
Abstract
In this paper, the shear-thickening fluids(STFs) are prepared by 0.5 µm and 12 nm silica particles. The STFs rheological properties and the performance of stab resistance are studied. SiO2 particles with two sizes (12 nm and 0.5 µm) are mixed at different weight ratios to form shear thickening fluids and its rheological behaviors are tested. Next, the quasi-static spike and knife stab resistances, dynamic impact strength, and yarn pull-out of shear thickening fluid-impregnated Kevlar fabrics are tested. The investigation showed that the micro- and nano-sized particles of silica are present in the compound shear thickening fluid, and the rheological behavior was positively improved. Regardless of whether shear thickening fluid is composed of mono-sized or binary particle-sized SiO2 particles, the presence of shear thickening fluids can significantly strengthen Kevlar fabrics in terms of the quasi-static spike and knife stab resistances, dynamic impact strength, and promote the friction force of inter-yarn. In particular, shear thickening fluid-impregnated Kevlar fabrics have better performances when being composed of 12 nm and 0.5 µm SiO2 particles at ratios of 2:1, 1:1, and 1:2 than when being made of only micro-sized or nano-sized particles.
Introduction
Personal protective materials are widely used in police and civil applications. The traditional stab-resistant armor is hard, semi-hard or flexible. Flexible stab-resistant materials acquire better puncture resistance, mainly via a post finish with high performance fibrous fabrics or different structures. Shear thickening fluids has an ability to dampen and dissipate vibrations, the application of these fluids in dampers superior shock absorbing solutions and sports equipment have been recently researched. In 1990s, scholars started combining STF and a fabric structure in order to advance its use in the protection field. Furthermore, STF has commonly been used for anti-ballistic and stab-resistant purposes in recent years [1]. STF is a typical non-Newtonian fluid whose viscosity changes according to the shear rate. When used for protection, STF is usually combined with fabrics made of Twaron, Kevlar, Technora, aramid, and ultra-high molecular weight polyethylene (UHMWPE) fibers [2–6].
Many studies investigated the impact of fabrics that were impregnated with STFs. STF-impregnated fabrics utilized STF for the enhancement of ballistic performance and stabbing resistance [7–10]. Qin et al. produced STFs using 500 nm silica at 5 wt% in order to study the rheological properties of STFs. Then, Kevlar fabrics were first impregnated in an optimal STF and then its stab resistance was tested. It was proven that the presence of STF could improve the dynamic and quasi-static puncture-resistant performances [11]. Li et al. prepared STF using 500 nm SiO2 particles, after which UHMWPE fabrics were immersed in STF. The test results indicated that the presence of STF improved the dynamic stab and puncture-resistant performances by 62.34% and 44.76%, respectively [5]. Gong et al. investigated the influence of the types of STFs on the stab and puncture-resistant performances of STF/Kevlar composites. The results showed that STF impregnation provided Kevlar fabrics with significant enhancement. The hardness of the particles was a dominant factor in the knife stab resistance, while the inter-yarn friction played a critical role for improving the puncture resistance [12].
The studies on STF in the protection field are not exclusive of single-phase STF, and also contain modification and multi-phase STFs that are often made by adding other components to STF suspension for reinforcement. The fillers, including carbon nanotubes, ceramic particles, and nano graphene, can improve the rheological behavior and protection to a certain extent [13–18]. Regardless of whether it is single-phase or multi-phase STF, its combination with and reinforcement to fabrics are correlated with the particle volume fraction, particle hardness, and particle size of silica particles [19–21]. Noticeably, the incorporation of STF with the protection application can effectively reduce the number of fabric layers and obtain greater protection. Although some people have studied the stab resistance of fabric coatings containing particles [22], the presence of particles is different, so the effects are also different. The treatment of the fabric by the STF makes the yarn friction and the stab resistance of the fabric more significant. However, the majority of studies on STF primarily examined the rheological property and the degree of protection, and few studies examined the properties and reinforcement provided by STF that were composed of two-sized silica particles. Therefore, in this study, silica particles at a nano- and micro-scale are used to form STFs. The rheological behavior and puncture/stab resistances of STF-impregnated Kevlar fabrics are tested in order to analyze the stab/puncture-resistant mechanisms and the influence of STFs.
