
Abstract
Aiming at the difficulty of designing flexible shielding materials for lightweight and complex structures, the radiation shielding simulation model of coated fabric was established by SuperMC nuclear simulation software system and the γ-ray shielding performance of the material was predicted. Pb and Ta doped Bi/PU coated fabric composites were prepared by coating process. SEM, EDS, γ-ray shielding performance, mechanical properties, and wear resistance were tested. The results show that the simulated values of shielding performance are in good agreement with the measured values, the maximum deviation of the predicted value is 2.94% and the minimum is 0.25%. Doping Pb and Ta can increase the probability of the photoelectric effect and improve the γ-ray shielding performance of the material. When the doping amount of Ta is 5wt%, the shielding rate (simulation value) of Bi/Ta/PU coated fabric composites to 59.5 keV, 122 keV, and 184 keV γ-rays reaches 29.80%, 20.35%, and 8.09%, respectively, which is 3.13%, 2.32%, and 0.95% higher than that without doping. However, Ta is more environmentally safe and can replace Pb as a shielding additive. Doping auxiliary functional particles will improve the shielding performance but will reduce the material’s wear resistance and mechanical properties. After doping 5%Ta, the wear resistance index decreased by 6.81, and the tensile strength decreased by 4.5 MPa. The influence mechanism of process parameters on shielding performance is further revealed by visual analysis, which provides a new reference for the design of lead-free flexible shielding materials.
Introduction
For years, lead has been the primary radiation-shielding material. Lead is commonly used in the field of radiation shielding because of its good physical properties and radiation shielding performance. However, lead and its compounds have significant toxicity to the human body and will accumulate in the human body, causing irreversible damage to the human body AbuAlRoos NJ. 1 More and more attention has been paid to the toxicity of lead and its pollution of the environment Eid and Zawia. 2 The materials used for radiation shielding require high density. In addition to lead, traditional shielding materials include iron, iron ore, concrete, etc. However, the shielding effect is not good, a certain thickness is needed to meet the protection requirements, and the shielding material is Large in volume Luković et al. 3 Therefore, it is crucial to replace lead with non-toxic materials. Currently, the focus of research is to develop non-toxic, lightweight, flexible, and low-cost radiation shielding materials.
In 2001, Timothy P Martinez and Cournoyer conducted a study at Los Alamos National Laboratory to explore the cost and benefit of using bismuth instead of lead to protect people from traditional radioactive sources Cournoyer. 4 They believe that bismuth is a non-hazardous substitute for the shielding of low-energy sources affected by the photoelectric effect or the radiation shielding of high-energy X-rays and gamma rays mainly affected by the interaction of electrons. It can provide adequate protection without affecting the productivity of workers.
In recent years, with the improvement of protection requirements and in-depth research, researchers have begun to explore new materials with excellent performance. Many researchers have studied and reported composite material systems containing bismuth and oxides. They think they may be used as γ-ray shielding materials, such as bismuth glass composites containing bismuth or bismuth oxides, resin composites, etc. Rare metal tantalum has been widely used as a radiation shielding material because of its stable chemical properties and excellent radiation shielding performance.
Zhang 5 prepared a new non-toxic shielding coating with tungsten powder and bismuth powder as filling materials and acrylic resin as the matrix, which has a good shielding effect. Zehtabian et al. 6 simulated single-layer and multi-layer shielding materials of barium, bismuth, gadolinium, tin, and tungsten by the Monte Carlo simulation method and studied the shielding performance of lead-free materials under photon energy commonly used in diagnostic radiology and nuclear medicine. An environmental shielding body lighter than the traditional lead shielding body has been developed. They believe that the three-layer shield consisting of tungsten, bismuth, and gadolinium can be used as an appropriate substitute for lead in diagnostic radiology and nuclear medicine. In 2021, Bünyamin Aygün prepared five different types of new superalloys by the powder method using iron (Fe), rhenium (Re), boron carbide (B4C), nickel (N), chromium (Cr), boron (B), copper (Cu), tungsten (W) and tantalum (Ta) as raw materials. 7 The results showed that all the new superalloy samples showed better radiation absorption capacities for fast neutrons. Canel 8 prepared epoxy-based radiation shielding composites by adding different proportions of iron (Fe), bismuth (Bi), tantalum (Ta), and tungsten carbide (WC) additives. The results show that the tantalum-epoxy sample has better shielding performance than the previous results found in the literature. All the samples tested show good neutron and gamma shielding effects.
