
Abstract
This paper studies the influence of the weave parameter on the ballistic performance of multi-ply systems. Three types of plain weaves were put into investigation, namely, A090, A200, and A400. Tensile and yarn pull-out tests were performed to investigate the responses of fabric upon quasi-static loading. Penetration tests were performed to characterize the energy absorption capability of different multi-ply systems at impacting velocities ranging from 250 m/s to 460 m/s. It was found that the strength of the fabric sample increased almost linearly with fabric areal density, and the coarser weaves exhibited a greater resistance against yarn pull-out. The ballistic limit (V50) of finer weave 13A9, is around than 42.5% higher than coarser weave 3A4. In terms of hybrid systems, placing finer fabrics in front and coarser fabrics in the rear exhibits higher ballistic limits than the reversed sequence (8–20 m/s differences), while placing coarser fabrics in front exhibited greater energy absorption capability when the impact velocity is sufficient to cause instant and localized failure. It was also found that the ballistic performance of the hybrid systems does not alter significantly with the mass percentage of the coarser weaves at high impact velocities (greater than 400 m/s). The results indicate that replacing the expensive ballistic weaves with cheap materials in a hybrid system is a reasonable alternative to achieve cost reduction without significant performance degradation.
Introduction
Soft body armor provides its wearer protection against high-speed bullets shooting from firearms or projectiles generated from explosions. The development of fibrous materials with a high strength-to-weight ratio has made it possible to design lightweight personal protective systems. Nevertheless, the materials available for ballistic protection are confined to a few types of organic fibers, such as aramids and ultra-high-molecular-weight polyethylene (UHMWPE).1,2 Other fibers are found to be liable to degradation, which limits their potential uses in soft body armor. On the other hand, the requirements of body armor have been made more challenging primarily in that the protective systems are required not only to be more protective but to be lightweight as well. Confronted by such a challenge, developing a new structure becomes a reasonable approach to make the system more popular and more commercially competitive. One of the revolutionary technology is the development of cross-plied unidirectional (UD) laminate, which did away with the concept of yarn interlacement, resulting in a significant improvement in ballistic performance. 3 Although this technology has undoubtedly been more advanced than the conventional weaving process, the UD fabric suffers from a couple of limitations: for one thing, the bonding material, which is waterborne polyurethane in most cases, constrains the mobility of the filaments and consequently increases the bending stiffness of the structure. This makes UD a less comfortable choice when used as anti-ballistic interior liners or underwear as a part of a personal protection system; Moreover, UD fabric is not suitable for applications such as ballistic umbrellas and moveable fortifications. These end-uses require the material to be compliant and foldable so that they can be rapidly deployed on the battlefield. Consequently, the search and investigation for multi-functional ballistic structures are ever-ongoing, and the development of woven fabrics has attracted much attention.
Some researchers studied the influence of weave construction on its ballistic performance. Zhou et al. 4 used finite element method to simulate the performance of plain, 2/1 twill, 3/1 twill, five-end satin, and seven-end satin weaves. The numerical predictions showed that the plain woven fabric exhibits superior energy absorption over other fabrics in a ballistic event. This was attributed to the fact that maximum interlacing points in this fabric help to transmit stress to a larger fabric area, enabling more secondary yarns to be involved for energy dissipation. Their findings were confirmed by Yang et al., 5 who further pointed out that the plain weave enables more energy to be dissipated by yarn-yarn sliding and that the effect of weave structure is more pronounced in single-ply system than in the multi-ply system. Xie et al. 6 compared the ballistic performance of 2D braided, 2D triaxial braided, and 3D orthogonal weaves. Both experimental and numerical results showed that 2D triaxial braided is more protective than the other two types of fabrics. In terms of 3D fabric, there is no shortage of publications reporting the ballistic protection of angle-interlock fabrics. Ha-Minh et al. 7 investigated the effects of boundary conditions on the failure mechanisms of interlock fabric target. It appears that the fabric damage is dominated by the sideway/lateral movement of individual yarns along the border of the projectile head and by their successive fracture. Separation does not exist due to the reinforcement of warp yarns in the thickness direction. Wei et al. 8 studied the ballistic mechanism of interlock fabric under the Full Metal Jacket (FMJ) projectile impact. The numerical prediction showed that the energy dissipated in friction sliding accounts for more than 3/4 of the whole energy absorption, and the yarn’s kinetic energy absorption contributes more than half of the yarn energy absorption, indicating that the penetration of the interlock fabric is essentially accommodated by yarn displacement and “windowing” rather than yarn failure. Majumdar et al. 9 tested shear thickening fluid treated 3D fabric with stuffer yarns and found that increasing the mass ratio of stuffer yarns is beneficial for the energy absorption capability of the system. Abtew et al. 10 studied the anti-trauma performance of 2D and 3D fabric in a dome-shaped profile. It was found that 3D interlock fabric panels required a greater number of layers compared to 2D plain weave aramid fabrics to halt the projectiles. In other words, 2D weaves are more protective than 3D weaves when used for a female bullet-proof vest.
