
Abstract
Modern science and technology constantly require new and novel materials with special properties. Over the past decade, Nanocomposites materials have received significant attention as active materials in components ranging from sensors to biomaterials, electronics devices to structural parts. These novel composites have applications in many areas, such as energy, insulation, manufacturing, and the modern building industry. However, not all applications have the same requirements in terms of acoustic insulation, so it is useful to adapt the kind of core materials and their product specifications, such as particle size and porosity, to the different applications. Furthermore, in some applications, cheaper core materials, like precipitated silica, would be a reasonable alternative to replace the time-consuming series of measurements. Because of many bad conditions that affect acoustic insulation properties in modern buildings. And to summarize recent applications of nanotechnology as they relate to textile fibers, yarns, and fabrics for improving acoustic insulation in modern buildings and civilian communities, this paper discusses the ability to apply 3D woven spacer fabric (3DWSF) composite materials reinforced with epoxy, rigid polyurethane foam, and silica nanoporous particles, which were prepared by the sol-gel technique. Four samples had been prepared, all of these samples were textile composite materials, and reinforced with two types of nano silica 99.8% SiO2; mesoporous Ns particles with porosity up to 83%, true density 0.08 g/cm³, and particle size between 100 and 2000 nm and pore size 70–150 nm, which had been prepared by Sol-gel technique, and nonporous Aerosil®200 particles with surface area 200–225 m2/g, true density 0.25 g/cm³, and particle size between 2 and 20 nm. We used rigid polyurethane foam as core material, and epoxy resin for laminating the fabric. 3D spacer E-glass fabrics, and chopped E-glass microfibers had been used. The weight percentage of silica nano particles which were used in this research was 5% by weight, which was better for economic reasons, and enough, to enhance the acoustic absorption coefficient up to
Introduction
Nanomaterials are becoming an important product of nanotechnologies. Nanomaterials are usually considered to be materials in which the average particle size is smaller than 100 nm in at least one dimension. Although the term nanotechnology (NT) is relatively new, the underlying technology is old, because the term “sub-micro” was used in the production of tiny particles of polymers and copolymers. Within this size range (between 1 and 100 nm), the properties of the nanomaterials are quite different from the properties of the bulk materials. 1 Nanotechnology can be used for design and construction processes in many areas, since nanotechnology-generated products have many unique characteristics. These characteristics can, again, significantly fix current construction problems, and may change the requirements and organization of the construction process. As a result, nanomaterials are developed to exhibit novel characteristics such as increased strength, chemical activity, or conductivity compared to the same material at bulk scale. Generally, the physical, chemical, electrical, and acoustic properties of nanocomposite materials are size, shape dependent, and often exhibit differences from the bulk properties. 2
Polyurethane foam materials are often used for sound-absorbing and thermal insulation materials due to their lightweight and ease of cutting and installation. However, such polymers have poor thermal stability, and hidden safety risks. However, these materials have the characteristics of sensitivity to ambient humidity, poor thermal stability, and low flame resistance, apart from their relatively poor thermal insulation properties. Inorganic fibers, mainly glass wool, mineral wool, etc., could be used as sound-absorbing and thermal insulating materials and have a better sound absorption coefficient and thermal insulation performance compared with organic materials. However, these fibers are dense, fragile, and brittle, forming powders that can interfere with breathing and cause itching. 3
Developments in the field of textile reinforced composites have been increasing in the last several years. In the first composite materials developed, fibers were used as reinforcement elements. Textile materials such as staple fibers, strands, filament yarns, cables, and two-dimensional textiles are widely used as reinforcement elements in composite materials. Spacer fabrics consist of two outer surfaces and a connection layer between those outer surfaces. Spacer fabrics can be classified as three-dimensional textiles. Three-dimensional textiles are defined as structures that have three different yarn systems (x, y, and z) inside. Thanks to their special characteristics, spacer fabrics have different properties, which cannot be met by conventional textiles. Spacer fabrics can be used in different application areas. The special characteristics of spacer fabrics present different opportunities as a reinforcement material in composite structures. There have been some studies in the literature about the application of spacer fabrics in composite structures. However, these studies are at the beginning stage. 4
Three-dimensional looms, with integrated structure and overall performance, which have great potential to be applied in the insulation industry, civil construction, and other fields, weave three-dimensional woven fabrics. Reasonable structural design can make the 3D fabric reinforced composite lightweight and have a large void, which can expand its application in the fields of sound absorption and heat insulation.
