
Abstract
The study aims to provide valuable insights into the development of sustainable and cost-effective composite materials, particularly focusing on the combination of palm fiber and jute fabric. The inclusion of palm fibers significantly enhances the stiffness and strength of the composite. The research involves the fabrication of composites with a consistent fiber-to-polymer ratio of 20% in all samples. However, the proportions of the various reinforcing components varied in each sample, with the palm fiber ratio to jute fabric set at 40%, 70%, and 100%. The resulting curved beam, designed as a low-speed collision bumper, surpasses its commercial counterparts in deflection. Increasing fiber volume percentages contribute to enhanced bending stiffness and flexural strength. Notably, the optimal ratio of 70% demonstrates the highest impact energy, surpassing the 40% ratio sample by 150%. The study underscores the successful production of a low-impact bumper through the synergistic reinforcement of jute and palm fibers. It emphasizes the specific optimal ratio (70%) as a substantial contribution to the sustainable development of composites for effective low-impact bumpers.
Introduction
In recent decades, heightened environmental awareness has spurred extensive research on eco-friendly composites as substitutes for synthetic fibers. Natural fibers, exemplified by Sugar Palm Fiber (SPF), are increasingly utilized in polymer matrix composites due to their unique qualities, such as resilience and water resistance. 1 Europe’s composite production reached 480 thousand metric tons in 2020, with projections estimating a rise to 590 thousand metric tons by 2028. 2
In addition to various industrial textile applications, natural-fiber-polymer composites find extensive use in sectors such as automobile, aerospace, defense, and transportation industries. Their consumption is steadily increasing at a triple-growing rate, surpassing the average growth rate of other composite materials. 3 Palm tree fiber composites, known for their strong fiber-matrix adhesion, are widely preferred across diverse industries due to their robust and enduring characteristics.
Agricultural remnants globally provide abundant natural fibers, with chemical alterations like alkali treatment enhancing their performance in polymer matrices.4–7 Alkali-treated natural fibers, particularly palm fibers, are gaining traction for applications prioritizing weight reduction, biodegradability, and sustainability.8–10 The extraction of palm fibers from date palm waste presents an environmentally friendly solution, considering the annual disposal of two million tons of date palm waste globally. 11
The focus on eco-friendly materials extends to diverse products, including agro-residue-based composites and natural fiber polymer composites, particularly in the automotive sector.12–14 Natural fibers like palm fibers, with their high strength and stiffness, offer advantages in weight reduction, cost-effectiveness, and recyclability. 15 It can be inferred that the inclusion of date palm leaf fiber depends on its characteristics, particularly fiber-matrix adhesion. Palm fiber composites’ mechanical characteristics and performance are greatly influenced by fiber-matrix adhesion. It has an impact on the interfacial bonding of the fiber and matrix, which in turn has an impact on the composite’s overall strength, stiffness, and durability.16,17
Natural fiber is bio-degradable, derived from renewable resources, and requires a small amount of energy to process.18,19 Investigating the carbon dioxide contribution of natural fibers in the environment during the growing and processing, it is concluded that natural fiber production was eco-friendly both at the growing and processing stages. 19
The utilization of date palm fibers in polymeric composites enhances mechanical properties, reduces production costs, and provides an eco-friendly alternative to traditional reinforcements.20,21 However, challenges exist, including variations in fiber characteristics impacting mechanical qualities and poor interfacial bonding between hydrophobic polymers and hydrophilic palm fibers.22,23
Natural fiber polymer composite bumpers, exhibiting a favorable combination of properties, benefit from hybridization techniques to enhance mechanical strength without adding weight.24,25 The research gap lies in understanding the optimal combination of jute and palm fibers for achieving the best mechanical properties and impact resistance in automotive bumpers. Various techniques were practiced enriching the physical behavior of natural fiber. Amongst different methods, hybridization is a unique technique to enhance composite performance parameters like mechanical strength, dynamical properties, thermal behavior, vibration, acoustic behavior, and without any weight addition. 26 The water resistance of different natural fibers compared to palm fiber was investigated in several studies. In one study, it was concluded that sugar palm fibers demonstrated the best water resistance. 27
The research gap in jute/palm fiber polymer composites for bumpers is the limited understanding of the optimal fiber combination for optimal mechanical properties and impact resistance. Utilizing these fibers in automotive bumpers holds promise for enhancing impact resistance, reducing weight, and cost-effectiveness. The inherent strength and stiffness of palm fibers contribute to reinforcing the composite, potentially improving overall structural integrity. This exploration aims to comprehensively investigate the mechanical aspects of these composites for automotive bumpers, emphasizing the intricate interplay between natural fibers and polymer matrices. Through systematic analysis and empirical studies, this paper aims to provide valuable insights into shaping the future of sustainable materials in the automotive industry.24,25 Oil palm fiber loading in some polymeric matrices improved the strength of the resulting composites whereas less strength was observed in some cases. 28
Previous studies have investigated the feasibility of employing natural fibers as reinforcement to enhance the mechanical, physical, and thermal characteristics of polymers. Different fabric types and fibers possess unique mechanical and physical properties. By combining them in a composite, engineers can tailor the material to meet specific performance requirements, achieving a balance of strength, flexibility, and other characteristics. The primary objective of this study was to fabricate a composite bumper beam using polyester resin and reinforcements composed of jute and palm fibers. This composite material holds potential for various applications, including the replacement of automotive bumpers. The laminated structure of the bumper and other automotive components incorporates a composite material consisting of polyester resin, palm fiber, and jute fabric. 29
This study examined the mechanical properties of a natural fiber-reinforced thermoplastic composite material made by combining palm fibers with jute woven fabric, the hybrid composites were fabricated by compression molding process. Incorporating various types of fabrics and fibers allows for the optimization of strength and stiffness in different directions within the composite. This can result in a material with improved overall mechanical properties. The deformation behavior of manufactured samples was investigated and damage in composite laminates subjected to free-fall weight impact tests and Izod-type impactors under low-velocity dynamic loading. It was developed and its mechanical performance was tested in a curved composite construction designed to be an automobile bumper.
