
Abstract
In this work, partially biodegradable green composites have been developed with the help of compression molding technique. Jute fibers were selected as a reinforcement and epoxy resin as matrix material. The influence of alkali treatment on various mechanical properties of jute/epoxy composites was investigated, with concentrations ranging from 1%, 3%, 5%, 7%, and 9% NaOH solution. Various test results indicate that with an increase in concentration, tensile and flexural strength increases up to 5% concentration of NaOH, thereafter both the properties decrease, but impact strength increases up to 7% concentration and thereafter decreases. The results of mechanical characterizations were further validated through the study of morphology with scanning electron microscopy and Fourier transform infrared analysis. The optimal concentration of 5% concentration for alkali treatment of fibers have been suggested.
Introduction
Fiber-reinforced polymers (FRPs) have been used in many automobile and structural applications, but traditional FRP composites often pose considerable problems related to their recycle or reuse at the end of their usable lifetime. These issues lead to the development of green composites that are eco-friendly in nature and do not have any negative impact on the environment. Green composites are the material which generally consists of matrix, reinforcement, and an interface between the matrix and reinforcement. 1 These materials are further classified into two categories, that is, fully biodegradable and partially biodegradable green composites. Fully biodegradable green composites are the materials in which both matrix and reinforcement are derived from natural resource whereas partially biodegradable green composites are the materials in which either matrix material or reinforcement used is derived from the natural source. According to the report, the European automotive industry has used around 43,000 ton of natural fibers as composite reinforcement materials in the year 2003. 2 The amount climbed to about 315,000 ton in the year 2010. The exponential growth in the bio-composites is symbolic of their comprehensive application in the future. Flax, hemp, jute, sisal, bamboo, and kenaf are the popular reinforcement materials because of their lower high specific modulus, strength, and stiffness per unit cost. 3 A number of new works have been reported by various researchers on the use of natural fillers to enhance the mechanical properties of polymer composites. Dhawan et al. 4 explored the effect of natural fillers on the mechanical characteristics of glass FRPs and found coconut and coir shows improved mechanical properties as equated to the other fillers in glass/epoxy composites. Dhawan et al. 5 discussed a novel approach for the force calculation during the drilling of composite laminates using an artificial neural network. Singh et al. 6 studied the effect of curing temperature on mechanical properties of jute fibers/epoxy-based green composites and found that tensile and flexural strengths are maximum when curing is done at 100°C. Gomes 7 studied the effect of high concentration alkali treatment on mechanical properties of curaua fibers/corn starch-based green composites and the results proved that the appropriate alkali treatment is the key technology for improving the mechanical properties of green composites. Many researchers have proposed various surface treatment techniques to improve the mechanical properties of polymer composites. Goriparthi et al. 8 studied the effect of fiber surface treatments on mechanical and abrasive wear performance of polylactic acid/jute composites and results of the thermogravimetric analysis showed higher thermal stability for silane-treated composites. Lee et al. 9 developed the composites and examine the interfacial adhesion of ramie/acetylated epoxidized soybean oil-based green composites and found that silane-treated fibers improve the interfacial property. Saenghirunwattana et al. 10 studied the effect of surface treated corn husk fiber/soy protein-based green composite on mechanical properties and found that significant improvement of all the mechanical properties was observed at 5 wt% fiber loading with the use of silane-treated corn husk fiber composite. During alkali treatment, fibers’ structure changes because of alkali’s bleaching action which removes the hemicellulose, waxy material, and other impurities. 11 A lot of researchers have also contributed their research in the field of surface treatment of fibers for the thermal stability of polymer composites. Oza et al. 12 developed the untreated and treated hemp/polylactic acid-based composites and examined their thermal behavior. The results revealed that composites prepared with acetic anhydride modified hemp had 10–13% higher activation energy as compared to other composites. The present research initiative has been taken up to study the effect of alkali treatment of fibers with different concentrations of 1%, 3%, 5%, 7%, and 9% on mechanical properties of composites and the Fourier transform infrared (FTIR) spectrometry was conducted on untreated and treated jute fibers to investigate the chemical interactions between the fibers and chemical agents. Surface morphology of the fractured specimens has been analyzed using scanning electron microscopy (SEM).
