
Abstract
Traditional silk, known for its strength, flexibility, and comfort, shows promise as a lightweight, comfortable material for stab-resistant armor. This study explores enhancing silk’s knife-stabbing resistance for soft body armor through surface treatments. This study aims to augment the knife-stabbing resistance of silk fabric for soft body armor. Designed a falling tower setup to investigate fabric responses under impact. Exploring the addition of layers with coatings like silicon dioxide deposition, rice ash deposition, and aluminum oxide particles, the investigation revealed significant enhancements. A solitary silk layer exclusively coated with resin exhibited improvements of approximately 37.07%, 29.21%, and 13.47% in stab resistance for rice ash, aluminum oxide, and silicon oxide particles, respectively. The specific knife penetration depth indicated that the coating is more effective in diminishing penetration depth. The research identified that 7 layers of pure silk and 3 layers coated with rice ash satisfy National Institute of Justice Standard–0115.00, S1 as 26 layers of silk fabric, demonstrating a reduction without compromising protective efficacy.
Introduction
The UK’s Office for National Statistics (ONS) publishes data on crimes involving knives or sharp objects, particularly focusing on severe violent offenses. In the year ending March 2022, England and Wales reported 45,000 such offenses, marking a 34% increase since 2010–2011. Recent increases in knife crime have been attributed to changes in recording practices, notably in the Greater Manchester Police Force’s jurisdiction, before 2018/19.1,2
The historical significance of soft body armor made from silk by Japanese inventors is acknowledged, highlighting the potential of multi-layer woven silk materials for protective clothing, offering improved penetration resistance and comfort during use. 3 Crafting stab vests to protect against various piercing weapons is known to be challenging, requiring a balance between protection, affordability, weight, and wearer comfort. 4 The importance of assessing the resistance to penetration in fabrics designed for mechanical impacts is emphasized, concerning previous studies demonstrating the puncture resistance of high-strength fabrics and multi-layer stitching.5–9 Material and design choices for stab protection are influenced by factors such as the intended level of protection, comfort, weight, flexibility, and cost. 10 The assessment of puncture resistance involves measuring the force required to pierce materials with a knife probe, considering factors like fabric composition, thread cross-section, and support points in the base fabric.11,12 Researchers have explored stabbing resistance in multilayer and high-performance fabrics, examining diverse weave patterns and the potential of 3D and hybrid textiles.7,8,13–16 The felting process has been found to increase the stab resistance of wool fabric. 17 The relationship between fabric stabbing resistance and other mechanical strength values has also been investigated. 18 Various standards and testing protocols for stab-protective textiles, such as HOSDB Body Armor Standards for the UK Police and VPAM Body Armor Standards for Europe, are mentioned, with specific criteria for penetration depth and cut length. The National Institute of Justice (NIJ) in the USA has introduced standards for stab resistance tests.19–23
Existing materials used for stab-resistant armor exhibit deficiencies in several aspects, highlighting the need for improvements in silk fabric to replace synthetic fibers. Silk has been researched as a potential substitute for man-made materials in various applications, including stab resistance. 3 The use of silk in stab-resistant armor can address the limitations of existing materials. Additionally, the combination of silk with other coating materials can produce lightweight and soft fabrics that provide better protection and comfort.
The article highlights the special advantages of silk, such as its strength, flexibility, lightweight design, and antibacterial capabilities, when discussing its viability as a material for stab-resistant armor. The temperature-regulating properties of silk and its potential for fusion with conventional textile processes in modern soft body armor are emphasized. 3
The weight of the sample plays a significant role in determining penetration resistance, as a heavier sample often offers greater resistance to penetration. However, the number of layers can also influence penetration resistance, as more layers can potentially provide additional barriers. In practice, we increase the sample weight through the use of multilayer fabric samples.3,14,16
One of the ultimate objectives of this study is to identify the minimum sample weight with the least penetration at a specific striking energy.
The primary research objective is to advance flexible armor using silk fabric, striking a balance between flexibility and resistance to penetration. The research includes investigating fabric tension during knife impact, the influence of the number of stabbed layers on fabric tension, cutting width, penetration depth, and techniques to enhance cutting resistance through the formulation of stab-resistant armor layer designs and the application of coatings. Three surface modification coatings, namely
The research aims to extend understanding of the interplay between stab resistance, and fabric properties, with the ultimate goal of contributing significantly to the development of flexible armor with exceptional protective qualities and lightweight. By enhancing silk fabric, it is possible to create stab-resistant armor that offers improved protection and performance.
Materials and methods
Silk fabric properties
The mechanical properties of silk fabric. While Table 2 gives the experimental flow chart of the tested samples.
aCoefficient of variation CV%.
Experimental flowchart.

Impact test setup
Stab resistance tests were conducted using a dedicated setup designed for this purpose, utilizing a drop tower as depicted in Figure 1(a). The dimensions of the knife blade, as illustrated in Figure 1(b), were selected following NIJ Standard-0115.00.