Since the previous studies confirmed the superior performance, it is reasonable to develop further intuition about the underlying working mechanisms of this type of structure during the process of energy dissipation, which is believed to be dependent on yarn crimp. Yarn crimp describes the degree of yarn undulation in a woven fabric, and it is also a parameter contributing to the areal density of the fabric. The value of yarn crimp can be calculated as follows:
11

In equation (1), L yarn is the length of the straight yarn under tension, and L fabric is the wavelength of the undulated yarn in fabric. Wang et al. 11 found that fabric with a large crimp is prone to form high stress at the site of impact, leading to earlier failure of the sample target. In addition, multi-ply systems consisting of low-crimp fabrics exhibited greater energy absorption efficiency of each layer is higher than that composed of high-crimp fabrics. 12 These results are in agreement with those obtained by Ralph et al., 13 who used the cover factor to quantitatively study the yarn crimp in question. They found that weaves with low cover factors showed faster transverse wave speeds than those with high cover factors, resulting in an improved energy absorption capability. Nevertheless, some researchers found that if the cover factor is too low or the fabric is too “loose,” the sample target is penetrated by yarn pull-out or “windowing.”14–17 The most effective cover factor was determined to range from 0.6 to 0.95. 18 The study of the weave parameter raises an interesting question as to whether yarn crimp is the only weave parameter that determines fabric performance; the answer is obviously no. Zhou et al. 4 used a finite element model to simulate fabrics with identical yarn crimps but different thread densities and yarn linear densities. The numerical prediction suggested that weaves with higher tightness are more desired for ballistic protection, other things being equal. Additionally, Cork and Foster 19 found that woven fabrics with unbalanced crimps in the warp and weft directions showed inferior performance than those with balanced crimps.
Previous studies as indicated above have analyzed the effect of yarn mechanical properties, inter-yarn friction interaction, and fabric architecture on improving the ballistic performance of woven fabric layers; however, the feasibility of hybridizing, such as the fraction to which finer fabrics can be replaced by coarser fabrics and the stacking sequence, has yet to be quantified. Thus, to address this lacuna, three different structures of Kevlar fabrics with areal densities of 90 g/m2, 200 g/m2, and 400 g/m2, widely used in ballistic amour applications are considered. Multi-ply systems of the three fabrics were built, and the influence of weave parameter on their ballistic performances were comparatively analyzed at the same areal density. Further, these three fabric materials were stacked in different combinations as per a planned design of experiments. Combing the coarse and fine weaves in one system will no doubt be of great use in cost reduction. The current work will therefore investigate the generality of the application of hybrid systems in designing flexible armor systems.
Material and panel specification
Parameters of three types of plain-woven fabric.


Micrographs showing the weave structures of fabric: (a) A090, (b) A200, and (c) A400.
Combinations of different fabrics used in this research.


The edge-clamped fixture: (a) schematic diagram, (b) tailored samples, (c) failed fabric edge, (d) fabric deformation.
Material characterization
Fabric tensile test and yarn pull-out test
Fabric strips were subjected to stretching to obtain the rupture force and elongation at break. This test aimed to study the influence of structural parameters on the tensile properties of different fabrics and was performed according to the standard of ISO 4606. The length of the test specimen was cut into 350 mm to allow a gauge length of 200 mm, and the width was cut into 65 mm. Tests were performed in the warp and weft direction at constant rates of 50 mm/min and repeated five times for each operating condition.