However, there are few studies on the sound absorption of 3D fabric-reinforced composites. 3
As 3D composite materials have strength limitations due to their hollow structure, determining their behavior and mechanical properties under load as acoustic insulation is important to increase the areas where they can be used. In this regard, the objective of this study was specifically to enhance the weather and environmental resistance and noise absorption properties of 3D spacer composites by employing nanoscience and nanotechnology with mesoporous silica nanoparticles to reinforce the epoxy resin and rigid polyurethane core systems. 5
The size, distribution, and density of the pores within the nanostructure play an effective and influencing role in the performance of the soundproofing material, as well as with regard to the type of those pores, whether they are closed or open pores. The outstanding sound absorption performance of these new silicon structures is mainly attributed to the airflow resistance caused by the structural characteristics of the material structure, which include semi-porous structure, pore size, and thickness, thus increasing the diffraction of the sound wave path direction and slightly reducing the porosity of the material, which changes the path of wave propagation. 6
As a result, the specimens will show improved acoustic absorption, much higher than the open-cell structures. Recently, studies and research have proven that increasing the thickness of the fabric layers will improve more than the sound absorption due to the increase in density of the structure, but it will also cause an increase in weight and cost, which is undesirable, especially when the difference made by adding a small percentage of a nanomaterial is sufficient in terms of performance and acceptable in terms of cost. 7
The use of traditional technologies (such as rock and glass wool, glass fibers, and non-woven fabrics) is still available in the industrial and commercial markets for building sound insulation products, but it has many disadvantages despite its low cost, including its low resistance to moisture and high temperature, the most important of which is the high thickness, not less than 10–15 cm. The sound absorption coefficient of the traditional sound insulation of the polyurethane foam panels spread in the market does not exceed the value 51.42% only, while by testing the specimens in this research, the sound absorption coefficient of this novelty insulation (composite material of 3D Spacer Fabric laminated with resin-polymer, which is supported by nanoporous silica granules and microfibers) reached 99.79%, which is almost complete sound insulation.
In comparison with reference studies, products, and technologies related to the subject of this research, its results and samples are distinguished, through the ability to develop the concept of almost complete acoustic insulation of buildings, through the use of a composite material of 3D Spacer Fabrics, and by invoking the simplest and least expensive nanotechnologies. As a single product, it bears the impact of harsh weather factors, and the reduction of thickness, weight, and density as much as possible, helped to overcome the monopoly of European and international companies on modern insulation technologies that use costly nanotechnology such as spray drying and aerogel blankets.
Subject and the extent of the research
The theory of noise, sound absorption, and acoustic insulation
Noise, which enables us to communicate with our voices, can also prove to be a source of stress in our civilization. Indeed, we come across it everywhere, be it from lanes of traffic or house fittings. The evolution of society means that we are forever subjected to noise, especially in built-up areas of housing and office accommodations. Sound is a “pressure” wave, which propagates through gases, liquids, and solids. The rapid vibration of materials creates this wave. A pure tone is characterized by its frequency (f), measured in Hz (Hertz) and its pressure level in dB (decibels). Audible frequencies, are between 20 and 20,000 Hz, We speak about
8
: • Infra-sounds below (20) Hz, • Low pitched sounds from (20 to 350) Hz, • Medium pitched sounds from (350–1500) Hz, • High pitched sounds from (1500 to 20,000) Hz.
Measurements in building acoustics are made over a frequency range, which goes from (100–5000) Hz. 8
When a sound wave reaches one surface, part of its energy (incident energy Ei) is reflected toward the same-half space from where it came (reflected energy Er). Non-reflected energy is usually expressed as the sum of two terms: transmitted energy Et and absorbed energy Ea. The first one is the part of the energy that passes through the surface or wall and generates another acoustic wave at the other side of the wall; the second one is the part of the incident energy that is dissipated at the surface, (Figure 1). Possible destinations of the acoustic energy that reaches a surface.