23
The device to hold the fabric, Figure 1(c), makes it possible to hold the fabric under the falling knife and to measure the value of instantaneous tension during the punching. (a, b, c) Stabbing resistance test set-up and knife blade dimensions (NIJ Standard–0115.00, S1).
The drop tower functions as a weight carrier capable of adjusting its mass, which is lowered by gravity using a nylon rope. The weight carrier travels along a vertical tube to establish the drop position and prevent excessive spinning around the drop axis. An impactor affixed with a knife is employed in the dropped weight-impact stab tests, aligned with the NIJ Standard 0115.0 23 guidelines for body armor stab resistance. Employing the low velocity falling weight impact test method, a knife blade was inserted into the impactor at a height of 500 mm, achieving a hitting velocity of 3.4 m/s. The total impact energy generated was 24 J.
Rectangular specimens of the silk fabric were obtained by cutting samples measuring 25 mm in width and 50 mm in length. These specimens were securely clamped within the specimen holder to facilitate fabric tension measurement. The testing arrangement is depicted in Figure 1(a).
The comparison is established between the tension value obtained from the device and the ultimate knife penetration depth after applying specific impact energy to the sample. The penetration process is directly measured through real-time recordings during the sample testing, including careful measurements of the cut length caused by the blade.23–28
To accurately assess the forces applied to the fabric during stabbing, no support elements were placed beneath the fabric layers in this study. Continuous real-time recordings of the stabbing procedures during sample testing enable direct quantification of penetration. 14 In each test, the knife’s penetration depth was documented, with each fabric being evaluated across three separate samples. These tests involve stabbing the target fabric with a knife at specified standard stab energy levels.
The principle of drop-weight impact was employed, where the knife descends due to gravity, requiring a specific falling height (h) to generate stab energy.
Impact energy (Ep) = mgh
Where: • (Ep) signifies potential energy • (m) denotes the mass of the knife with the holder in kilograms • (g) represents gravitational acceleration • (h) indicates the falling height
The testing conditions for drop tower.

The procedure of the stabbing test
The procedure of testing the fabric on the designed setup follows the following procedure (1) The sample is fixed between the two jaws of the tension-measuring device firmly and positioned under a leather stopper roller to ensure the knife tip’s midpoint impact. (2) Then raise the weight to the specified height (h) to generate the required potential energy. (3) A video recording captured the impact between the knife tip and the fabric sample in each test while meticulously documenting the tension experienced by the fabric. A thorough analysis of the recorded videos will provide the parameters needed for calculating fabric penetration energy and knife depth. (4) To investigate the impact of many fabric layers at higher energy levels, additional layers were added and fixed between the two jaws, (5) The tension applied to the fabric during knife penetration is recorded using a tension device connected to the force indicator. (6) The movement of the knife is recorded using high-speed camera.
The coating procedure of the silk fabric sample
The improvement of silk fabric’s stabbing resistance is explored through experimentation with various coating materials. In this regard, silicon oxide particles, rice ash, and aluminum oxide particle reinforcements are incorporated into the silk fabric, forming particles within a resin coating (natural adhesive Arabic gum). The coating percentage is standardized at a predetermined value for all samples, 9 % of the weight of the sample. The selected coating material was applied uniformly onto the silk fabric using the spray method. It is imperative to maintain consistent coverage, achieved by applying multiple thin layers. Subsequently, a drying process is employed utilizing a hot plate. Finally, they were put into the drying oven at 80°C for 20 min.
Forces acting of knife during the fabric penetration
The weight and the attached knife endeavor to penetrate the fabric layer clamped within the force transducer’s jaws to gauge fabric tension during impact. Figure 2 depicts the force analysis applied to the fabric during the sample’s impact. Forces acting on the knife and fabric during punching.
Where P is a punching force Fc is a cutting force Ff1 is the friction force between the blade and contacted yarn T is tension on the fabric due to punching N is the normal force due to the pressing of the yarns on the blade during punching Ff2 is the friction force between the cutting edge of the blade surface and contacted yarn bi is the instantaneous width of the blade
When cutting through a material, the fibers in contact with the knife edge undergo significant stress and tend to elongate. This movement causes the yarns to shift in both the weft and warp directions, enabling the knife edge to traverse. Under the force exerted, the fabric undergoes deformation, and the knife’s edge initiates yarn cutting. The properties of the material, thread cross-section, strength, and intersections at yarn junctions within the base fabric collectively influence cutting resistance. Enhanced puncture resistance is achieved through increased friction between the yarns and the moving blade. 14 The overall energy required for penetration relies heavily on the energy needed to counteract friction between the blade’s surface and the fabric’s surrounding surface, as well as energy lost while severing the yarns surrounding the blade’s edge. In cases involving multiple fabric layers, the penetration force should increase proportionally with the friction between successive layers, which move under the puncture force, thereby elevating the total punching force.