Incorporating a hybrid blend consisting of palm fiber and jute fabric with diverse constructions, alongside the innovative composite structure, stands out as a notable feature in the current study.
Materials and methods
Materials
Palm fibers
This research explores the production of green composites utilizing commercially opened palm leaves, as illustrated in Figure 1. To create an eco-friendly product with favorable mechanical properties for green composite applications, by employing palm fibers sourced from local palm trees, specifically the Phoenix dactylifera. This material is entirely biodegradable and compostable, showcasing a specific tensile strength comparable to that of flax, hemp, and sisal
30
The palm fibers are shown in Figure 1. Dried raw palm fibers.
Jute fabric
Jute fabric, recognized as one of the most prominent natural bast fibers, is utilized in this experiment, as depicted in Figure 2. The diverse applications of jute largely rely on its capacity to absorb energy, as well as its suitability for static and dynamic strength analyses.
31
In Table 1, you can find the specifications of jute fabrics, encompassing fabric design, fabric weight with ASTM 3776,
32
the number of warp and weft per centimeter with ASTM D3775-17,
33
and the count of warp and weft yarns with ASTM D1059-17.
34
A composite reinforcement is then fashioned through the amalgamation of jute and palm fibers. Jute fabrics. The specifications of the jute fabrics.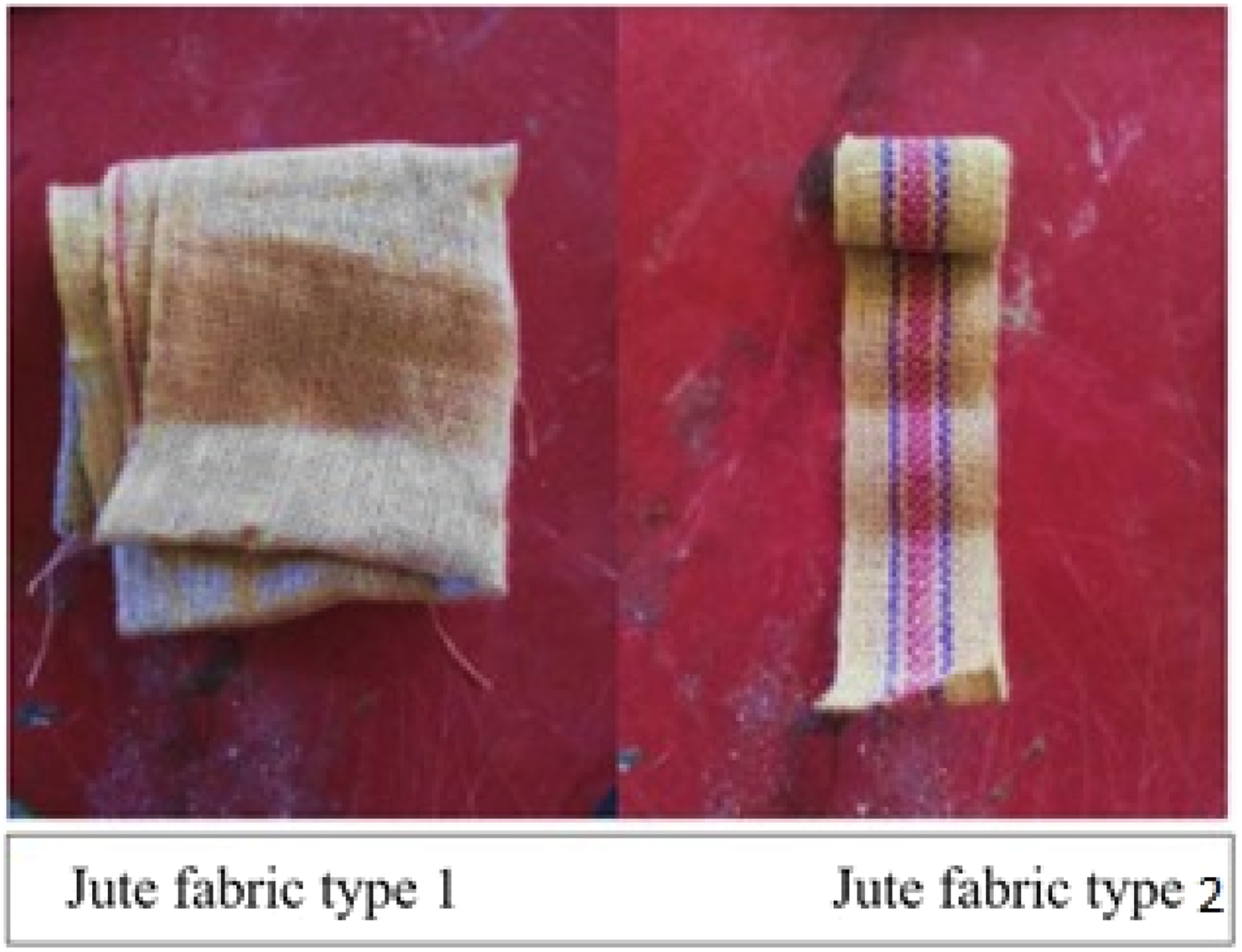

Matrix
Unsaturated polyester serves as the matrix, comprising two chemical components acting as a base and hardener. This polymeric thermosetting material is cost-effective, with raw material costs at a low price. The blending ratio between the two components is 100 parts base (unsaturated polyester) to 1 part hardener (MEKP - methyl ethyl ketone peroxide).
Preparation of Composite samples
Fabrication of composite samples for investigation of reinforcement properties
The hand lay-up process was employed to craft composite samples, allowing them a week to cure in a typical room environment before undergoing a series of mechanical tests. All composite samples were shaped into boards measuring 300 mm × 200 mm x 8 mm. Subsequently, the samples were cut into various sizes to meet the mechanical testing requirements.
By following these steps, you can successfully hand-lay a composite using polyester resin with palm fiber and jute fabric as sandwich-form reinforcements. Involves several steps. Below is a detailed description of the process: 1. 2. 3. 4. Ensure that each layer is fully impregnated with resin and that there are no air pockets or dry spots. 5. 6. 7. 8.