Experimental
Materials and preparation of samples
Kevlar plain fabrics (DuPont Engineering Polymers, USA) have a density of 200 g/m2 and are composed of 1500 Denier yarns with the same warp/weft density of 60 yarns/10 cm. Silica (SiO2) particles of 12 nm (Degussa, Germany) and 0.5 µm (Tianjin Sanjiang (Serida) Technology, China) were used. Polyethylene glycol (PEG, Tianjin Sanjiang (Serida) Technology, China) has an average molecular weight of 200 g/mol. Absolute ethyl alcohol is purchased from Tianjin Fengchuan Chemical Reagent Technology, China. Nano SiO2 particles and PEG200 are blended at 600–1200 r/min for 12 h using mechanical stirring in order to form STF. The prepared suspensions were placed in an ultrasonic cleaning machine for ultrasonic dispersion for 3 h. The ultrasonic power is 40 kW, and the water is changed once every 20 min to ensure that the water temperature in the ultrasonic cleaner is not higher than 36°C. The content of SiO2 in STF is 30 wt% and the particle sizes are listed in Table 1. STF is diluted with absolute ethyl alcohol (1:2) and processed at 40 kW for 1 h using an ultrasonic cleaning machine. Next, Kevlar fabric is impregnated with STF, and then compressed at 2 Bar nip pressure to remove extra STF using padding rollers. Finally, the STF-impregnated Kevlar fabrics (hereafter referred to as STF/Kevlar fabrics) are stored at a temperature of 25°C and humidity of 30–38% in the dark place for 24 h, which allows the evaporation of absolute ethyl alcohol. The manufacturing process is shown in Figure 1.
Specifications of STFs.

PEG: polyethylene glycol; STFs: shear thickening fluids.

Preparation of STFs and STF/Kevlar fabrics.
Tests
A rotational rheometer (MCR302, Anton Paar, Austria) equipped with a 25 mm plate is used to measure the rheological behavior at 25°C and a shear rate of 0.1–1000 s−1. The microstructure of pure Kevlar fabrics and STF/Kevlar fabrics are observed using a scanning electron microscope at 20 kV (SEM, TM-3030, HITACHI, Japan). A universal testing machine (HT-2402, HongTa Instrument, Taiwan) is used in the quasi-static puncture and stab resistance tests as specified in ASTM F1342-05. The test rate is 508 mm/min and samples of 10 cm × 10 cm size were used. Figure 2(a) shows the spike head and knife-shaped heads of stab. The drop-weight impact tester (Xin Zhi Electronic Automation Co., Taiwan) is employed in the impact test. The dynamic impact head weighing 4 kg is released from a height of 0.2 m (Figure 2(b)) [23,24]. Yarn pull-out test is performed using a universal testing machine (HT-2402, Hong Ta Instrument, Taiwan) and the test speed is 100 mm/min [25]. The sample size is 15 cm × 10 cm with a reserved length of yarns of 10 cm. Figure 3 shows the diagram of yarn pull-out test.

(a) Knife- and spike-shaped heads and (b) dynamic impact head.

Diagrams of yarn pull-out test.
Results and discussion
Rheological behaviors
STF exhibits rheological characteristics that are dependent on the dispersion phase and particle size of SiO2 particles. In order to investigate the influences of nano- and micro-sized SiO2 particles, 12 nm and 0.5 µm SiO2 particles are mixed (1:1) or singly used to form STFs that are then evaluated with rheological test. As a result of an increase in the shear rate, three types of STFs first demonstrate shear thinning. When reaching a critical shear rate, they have a rapidly increasing viscosity and thus exhibit a shear thickening phenomenon (Figure 4). The critical shear rate of STFs can be ranked from highest to lowest according to the 12 nm/0.5 µm ratio as 1:1, 0:1, and 1:0. It is believed that the nanoparticle size influences the shear thickening behavior. When smaller particles were used, the critical shear rate became higher [26]. It can been seen from Figure 4 that the increase in silica particles decreases the critical shear rate. Figure 5 shows the distribution of SiO2 particles in STFs where the 12 nm/0.5 µm ratios are 1:0 (a–c), 0:1 (d–f), and 1:1 (g–i), indicating three states: stability, shear thinning, and shear thickening, respectively. Due to the zeta electrostatic force and Van der Waals force, SiO2 particles are apart from each other with a stabilized distance. At the state of shear thickening, the stability of van der Waals and electrostatic forces is disrupted. With the increase of shear rate, layered structures were formed in the particles, causing shear thinning with the decrease of viscosity. Beyond the critical shear rate for shear thickening onset, layered structures disorder and particles agglomeration, namely hydro-clusters are formed, which are responsible for drastic increase in viscosity. The blended 12 nm and 0.5 µm SiO2 particles provide the compound STF with a large number of particles than that of STF composed by 0.5 µm SiO2 particles, which contributes to a relatively higher original viscosity of STF. Particle clusters are formed when shear thickening occurs. Since 12 nm silica particles are much smaller than 0.5 µm silica particles, some 12 nm silica particles will be present in the gaps among 0.5 µm silica particle clusters. Therefore, the maximum viscosity of the compound made by 12 nm and 0.5 µm silica particles is lower than that of pure 0.5 µm silica particles. STF prepared by 12 nm silica has highest initial viscosity and shear thinning viscosity than other STFs because of the largest number of silica particles in the suspension.