Knife fabric penetration under the falling weight
The resistance force R encountered during blade penetration along the blade axis direction can be expressed as follows: (1) Pre-tensioning x sin θ (2) Tension force of warp and weft yarns x sin θ (3) Integral of the cutting force in the cutting zone x cos β (4) Integral of the friction forces between warp and weft yarns and the blade x cos β
The calculations for cutting force, Fc, are conducted for a sample composed of multiple fabric layers. Since the knife possesses a triangular edge, the forces are treated as acting on a single layer, as depicted in Figure 3. Analysis of the forces acting on the fabric during knife punching.



Fabric stiffness moment Ms
The value of Φ(t) changes during the time of punching as the fabric deforms.
Assuming the low value of the coefficient of friction between the yarns and the blade as well as the value of Ms,

The cutting force required to cut through the fabric is influenced by factors such as the sharpness of the knife, the cutting force of the single yarn (τ), and the number of yarns being cut. Additionally, the width of the cut (B) and the density of warp yarns per centimeter (p2) play a significant role.
The number of cut yarns = B *p2

The flexing force exerted by the fabric during cutting opposes the knife’s penetration force, denoted as Fs. If we treat the fabric sample as a rectangular beam, the magnitude of Fs can be determined as follows.
Assuming the fabric to be an anisotropic linear material, we have E
flex
, L as the length of the specimen, Fs as the applied stabbing force, w, as the width of the specimen, h, as the height of the specimen’s cross-section, and d as the deflection of the fabric beneath the tip of the knife blade. According to elastic beam theory, considering E
flex
to be the elastic modulus (E), the deflection of the fabric beam is calculated as follows:
The overall cutting energy associated with the layers of the fabric, specifically the energy required for knife penetration (EPenetration), is composed of cumulative resistive energies that act against the blade’s penetration. These energies stem from the kinetic energy generated by the falling blade. As the fabric possesses multiple layers, each layer absorbs a portion of the total energy based on the length of the cut.
The equation for EPenetration is expressed as:
Various parameters related to the knife impact the cutting energy. Edge sharpness and cutting speed are notable knife parameters affecting this energy. The cutting energy is further influenced by factors such as fiber type, fabric design, yarn properties, fabric specifications, and the speed at which the knife advances within the fabric. Additionally, the choice of knife type (V-shape, single bevel, compound double bevel) and the characteristics of the knife blade angles also play a significant role.3,16
As depicted in Figure 4, the number of fabric layers (n) can be calculated using the formula: (a, b) Analysis of punching of multi-layer fabric.
The cutting force per centimeter of the fabric is denoted as (fc). The overall cutting force for n layers is given by:
L (i) is the cut length of the fabric of ith layer.



The blade would be stopped by the number of layers (n).
The value of
n (i) is the number of layers resisting the penetration of the blade.
N is the total number of layers
The interaction between the cutting blade and the fabric initiates as the blade’s tip makes contact with the fabric surface.
In the first scenario, if the cutting energy surpasses the kinetic energy of the descending blade, the blade will come to a halt on the surface.
In the second scenario, if the cutting energy within the fabric layer matches the kinetic energy of the blade, the blade’s tip will slice through all layers, eventually stopping after traversing the final layer. During the blade’s penetration, tension is induced in the fabric layer.
The average impact force is calculated as follows: Average Impact Force = Kinetic Energy/(Distance covered by fabric layers upon impact) = mgh/d
The third scenario arises when the cutting resistance energy of the fabric layer is lower than the blade’s kinetic energy. In such a case, the blade will continue its progression through the fabric layers, rendering it impractical to determine the fabric layers’ cutting energy. Here, the velocity (v2) of the blade after traversing the fabric is recorded.
To quantify the remaining energy in the blade, a rubber brake was employed to halt the descending blade at the point where it would typically traverse the fabric’s thickness. This mechanism absorbs the residual energy within the falling blade (Er), a value that varies according to fabric type and the number of layers employed.
The fabric cutting energy (Efabric) is then calculated as the difference between the initial kinetic energy (KE) and the absorbed residual energy (Er), expressed as:
This calculation necessitates knowledge of the fabric layer’s deformation (ΔZ) under the punching force and the energy of the falling mass after cutting through all layers. Additionally, if the distance traveled after impact is denoted as (d), the average impact force (P) can be determined using the equation:
The kinetic energy immediately before impact is equivalent to its gravitational potential energy at the height of release:
When an object of mass (m) is dropped from a height (h), its velocity (v) just before the impact becomes (2gh) 0.5 (m/s). Assuming the blade reaches the fabric’s surface at a velocity of V = (2gh) 0.5 and comes to a complete stop after its tip penetrates the opposite surface of the fabric sample. The energy (Etension) required is either equal to or less than the fabric’s strain energy necessary to deform all yarns due to the normal force applied by the knife. Friction between the knife blade and yarns is typically minimal due to the blade’s smooth surface. Thus, the primary components of cutting energy are Ecutting and Etension.