Yarn pull-out tests were performed to characterize the frictional force between the fabric-forming yarns. Schematic diagrams of the yarn pull-out method are shown in Figure 3(a). Sample targets were cut into 6 cm × 20 cm. The length of the fabric zone is 20 cm. Yarn tails were left on the top (3 cm). A slot was maintained for the yarn to be pulled out on the bottom while the rest of the tails were clamped by a bottom jaw. Tests were performed in the warp direction at constant rates of 50 mm/min and 500 mm/min, respectively. (a) Tailored fabric samples; (b) apparatus used for the yarn pull-out test.
Ballistic impact test
A single-stage smooth-bore gas gun was used to perform the ballistic penetration test (Figure 4(a) and (b)). The launch tube has an inner diameter of 12.7 mm and a length of 1.8 m. The projectile in use is a steel sphere with a diameter of 8 mm and a mass of 2.11 g. As the diameter of the launch tube is greater than that of the sphere, a sabot made of polyethylene was used to protect the inner peripheral surface of the tube and to improve the trajectory stability of each impact. The cylindrical sabot is 10 mm in height and 12.7 mm in diameter. A bowl-shaped opening is generated at the impact side to accommodate the steel sphere (Figure 4(c)). The projectile is propelled by high-pressure nitrogen to render impact velocities below 350 m/s and by high-pressure helium to render impact velocities ranging from 350 m/s to 450 m/s. Two sets of infrared chronographs were employed to measure the impact and residual velocities of the projectile, respectively. The ballistic performance of the sample target was characterized by the following: The ballistic impact testing system: (a) schematic of the ballistic impact testing; (b) the experimental devices; (c) the design of the sabot and launch tube.

Results
Fabric tensile test
Figure 5 shows the images of the fabric strip before and after rupture. No evidence of damage is found at the exposed area; that is, failure occurs at the top or bottom edges, where fabric is tightly gripped by the hydraulic clamp to avoid slippage, and therefore, stress concentration occurs during the process of stretching. Load-displacement curves of the individual sample at the warp and weft directions are displayed in Figure 6. The value of the load at rupture increases almost linearly with the areal density; for example, the rupture load of A090, which is approximately 3405 N, was found to be one-fourth that of A400. The results indicate that weave parameters have limited influence on fabric tensile properties, or rupture load is more specific. In addition, it was found that the loading force at rupture in the warp direction is slightly greater than that in the weft direction. This is because the thread density of the warp ends is greater than that of the picks. In other words, more fiber material is involved in tensile stretching. During the weaving process, it is a common practice to align the warp ends in a dense fashion on a weaver’s beam to achieve the required areal density. Fabric strips subjected to tensile test: (a) before and (b) after testing. Load-displacement curves of tensile test for (a) A090 in the warp direction; (b) A090 in the weft direction; (c) A200 in the warp direction; (d) A200 in the weft direction; (e) A400 in the warp direction; (f) A400 in the weft direction.

Yarn pull-out test
Inter-yarn friction is characterized by performing the yarn pull-out test, measuring the force required to pull a single yarn out from single-ply plain weaves. Figure 7 displays their corresponding force-displacement curves and peak-load forces at different loading rates. It can be seen that the peak load force of A090 at 500 mm/min is approximately 6.8 N, which is 58% greater than that at 50 mm/min. The increase in peak load force due to higher pulling rate is 35.7% and 51% for A200 and A400, respectively. A090 is slightly being more sensitive than A200 and A400 at different pulling rate. This is because there are more crossovers and yarn interlacement in the former structure than in the latter two structures. A400 exhibits a peak load force of approximately 15 N at a pull-out rate of 500 mm/min, which is more than double that of A090. Nevertheless, this does not necessarily mean that the penetration of A400 is less likely to be accommodated by yarn pull-out than A090. Recall that the panels to be tested has an areal density of approximately 1200 g/m2; there will be a greater number of primary yarns in contact with the projectile in A090 than in A400. In addition, since the rate of quasi-static pull-out is far lower than that of a ballistic event, a greater resistance against yarn pull-out is expected upon high-velocity impact. Pull-out force as a function of displacement for different single-ply weaves at constant rates of (a) 50 mm/min and (b) 500 mm/min.
Ballistic performance
Single-phased panels
Figure 8(a) shows the residual projectile velocity as a function of impact velocity for three types of single-phase fabric panels. The dots were curve-fitted to plot the dashed regression lines based on the Recht-Ipson (R-I) model
20
: Projectile (a) residual velocity and (b) energy absorption plotted as a function of the impact velocity for 13A9, 6A2, and 3A4.