9
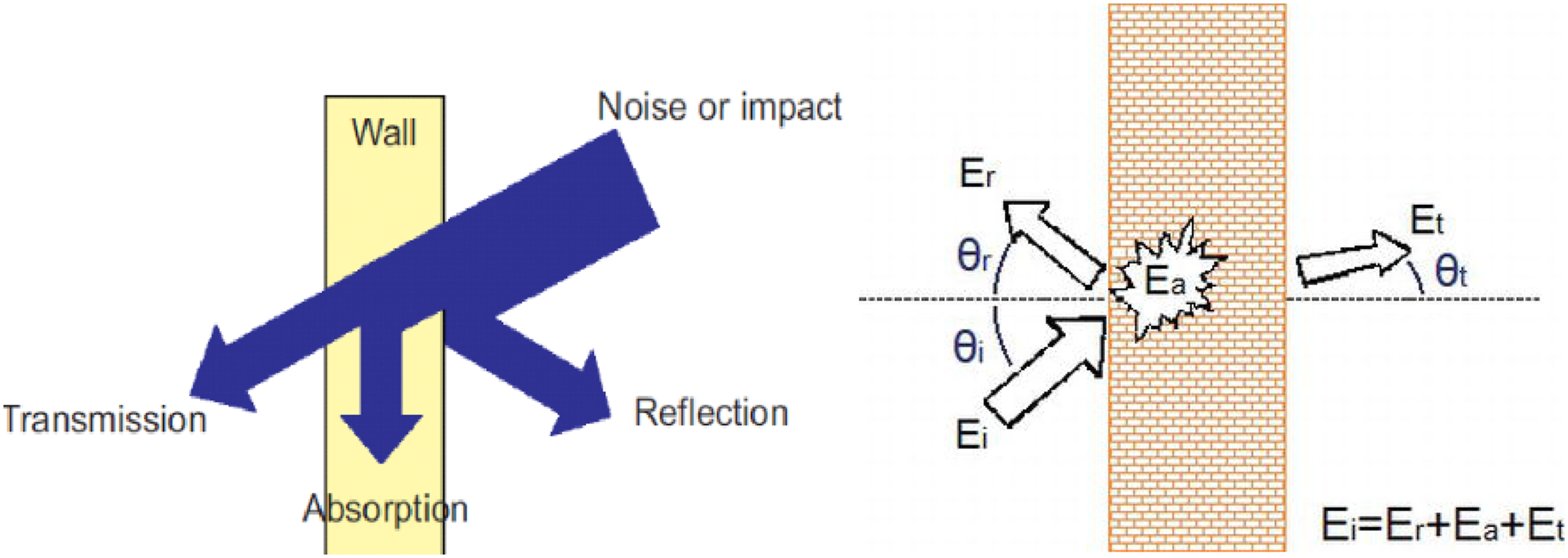
Let
Acoustic absorption is the phenomenon by which acoustic energy is transformed into another type of energy: thermal, mechanical, or deformation energy. The acoustic absorption coefficient

The more energy is absorbed, the less energy should be transmitted, and vice versa. In other words, a good insulating material is bad for acoustic absorption, as a high value of

It should be taken into account that for a fibrous absorbent material to work well, its pores must not be clogged. When they are mounted in a polluted environment, their performance will decline if the pores become saturated with particles. Sometimes, to protect them, they are covered with fabric, resin, or even a grid or perforated plate, although strictly speaking, some acoustically active surface is lost. They should not be covered with rigid materials that hide them completely, since it is necessary that the porous/fibrous surface be kept available to absorb the sound. The thickness of an absorbent material is very important for its performance; the greater the thickness, the more the opportunities to lose energy for the incident wave. 9
Woven spacer fabric composite
A sandwich composite plate is made up of reinforcing textiles and core materials, which are lightweight and have high production efficiency, excellent performance, and energy conservation properties. Consequently, it has been widely used in many fields, including civil, mechanical, and biological engineering, as well as in wall boards, ships, and cars.