If the kinetic energy of the falling mass exceeds Epenetration, the fabric layers are adequate to prevent the blade from fully passing through, as shown in Figure 5. In alternate scenarios, the descending mass would be arrested by a leather stopper roller that absorbs a fraction of the kinetic energy, causing the mass to rebound. Energy absorption during the punching test.
Then Falling energy is equal to (0.5 mv2)
The absorbed energy = Energy absorbed by the rubber roller + rebound energy
The rebound energy equal to (0.5 m v12) and V1 = (2gHr)0.5
Energy absorbed by the rubber roller (Erubber)


Based on our experimental findings, the Erubber value was determined to be 2 J.
In every test, we meticulously documented the measurements of H and Hr, enabling us to compute the penetration depth.
Now, let’s delve into the calculation of the cutting energy:
In the case of low friction between the fabric and the knife, Efriction is very small. Consequently,


For multi-layer the tension on each layer is different.
Results and discussion
The fabric’s knife penetration phases
The progression of knife penetration can be divided into three distinct phases for uncoated fabrics. During the initial phase, the knife tip smoothly glided across the fabric’s surface without causing any disruption to the yarn or fabric integrity. In the subsequent phase, as the knife reached a restricted extension point, it initiated deformation on the fabric’s front surface. The conclusive phase began with the full penetration of the knife, resulting in the rupture of yarns and a subsequent reduction in the applied fabric tension load.
A record of the tension during punching is shown in Figure 6, which indicates the different states of the fabric relative to the knife edge. Fabric tension during knife penetration.
When knife tips come into contact with fabrics, they generate tensile stress that stretches the yarns and induces lateral bending in the threads. As the fabric reaches its maximum transverse deflection or the cutting force of the yarns interacting with the knife edge reaches its intrinsic value, the fabric begins to cut as the transverse deflection continues to increase. The yarns are severed one by one as the knife advances through the fabric layers, eventually cutting through all layers in the process. The interplay of the ratio of yarns cut by the knife blades and the bending moment of the resistant fabric accentuates the opposing forces. Figure 6 illustrates the distinct stages of knife penetration, with the fabric’s cutting width expanding in tandem with the penetration depth. For multilayer fabric, the layers’ resistance to stabbing diminishes proportionally (Figure 4(a)). Our findings revealed that greater yarn-cutting resistance necessitates a higher normal force for blade-induced slicing, as the energy needed for fracturing is contingent on stress, crack length, and Young’s modulus. Increasing the normal force beyond its critical point reduces the force required to sever the yarn cross-section. Notably, the force-resisting yarn cutting was associated with the yarn’s Young’s modulus. 29
Results of the silk stabbing test
Penetration depth and cutting width in stab resistance tests
As the fabric’s punching energy escalates, both penetration depth and the width of the fabric cut increase. Figure 7(a) illustrates the outcomes of testing silk multi-fabric layers (ten layers) subjected to varying levels of punching energy. The results demonstrate a substantial correlation between punching energy increase and the rise of penetration depth and cutting width.30,31 (a, b) Penetration depth versus cutting width and number of silk layers.
The ratio (η = Penetration depth/Cutting width) is not constant but amplifies with heightened applied punching energy. This phenomenon could be attributed to the escalating punching velocity, which elevates the penetration depth. Elevating the height (h) from which the mass falls intensifies mass stabbing energy, as well as stabbing velocity. The tabbing force value increases proportionally to the square of the stabbing velocity. Consequently, penetration depth ascends with elevated stabbing velocity while keeping stabbing energy constant. Moreover, it was observed that the fabric-cutting resistance force was inversely proportional to cutting speed, accelerating the failure mechanism at lower cutting force values. This acceleration possibly augments shear stress at the yarn-blade contact region and accelerates the failure mechanism at lower cutting energy levels.32,33
Figure 7(b) demonstrates the impact of layer count augmentation on knife penetration depth, assessed under uniform punching energy conditions. This serves as evidence of how the knife blade’s configuration influences the extent to which layers counteract knife penetration. To enhance material punching resistance, it is generally advisable to elevate the number of fabric layers.This principle is underscored by Figure 8(a), which portrays the cutting width’s variation across distinct layers of silk fabric. Notably, the relationship between penetration depth and fabric thickness does not follow a linear trajectory, contrary to quasi-static puncture resistance observed with a puncture probe
16
. This deviation can be attributed to the fact that the cutting resistance energy, influenced by knife shape, increases as fabric thickness rises, yet the penetration depth across different fabric layers decreases, as illustrated in Figure 8(b). (a, b) Cut width versus the number of fabric layers and the penetration depth versus the fabric thickness.