Figure 8(b), showing the energy absorption calculated by equation (3), demonstrates that the amount of energy absorbed by 13A9 is double that of 3A4 at their corresponding ballistic limit velocities. At the impact velocity of 394 m/s, the energy absorption of 3A4 is 32.63 J, which is approximately one-fifth that of 13A9 at a similar impact velocity (387 m/s). The differences in energy absorption, however, become less pronounced when the impact velocity of the projectile reaches 450 m/s, with the performance of 13A9 being similar to that of 6A2.
Figures 9 and 10 show the deformation of fabric panels during the penetration process. The image sequences revealed a particularly important phenomenon whereby the propagation of the transverse deflection and the markers of yarn de-crimping are evident on the sample targets. In Figure 9, fabric deformation was captured by the high-speed camera, providing image sequences at a time interval of 10 µs at the impact velocity of approximately 370 m/s. As 13A9 was not perforated at 374 m/s, the projectile kinetic energy of 147.5 J was completely absorbed by the system. The amount of energy dissipated by 6A2 and 3A4 are 88.1 J and 42.8 J, respectively. At t = 30 µs, the projectile engages with one primary yarn on 3A4, and the fiber bundle is about to be split apart in between. This leads to penetration in the following image, where fiber damage is readily observed. In terms of 6A2 and 13A9, the systems were not perforated prior to 40 µs after impact. In addition, 13A9 exhibited a more defined transverse deflection. The resultant orthogonal markers of yarn de-crimping in 13A9 are reasonably more noticeable near the impact site. These responses combined to improve the energy absorption efficiency of this panel. When the impact velocity reaches approximately 455 m/s, the duration of projectile-fabric colliding is significantly shortened. Evidence can be found in images at 40 µs after impact, where all the panels were penetrated. The damage is localized at the impact site, and therefore energy dissipation mechanisms, such as transverse deflection and yarn de-crimping, are less prominent than those at lower impact velocities. The image sequence of fabric deformation of (a) 13A9, (b) 6A2 and (c) 3A4 at the impact velocity of approximately 370 m/s. The image sequence of fabric deformation on (a) 13A9, (b) 6A2 and (c) 3A4 at the impact velocity of approximately 455 m/s.

Impacted sample targets were analyzed to compare their penetration mode in the vicinity of the impact site (Figure 11). Although fabric edges are clamped tightly by the fixture, there is a mixed failure mode of fiber damage and yarn “windowing” in 3A4 at the impact velocity of 368 m/s. This is because the fabric is flexible, and the yarns have mobility, projectiles having polished spherical surfaces tend to push the yarns aside and “wedge through” in-between two adjacent yarns. The crimped yarn profile provides additional length for “windowing” to occur when the principal yarns are being de-crimped. This indicates that the primary yarns tend to slip aside and consequently