Experimental procedure
Materials
Matrix
The matrix used in this study is a mixture of Lapox C-51 epoxy resin and K-59 as hardener which was mixed and stirred mechanically with a mixing ratio of 2:1 by weight. The non-biodegradable polymer resin is the thermosetting polymer and is made from the blend of epichlorohydrin and bisphenol A. Figure 1 shows the chemical structure of epoxy resin. Properties of epoxy resin and jute fibers are mentioned in Tables 1 and 2. 6 The tensile strength of matrix resin was obtained by the tensile testing of matrix specimens using Universal testing machine (Twin Screw dual channel UTM made by International Eqiupments Ltd Mumbai, India) with the cross speed of 1 mm/min and gauge length equals to 150 mm.
Chemical structure of epoxy resin. 8
Properties of epoxy resin.

Mechanical properties of jute fiber.

Reinforcement
Jute fibers were used as the reinforcement in this study. Jute fiber is composed of alpha cellulose (60%); hemicellulose (21%); lignin (12%); fats and waxes (0.4%); pectin (0.2%); proteins/nitrogenous matter, and so on (0.80%); and ash (0.7%). 1 Jute fibers were purchased from the Chander Prakash Pvt Ltd, India. Figure 2 shows the digital view of a bidirectional jute fiber mat form.

Woven jute fiber.
Tensile strength of jute fibers
The properties of jute fibers such as tensile strength, Young’s modulus, and % elongation were measured using tensile test. The testing was carried out as per ASTM standard D3882. 13 Each fiber having 50 mm length was cut and was selected for this test. The test samples were prepared as shown in Figure 3(a). Each fiber was glued to the paper window with the help of epoxy resin. After getting dried, the samples were carefully clamped between the two jaws. Before the start of the test, the lateral part of the paper was cut as shown in Figure 3(b). The test was conducted on 40 fibers and the average reading of tensile properties was taken. The gauge length and crosshead speed were kept constant as 25 mm and 5 mm/min, respectively. The density of the jute fiber (1.3 g/cm3) was measured using gas pycnometer. The observed tensile properties of jute fibers are presented in Table 2 and similar with the published data by the researchers. 14,15
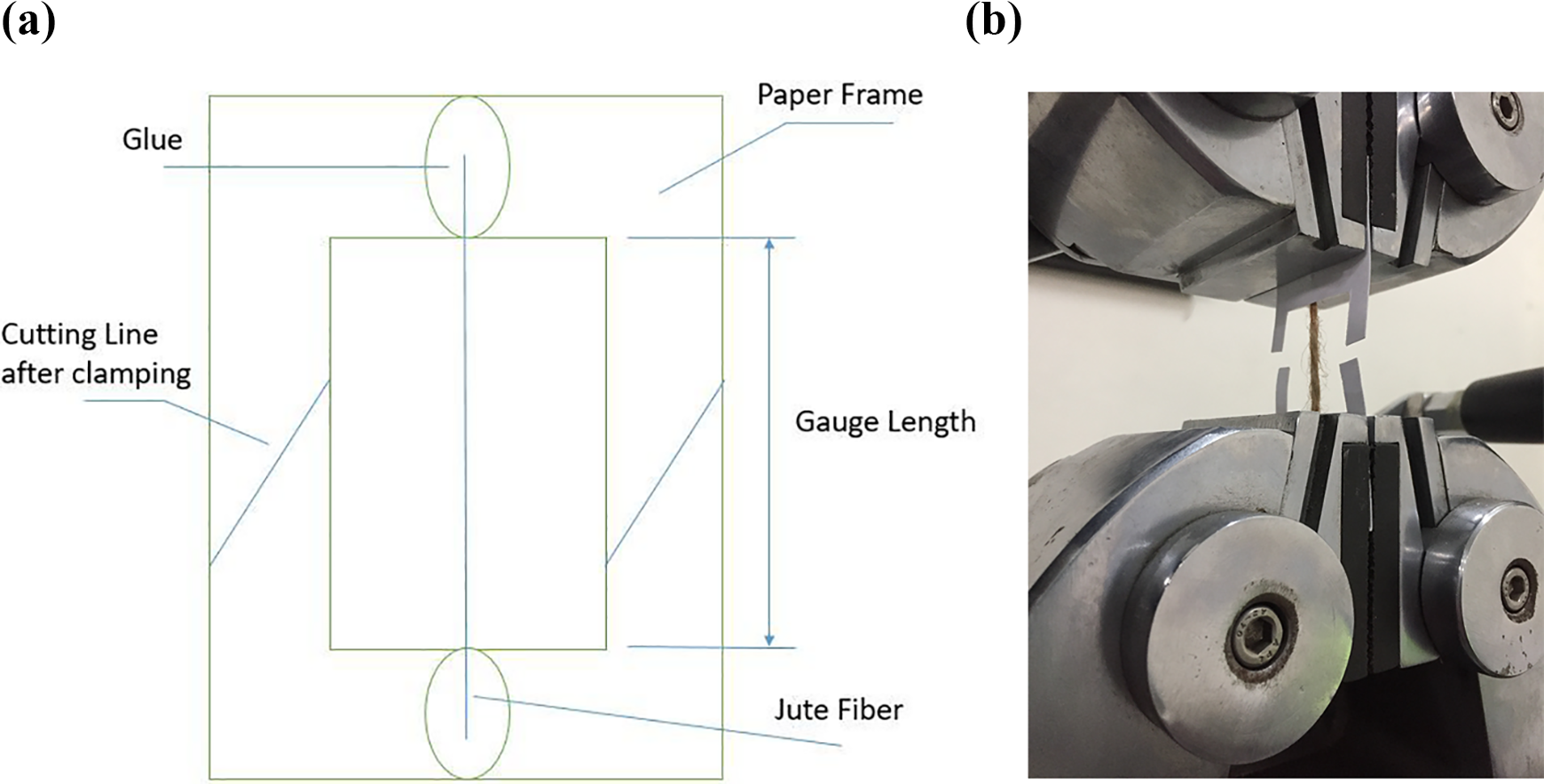
(a) Schematic representation of the paper frame. (b) Jute fiber clamped in the jaws for the single-fiber tensile test.
Development of untreated jute fiber/epoxy-based green composites
Jute fiber/epoxy-based composites were developed using hand layup and compression molding technique. In this process, bidirectional woven jute mat is selected as the reinforcement and epoxy as a matrix material. The whole setup was fortified with the metallic die, heater rods, temperature sensors, control panels, and compression molding machine. Initially, jute fiber mat was washed with tap water for removing the dust particles and then dried under the sunlight for 2 days until it get completely dry. Epoxy resin and hardener were mixed in the ratio of 2:1 by weight with the help of mechanical stirring. Metallic die consists of the upper and lower part with the drilled holes to add the heater rods into it. Teflon sheet was used as the releasing agent so that developed composite would easily be removed from the metallic die. The metallic die was designed to develop 320 × 120 × 4 mm3 thick laminate sheets which were further cut as per the ASTM standards for mechanical testing.