Rheological behavior of STFs as related to the particle size and blend ratio.

Distribution of SiO2 particles in STFs. (a to c) STF made by 12 nm SiO2, (d to f) STF made by 0.5 µm SiO2, and (g to i) STF made by 12 nm and 0.5 µm SiO2 in steady state, shear-thinning state, and shear-thickening state.
Microstructure of the Kevlar and Kevlar/STF
Figure 6 shows the distribution of STF on fabric and fibers. Neat Kevlar fibers are more smooth than those fibers impregnated by STFs. Fibers are tough when STF is distributed on its surface. Because STF exists on the surface of fibers and yarns, the friction between the yarns will be improved, and it will also affect the stab resistance of the fabric.

SEM images of STF/Kevlar fabrics made of (a) pure Kevlar fabric, (b, e) 12 nm SiO2 (c) 0.5 μm SiO2, and (d, f) 12 nm:0.5 μm SiO2 = 1:1.
Quasi-static spike and knife stab resistances
A spike-shaped head is used in quasi-static spike stab resistance and knife-shaped head is used in the quasi-static knife stab resistance. Figure 7 shows the results of stab tests. Compared to pure Kevlar fabrics, the STF/Kevlar fabrics demonstrate distinctively higher spike and knife stab-resistances. The higher the stab force, the greater the stab resistance. Regardless of whether mono- or bi-particle-sized SiO2 particles are used, the resulting STFs improve the stab resistance remarkably. The test results show that STFs exclusively composed of 12 nm or 0.5 µm demonstrate comparable quasi-static spike and knife stab resistances, which suggests that despite the particle size, silica particles have equivalent reinforcement.

Quasi-static stab load of samples as related to (a) spike and (b) knife stab heads.
When the 12 nm/0.5 µm ratios are 2:1, 1:1, and 1:2, the bi-particle-sized STFs exhibit even higher reinforcement in stab-resistant performances than the previous groups. Because of appropriate combination weight ratios of nano- and micro-sized silica particles, micro-sized particles stay outside of the yarns, instead of entering the interior of the yarns, and the opposite is the case for nano-sized particles. It can be seen in Figure 2. As a result, the bi-particle-sized STFs have the synergistic effect and better stab-resistant performances. With a ratio of 1:3, STF is composed of a greater amount of nano-sized silica particles. Nano-sized particles are adhered to micro-sized particles due to the Van der Waals force, and the former easily agglomerates over the surface of the latter, which prevents STF from entering the interior of Kevlar fabrics. The presence of STFs in Kevlar fabrics improves the friction force of yarns in the fabrics [27]. Although 0.5 µm SiO2 particles fall off from the yarns easily due to the friction among yarns, they simultaneously provide STF-impregnated fabrics with a higher friction.
In addition to an improvement in the friction, STFs also play a role as an adhesive that bonds the constituent yarns firmly. Hence, it is difficult for the yarns to be split when a spike stab force is applied to the fabrics. When there are more resistant yarns, the spike and knife stab resistances is enhanced. Figure 8 shows the images of punctured pure Kevlar and STF/Kevlar fabrics as related to spike- and knife-shaped heads. When the pure Kevlar fabrics are punctured by a spike-shaped head, the yarns are slipped to form a hole. Similarly, it also happens to STF/Kevlar fabrics, but the yarns are fractured and limited from slippage. Therefore, STF/Kevlar fabrics yield higher quasi-static spike and knife stab resistances than pure Kevlar fabrics. In addition, the cohered yarns of STF/Kevlar fabrics are fractured together when being stabbed by a knife-shaped head. By contrast, the pure Kevlar fabrics exhibit fractured yarns that are not bonded, which proves that the STF impregnation bonds the yarns of Kevlar fabric well.