disengage with the projectile, causing less material to be involved in energy dissipation. At similar impact velocity, this phenomenon is less evident on 6A2. In terms of 13A9, the system was not penetrated. It is interesting to find that the impact loading causes the rearmost ply to exhibit a more pronounced deformation and yarn movement than other plies. When the impacting velocity of the projectile increases, the impact sites of 6A2 and 13A9 exhibited clear damaged holes, while that of 3A4 still displays a mixture of yarn failure and fiber entanglement. Elastic recoils of the primary yarns were observed in 13A9 after rupture, a phenomenon that was not observed in other systems. Damaged sample targets at different impact velocities.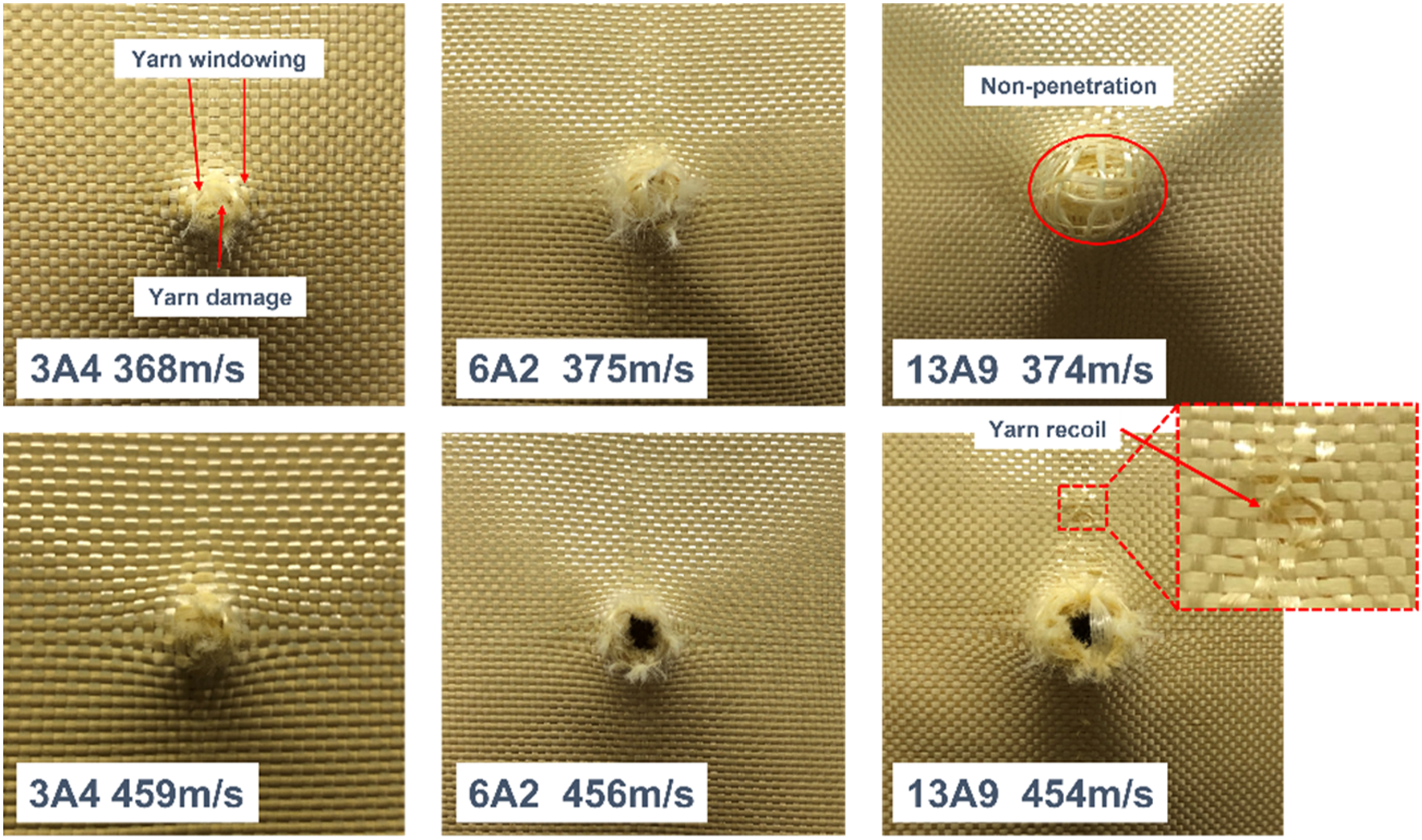
Hybrid panels
Figure 12 displays the ballistic performance of different hybrid systems at velocities ranging from 250 m/s to 460 m/s. The values of a
0
, p, and semi-empirical V50 based on equation (3) were displayed in the figures, showing that placing finer fabrics in front and coarser fabrics in the rear exhibits greater ballistic limits than the reversed sequence. For instance, 8A9-1A4 exhibited a semi-empirical V50 of approximately 358 m/s and an energy absorption of 135.4 J, while the reversed sequence exhibited a semi-empirical V50 of 336 m/s and an energy absorption of 119.1 J; 8A9-2A2 exhibited a V50 8 m/s greater than that of 2A2-8A9. It is also interesting to find that as the mass portion of A090 increases, the ballistic limit increases as well. When the impact velocity reaches approximately 455 m/s, placing coarser fabrics in front causes more projectile kinetic energy to be absorbed by the target than the reversed combinations. Evidence can be found from two cases: 1A4-8A9 at 454 m/s and 8A9-1A4 at 452 m/s; the former case absorbed 24.2% more energy than the latter. Figure 13 displays the deformation of the eight systems at 30 µs after impact at the impact velocity of approximately 450 m/s. The images were taken from the rear face of the panels. A slightly more defined transverse deflection was observed on panels with coarser fabrics placed near the impact face. It is interesting to find that the difference between the two predefined sequences is more pronounced in combinations containing A400 than those containing A200. The difference in structure can be readily reflected in the evolution of transverse deflection, which directly determines the amount of energy absorbed by the systems. Projectile residual velocity plotted as a function of the impact velocity for (a) 2A4-4A9 and 4A9-2A4; (b) 4A2-4A9 and 4A9-4A2; (c) 1A4-8A9 and 8A9-1A4; (d) 2A2-8A9 and 8A9-2A2. Fabric deformation of (a) 2A4-4A9 at the impact velocity of 457 m/s; (b) 4A9-2A4 at the impact velocity of 453 m/s; (c) 4A2-4A9 at the impact velocity of 458 m/s; (d) 4A9-4A2 at the impact velocity of 454 m/s; (e) 1A4-8A9 at the impact velocity of 454 m/s; (f) 8A9-1A4 at the impact velocity of 452 m/s; (g) 2A2-8A9 at the impact velocity of 457 m/s; (h) 8A9-2A2 at the impact velocity of 454 m/s at 30 µs after impact.