As shown in Figure 3, three different types of composite samples were manufactured, utilizing combinations of jute fabric and palm fibers with reinforcement weights of 83.5, 167, and 250.5 gm/m2. Photo of different composite samples with different palm fiber ratio to jute fabric. Sample 1 (40%), Sample 2 (70%), and Sample 3 (100%), all the samples dimensions were, 200 mm × 25 mm x 8 mm.
Making bumper beams from a combination of palm, jute, and unsaturated polyester polymer
During a low-impact collision, various forces affect the car bumper: 1. Inertia resists changes in motion, causing the bumper to compress. 2. Compression absorbs kinetic energy, reducing force on occupants and vehicle parts. 3. Tension and shear forces occur as the bumper material deforms. 4. Friction between the bumper and object influences force distribution. 5. Understanding these forces was essential for designing bumpers that effectively protect occupants and vehicles during low-impact collisions.
For this purpose, the composite design consisted of two types of jute fabric: one to contain the palm fibers forming the shape of the bumper, and the stronger jute fabric along the body of the bumper to reduce deflection and absorb impact energy.
The bumper-designed beam’s general shape is made of palm fiber, jute fabric, and unsaturated polyester matrix. Figure 4a depicts the intended beam’s size and cross-section. Figure 4b depicts the layout of the various materials, which comprises many fiber layers, while Figure 4c shows the final shape of the bumper beam. The fabrication of the designed composite bumper took place in several steps. Positioning of the first woven jute fabric type 1 on the resin, in the direction of length of the mold. The applied resin on the woven jute fabric type 1, using a clean non-sticky brush and roll, was used to coat the resin on the fabric. Elimination of air bubbles using a roller, on every surface of the mold. Repeat these steps for the longitudinal stripe reinforcement of jute fabric type 2, the layer of palm fibers and the second layer of woven jute fabric type were added. Polymerization stage and cure, accomplished to the air at room temperature of 25°C by putting a sufficient amount of sand over the plastic sheet over the designed composite bumper design to save the mold structure. The designed composite bumper was removed of the mold after curing. a, b, c The geometric configuration of the bumper beam. (a) The configuration of the curved beam. (b) The layout of the material in the mold. (c) Final form of the bumper beam.
The structural reinforcement for the designed composite bumper beam utilized composite sample number (2). Additionally, a longitudinal stripe reinforcement of jute fabric type (2) was incorporated, as illustrated in Figure 4b, positioned inside the beam over the first layer of jute fabric type (1).