Aral 9 prepared coated fabrics by coating silicone rubber containing tungsten, bismuth, and barium sulfate powders on the surface of cotton fabrics. It explored the X-ray attenuation rate of the samples at 80,100, and 150 kV tube voltages. The thickness of the material required for 90%, 95%, and 99% attenuation rates at 100 kV energy level was estimated using a theoretical model. Maghrabi and Huda Ahmed’s team explored the suitability of bismuth oxide (Bi2O3) coating for textiles as an alternative to lead. Studies have shown that coated polyester fabrics with over 50% Bi2O3 enhanced the shielding ability for transmitted X-rays Maghrabi et al. 10 Nebahat Aral et al. 11 prepared rubber-coated fabrics with tungsten, bismuth, tin, and copper powders as additives and studied the X-ray shielding properties and bending properties of the materials. The results showed that the samples containing tungsten, tungsten-tin, bismuth, and tungsten-copper showed significant attenuation characteristics, among which tungsten had the best attenuation ratio. However, the increase in tungsten content would lead to an increase in fabric hardness. The above studies explored the ray shielding properties of several materials. However, they failed to reveal the influence of material preparation process parameters on shielding properties and did not propose effective material design and prediction methods. Lead-free materials show no intuitive comparison with Pb to demonstrate the feasibility of replacing Pb materials.
Various new materials are emerging with the improvement of protection requirements and the deepening of research. However, there are few flexible textile ray protection materials for protective clothing and equipment. In order to meet the protection needs of nuclear pollution treatment, nuclear emergency anti-terrorism, nuclear power plants, industrial flaw detection, medical and other occasions, it is essential to develop efficient and environmentally friendly flexible textile ray protection materials.
The performance of materials is determined by their composition and structure.12–16 Determining the composition and structure of materials by computer-aided design can reduce the cost of research and development of materials. Monte Carlo (MCNP) method can effectively simulate the radiation process and improve the design efficiency of shielding materials.17–21 This paper uses a super Monte Carlo simulation software system (SuperMC) for simulation calculation based on the Monte Carlo method. Combining green and efficient functional particles with the fabric, an environmentally friendly γ-ray protective material with a reasonable structure was designed. A coating process prepares the material. The properties of Pb and Ta-doped Bi/PU composites were discussed by simulation calculation and experimental research.
Unlike the existing research, in addition to giving the range of process parameters for material preparation, we use SuperMC software to simulate the ray shielding composites of flexible coated fabrics with small thicknesses and complex structures. A method of adjusting shielding ability by adjusting process parameters through theoretical calculation is proposed, which can quickly realize shielding materials’ design and performance prediction. Compared with the existing research that often equates complex structures with flat plates, this study uses a one-to-one correspondence with the actual sample parameters to establish a calculation model, which can better restore the radiation environment and obtain more accurate results. Based on the attenuation law of rays in shielding materials, the deposition of ray energy in materials was analyzed by visual analysis. The influence mechanism of process parameters on shielding performance was further revealed, which can provide a new theoretical reference for designing flexible ray shielding materials. The shielding performance, mechanical properties, wear resistance of Bi/PU coated fabric composites, and the feasibility of Ta replacing Pb was discussed by theoretical calculation and experimental methods, which provided a reference for the development of environmentally friendly and efficient lead-free flexible radiation protection materials.
Material and method
Establishment and description of the simulation model
Changing the elemental composition or density of the material can adjust its gamma-ray shielding ability.22,23 In this study, the γ-ray shielding performance of composite materials was explored by adjusting the types and contents of functional particles in the composite materials.