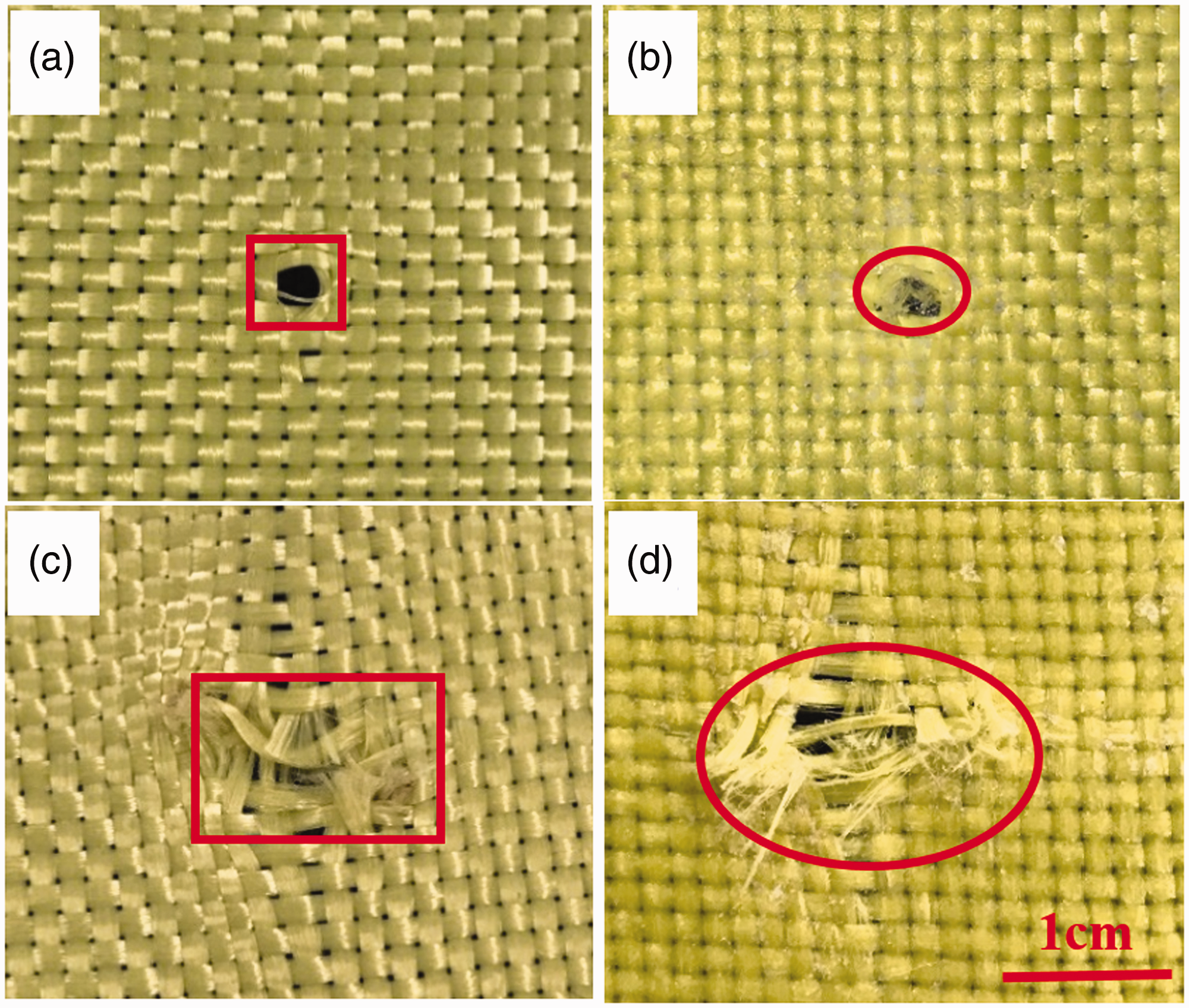
Section images of (a, b) spike stab of pure Kevlar and STF/Kevlar fabrics and (c, d) pure Kevlar and knife stab of STF/Kevlar fabrics.
Figure 9 shows the relationship between the spike and knife stab displacements, and Figure 9(a) shows that the spike puncture process involves three stages [28]. In stage I, the spike-shaped head strikes the fabric and fractures a small amount of fibers. In stage II, the puncture occurs while the friction force of fabric resists the head. Therefore, STF immersion strengthens the friction force of Kevlar fabrics, and there are thus more fractured fibers when the spike-shaped head punctures the fabric. In stage III, when the spike-shaped head finally penetrates and destroys the fabric structure, the fabric only deforms slightly but the force decreases sharply.