Analysis of fabric tension during knife penetration
The presented setup, as depicted in Figure 1, offers the capability to quantify the tension exerted on the fabric during the knife penetration process. Figure 9(a) illustrates the measured tension values applied to the fabric across varying layer counts. It was observed that the maximum tension value escalates in tandem with the number of fabric layers employed, as illustrated in Figure 9(b). The augmentation in fabric layer count intensifies both the flexing force of the fabric, as indicated by equation (9), and the overall fabric thickness and stiffness. This escalation, in turn, mitigates tensile stress exerted on the fabric’s cross-section while diminishing shear stress at the knife edge. Consequently, cutting the yarns in contact with the knife edge demands a heightened energy input. (a, b) Fabric Tension during knife penetration using different numbers of layers.
As depicted in Figure 10, the cutting width and penetration depth were observed to diminish with an increase in the number of fabric layers. This reduction can be attributed to the elevated stabbing resistance posed by the fabric layers. The cutting width and penetration depth versus the number of the fabric layer.
Impact of knife sharpness
The sharpness of the knife directly influences the penetration depths during the fabric sample punching process. Sharper knives lead to greater penetration depths under identical stabbing energy (E) conditions.
The knife was tested at different energy levels and compared to the results given by NIJ Standard–0115.00. The NIJ Standard–0115.00 outlines the connection between penetration depth and cut width when using a standard S1 knife blade at a 0° angle of incidence. Figure 11 visually depicts the correlation between penetration depth and cutting width on silk samples, serving as an indicator of the sharpness of the employed knife. Consequently, when switching knives for testing diverse fabric specimens, each knife must initially undergo testing under the same parameters comprising the number of layers and knife penetration energy. Knife penetration depth and the cut width of the silk sample.
The value of the minimum number of silk layers that NIJ Standard–0115.00
Following NIJ Standard–0115.00, testing of commercial armor should be conducted at the specified energies: • Primary energy (E1): (24 ± 0.50) J • Over test energy (E2): (36 ± 0.60) J
Commercial armor’s resistance to penetration must exhibit no penetration exceeding the following thresholds: • 7 mm at E1, for valid hits at incident angles of 0° and 45° • 20 mm at E2, for valid hits at an incident angle of 0°
It was imperative to ascertain the minimum number of silk fabric layers required to satisfy these criteria, ensuring the experimental findings for silk fabric under various stabbing conditions were suitable. The following empirical equation was determined to accurately describe the depth of penetration by the knife blade into the silk cloth:
Where E is the knife penetration energy, n is the number of layers
In exploring the characteristics of equation 29’s sounds, all the measured experimental data was graphed alongside the data generated by equation (29). This comparison serves to validate the reliability and accuracy of the results obtained from the equation. Figure 12 illustrates the implications of Equation (29). Calculated the value of the penetration depth by equation (29) versus the measured value.
The disparity in penetration depths between different knives is characterized by the factor (γ), calculated as follows:
γ = Penetration depth
The experimental penetration depth data for silk fabric can be effectively modeled using the developed equation:

Enhancing Fabric cutting esistance
The primary objective of protective armor is to thwart knife attacks by restricting the blade’s penetration beyond specific standards, as dictated by regulatory bodies such as the National Institute of Justice (NIJ) Standard-0115.00 and the Knife Resistance Standard established by the Home Office Scientific Development Branch (HOSDB). This evaluation, performed with varying numbers of fabric layers, determines the armor’s protective level, graded from Level 1 (minimum protection) to Level 3 (maximum protection). The development of fabric architectures also improves the stabbing properties of the resulting structures. All these design factors are of primary importance for achieving flexible and lightweight structures with high stabbing resistance energy 34 ; all these design factors are of primary importance for achieving flexible and lightweight ballistic structures with high standards limit 10 .
The challenge in enhancing stab-resistant armor lies in augmenting its resistance while minimizing the fabric’s areal density. Decreasing the fabric’s areal density results in lighter, more comfortable armor, but it simultaneously diminishes its stabbing resistance. Hence, a trade-off exists between comfort and protection. The armor’s protective efficacy is shaped by factors such as material composition, layer arrangement, and layer count.
The increase in the number of layers is constrained by armor weight. In this study, several strategies were proposed to enhance silk fabric’s performance while utilizing the minimal number of layers.
Design of stab-resistant armor
The fundamental basis of the silk fabric’s multilayer armor design aims to bolster cutting energy by incorporating additional fabric layers. To offset armor weight, multiple design propositions were formulated to enhance fabric puncture resistance. The following are tested trials: 1. Multi-layer woven Silk Fabric Testing encompassed a range of silk fabric layers, spanning from 1 to 50 layers. 2. Alternative Inner Layer Layouts Maintaining Constant Fabric Weight by altering the arrangement of inner layers, the fabric weight is preserved. 3. Application of Diverse Coatings Exploring the use of different coatings to augment fabric performance.