Discussion
The influence of weave parameter
The energy absorption capability of the plain weave systems is strongly dependent on the fabric parameter, which, on the other hand, seems to be less influential in the quasi-static tensile test. Evidence can be found in Figure 6, where the strength of the single-ply fabric increases almost linearly with their corresponding areal density. It, therefore, follows that the ballistic potential of high-performance multi-filament yarns of coarse fabrics was not fully explored, such as A400. One possible explanation is that it requires greater forces to pull out the principal yarns from 13A9 than 6A2 and 3A4. This is because the yarns in A090 are much finer, and there are 13 plies of A090 involved in 13A9, causing a greater number of yarns to be engaged with the projectile. It, therefore, follows that 13A9 is more resistant against yarn pull-out than other systems during a ballistic event despite the fact that the peak load force of the single-ply A090 is much lower (Figure 7).
In addition, the ballistic performance of different systems is also believed to be dependent on the value of fabric fractional cover (C
fab
), which refers to the fraction of the total fabric area covered by the component yarns. For any fabric, there are two fractional covers: the warp cover (C
wp
) and the weft cover (C
wf
). An simplified model was used to calculate the value of C
fab
:
10


According to equations (4) and (5), the C fab of A090, A200, and A400 are 0.44, 0.58, and 0.65, respectively. It was observed in Figures 9 and 10 that the velocity of the transverse wave varies inversely with C fab . This is probably because that higher yarn crimp resulting from greater C fab impedes the propagation of the transverse deflection, the phenomenon of which is more evident at low-impact velocities. The results corroborate with those found by Ralph et al., 13 who did similar work on single-ply aramid UHMWPE woven fabrics. Yang and Chen 12 and Zhou et al.4,17 also reported the benefit of a low-crimp yarn profile in energy dissipation. They confirmed that stress on the high-crimp fabric fluctuated more severely at the crossover than that of the low-crimp fabric. Therefore, fabrics with highly-undulated yarns (higher C fab ) are more susceptible to early failure due to stress concentration.
The feasibility of hybrid systems
The aforementioned results showed that finer weaves are more protective than coarser weaves when subjected to ballistic impact. While the cost of 13A9 is approximately four to five times higher than those of 6A2 and 3A4, cost reduction becomes an immediate issue to be resolved in product commercialization. Confronted by such a challenge, replacing the more expensive weaves with much cheaper materials becomes a reasonable approach to reduce the cost of the whole system. According to this design guidance, some researchers suggested the use of Makrolon® film, stainless steel, or cotton in the front plies 23 and Twaron® fabrics in the rear plies. Although the ballistic results showed that the replacement of weak material did not bias the performance of the panel much, the practice of this engineering method needs further verification before being used in the engineering design of anti-ballistic systems. A more reasonable and convincing alternative is to use the same type of fiber but cheaper fabrics to replace the expensive fabrics, that is, A090 could be replaced by A400 or A200. Then, the research work necessitates the determination of the stacking sequence and material portion of different fabrics mixed in a hybrid panel.