The construction process involved using a commercial bumper as a mold, covering it with wax and a wax sheet. Two layers of woven jute fabric type (1) were cut in the length direction. The first layer of fabric (1) was placed on the mold over a wax sheet, and the polymer was uniformly spread. A layer of longitudinal stripe reinforcement of jute fabric type (2) was cut and inserted over the previous layer of fabric (1). Palm fibers were positioned over the longitudinal stripe reinforcement of jute fabric type (2), followed by uniform spreading of the polymer. The second layer of Jute fabric type (2) was then added, and the polymer was uniformly spread, covering the final layer with a wax sheet. To preserve the mold structure and eliminate air gaps and excess polymers, a sufficient amount of sand was placed over the wax sheet in the composite bumper design. Curing took place over 48 h at room temperature, with the weight ratio of palm fibers to jute fabrics (β) set at 70%.
Testing methods
Tensile test on composite samples
The Mecmesin (MultiTest 5 – xt) machine was employed for conducting tensile strength tests by ASTM D3039. 35 The specimens measured 20 cm in length and 2.5 cm in width, with a clamp speed set at 10 mm/min. After examination, average results were recorded, and the data were analyzed to calculate the tensile stress, strain, and Young’s modulus (E) of the composite samples.
Impact strength of composite samples
Izod impact test
The Izod impact tester underwent modification to measure the impact energy of the composite samples, following ASTM E23. 36 In this test, a vertically gripped test piece is broken by a single blow from a freely swinging pendulum with a velocity at the impact point of 2.1 m/sec. The specimen dimensions were 65 mm in length and 10 mm in width, and the impact energy was calculated. Five samples of each composition underwent testing. Both the Izod impact test and the drop weight impact test serve as methods to assess the impact resistance and toughness of materials. However, they differ in terms of test setup, specimen configuration, and the specific parameters they measure. The drop weight impact test can examine the number of shocks leading to the first visible crack and the ultimate failure crack.
The falling weight impact strength test is employed to evaluate the impact resistance of composite materials.
37
This test entails dropping a weight from a specific height onto a specimen of the composite material, with the height of the drop and the weight of the falling object determined by ASTM D7136/D7136M-15.
38
During the test, the specimen is securely clamped to prevent any movement, and the weight is dropped onto it. A steel ball with a diameter of 6.4 cm is placed in the center of the top surface of the test disc using a ball holder disc, and a 4.5 kg falling weight is used to repeatedly apply impact stress in the form of strikes. The number of shocks (N1) and (N2) that cause the first visible crack and failure crack, respectively, are recorded. The impact energy (E) is calculated using the formula
Five specimens with 150 mm diameter of the composite sample were tested at 3 m/s impact velocity.
Flexural test
According to ASTM D7264, 39 the Mecmesin (MultiTest 5 - xt) testing apparatus with a load capacity of 5 kN. Using the four-point flexure test. 1 mm/min is the crosshead speed.
The values of bending force, in Newton, and deflection, in millimeters, were recorded. Three specimens were tested for each case.
The specimens tend to be 200 mm long, 25 mm wide, and 8 mm thick on average. Deflection and bending force readings in Newton were taken. Results from the testing of four samples have been reported on average.
The formula for calculating flexural strength in a 4-point test on a rectangular specimen is:
The following formula is used to determine bending stiffness:
Modulus of rupture (MOR) is a material property that measures the maximum amount of stress a material can withstand before it breaks or ruptures under a bending load. (Mpa).
Measurement of the deflection along the bumper beam under central loading -static loading
The bumper’s impact test was conducted utilizing a specifically constructed configuration.
The designed composite curving beam was tested at its full size. As illustrated in Figure 5, it was sustained by being fastened between two supports at either end. Between the two supports in the middle, the bottom exterior surface of the bumper beam received a load of 20 N to 80 N. A load cell was used to measure the applied force. A hydraulic arm applies a bending load to the bumper beam. Four dial gauges were used to measure the deflection of the bumper at four points, each positioned at equal intervals of 425 mm. Static deformation of the curved beam setup.
Results and discussions
Our study concentrates on exploring the synergistic combination of palm fiber and jute fabric within a polymer matrix to create a composite material. This unique blend aims to enhance the mechanical properties and impact resistance of low-speed collision bumpers, addressing the need for lightweight, durable, and environmentally conscious automotive components. By specifically investigating this fiber combination and its application, our research broadens the range of available options for sustainable and effective bumper materials.
Utilizing a blend of palm fiber and jute as reinforcement in polymer composites, instead of synthetic fibers, presents potential environmental benefits. Both palm fiber and jute fibers are renewable resources that can be sustainably harvested without causing harm to the environment. In contrast, synthetic fibers are typically derived from non-renewable resources. Palm fiber is biodegradable, breaking down naturally over time and not contributing to environmental plastic pollution.