As illustrated in Figure 13, the configuration of various samples is presented. Figure 13- a four-layer sample while Figure 13(b) is the pleated structure. Pleated structure.
Figure 13(c) illustrates the fundamental unit of the internal fabric’s undulating configuration.
To compute the waveform of the internal layer:
Assuming:
The length required for a single unit of fabric = a + b.
The project length across the sample = c.
If the sample’s length is denoted as L, then the number of units (n) can be calculated as:


Tests were conducted on samples with different wave configurations, varying the number of units. Figure 14(a) shows tension measurements for a pleated multi-layer structure, indicating a longer puncture time compared to an equivalent-weight multilayer sample. Figure 14(b) displays tension values for both structures, with the pleated multi-layer structure showing notably higher values, suggesting improved fabric punching resistance. Figure 14(c) compares the penetration depth of the pleated structure with a multilayer silk fabric, providing insights into the impact of wave configurations on fabric performance and puncture resistance. The pleated multi-layer structure exhibits exceptional strength, making it suitable for applications requiring protection against mechanical stress. These findings imply that the pleated multi-layer structure offers strong fabric, suitable for protective armor (a, b, c) Pleated structure versus multilayer structure of silk fabric.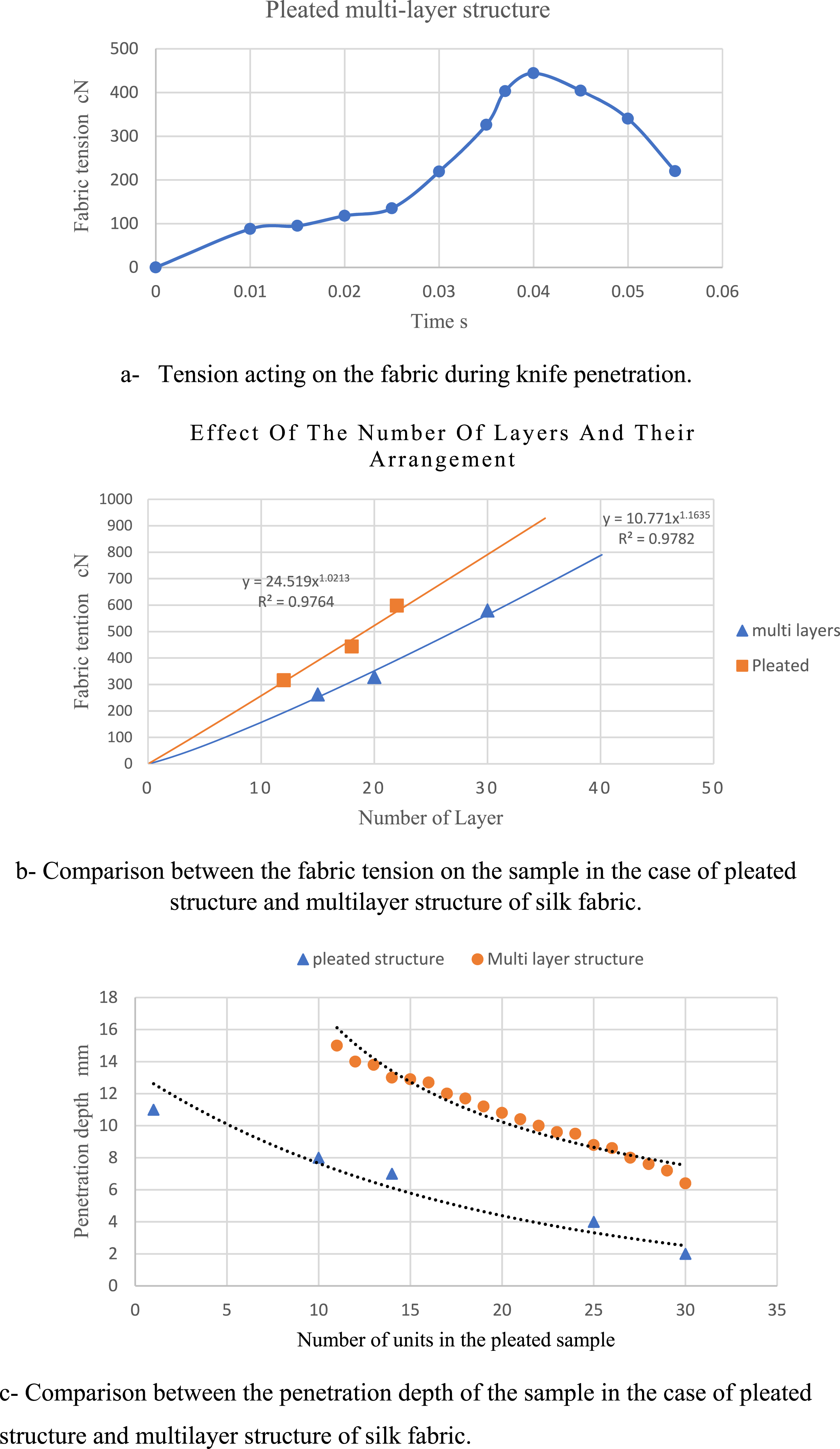
Effect of the application of coating materials on silk fabric
Achieving enhanced stab resistance in silk fabric without compromising its appearance is attainable through the application of specialized coatings. This method introduces an additional protective layer, and the quantity of coated silk fabrics used can be adjusted based on the desired level of protection. 33 Coatings on fabric within multi-layer configurations serve diverse purposes, contributing to the improvement of properties that increase punching resistance. Three specific surface modification coatings silicon dioxide deposition, rice ash deposition, and aluminum oxide particle application have distinct applications. In all cases, the friction properties between the coated fabric and the knife increase, making them beneficial in multi-layer fabric configurations subjected to punching force. The choice of coating depends on the specific requirements of the end product, including the desired level of protection. 34 Currently, the related hotspots studies focus on improving the puncture resistance of fabrics by impregnation of shear thickening fluid. 35
Figure 15 shows the silk rice husk-coated sample. Silk rice husk-coated fabric.
