpot,
23
that is ε = ε
1
+ε
2
+ε
3
. The constitutive equation of the model is:

It can be simplified as equation (7):
Creep fitting equation of PBT/PET yarn with different treatment methods.

Viscoelastic parameters of PBT/PET yarn creep.

The simulation effect of the model is shown in Figure 10. It can be seen from the figure that the fitting curve is very close to the measured data, and the correlation coefficient is greater than 0.98. Therefore, the model can better simulate the creep process of PBT/PET yarn. It can also be seen from Figure 11 that under the same external force, the elongation of PBT/PET yarn after heat-moisture treatment is much larger than that of PBT/PET yarn after dry-heat treatment, and the rate of slow elastic deformation in the initial stage is also faster than that of PBT/PET yarn after dry-heat treatment. Comparing the data in Table 6 and it can be seen that the elastic modulus E1 of PBT/PET yarn after heat-moisture treatment is smaller than that of PBT/PET yarn after dry-heat treatment. In the initial stage of stretching, when t = 0, only elastic deformation occurs at this time. PBT/PET yarn after heat-moisture treatment is more likely to deform, which is manifested in large deformation under a small load, that is, the initial modulus is lower than that of PBT/PET yarn after dry-heat treatment. With the increase of time t, PBT/PET yarn after heat-moisture/dry-heat treatment enters the region of slow elastic deformation, and the slow elastic deformation occurs continuously and increases gradually. But the rate gradually decreases and eventually tends to a straight line; The elastic modulus E
2
and viscosity coefficient η
2
of PBT/PET yarn after heat-moisture treatment are smaller than those of PBT/PET yarn after dry-heat treatment, and the slow elasticity is higher than that of PBT/PET yarn after dry-heat treatment. For Newtonian η
3
, there is no effect on the stretching of the yarn at the initial stage, which determines the irreversible deformation of the yarn. And increases with time. Comparison of creep fitting curve and measured data of PBT/PET yarn.
It can also be seen from Table 6 that the non-recoverable deformation of PBT/PET yarn after heat-moisture treatment is higher than that of PBT/PET yarn after dry-heat treatment, which is caused by the difference in macromolecular structure. The macromolecule of PBT/PET yarn after heat-moisture treatment has the interference of water molecules, and the interaction between molecules is reduced. The stretching and retraction of the yarn become easier, and the fracture of the macromolecular chain is easier, so the non-recoverable plastic deformation is larger. Therefore, the elastic deformation, slow elastic deformation, and plastic deformation of the yarn can be fully reflected by the four-element model. It is suitable to describe the creep behavior of PBT/PET yarn. 24
Conclusions
The use of PBT/PET yarn fabric products will go through dyeing, finishing, and other processes, which will expose the yarn to a high temperature or high temperature and humidity state. In this paper, the tensile mechanics, elastic recovery, stress relaxation and creep of PBT/PET yarn before and after different heat treatment processes are studied. It is found that the crystal structure and crystal orientation of the fiber affect the strength and elongation of PBT/PET. After heat-moisture/dry-heat treatment, the breaking strength of the yarn decreases and the elongation at break increases. After heat-moisture/dry-heat treatment (100°C, 25min), the breaking strength of the yarn both decreased by 8.43%, and the elongation increased by 35.62 % and 14.04 % respectively, the effect of heat-moisture treatment is better than that of dry-heat treatment, which is consistent with previous studies. The elastic recovery of PBT/PET yarn after heat-moisture/dry-heat treatment becomes more excellent, and the elastic recovery rate increases more obviously with the increase of heat treatment temperature. The elastic recovery rate of PBT/PET yarn after dry heat treatment at 160°C for 25 min reaches 80.81 %. By establishing the mechanical model of PBT/PET yarn, the consistency of macroscopic performance was verified from the perspective of microscopic parameters. According to the results, in the dyeing and finishing process of PBT/PET fabric, the appropriate temperature can be selected for the development of subsequent products.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors acknowledge the financial supported from the Fundamental Research Funds for the Central Universities (JUSRP122003) and the Natural Science Foundation of Jiangsu Province (BK20221094) and Inner Mongolia Autonomous Region science and technology plan project (2023YFKL0001).