There are two types of spacer fabrics: woven and knitted. Woven fabrics have good properties of durability and hardness required for use as insulating materials in buildings (ceilings, walls, floors), while knitted fabrics have good properties in terms of flexibility and flow, which makes them more suitable for clothes and for insulating pipes and exchangers, compared to woven ones.
The traditional sandwich composite plates are made up of 2D upper and lower surface layers and a core layer, which is prone to deboning problems in the loading, leading to the failure of the plate. However, compared with the cross-linking structure of the WSF (Woven Spacer Fabrics), the joint point strength of the suture structure is relatively low and prone to failure. Additionally, the WSF sandwich composite plate has very high cementation strength and skin-core layered resistance, which solve the stratification problem of traditional sandwich composite materials. It has potential applications in heat and sound insulation performance, construction, electronic textiles, shock absorbers, fan blades, vehicles, and so on. 10
At present, the structural design of WSF can be divided into two categories: the first is the ground fabric structure design, such as plain and twill; the second is the internal connection design, including core yarn and cross-linking structure, which is woven through a manual stacking process. The common structural shapes of cross-linking structures WSF include rectangular, triangular, trapezoidal, X-shaped, and hexagonal, as shown in Figure 2. The core yarn structure includes an internal design “8” shape (Figure 2(a)), “S” type, “1” shape, etc. Meanwhile, cross-linking structures, such as internal design, are triangular (saw tooth) type (Figure 2(b)), trapezoidal type (Figure 2(c)), X type (Figure 1(d)), hexagonal shape (Figure 2(e)), and rectangular single or double walls (Figure 2(f)).
10
Weaving route and model of WSF: (a) “8” core yarn spacer structure, (b) triangular (saw tooth) spacer structure, (c) trapezoidal spacer structure, (d) x-spacer structure, (e) hexagonal structure, and (f) rectangular spacer structure.
10

A comparison of the properties of rectangular, triangular, and trapezoidal WSF showed that the overall mechanical properties of rectangular WSF are greater than those of triangular and trapezoidal WSF but smaller than those of the “8” core pile structure. 10
The WSF for upper and lower ground fabrics is generally woven through plain, twill, and satin. The plain fabric has the characteristics of many interwoven points and a stable structure, whereas twill and satin fabrics have fewer interwoven points and longer floating lines. Compared with satin and twill structures, the plain fabric structure is tighter, not easy to slip off yarn, has greater stability and symmetry, and has good mechanical properties. 10
The WSF of internal fabric connections belong to cross-linking structures, and each fabric part of its cross-linked structure is a 2D fabric that is woven with a pass sword loom, 3D loom, and other equipment. Its length can be controlled by changing its weft insertion, whereas the thickness and weaving pattern can be controlled by changing the weaving mode. Furthermore, the warp yarn is divided into two groups, one is weaving upper and lower ground fabrics, and the other is weaving the middle layer (Piles), as shown in section view in Figure 3. (a) Dry 3D glass fiber fabric, and (b) the piles in section view.
5

At present, the dominant processing technology for the WSF sandwich composite plate includes preparing a composite of resin and filling it with foam. This process begins with composite preparation, followed by filling, or filling first and then preparing the composite.
The main difference is that the core layer in the first method is impregnated with resin, which can effectively improve the bearing capacity in the loading process, but the internal connection structure combined with the interface with foam is poor, which worsens the integrity of the plate, resulting in shear failure. The second preparation process can produce excellent integrity and good synergy between the filling material and the internal connection structure, but the carrying capacity is worse compared with that of the first preparation method. In the actual preparation process, fiber stiffness depends on the choice of preparation method. For fibers with greater stiffness (such as carbon fiber, glass fiber, and basalt fiber), the method of first preparing the composite and then filling is generally adopted. Polyurethane (PU) foam, phenolic foam, and concrete, are widely used as core materials, because of their lightweight, high strength, and low thermal conductivity. 10
To enhance the mechanical and soundproofing properties of PU foam and the WSF composite matrix, we added nanostructured mesoporous silica particles to the closed cells polyurethane microporous foam, and epoxy resin matrix, and this greatly enhanced the acoustic absorption coefficient of 3DWSF composites, as an insulation material in modern buildings, as shown in the experimental section of this research.