Based on the Monte Carlo method,24–28 this study uses SuperMC for material design and simulation calculation. SuperMC is a universal, intelligent, and accurate nuclear design and safety evaluation software with independent intellectual property rights developed by the FDS team of the Institute of Nuclear Energy Safety Technology, Chinese Academy of Sciences.29–36 It can be used in nuclear reactor physics, critical nuclear safety, radiation protection and dosimetry, radiation shielding, medical physics, nuclear logging, etc.
In this paper, the single-energy co-directional point source γ-ray is perpendicularly incident on a 10 cm × 10 cm coated fabric model. The number of γ-photons transmitted through the coated fabric and falling on the counter surface of the detector is recorded. The shielding rate is the protection efficiency, which can intuitively evaluate the protective ability of shielding materials. Under the same experimental conditions, the gamma-ray intensity is proportional to the gamma-ray count N, so the shielding efficiency is calculated according to equation (1).

The attenuation process and mechanism are analyzed by the energy deposition of photons in the model. The energy deposition is the photon energy deposited on the unit mass shielding material due to absorption or scattering when photons pass through the shielding material, and the unit is MeV/g.
Simulation parameters of composites with different Pb content.

Experimental parameters of composites with different Pb content.
Simulation parameters of composites with different Ta content.

Experimental parameters of composites with different Ta content.
Simulation parameters of composites doped with different metals.

Experimental parameters of composites doped with different metals.
Calculation model and γ-ray shielding rate of different metals. (a) The schematic diagram of the radiation shielding calculation model, (b) The simulation model of coated fabric shielding materials, (c) The shielding rates of different metals to gamma rays calculated by using this model.
Material selection and design
The theoretical simulation calculation shows the gamma-ray shielding performance of Bi, Pb, and Ta in Figure 1(c). For shielding X/γ rays, when the energy of the incident X/γ is precisely equal to the binding energy of the electrons in the inner shell of the shielded material, the X/γ energy is entirely absorbed by the electrons, and this energy value is called the absorption edge of the material Zhang et al. 40 The K-layer absorption edge of lead is 88 keV, and the L-layer absorption edge is 13 keV. However, the ability to absorb X/γ rays decreases rapidly with the increase of energy, and the farther away from the absorption edge, the worse the shielding performance Zheng et al. 41 Therefore, the shielding advantage of lead for γ with an energy of 40–88 keV is not apparent, which is called a weak decay region. The absorption edge of bismuth is 90.5 keV at the K layer and 13.4 keV at the L layer. The absorption edge of tantalum is 67.4 keV at the K layer and 9.8 keV at the L layer. Combined with the calculation results of Figure 1(c) in the manuscript, Bi has a weak attenuation zone in the range of 60–100 keV, and Ta has a weak attenuation zone in the range of 40–70 keV.
Based on the characteristics of textile materials such as softness, lightweight, excellent mechanical properties, low pollution of polyurethane resin, easy coating, good flexibility, and ductility, Bi powder was used as a functional material, polyester cotton blended woven fabric was used as base cloth, and waterborne polyurethane resin PU was selected as the matrix to design and prepare materials. In order to explore the possibility of replacing Pb with Ta, a small amount of Ta was added as a metal additive, and the same amount of Pb was added to the control group.
The coating is the most common and effective textile finishing method. To make the fabric have the ability of radiation protection, we use coating technology to finish the common fabrics. The coated fabric is lightweight and soft, has strong environmental adaptability, and has excellent comprehensive performance. In this paper, the polyester-cotton blended woven fabric is coated by the scraping process. Specifically, the process is one-sided coating. The process parameters are shown in Table 2, Table 4, and Table 6, and the structure is shown in Figure 1(b).