It has been established that placing the finer weaves near the impact face and the coarser weaves near the back face exhibits better ballistic protection than the reversed sequence, for example, the ballistic limit of 4A9-2A4 is approximately 320 m/s, which is greater than that of 2A4-4A9 (307 m/s). When the impact velocity reaches above 450 m/s, placing coarser weaves in front appears to be a more protective combination. Evidence can be found in Figure 12, where the former combinations exhibit a greater energy absorption than the latter combinations at the impact velocity of approximately 450 m/s. Although there are numerous publications reporting the performance of hybrid systems, little work focuses on the mixture of fabric with different parameters. Given the fact that the propagation of the transverse deflection is dependent on the value of C fab , it was inferred that the variation of ballistic performance with the impact velocity could be attributed to the interaction between the plies with higher C fab and those with lower C fab . When the lowest C fab fabric was placed at the strike face, its faster transverse wave would drive the successive higher C fab layers, causing more interaction between the plies. 10 Ply interaction is believed to be more beneficial in energy absorption when the impact velocity is in the vicinity of below the ballistic limit. This is probably because that systems with intensive ply interaction exhibit reduced back face deflection (BFD) before penetration.14,24 When the impact velocity is great enough to cause a localized damaged area, ply interaction is more likely to initiate stress concentration on the materials at the impact site, leading to early failure of the sample target.18,25–27
Figure 14 shows the energy absorption capability of different combinations against the material percentage. It must be noted that the material percentage in the horizontal axis indicates the mass ratio of A200 and A400 in the hybrid systems, for example, the percentage of 36% and 69% indicates that A400 or A200 account for 36% and 69% mass of the whole system, respectively. It can be seen that the ballistic performance of the panel systems does not alter significantly with the mass percentage of the cheap fabrics at velocities above 400 m/s. When the impact velocity decreases to 370 m/s, the variation of the energy absorption capability is more remarkable. This is where the better yarn pull-out behavior of A090 comes into play. In addition, using A200 as replacement material gives better performance than using A400, despite the fact that the former is more expensive. Energy absorption capability against the material percentage of the systems with the combinations of (a) A400 + A090; (b) A090 + A400; (c) A200 + A090; (d) A090 + A200.
Conclusions
In this paper, Kevlar®29 plain weaves were used to fabricate multi-ply systems.
Tensile and yarn pull-out tests were performed to investigate the responses of fabric upon quasi-static loading. The ballistic performance of different systems was tested using a gas gun capable of propelling a projectile at the velocity range of 250∼460 m/s. The effects of the weave parameter on ballistic limits, energy absorption behavior, and failure mechanisms of the multi-ply system were studied. Based on the experimental results, four main conclusions were obtained: (1) For the three types of Kevlar®29 fabrics, namely A090, A200, and A400, weave parameters have a limited influence on fabric tensile rupture strength, which is more dependent on the areal density. Coarser weaves, such as A400, exhibited greater resistance against yarn pull-out than finer weaves, such as A090. (2) Single-phase panels (13A9) consisting of finer or low-C
fab
weaves, such as A400, outperform other systems in ballistic limit and energy absorption capabilities. This is probably because a great number of primary yarns in 13A9 were engaged with the projectile at the impact site, which delays penetration and initiates a more defined transverse deflection. When the impact velocity reaches approximately 450 m/s, the duration of projectile-fabric colliding is significantly shortened, and the superior performance of 13A9 is less pronounced. (3) For the eight types of hybrid panels, (2A4-4A9 and 4A9-2A4, 4A2-4A9 and 4A9-4A2, 1A4-8A9 and 8A9-1A4, 2A2-8A9 and 8A9-2A2), when the finer or low-C
fab
fabric was placed at the strike face, its faster transverse wave would drive the successive higher C
fab
layers, causing more interaction between the plies. Ply interaction is believed to be more beneficial in energy absorption when the impact velocity is in the vicinity of below the ballistic limit and is detrimental when the impact velocity is sufficient to cause instant failure at the impact site. (4) It is possible to replace the material at the striking face with a cheap weave to achieve cost reduction under some circumstances. It was found that the ballistic performance of the hybrid systems does not alter significantly with the mass percentage of the coarser weaves at high impact velocities.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: National Natural Science Foundation of China (Grant Nos: 12172179, 12202207, 12302187), China Postdoctoral Science Foundation (2022M711623), Open Funds for Key Laboratory of Impact and Safety Engineering (Ningbo University), Ministry of Education (CJ202201), Knowledge Innovation Program of Wuhan-Shuguang Project (202201080102) and Natural Science Foundation of Jiangsu Province (BK20220968).