After the pilot runs, it was decided to use four layers of jute fiber mat to develop 4 mm thick laminate. All the composites were developed with 30% fiber volume fraction at 100°C curing temperature. As per the literature, 6 it has been found that maximum tensile and flexural strength was reported at 100°C for jute/epoxy-based composites. The fiber volume fraction of jute fibers was calculated using equation (1). 7

where Vf is the fiber volume fraction, W is the weight of the developed composite, Wf is the weight of the fibers in composite, V is the volume of the developed composite, and Ρm is the density of matrix material.
Initially, the jute fiber mat was dried in the oven for 4 h at 80°C temperature to remove the moisture content. A primarily dense layer of epoxy resin was coated on the first layer of jute mat with the help of a spatula. After applying the epoxy on both the sides of the first jute mat, the additional layer of jute fiber mat has been positioned on it and again a dense layer of epoxy resin mixture was coated. A similar procedure was repeated until four layers of jute fibers were sandwiched between the epoxy resin layers. Finally, the complete sandwiched structure was kept between the hot metallic die which was already heated at the temperature of 100°C. The temperature of the upper and lower part of the metallic die was controlled with the help of thermocouples and control units. The whole metallic die was positioned under the press and a compressive load of 350 kN was applied for 3 h to allow the curing of the composite. Figure 4 represents the fabrication process of jute fiber/epoxy-based green composites.

The fabrication process of jute fiber/epoxy-based green composites.
Development of alkali-treated jute/epoxy-based green composites
In this research initiative, to improve the composites’ toughness and interfacial bonding between the fibers and matrix, jute fibers were treated with the help of NaOH solution. The treatment was conceded by dipping the fiber mat into the different concentration of 1, 3, 5, 7, and 9 wt% concentrated NaOH solution for 24 h at the room temperature with constant liquor ratio as 15:1. After the alkali treatment, fibers were washed away with the acetic acid solution and then finally washed with the water and dried out in the sunlight till 24 h. The treated fiber mats were further used as reinforcement in the composites. The same procedure was adopted to develop the alkali-treated jute/epoxy composites as mentioned in section “Development of untreated jute fiber/epoxy-based green composites.” Figure 5(a) and (b) shows the developed untreated and alkali-treated jute/epoxy laminates, respectively.