The design effect of the composite reinforcement, achieved by blending jute fabric with different percentages of palm fibers, was studied. The ratio of palm fibers to jute fabrics (β) in the three composite samples is specified as sample 1 (40%), sample 2 (70%), and sample 3 (100%).
Tensile strength of palm fibers
The tenacity of palm fibers was determined following ASTM D3822.
40
The fiber exhibited results of 300 Tex, 7.4 cN/Tex, and 1.6% for fiber count, fiber tenacity, and fiber elongation, respectively. 10 samples underwent testing, and Figure 6 illustrates the behavior of palm fibers during the bundle tensile strength test. Palm fiber tenacity elongation curve.
Tensile strength of jute yarn
The tenacity of the jute yarn was determined by ASTM D 2256.
41
Figure 7 depicts the behavior of the jute yarn, with an average yarn tenacity of 5.953 cN/tex. Yarn tenacity-elongation of jute yarn.
Tensile strength of jute fabrics
The strength of the jute fabrics.
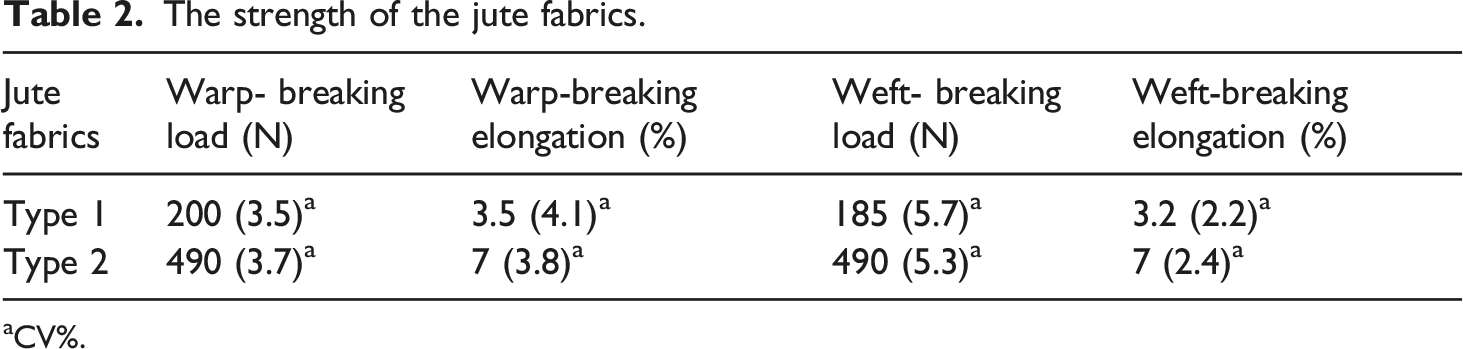
aCV%.
Analysis of the mechanical properties of palm fiber/jute fabric Composite
Composite samples tensile strength
Figure 8a–d depict how changing the ratio influences the mechanical properties of composite materials. While palm fibers have the potential to serve as the sole reinforcement in a composite material, this is not their typical application. The inherent stiffness and inconsistent lengths of palm fibers can result in uneven dispersion of stress and strain. Blending palm fibers with other components, such as jute fabric, can enhance the strength and longevity of the composite.
23
a, b, c, d. The tensile strength of different composite samples (a) Stress for different composite samples. (b) The strain of different composite samples (c) Modulus of elasticity for different composite samples. (d) Work of rupture for different composite samples.
The increase in the value of the ratio β leads to a reduction in all the mechanical properties of the composites compared to using jute fabric as reinforcement. This may be attributed to the uneven distribution of palm fibers along the composite area, coupled with inconsistent fiber lengths, resulting in decreased tensile properties and the appearance of voids between the reinforcement structure. This affects the bonding of the reinforcement in the matrix, leading to delamination due to stress concentration in the matrix. 43
Additionally, the strength of the composite decreases as the value of β increases, corresponding to the rise in palm fiber percentage. 44 Fiber orientation,45,46 a fundamental factor found to be more effective at low palm fiber percentages, governs the mechanical characteristics of composites. The potential formation of voids between the fibers and the matrix, accompanied by brittle deformation of the matrix under tensile stress, explains the reduced tensile strength of the composite as the volume percentage of palm fiber increases. 47
With an increase in the value (β), the composite sample becomes stiffer, breaking under less tensile stress. Moreover, the fiber elongation at break is lower than that of the jute fabric (1.6% vs 7%). This discrepancy explains the variation in composite mechanical properties, potentially resulting in a composite with reduced breaking elongation. Palm fiber significantly influences the composite stiffness and breaking strain. According to a one-way analysis of variance (ANOVA) for the modulus of elasticity, a small p-value of 7 10−17 was obtained. Additionally, the standard deviation (SD) for different composite samples 1, 2, and 3 are 1.9, 1.19, and 1.25, respectively.