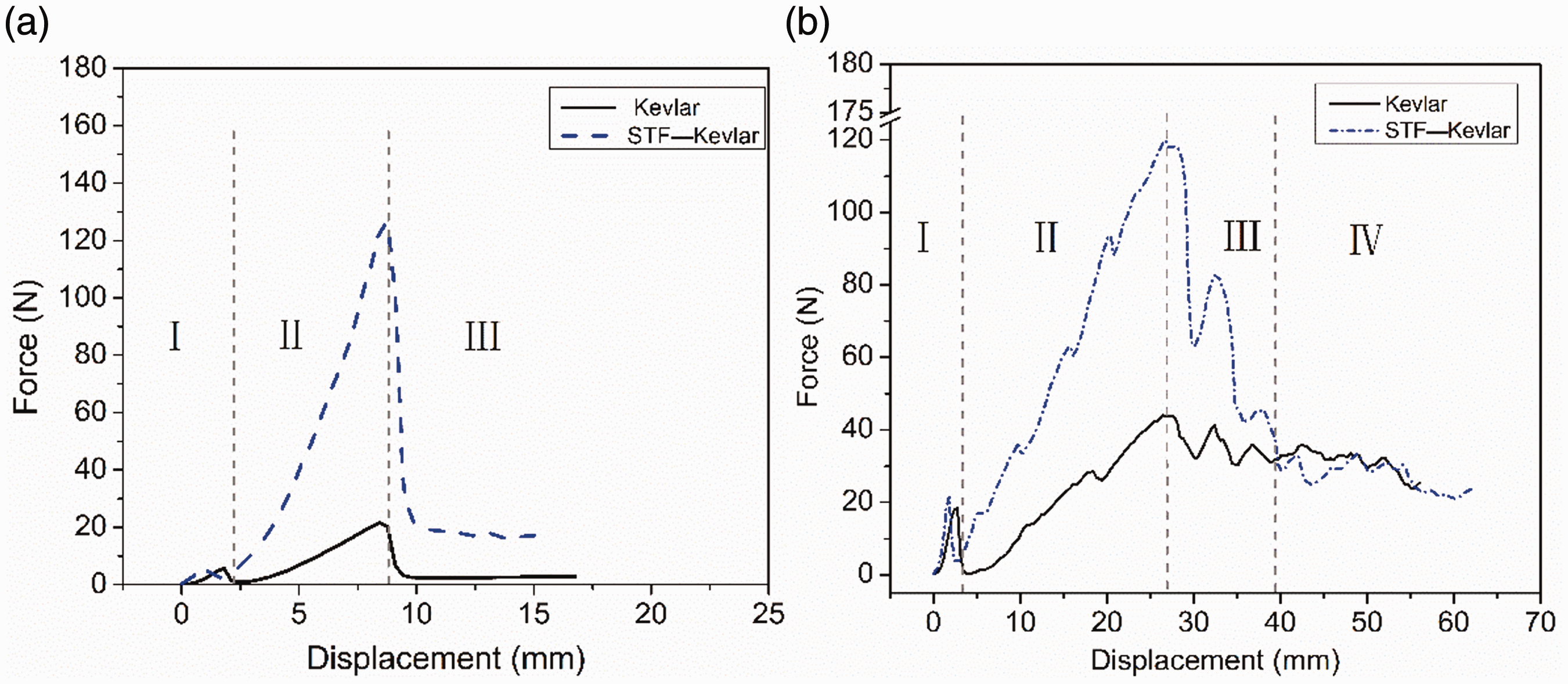
(a) Spike stab and (b) knife stab resistance curves of pure Kevlar and STF/Kevlar fabrics.
The stab process depends on the friction force between the knife-shaped head and the fabric. The knife-shaped head first exerts a shear action over the yarns and then breaks the yarns. When the stab force reaches the maximum, the friction force resists the stab primarily [29]. Figure 9(b) shows that there are four stages involved. In stage I, the knife-shaped head and fabric are in contact, during which the head breaks some fibers. In stage II, the tensile force of yarns is accompanied with the frictional force and shear force. In stage III, tensile force and friction force of the fabric jointly resist the damage. In both stages II and III, STF/Kevlar fabrics are composed of yarns that are with highly adhered fibers. Due to a high cohesive force, it is difficult to split a single yarn for the knife-shaped head, which in turn causes a rise in the reaction force between the head and yarns.