In this study, we recommend using a multi-layer fabric strengthened by several coated layers to enhance overall stab resistance. Two layers of silk fabric were treated with different types of finishes. Protective coatings have the potential to increase the stab resistance of silk fabric by providing an additional layer of protection, making it more challenging for sharp objects to penetrate. Silicon oxide particles, rice ash, and aluminum oxide particle reinforcements were incorporated into the silk fabric as particles within a natural resin coating.
The ash derived from rice husk contains approximately 90% silica. The inherent properties of rice husk, including its capacity to absorb energy upon impact, may prove more effective in dissipating the energy associated with a stabbing force. This energy absorption could significantly reduce the likelihood of penetration. Rice husk particles contribute to the overall flexibility and toughness of the coated fabric, rendering it more resistant to deformation and penetration during a stabbing action. The distribution of rice husk particles is uniform, and their sizes complement the silk fabric’s structure, thereby enhancing stab resistance.
The assembly demonstrated an enhancement in stab resistance primarily attributed to the presence of a single coated layer, specifically the rice ash and silicon oxide particle coating. This observation signifies that a single silk layer coated exclusively with resin led to a notable enhancement of approximately 37.07%, 29.21%, and 13.47% in stab resistance for rice ash, aluminum oxide, and silicon oxide particles, respectively. Figure 16 confirms the elevated fabric stab resistance associated with the presence of the abrasive particle coating. The incorporation amplified the friction between the fabric and the knife, resulting in reduced penetration depths. Moreover, the coated layers are stiffer, resisting the deformation caused by the tip of the knife in the initial phase. The presence of the abrasive coating introduced a significant benefit by effectively minimizing yarn slippage within the fabric. The penetration depth of samples with two-layer coated fabrics out of ten silk layers, at stabbing energy 24 J.
Figure 16 illustrates the influence of utilizing two layers of coated fabric out of ten layers of silk fabric on blade penetration depth. The stabbing depth was reduced significantly due to the application of two layers of coated silk fabric out of 10 silk layers.
As depicted in Figure 17(a) comparison is presented, illustrating the penetration depth of the treated material across varying quantities of coated layers. The penetration depth of the samples with different coated layers.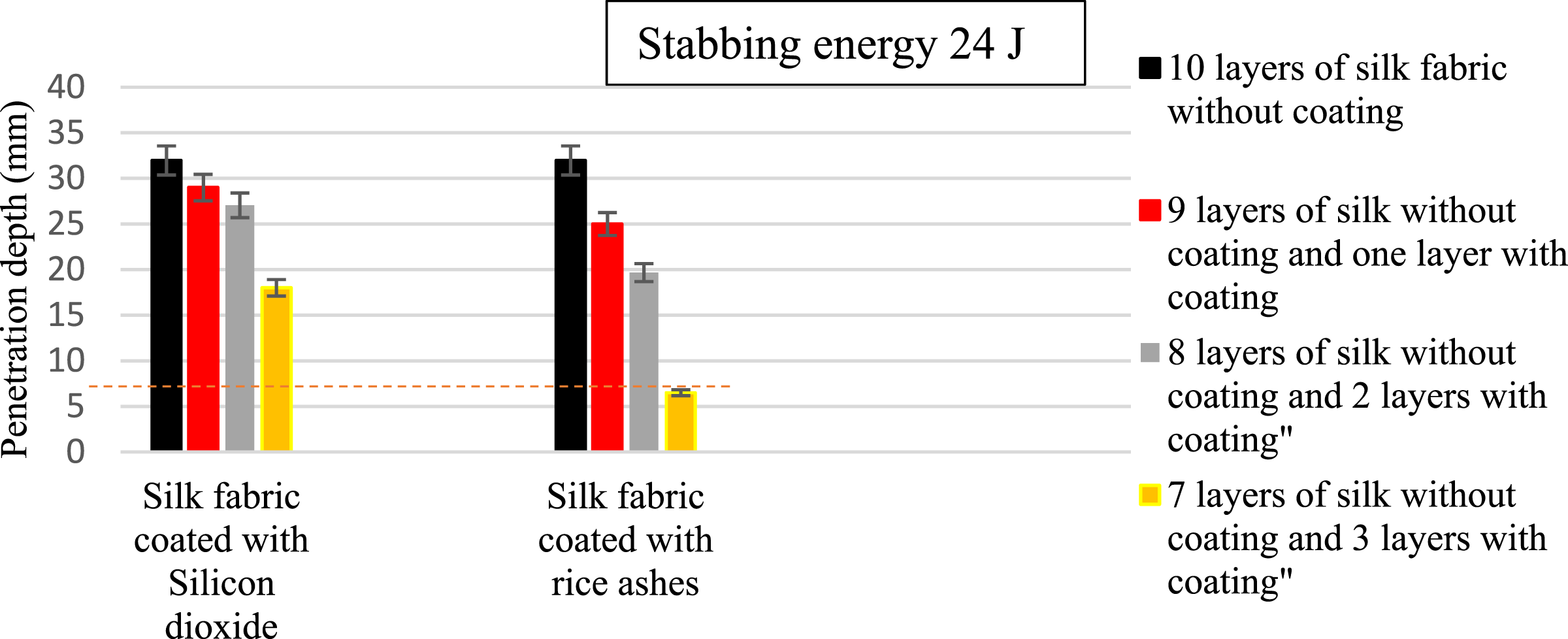
The application of coating materials leads to an increase in the fabric’s weight per unit area. To assess the effectiveness of the coating material, the following ratio (specific knife penetration depth (λ)) is calculated for each test:
λ = Knife Penetration depth (mm)/areal density of the tested sample (g/m2) (mm/(g/m2))
Figure 18 presents the ranking of different coatings based on their corresponding λ values. A lower λ value indicates that the coating is more efficient in reducing blade penetration depth. The results showed that the addition of two layers of silk-treated fabric exhibited significant enhancement in puncture resistance performance as compared to neat fabric. The coating of the fabric can change its punching resistance due to several factors. One factor is the deformation behavior of the fabric when it is coated.