Failure mechanisms
Understanding these failure mechanisms helps in designing more durable and reliable composite materials for various applications. Figure 9 shows the failure of the jute/palm fiber/polyester composite. The failure of the jute/palm fiber/polyester composite.
The failure mechanisms of composites made from jute fabric, palm fiber, and polyester resin typically include 1. Layers of the composite material may separate along the interfaces between the reinforcement layers and the matrix, weakening the structural integrity which is not noticed. 2. Individual fibers within the composite may fracture under excessive tensile or bending stresses, reducing the load-carrying capacity of the material. Sharp failure was noticed without pullout of the palm fibers or jute fabric. 3. Inadequate adhesion between the fibers and the matrix can lead to fiber-matrix debonding, where the fibers pull away from the surrounding matrix material, No Fiber-matrix debonding was noticed. 4. Failure modes occur specifically at the interface between the reinforcement fibers and the matrix material, including debonding, fiber pull-out, or fiber-matrix interface failure, which are not noticed.
Izod impact
The comparison of impact energy for various composite samples is illustrated in Figure 10. Composite sample (2), with a weight of 167 gm/m2, provides higher impact energy than the other composite samples. This observation is attributed to the higher degree of palm fiber homogeneity in sample 2, resulting in excessively high impact energy. Sample 2 exhibits 150% higher impact energy than Sample 1 due to fewer palm fibers per unit area, resulting in low-impact energy. However, there is a 41.8% reduction in impact energy between samples (2) and (3), possibly linked to the increasing percentage of palm fibers that are not well-distributed in the composite sample. Meanwhile, the presence of palm fiber redistributes stress, enhancing impact strength.
48
A small p-value of 5.9 10−7 was obtained from a one-way analysis of variance (ANOVA) for impact energy. Also, the standard deviation (SD) for different composite samples 1, 2, and 3 are 0.2, 0.1, and 0.15, respectively. Impact load for different composite samples.
Flexure strength
The change in the percentage of the palm fibers to the jute fabrics in the sample changes their tensile properties. This may be reflected also in the bending properties. Figure 11a–d show the bending properties between the different samples. a,b,c, d. Bending behavior for different composite samples. a-Bending force for different composite samples, b- Deflections for different composite samples. c- Bending stiffness for different composite samples. d- Modulus of rupture for different composite samples.
The fabric composite sample with the highest flexural strength is shown to be in the composite sample (2). The comparisons between the three composites’ bending properties are shown in Figure 11a–d. They demonstrate that the bending deflection improved as the β rises. This may be due to the decrease in the percentage of the jute fabric which is stiffer than the palm fiber enforcement. In the context of modulus of rupture, findings from a one-way analysis of variance (ANOVA) indicate, that it gives a small p-value of 4.4*10−13. Additionally, the standard deviation (SD) for different composite samples 1, 2, and 3 are 0.39, 0.44, and 0.36 respectively.
Tests of Composite bumper beam
The bending test for composite bumper beam
The produced beam performed many tests for its various characteristics, including the static center load test and the bending deflection test. Automobile bumpers are designed to protect the hood, trunk, grille, gasoline, exhaust, and cooling systems as well as to lessen or avoid physical damage to the front and rear of vehicles in low-speed collisions. It can be used as a bumper with a bumper beam. Measure the load-deflection curve of the beam under central loading using Figure 5c. The primary purpose of such beams is to protect the car’s body against collisions. If the front bumper beam experiences static loading while parking or in a minor collision, which is the majority of the time. Both the beam’s bending in its whole and its deflection under static loading were measured for this purpose.