Developed untreated and alkali-treated jute/epoxy composites, respectively.
Morphological analysis
Fourier transform infrared spectroscopy
FTIR analysis was conducted on the untreated and treated jute fibers to investigate the chemical relations between the fibers and alkali solution. Initially, 1 mg of jute fiber was milled into powder and high purity infrared grade KBr powder was added and mixed thoroughly. Finally, the mixture was added into the cavity and pressed into a pallet for recording the spectra. Each spectrum was documented in the range of 500 4000 cm−1 with a resolution of 1 cm−1. The obtained spectra are described in the “Results and discussion” section.
Scanning electron microscopy
The surface morphology of the developed composite was studied using a SEM. The fractured tensile specimens were taken to study the failure mechanisms and interface bond of matrix and fiber in the composite. The SEM images were taken at a magnification of 300× and 1000×.
Tensile test
Tensile test was carried out as per the ASTM Standard D3039. The specimen size for the test was 250 × 25 × 4 mm3. The test was accomplished on the Universal Testing Machine (Tinius Olsen, Horsham, Pennsylvania, USA). Each test was performed as per the cross speed of 2 mm/min.
Flexural test
Three point bend test was conducted on universal testing machine as per the ASTM standard D790-02 with the specimen size of 120 × 15 × 4 mm3 dimensions. Different samples had been tested and reading was taken as the average of five readings. Strain rate was kept constant at the rate of 2 mm/min for all the specimens.
Impact test
Izod impact test was conducted on the specimens as per the ISO 180:1993, on an Izod impact testing machine. The dimensions of the specimen were taken as 63.5 ± 2 mm in length and width 12.7 ± 0.2 mm with thickness of 4 mm.
Experimental results
Fourier transform infrared spectrometry
The reaction between 5% concentrated NaOH and cellulose in jute fibers was confirmed by FTIR spectrum analysis of the raw and treated jute fiber as shown in Figure 6(a) and (b). FTIR indicates the effective transformation occurring between the fiber molecule structure and the chemical treatments. Table 3 shows the transmittance peaks for untreated and treated jute fibers.
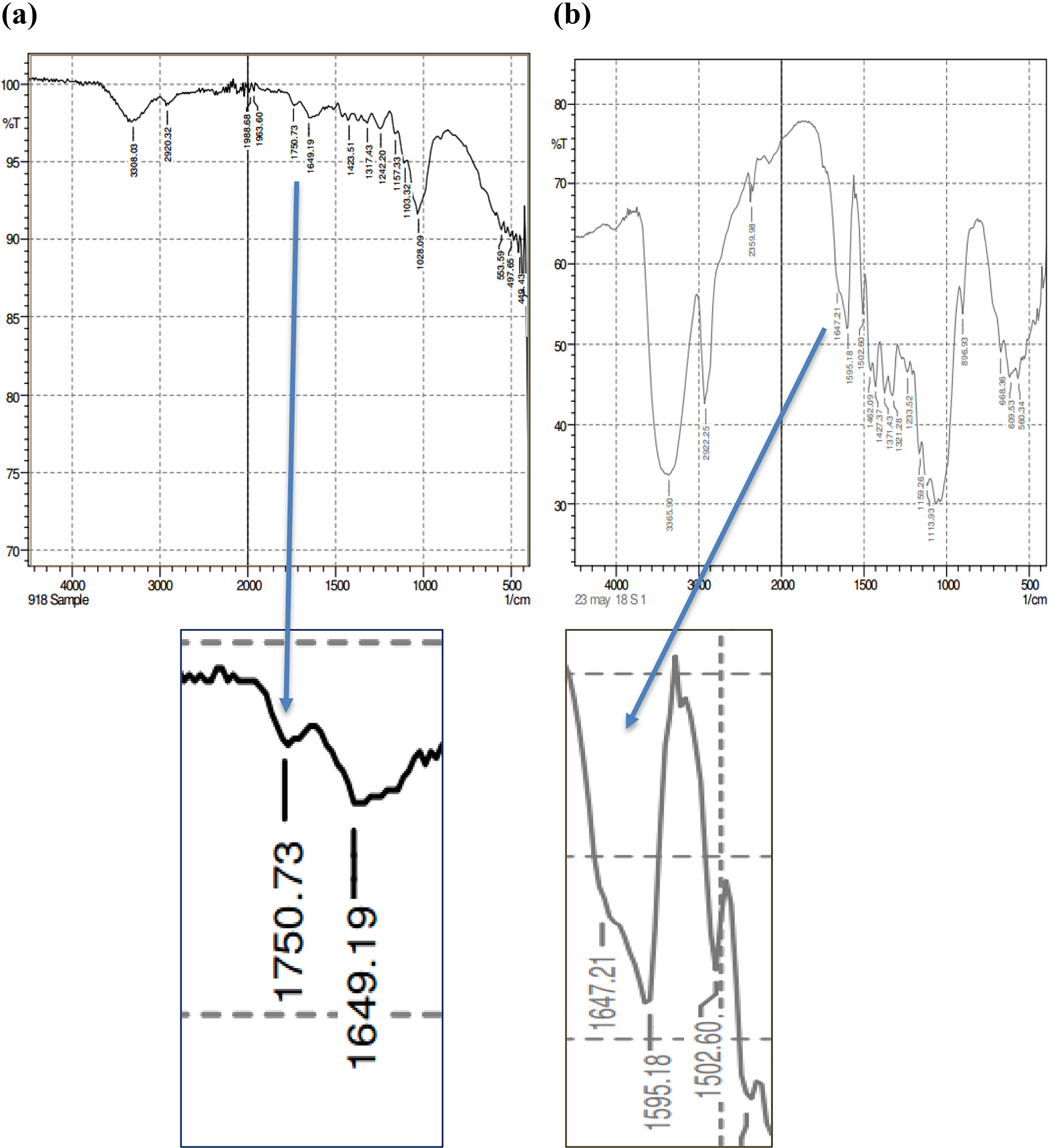
(a) and (b) FTIR spectra of untreated and alkali-treated jute fiber.
FTIR transmittance peaks for untreated and treated jute fibers.

FTIR: Fourier transform infrared spectroscopy.