Experimental materials
The base fabric used in the experiment was a polyester/cotton blended woven (Shaanxi Qinyuan Textile Co, Ltd). The fabric was plain weave with a warp density of 430 yarns per10 cm and a weft density of 300 yarns per10 cm. The thickness of the fabric was 0.25 mm, and the weight was 105 g/m2. The particle size of bismuth powder (Bi) is 50–100 μm, purchased from Experimental Research Metal Materials Co, Ltd Lead powder (Pb) with a particle size of 1–50 μm purchased from Tianjin Institute of Fine Chemical Technology. Tantalum powder (Ta), particle size 1–50 μm, purchased from Qinghe Chuangying Metal Materials Co, Ltd Waterborne polyurethane PU-2540 was purchased from Guangzhou Yuheng Environmental Protection Materials Co, Ltd, hydroxypropyl methylcellulose was purchased from Tianjin Guangfu Fine Chemical Research Institute, thickener RM2020 was purchased from Guangzhou Runhong Chemical Co, Ltd, dispersant 5040 was purchased from Yixing credible Chemical Co, Ltd, coupling agent KH550 was purchased from Anhui Sibaoxiang Flying Silicone New Materials Co, Ltd, and silicone defoamer was purchased from Nanjing Fengfantai Chemical Co, Ltd
Preparation of Bi/PU coated fabric composites
An appropriate amount of adhesive waterborne polyurethane PU-2540 was weighed with a precision electronic balance (FA2004, Shanghai Shunyu Hengping Scientific Instrument Co, Ltd) and added with a small amount of dispersant (1% of PU-2540) in a beaker. The mixture was slowly dispersed in a high-speed laboratory disperser (AF400, Shanghai Aifeng Mechanical and Electrical Equipment Co, Ltd) for 5 min (rotational speed of 500 r/min). Appropriate functional material (Bi powder) and metal additives (Pb powder and Ta powder) were weighed proportionally for further use. During the dispersion process of the above mixture, the well-weighed functional particle Bi and metal additives Pb or Ta were slowly added. Then a small amount of hydroxypropyl methylcellulose (0.5% of the total amount) was added. The dispersion speed was adjusted to a fast speed (3000 r/min) to continue to disperse. Then a small amount of thickener (2% of the total amount), coupling agent (0.5% of the total amount), and defoamer (1% of the total amount) were added in turn. Continuous rapid dispersion for 20 min, coating solution preparation completed.
The appropriate size of the base cloth was cut and fixed on the needle plate frame of the coating machine. The base cloth was coated on the coating machine (DTC300, Foshan Yanuo Precision Machinery Manufacturing Co, Ltd) with the above-mentioned coating solution. When coating, the coating machine is started. The scraper of the coating machine will push the coating liquid on the fabric at a certain speed along the fixed direction. The coating is completed when the coating liquid is evenly spread on the sample’s surface. After the coating was completed, it was dried at 80°C for 5 min in a blower dryer (DGG-9148A, Shanghai Aozhen Instrument Manufacturing Co, Ltd), and the coated fabric was prepared. The preparation process of coated fabric is shown in Figure 2, and the sample photos are shown in Figure 3. Preparation process of coated fabric composite. Photos of coated fabric composite samples. (a) Bi/PU coated fabric, in which the Bi content is 50wt%, (b) 5wt% Pb doped Bi/PU coated fabric, (c) 10wt% Pb doped Bi/PU coated fabric, (d) 2wt% Ta doped Bi/PU coated fabric, (e) 5wt% Ta doped Bi/PU coated fabric.

Characterization of Bi/PU coating composites
SEM testing of microstructure
An S4800 Cold Field-Emission Scanning Electron Microscope (SEM) (Hitachi, Japan) was used to analyze the fault powder distribution of fabric-coated composites.
EDAX testing
AN APOLLO XL energy dispersive spectrometer (EDAX company of the United States) was used to test the EDS of fabric-coated composites, and the particle element distribution in the material was analyzed.