Measurement of the deflection along the bumper beam under central loading –static loading
The distortion of the bumper beam in comparison to the commercial one which is made of polypropylene (PP), is shown in Figure 12. At the same load, all measured points show a larger deflection for the commercial one. The bumper beam with deflection is enhanced by using fabrics made of natural fibers, palm fibers, and jute. The reduction in deflection at the position of the most significantly deflected point, the middle point (3), when comparing a composite bumper beam with a commercial bumper, ranges from (60 to 100)%. Bumper beam deflection along its length compared to Bumper deflection at different positions.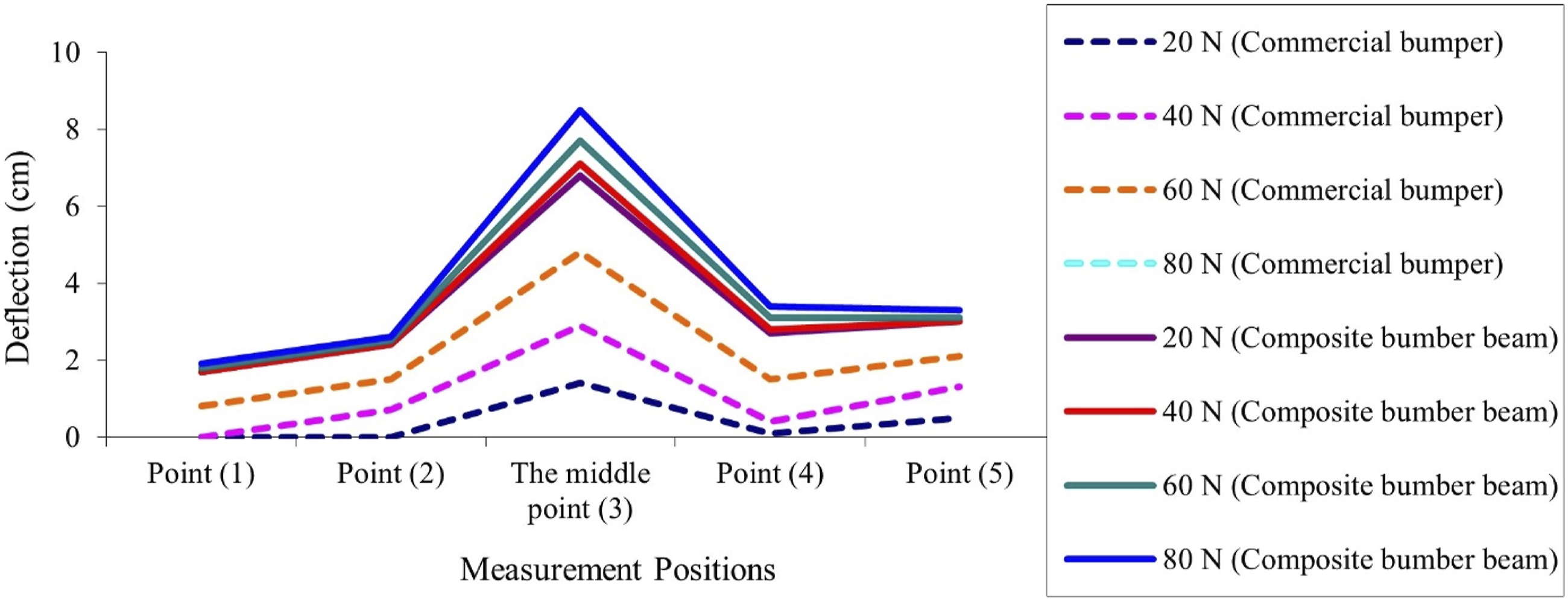
Measurement of the load-deflection curve of the bumper beam under central loading
This test was conducted using the entire produced bumper beam. The loading was applied in the middle distance between the two supports, as shown in Figure 13, and it was sustained by mounting it on two supports in the center of the blade, dividing its length into three equal portions. The load from the hydraulic arm is applied to the bumper beam force at a rate of 1 mm/s. The bumper beam had a deflection sensor attached to it that provided displacements at the beam’s center. Each test was stopped at the first indication of damage, and the cracks and the extent of the damage were examined visually. Using strain gauges placed at the middle part of the bumper beam and deflection sensors, the deflection of the bumper beam at the middle of the bumper beam span was visually recorded during the test. Before reaching the yielding point, the deflection and applied load were all recorded. Set up of the measurement of the load-deflection of the bumper beam.
Figure 14 shows the load-deflection curve of the composite bumper beam. There is no deflection until 3.316 kN. The failure takes place at 15.792 kN. and the deflection reaches 42 mm, after that, the deflection increases rapidly. The load-deflection curve of the bumper composite.
The drop weight impact test for composite bumper beam
In the context of low-speed collision bumpers, impact absorption is the pivotal attribute that takes precedence for the fiber-polymer composite material employed in the bumper.
The internal absorbed energy by the bumper beam beams should be kept high using a material with high strength and a high modulus of elasticity.