In the case of alkali-treated jute fiber, the peak at 1750 cm−1 corresponding to C=O stretching vibration of hemicelluloses disappeared owing to structural change as shown in Figure 6(b). Removal of hemicellulose leads to strengthening the interaction between fiber and matrix material and results in increasing the mechanical properties of the composites. It is further validated with the SEM images of treated and untreated jute/epoxy composites.
Mechanical properties of jute fiber/epoxy-based green composites
Figure 7 shows the fracture specimens after the tensile and flexural test. Results of tensile and flexural tests show the significant effect of alkali treatment on the properties of jute fiber/epoxy-based green composites. It has been observed that with the increase in the concentration of alkali-treated solution till 5%, tensile strength and flexural strength were increased and then decrease with further increase in concentration. Maximum tensile and flexural strength of 29 and 43.3 MPa, respectively, were recorded at 5% concentrated alkali solution. Figures 8 and 9 show the effect of results on tensile strength and Young’s modulus of alkali-treated jute fiber/epoxy-based green composites. Results show that a maximum of 1600 MPa of Young’s modulus was recorded at 5% concentrated alkali-treated jute fiber composites. It has also observed that with an increase in concentration, Young’s modulus increases till 5% concentration and then decreases thereafter.

Fractured tensile and flexural specimens.

Effect of alkali treatment on tensile.

Effect of alkali treatment on Young’s strength of jute/epoxy-based composites modulus of jute/epoxy composites.
The increase in the tensile strength of the composites was recorded because sodium hydroxide treatment removed the hemicellulose and other compounds from the surface of jute fibers resulting the fibrils becoming more capable of rearranging themselves in a compact manner. This closer packing of cellulose also improves the fiber crystallinity. The surface morphology of untreated jute fiber composites and alkali-treated jute fiber with 5% concentration has been studied using SEM.
Figure 10 shows the comparison of SEM images of tensile tested untreated and alkali-treated jute fiber composite. It has been observed that at 300× magnification, hemicellulose layer was present on the upper surface of untreated jute fibers, whereas it has been found to be eliminated after the alkali treatment at the same magnification level. Because of the removal of hemicellulose layer, the wettability of the fibers is increased which leads to an increase in the tensile strength of the alkali-treated composites.