Experimental procedure
Materials
In this research, the 3D glass fabrics used in the study were fabricated from E-glass fibers with a WSF “8” shape design and plain 1/1 for ground fabrics, as shown in Figure 4. The structure of this fabric is similar to “8” shape design WSF referred in Figure 2(a). The woven fibers had a total thickness of 20 mm (after being resined and laminated with epoxy, the total thickness of WSF was reduced to 8–10 mm), density of warp 9 ends/cm, density of weft 4 ends/cm, a density of 2000 g/sqm, width of fabric 1.27 m, and made by China Beihai Fiberglass Co. LTD. The E-glass chopped strands are micron fibers with (Ø9 micron) and (9–12 mm length). Images of used 3D woven spacer fabric, 20 mm, 2000 gr/sqm, plain 1/1, and “8” shape design.
The resin used as the matrix material in the system is an epoxy amine based resin that is commercially available, and it was applied in a mixing ratio of 1:0.5 (resin: hardener) by weight.
The rigid PU foam used as polymer matrix and core material (thickness 20–25 mm), is closed-cell poured foam and commercially available, and it was applied by mixing two components by weight at a ratio of 1:1.1 (polyol: isocyanate).
Properties and specification of Silica nano particles.

The first type is commercially available under trade the market Aerosil®200, (Figure 5). And the second one Ns was made in a laboratory from commercially available meta-sodium silicate with ethanol and water by sol-gel technology (hydrolysis and condensation reactions), aged for 48 h at room temperature, then cured for 2 h at 70°C, for 1 h at 120°C, and thermally treated for 20 min at 400°C. SEM and TEM images of Aerosil®200 particles.
11

After that, Ns nano particles had been analyzed using SEM imaging, as shown in Figure 6, and the XRD method, as shown in Figure 7. SEM images of prepared Ns particles. XRD spectrum of: (a) the reference silica SiO2, and (b) the prepared Ns particles.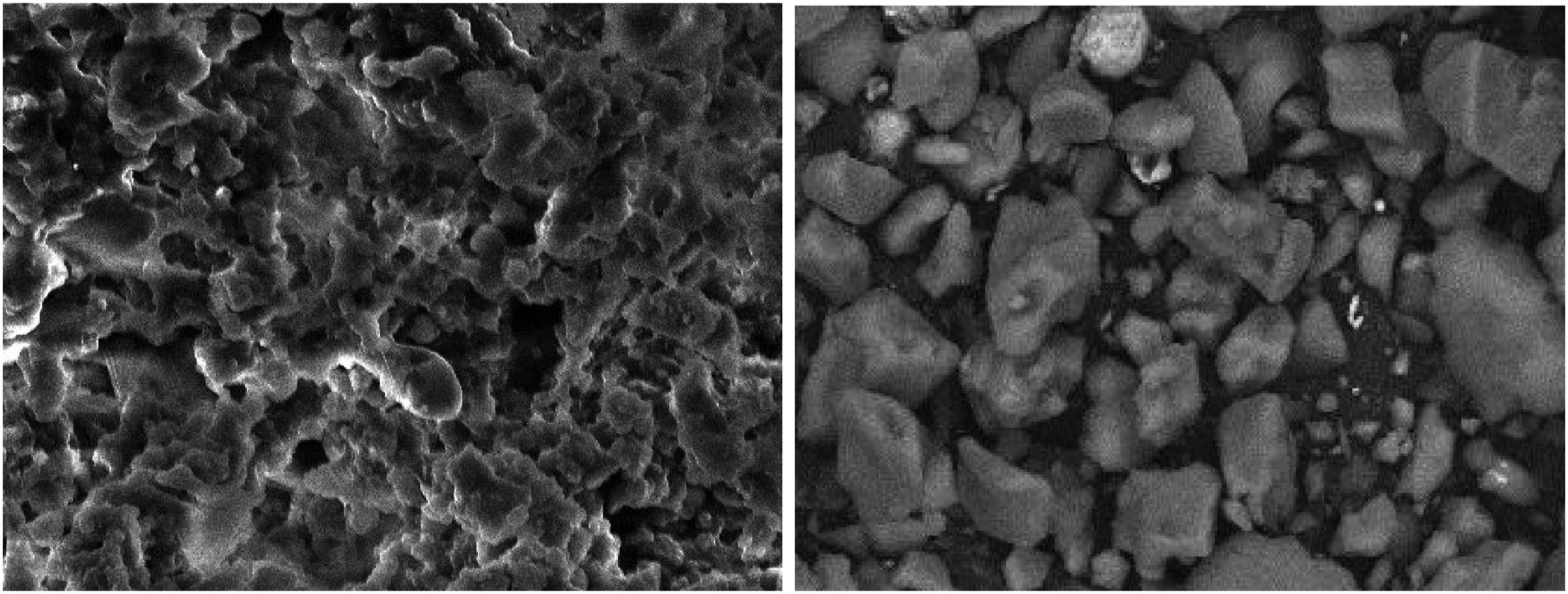

As in Figure 5, with regard to the Aerosil®200 material, the dimensions of the granules are between 20 and 100 nm, and the granules are lumpy and do not contain porous spaces. But the dimensions of the granules are between 100 and 2000 nm, and the dimensions of the pores are between 70 and 150 nm, for the NS Nanoporous silica material, which had been prepared in this research.