The repeated impact loading on the fall weight testing setup will cause damage to the composite material, starting with a crack appearance followed by complete failure. Figure 15 illustrates the impact energy of the first visible crack and the ultimate failure of the composite bumper beam. Impact energy in a composite bumper beam.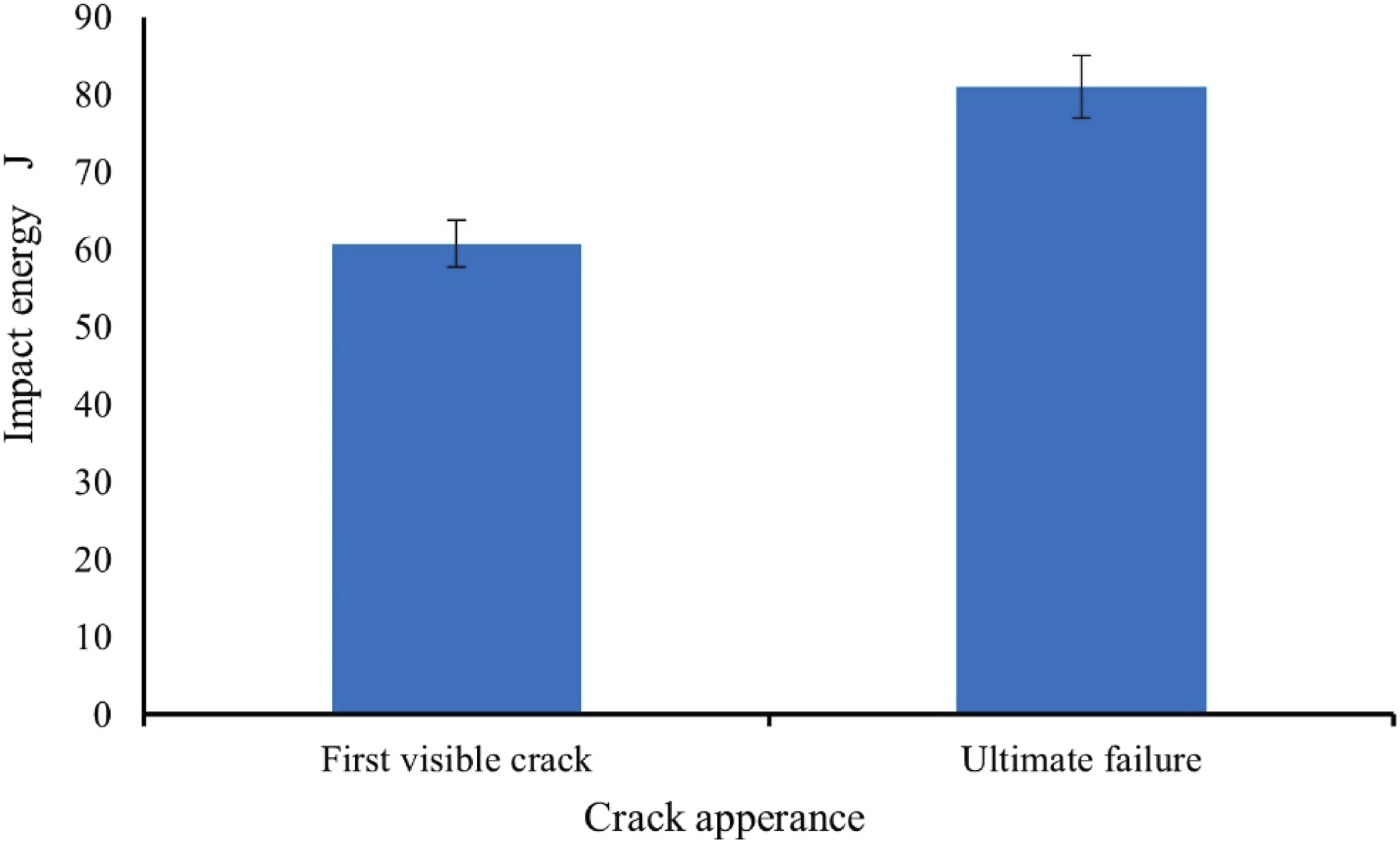
Assessment of polymer composite suitability for automotive bumper beams
Comparison of the specific tensile strength of different samples.

Furthermore, other research 50 has suggested that automobile bumpers are commonly constructed using ABS, a terpolymer created by polymerizing styrene and acrylonitrile in polybutadiene. However, the findings of this study demonstrate that the designed composite bumper showcased superior performance compared to ABS material.
The outcomes of the analysis on the palm fiber/jute fabric/unsaturated polyester composite reveal a close alignment with the essential characteristics of traditional materials required for a car bumper beam, surpassing even the performance of a bumper constructed from PP plastic.
Conclusion
Overall, the composites incorporating jute and palm fibers demonstrate commendable mechanical properties, including high strength, stiffness, and impact resistance. The composition of the composite, derived from jute fabric and palm fibers, varies depending on the jute-to-palm fiber ratio. Increasing the proportion of jute fibers enhances the tensile strength, stiffness, and impact resistance of the composite. Conversely, increasing the share of palm fibers improves the flexibility and toughness of the composite. The optimal jute-to-palm fiber ratio depends on the specific application and the desired properties of the composite. The sample with a 70% ratio exhibits the highest impact energy, marking a 150% increase compared to the sample with a 40% ratio. Deflection of the designed bumper decreases in the midpoint (3) range from 60% to 100% compared to a commercial bumper. A suggested low-impact bumper can be successfully produced using jute and palm fiber reinforcement.
In the case of an automobile bumper, which is subjected to a variety of loading conditions including impact, vibration, and thermal cycling, it is advisable to supplement tensile, flexural, and impact tests with other relevant tests such as crash testing, conducting dynamic crash tests to evaluate the bumper’s ability to absorb and dissipate energy during collision events, simulating real-world crash scenarios. Future research should consider Low-Speed Impact testing to evaluate bumper performance in low-speed collisions, assessing the ability to absorb and distribute impact energy and minimize vehicle damage.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.