Wear resistance testing
The wear resistance of fabric-coated composites was tested by YG (B) 401E Martindale wear tester (Wenzhou Darong Textile Instrument Co, Ltd, China), Reference standard: GB/T 21,196.3–2007 Determination of wear resistance of textile Martindale fabric Part 3 Determination of mass loss. The test sample is a circle with a diameter of 38 mm, and the friction material is 600 mesh sandpaper. During the test, the sample is rubbed with the abrasive on the friction tester a specified number of times. After the experiment, the friction coefficient is calculated.
Mechanical property testing
The tensile strength and elongation at break of fabric-coated composites were tested by an Instron 3369 universal testing machine (produced by Instron, USA). The reference standard is Rubber or plastic-coated fabrics-Determination of tensile strength and elongation at break (HG/T 2580–2008). Test sample size 50 mm × 200 mm, test spacing100 mm, tensile speed 100 mm/min.
The shielding performance testing of gamma-ray
A BE3830 wide-energy ultra-low background high purity germanium (HPGe) γ spectrometer system (provided by the Beijing Institute of Chemical Protection) produced by CANBERRA (USA) was used to measure the protective performance of composite materials against γ-ray from point sources of 241Am (59.5 keV), 152Eu (122 keV) and 166Ho (184 keV). The test method is a relative measurement. Under the same conditions, such as parameter setting, source distance, test time, and test environment, the γ spectrum before and after the placement of shielding material was measured, and the shielding efficiency was calculated by the net area count of all-energy peaks in unit living time. The distance between the source and the probe was set at 15 cm, and the acquisition time of each energy spectrum was set at 10 min. Reference standard: Determination of attenuation properties for protective materials against X-rays (GBZ/T 147–2002)
Results and discussion
Microstructure and functional particle distribution of composite materials
The internal structure and distribution of the material’s functional particles will affect the material’s radiation-shielding performance. In order to observe the internal structure and distribution of particles in the material, we tested the cross-section of the material by SEM and EDS, and the test results are shown in Figures 4 and 5. It can be seen from Figure 4(a) to (c) that Bi particles are irregular blocks with rough surfaces and pits, and the average particle size is about 75 μm. Pb particles are ellipsoidal with a smooth surface, and the particle size is 1∼50 μm. Ta particles have an irregular block structure with grooves on the surface, and the particle size is 1–50 μm. Figure 4 (d) to (h) are cross-section images of coated fabric composites with different kinds and contents of functional particles. Functional particles in Bi/PU coated fabrics, Bi/Pb/PU coated fabrics doped with Pb, and Bi/Ta/PU coated fabrics doped with Ta are evenly distributed. The addition of Pb and Ta has no noticeable effect on the dispersion of functional particles in materials. There is a slight agglomeration phenomenon. Bi, Pb, and Ta particles belong to inorganic metal particles and cannot react with the polyurethane resin matrix. However, adding dispersants and coupling agents improves the interface performance of materials and the dispersibility of functional particles.42,43 The coupling agent contains two groups with different chemical properties. Inorganic-affinity groups are easy to react with inorganic surfaces, and the organic-affinity groups can react with synthetic resins or other polymers or form hydrogen bonds to dissolve in them, which makes the functional particles have good dispersibility in the resin matrix. SEM images of raw materials and composites with different content of functional particles. (a) Bi powders, (b) Pb powders, (c) Ta powders, (d) Bi/PU coated fabric, (e) Bi/PU coated fabric with 5wt% Pb doped, (f) Bi/PU coated fabric with 10wt% Pb doped, (g) Bi/PU coated fabric with 2wt% Ta doped, (h) Bi/PU coated fabric with 5wt% Ta doped. EDS photos of Bi/PU coated fabric composites doped with different metals (cross section). (a1), (a2), (a3). Main elements distribution of 5wt% Pb doped Bi/PU coated fabric. (b1), (b2), (b3). Main elements distribution of 10wt% Pb doped Bi/PU coated fabric. (c1), (c2), (c3). Main elements distribution of 2wt% Ta doped Bi/PU coated fabric. (d1), (d2), (d3). Main elements distribution of 5wt% Ta doped Bi/PU coated fabric.