By comparison between the reference XRD spectrum of fumed silica SiO2, and the XRD spectrum of the NS Nanoporous silica material, which had been prepared in this research, it was found that the NS nanoparticle material’s morphology is amorphous, and it belongs to silica SiO2.
Composite manufacturing
A hand lay-up method (with super professional and practiced hands) was used to produce the WSF nanocomposite in order to ensure uniform wetting, and to avoid the formation of a resin pool. So, the weight fraction of the reinforcement matrix is W R = 50%, and for the resin/polymer matrix was W p = 50%.
The specimens were allowed to cure for 48 h at room temperature, and then they were subjected to post-curing for 20 min at 70°C.
Composition (wt. %), and specification of acoustic insulation specimens.

The epoxy resin and PU foam were reinforced with nano-SiO2 with 5 wt. %. The mix of the resin and SiO2 nanoparticles was prepared by hand stirring for 5 min at room temperature. Metal covered mold (12 × 12 × (5) cm) with (static weight) was used for pouring the PU foam core material.
Therefore, the following shows the definition and description of each sample separately, where differences between them can be noted in terms of components and composition: 1. The first specimen: a 3D woven spacer fabric type E-glass of thickness 20 mm, supported by granules of nonporous silica Aerosil®200, and a polyurethane rigid foam with a density 50 kg/m³, with chopped glass fibers (E-glass) with a diameter of 9 microns and a length 8–12 mm. And laminated with a layer of epoxy coating. 2. The second specimen: a 3D woven spacer fabric type E-glass of thickness 20 mm, supported by granules of nanoporous silica Ns, and a polyurethane rigid foam with a density 50 kg/m³, with chopped glass fibers (E-glass) with a diameter of 9 microns and a length 8–12 mm. And laminated with a layer of epoxy coating. 3. The third specimen: a 3D woven spacer fabric type E-glass of thickness 20 mm, and a polyurethane rigid foam with a density 50 kg/m³. And laminated with a layer of epoxy coating. 4. The fourth specimen: a polyurethane rigid foam with a density 50 kg/m³.