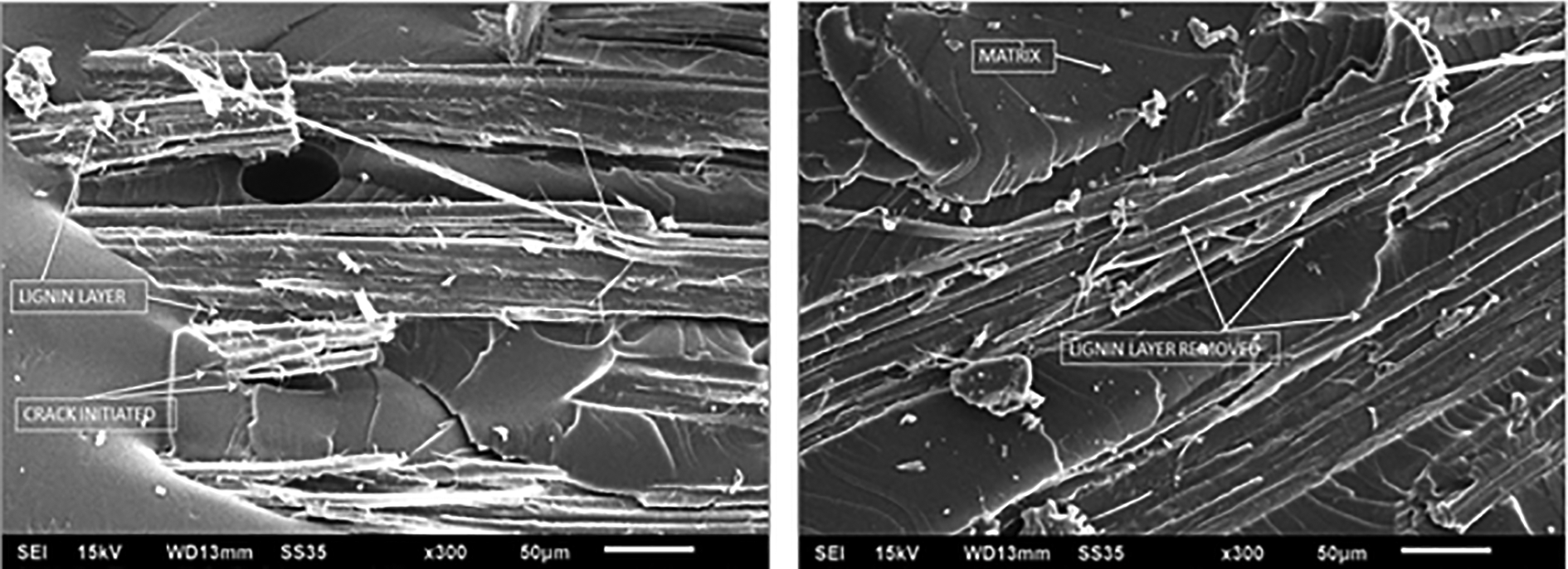
SEM images of fractured surface of untreated and treated composites under tensile failure.
Figure 11 shows the comparison of SEM images of 5% and 9% concentrated NaOH solution. It has observed that fiber pullout is more in 5% concentrated alkali-treated jute fiber composites as compared to the 9% concentrated alkali-treated jute fiber green composites which clearly shows the significance of the increase in the tensile strength of 5% concentrated treated composites. The excessive amount of NaOH concentration has led to fiber damage leading to weak bonding with the matrix and no stress transfer takes place between fiber and matrix. More the fiber pullout relates to more load bearing characteristics of the fiber due to high wettability of the fibers.