During the spike and knife stab processes, fabrics deform and absorb the stab energy caused by a spike- or knife-shaped head

Energy absorption of samples as related to the (a) spike and (b) knife stab force.
Compared to single-layered pure Kevlar fabrics whose puncture-resistant energy being 7.31 × 10−1 J, STF/Kevlar fabrics have puncture resistance energy of 35.37 × 10−1 J that is five times higher than pure fabrics, and there is also a significant rise in the stab resistance energy. The energy absorption level of fabrics indicates the energy required to penetrate the fabrics. Therefore, the higher energy absorbed by the fabrics makes it more difficult to be punctured/stab destroyed. The effect of STF distinctively improves the puncture/stab resistance of the fabrics. Specifically, when 12 nm and 0.5 µm SiO2 particles are blended at the ratio of 2:1, the STF/Kevlar fabrics withstand the highest amount of damage energy and thus exhibit the highest puncture/stab resistance.
Dynamic puncture resistance analyses
Figure 11 shows the dynamic impact load of STF/Kevlar fabrics where the impact performance is significantly improved. STF/Kevlar fabrics have a dynamic impact load that is 4.6 times that of pure Kevlar fabrics (48.67 N). The maximum impact force and resistance of STF-impregnated Kevlar fabrics occur when 12 nm/0.5 µm ratio is 2:1. Figure 12 shows the impact force–time curves of STF/Kevlar fabrics, which indicates that the dynamic impact resistance is an instantaneous reaction. With STF/Kevlar fabrics being impacted, STF instantly exhibits shear rigid, which hardens the fabrics and enhances the impact resistance. The dynamic impact mechanism is shown in Figure 8, where the fabric structure is damaged by the impact head, which in turn pulls out the yarns. Compared to pure Kevlar fabric (Figure 13(a)), the STF/Kevlar fabrics exhibit pull-out yarns that are shorter (Figure 13(b)). The presence of STF strengthens the yarn-to-yarn interaction and consequently improves the impact resistance.
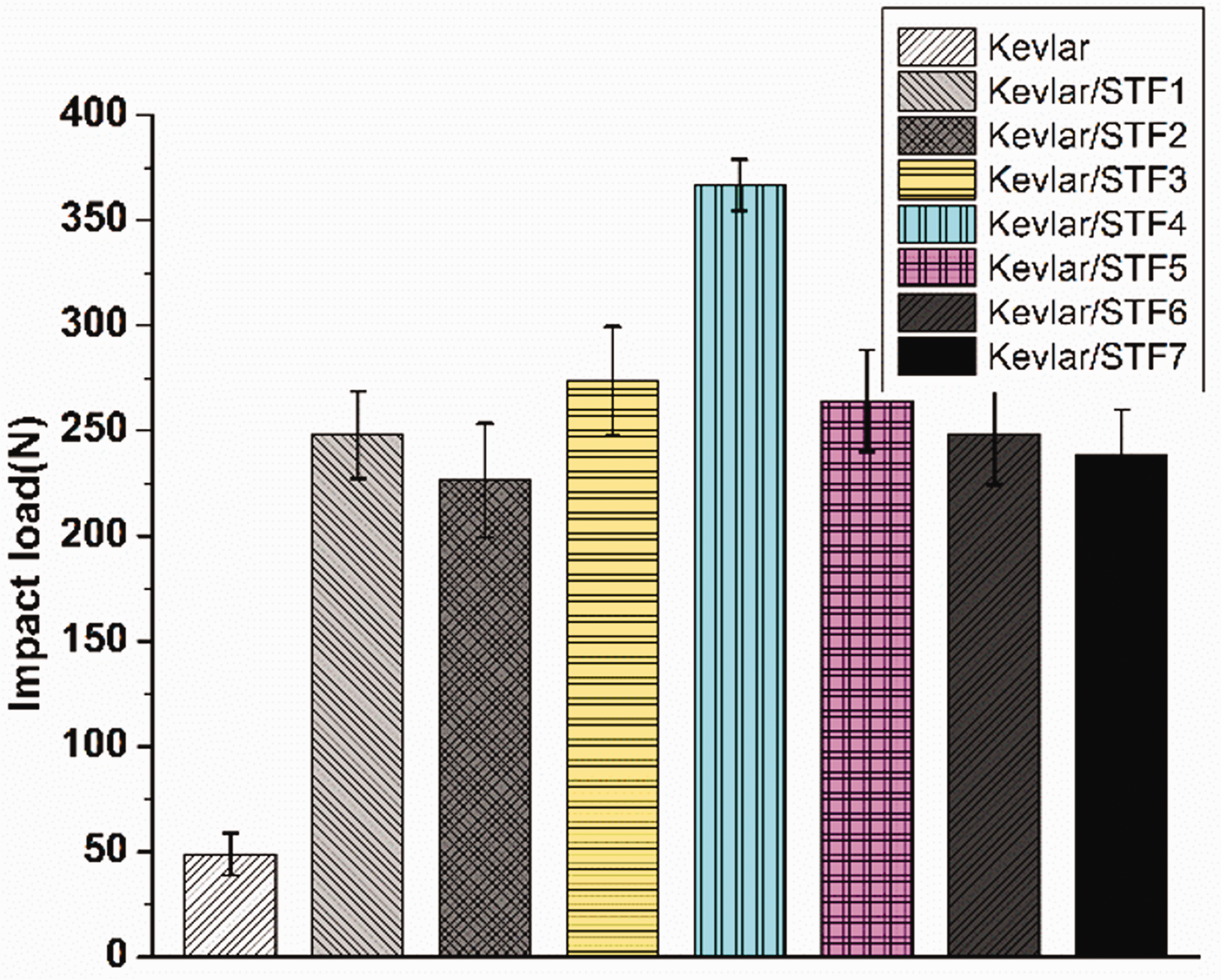
Dynamic impact load of Kevlar and STF/Kevlar fabrics.

Dynamic impact resistance curves of samples.
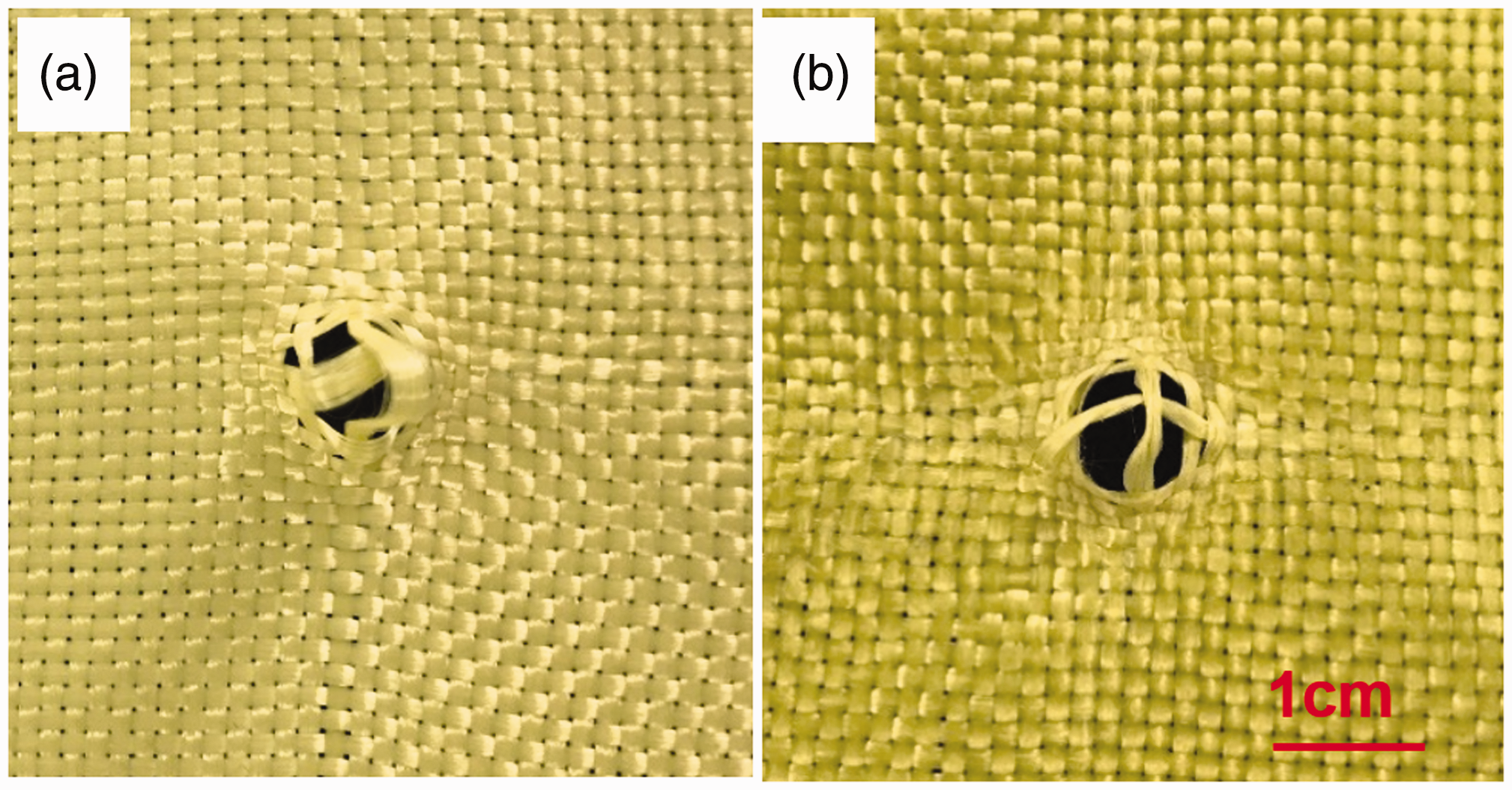
Images of damaged (a) Kevlar and (b) STF/Kevlar fabrics.