So, the process of manufacturing the sound insulation samples could be summarized as follows: a. The silica nanoparticles (Aerosil®200 or Ns) were mixed with polyol. And the chopped microfibers type E glass were added to isocyanate. Hence, the effect of nanoscience on increasing the specific surface area of the structure (m2/gr). b. Then, the previous homogeneous mixtures were mixed together and poured into a mold, to foam the final mixture to the required dimensions. c. Two layers of (20) mm thick 3DWSF glass fabric were added (only two upper and lower layers to surround a thickness not exceeding 45 mm for the aforementioned foam mixture), in order to provide the structure with rigidity and flexibility sufficient for the need of the application (soundproofing). d. As for the mixture of epoxy and silica granules, the two layers of the 3DWSF were impregnated with it manually with a brush.
The final dimensions of the first three specimens are (10 × 10 × (4.5) cm), and for the fourth one, they are (Ø8.5 × (4.5) cm).
Sound absorption test
As shown in Figure 8, four specimens had been tested for determining the sound absorption coefficient R
w
%, as results shown in Table 3, at the Textile and Spinning Engineering Department at Aleppo University, using a Sound Absorption Advice, by using sound absorption program (Sound Card oscilloscope/Christian Zeitnitz/Germany), (Figure 9), and by taking into consideration the American Standard.
12
Sound insulation specimens, which had been prepared in this research. The sound absorption coefficient R
w
% for each specimen. Frequency 1000 Hz. (a) Sound absorption advice, and (b) sound absorption program screen.


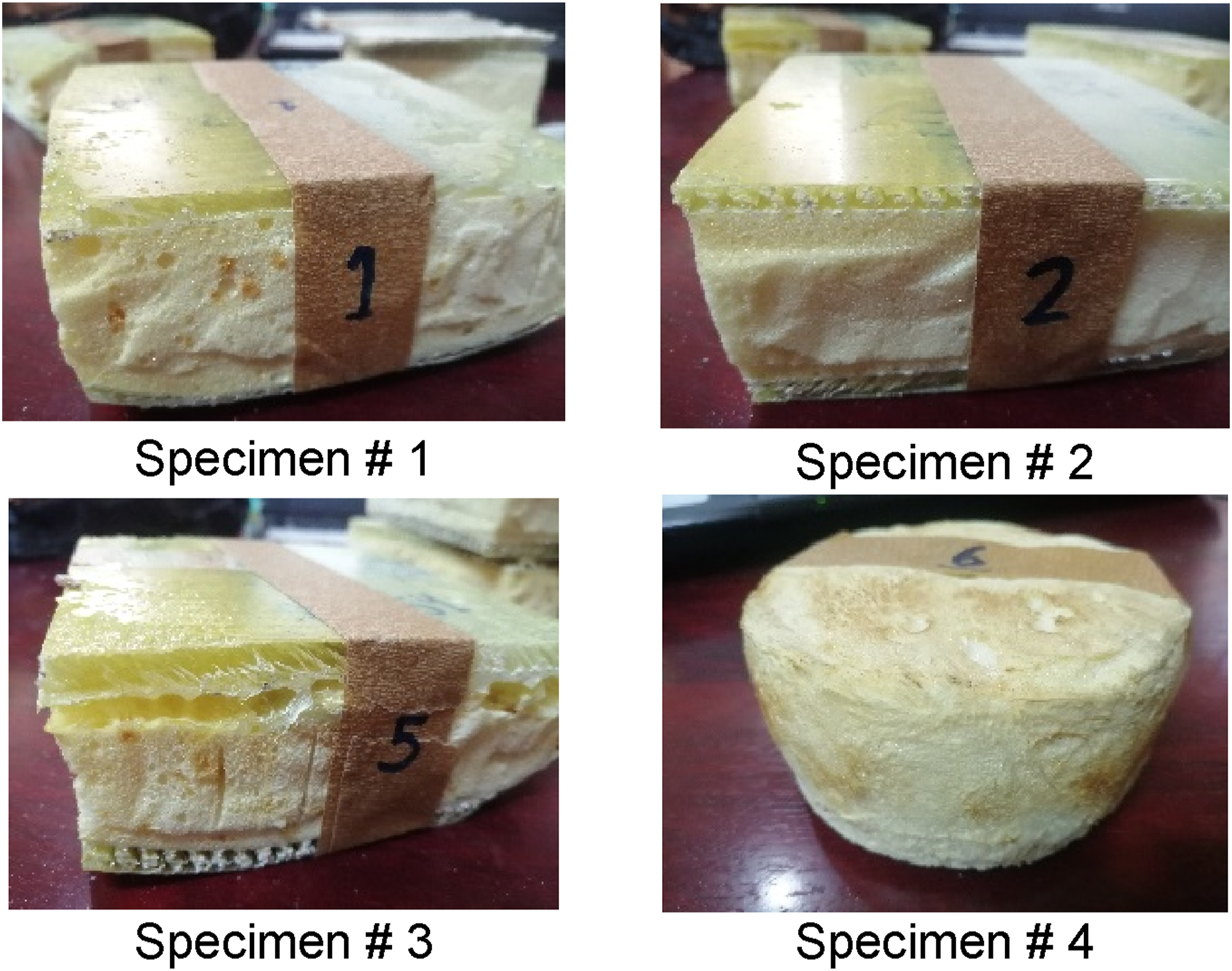
Accelerated aging test (environmental and weather resistance)
As shown in Figure 10, the four specimens had been tested and accelerated for continued 24 h (which means aging for 1 year), and under extreme conditions (UV 100%, heat 50°C, and humidity 100%), at the Industrial Research Center, The Ministry of Industry, Damascus, Syria. • Surface yellowing in all specimens; is due to the low quality and low UV-resistance of the used epoxy coating film. This problem could be solved by using UV-resistant epoxy, but it will be highly cost effective. • Clear yellowing in specimen #3; it reaches the interior structure, which does not contain nano silica particles. • Slight yellowing of specimens #1 and #2; it is closer to the surface than the interior structure, which contains nano silica particles. Accelerated aging test specimens. (You can notice the yellowing of the left half side of each specimen).
Conclusions
In references and recent studies that are related to this research, it was found that the overall performance of the “8” shape and rectangle is better than that of the triangle and trapezoidal structures, and the simple ground-fabric structure (plain 1/1) improves the integrity properties of the plate, because of its good stability and symmetry. So we used WSF fabrics with “8” shape inertial structures to build the 3D composite material.