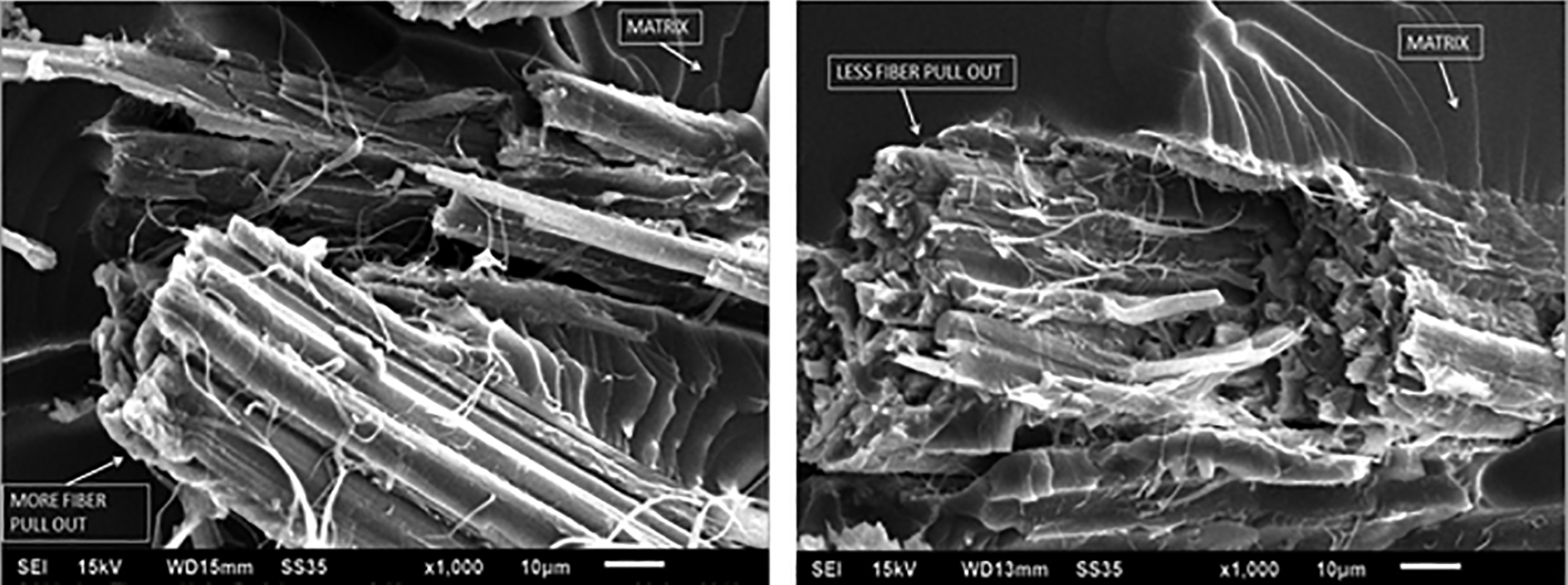
Comparison of 5% and 9% concentration alkali-treated jute fiber composites.
Figure 12 shows the flexural strength increases with increase in the concentration of NaOH solution till 5% and then decreases thereafter. Maximum flexural strength of 43.4 MPa was recorded at 5% concentration solution. An increase in the flexural strength is because of the removal of the hemicellulose layer from the fiber which leads to an increase in the wettability and hence the increase in flexural strength. It has also observed that the flexural strength of jute fiber-reinforced epoxy composites was improved after the alkali treatment. The flexural strength was improved from 38 MPa to 43.4 MPa by 14%. The similar type of trend has also seen in some of the kind of literature. 16

Effect of surface treatment on flexural strength of alkali-treated jute/epoxy-based composites.
Figure 13 shows the impact strength increases with increase in the concentration of NaOH solution till 7% and then decreases thereafter. The maximum impact strength of 3.5 J was recorded at 7% concentration solution. The improvement of flexural properties is mainly due to the removal of outer fiber surface and interfacial adhesion by alkali treatment.
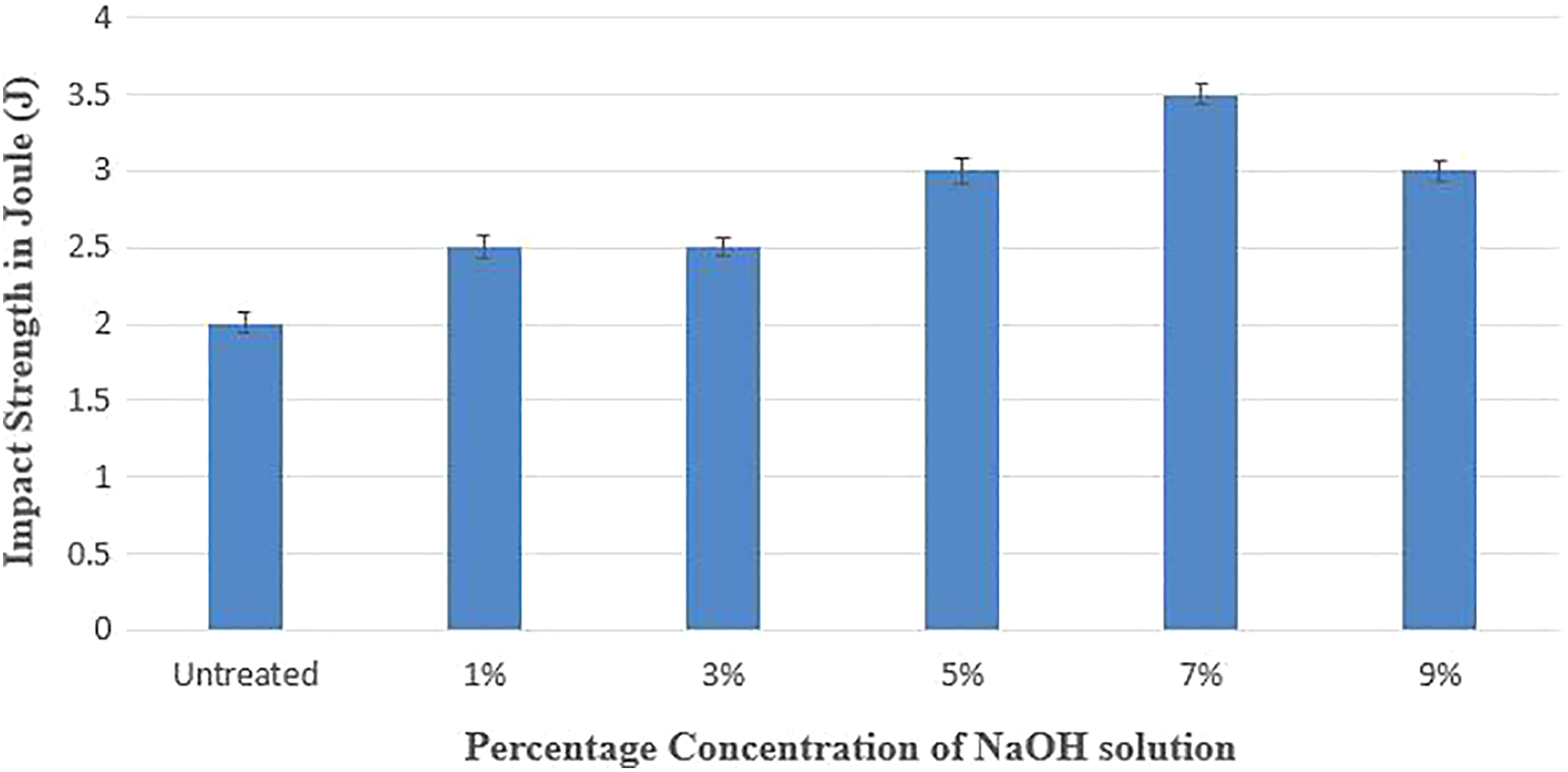
Impact strength of alkali-treated jute fibers/epoxy-based composites.
Conclusions
In this study, alkali-treated jute fiber-reinforced epoxy polymer matrix-based composites were developed. NaOH was used as alkali in concentration of 1, 3, 5, 7, and 9 wt%. Mechanical properties like tensile, flexural, and impact strength were assessed and morphology of the fractured specimens of the composite was deliberated using SEM.