Yarn pull-out force
Figure 14 shows that STF/Kevlar fabrics have much higher yarn pull-out force than pure Kevlar fabrics, which suggests that the impregnation in STF remarkably heightens the friction force of fabrics. In particular, Kevlar impregnated with STF6 shows the maximum yarn pull-out force which means that the friction between yarns is much higher. Namely, this weight ratio provides an optimal filling effect of STF thereby STF and Kevlar fabrics generate the optimal bonding effect. Due to the presence of STF, the friction force among yarns is fortified and the yarn pull-out force is strengthened. And STF filling in the inter-yarns and the displacement of yarn pull-out also have been improved as shown in Figure 14. The inter-yarns’ friction influences the stab resistance of fabric. When the inter-yarns friction and the puncture are higher and stab resistance of fabric is more outstanding. Therefore, the study of inter-yarns frictional properties of STFs-treated materials is a valid method to evaluate the stab resistance properties of stab-resistant fabric [30].

Yarn pull-out results of samples.
Moreover, regardless of whether the ratio is 3:1 or 1:2, the bi-particle-sized STF causes yarn pull-out force that is higher than that of single-particle-sized STF (i.e. 0:1 or 1:0). In other words, the combination of micro- and nano-sized silica particles contributes to an excellent synergistic effect. However, STF made in a ratio of 1:3 contains a greatest number of micro-scale particles, and subsequently the Van der Waals force among the SiO2 particles is higher than the electrostatic repulsion. The particles are easily agglomerated, which provides the Kevlar fabrics with lower reinforcement. The improvement in yarn pull-out force is consistent with that in quasi-static puncture/stab and impact-resistant performances. In addition to the friction force among yarns, STF also acts like an adhesive that bonds the yarns so that the occurrence of pull-out yarns is limited.
Conclusion
In this study, silica particles with particle sizes of 12 nm and 0.5 µm are blended at different ratios to form STFs which reinforce the Kevlar fabrics in terms of quasi-static stab and dynamic impact-resistant performances. The mono- and bi-particle-sized STFs are compared for the rheological behavior, and the latter exhibit a lower critical shear rate and better shear thickening effect. Regardless of the particle size, STFs composed of 12 nm and 0.5 µm SiO2 particles provide comparable reinforcement in stab resistance, which is yet lower than that provided by bi-particle-scale STFs made of 12 nm/0.5 µm of 2:1, 1:1, and 1:2 ratios. However, STF/Kevlar fabrics made in a ratio of 3:1 also have similar reinforcing level to that of single-particle-size STF/Kevlar fabrics, whereas bi-particle-scale STF/Kevlar fabrics made of a ratio 1:3 have the lowest stab/puncture resistance. In particular, when 12 nm/0.5 µm ratio is 2:1, the STF provides the Kevlar fabrics with the highest puncture/stab resistance, impact resistance, and degree of pull-out yarn.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors gratefully acknowledge the financial support provided by the Natural Science Foundation of Tianjin (18JCQNJC03400), National Natural Science Foundation of China (grant numbers 51503145 and 11702187), the Natural Science Foundation of Fujian (2018J01504, 2018J01505) and the Open Project Program of Fujian Key Laboratory of Novel Functional Fibers and Materials (Minjiang University), China (No. FKLTFM1722). This study is also supported by the Opening Project of Green Dyeing and Finishing Engineering Research Center of Fujian University (2017001B, 2017002B, and 2017001A).