36
The coating can significantly alter the tensile, shear, and bending properties of the fabric. Due to the more binding of both yarns and fabric structure, which can also affect the punching resistance. The value of λ for different types of coating material, stabbing energy 24 J.
The overall cutting energy associated with the layers of the fabric, specifically the energy required for knife penetration (EPenetration), is composed of cumulative resistive energies that act against the blade’s penetration. According to equation (11). The energies originate from the kinetic energy the descending blade produces. Since the fabric comprises multiple layers, each layer absorbs a proportion of the overall energy depending on the number of layers and the value of the punching energy of each one.
The equation for total penetration energy 
The value of the total penetration energy of the coated layer was found to be higher depending on the type of coating used. The coated layer punching resistance energy in the case of using two coated silk layers out of 10 sample layers was found to be 118.2%, 144.5%, and 162.5 % when using Silicon oxide, aluminum oxide, and rice ash coating particles respectively.
The pleated multi-layer structure offers simplicity compared to the coated approach and is more cost-effective. Nevertheless, the thickness of the wavy sample was observed to be greater than that of the coated counterpart. On the other hand, the coated design exhibits reduced penetration depth in comparison to the wavy arrangement sample when subjected to equivalent stabbing energy. The pleated multi-layer structure demonstrates greater flexibility than employing multiple layers with a coating. The study considers only the S1 type knife blade of NIJ Standard–0115.00.
Conclusion
The primary objective was to explore the resistance of silk-woven materials against quasi-static knife penetration, using a falling weight setup to induce penetration at different stabbing energies. • The theoretical examination led to the derivation of an equation for determining penetration depth, providing a comprehensive understanding of the fabric-knife interaction. • It is found that a multilayer plain weave silk fabric with 26 layers meets stab-resistant armor requirements in line with NIJ Standard 0115.0 (E = 24 J: penetration depth h = 7 mm), showcasing silk’s potential as a protective material. • The effectiveness of a pleated structure silk fabric design in enhancing stabbing resistance, with the degree of improvement linked to the number of waves per centimeter. • Investigating the integration of silicon dioxide, rice ash, and aluminum oxide particle reinforcements into silk fabric through a particle/resin coating. Results indicated a substantial enhancement in stab resistance, with the most significant improvements observed in a double layer of silk coated exclusively with resin. The enhancements were approximately 37.07% for rice ash, 29.21% for aluminum oxide, and 13.47% for silicon oxide particles. • Punching resistance energy saw notable increases, with 118.2%, 144.5%, and 162.5% enhancements for silicon oxide, aluminum oxide, and rice ash coating particles, respectively.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.