The following conclusions can be drawn from this research. Alkali-treated jute fiber-reinforced epoxy-based composites have been developed successfully with jute fibers treated with different concentration of NaOH solution using hand-layup and compression molding technique. This study revealed that successive alkali surface treatment improved the compatibility of jute fiber and epoxy matrix and effective stress transfer between the fibers and matrix which is evidenced from SEM study. The tensile strength of alkali-treated jute fiber composites increases with increase in the concentration of the NaOH solution from 1% till 5% and then decreases thereafter. The maximum tensile strength of 29 MPa is recorded at 5% concentration NaOH solution as compared to 22 MPa of untreated jute fiber composites. Flexural testing result exhibits that the maximum flexural strength of 43.4 MPa is recorded at 5% concentration NaOH solution treated jute fiber composites. It is observed that flexural strength increases with increase in the concentration of the NaOH solution from 1% till 5% and then decrease thereafter because of fiber damage at higher concentration, which leads to weak bonding between matrix and fiber and hence no stress transfer takes place between fiber and matrix. The maximum impact strength of 3.5 J is recorded at 7% concentration NaOH solution treated jute fiber composites. Morphological analysis of the fractured surfaces is observed by SEM, which indicates that after the alkali treatment, hemicellulose is removed from the surface of jute fiber which increases their wettability with a matrix material. It also seems that fiber pullout is more in 5% concentrated alkali-treated jute fiber composites as compared to the 9% concentrated alkali-treated jute fiber green composites.
Footnotes
Acknowledgement
The authors would like to thank and gratefully acknowledge the infrastructural support from the School of Mechanical and Civil Engineering, Lovely Professional University, Phagwara, India.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.