The results obtained from this recent research are summarized as follows:
All samples were prepared in one thickness 45 mm, to compare the performance of each sample in absorbing acoustic wave energy, with or without nanotechnology, and when stabilizing the thickness parameter.
As for the density index for each sample, it was noted from the results of this research that the addition of nanoparticles does not significantly affect the density and weight of the final product. The density of the first three samples is five times greater than that of the conventional insulator (the fourth sample). But the addition of nanoparticles and microfibers to resin or core materials improves their acoustic insulation properties.
The best sound absorption could be achieved by using mesoporous silica nano particles, and soundproofing of an insulator using this porous structure is better than using a nonporous one. Also, the weather and environmental conditions resistance of mesoporous 3DWSF composites is better than that of nonporous 3DWSF composites.
The Semi-porous core material comes from closed cells of PU foam and porous Ns (Nano silica particles).
The filling and molding processes are commonly conducted using hand lay-up technology. However, this technology cannot provide uniform and stable plates due to its lower automation and industrialization.
Returning to the results of the reference studies related to the subject of this research, such as,3,10,13 and, 7 it can be noted that this research is unique in the rate of absorption of sound wave energy, which reached a value of (99.79%) on the one hand, and on the other hand, in the use of 3DWSF as a reinforcing textile material for the composite matrix with epoxy, polyurethane rigid foam, and nanoporous silica particles, which was prepared using the simplest and least expensive method of nanotechnology.
This paper has reported the standardized characterization of 3D woven spacer fabric composite materials reinforced with epoxy, rigid polyurethane foam, and silica nanoporous particles, which were prepared by the sol-gel technique to produce sustainable sound absorbers in modern buildings. This paper also presented a distinguished comparison between mesoporous 3DWSF composites and nonporous 3DWSF composites in terms of the efficiency of each of them in absorbing sound wave energy. And as the results of this research showed, the sound insulation samples that were made of three-dimensional composite textile materials by using nanotechnology were superior to the performance of those traditional PU foam samples.14–17
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.