With the increase of Pb and Ta dopants, the density of functional particles in the resin matrix increases, but it still keeps good dispersion. It can also be seen from the figure that the functional particles in the resin tend to approach one side, which may be since the functional particles Bi, Pb, and Ta are heavy metals with high densities. The particles will “seep down” due to gravity when the coating is not cured and dried.
Figure 5 shows the EDS scanning photos of the cross section of coated fabric composites with different types and contents of functional particles. From the figure, the functional particles in the Bi/PU coated fabric composites doped with different contents of Pb and Ta are evenly dispersed. However, the positions of the functional particles Bi and Pb in the Bi/Pb/PU coated fabric composites doped with Pb are similar, and similar situations occur after Ta doping. In the coating preparation process, the functional particles collide and separate under the high-speed stirring of the disperser. The surface of the particles is wetted by adding a dispersant. With the occurrence of particle collision, the particles adhere to each other. The particle size of Bi is large, and the surface of Bi particles is rough and has pits. The particle size of Pb and Ta is small. In the process of particle collision, Pb and Ta particles with small particle sizes easily adhere to the surface of Bi particles. Due to the viscosity of PU-2540, Pb and Ta particles are more closely combined with Bi particles. Therefore, the positions of primary functional particles and doped particles (auxiliary functional particles) are similar or overlap.
In addition, it can be seen from the figure that there are holes in the coating due to the formation of bubbles in the coating production process. The bubbles cannot be removed entirely during coating, and the holes are formed after drying. Some holes are formed by the fall of functional metal particles on the section. The generation of pores and the aggregation of functional particles can make the material’s internal uneven and reduce the radiation shielding ability of the material. In material design, we will control the material parameters to make the shielding rate of the material have about a 3% margin to deal with the risk of internal defects.
Effect of functional particles and content on γ-ray shielding performance of composite materials
(1) The influence of Pb on the γ-ray shielding performance of composite materials
Heavy metals have different shielding capacities for γ-rays, and Bi and Pb are good radiation-shielding materials. In order to explore the influence of Pb doping on the radiation shielding performance and radiation attenuation process of Bi/PU coated fabric, we explored the influence of doping content through simulation calculation and experimental testing. The simulation and experimental parameters are shown in Table 1 and Table 2, and the results are shown in Figure 6. In the preparation process of the coated fabric, some coating liquid will penetrate into the fabric pores, and the evaporation of water during the drying process of the coating liquid will reduce the thickness of the coating after drying, so the material thickness < (coating thickness + fabric thickness). The coating thickness can be measured according to the SEM image of the dried sample. The results show that the simulated shielding rate is in good agreement with the measured value. The maximum value of the deviation (deviation = absolute value (simulated value – measured value)) between the simulated value and the measured value is 2.94%, and the minimum value is 0.25%, indicating that the simulation calculation model has certain reliability. The measured values fluctuate due to the inhomogeneity of the sample, which may be due to the agglomeration of functional particles in the material or the uneven dispersion of particles in the material due to the generation of pores. It can be seen from Figure 6 that after doping Pb, the γ-ray shielding performance of the Bi/PU coated fabric was improved. With the increase of Pb content, the shielding rate of composite materials for γ-rays increased almost linearly. When the doping amount of Bi was 10wt%, the shielding rates (simulation values) of Bi/Pb/PU coated fabric composite materials for γ-rays of 59.5 keV, 122 keV and 184 keV reached 34.23%, 23.52%, and 9.41%, respectively, which were 7.56%, 5.49%, and 2.27% higher than those without doping. γ-Ray shielding performance of Bi/PU coated fabric composites doped with Pb (a1), (a2), (a3) The shielding rates of Bi/PU coated fabrics doped with different content of Pb to 59.5, 122, 184 keV γ rays. (b1), (b2), (b3) Energy deposition of 59.5, 122, 184 keV γ-rays in Bi/PU coated fabrics doped with different content of Pb.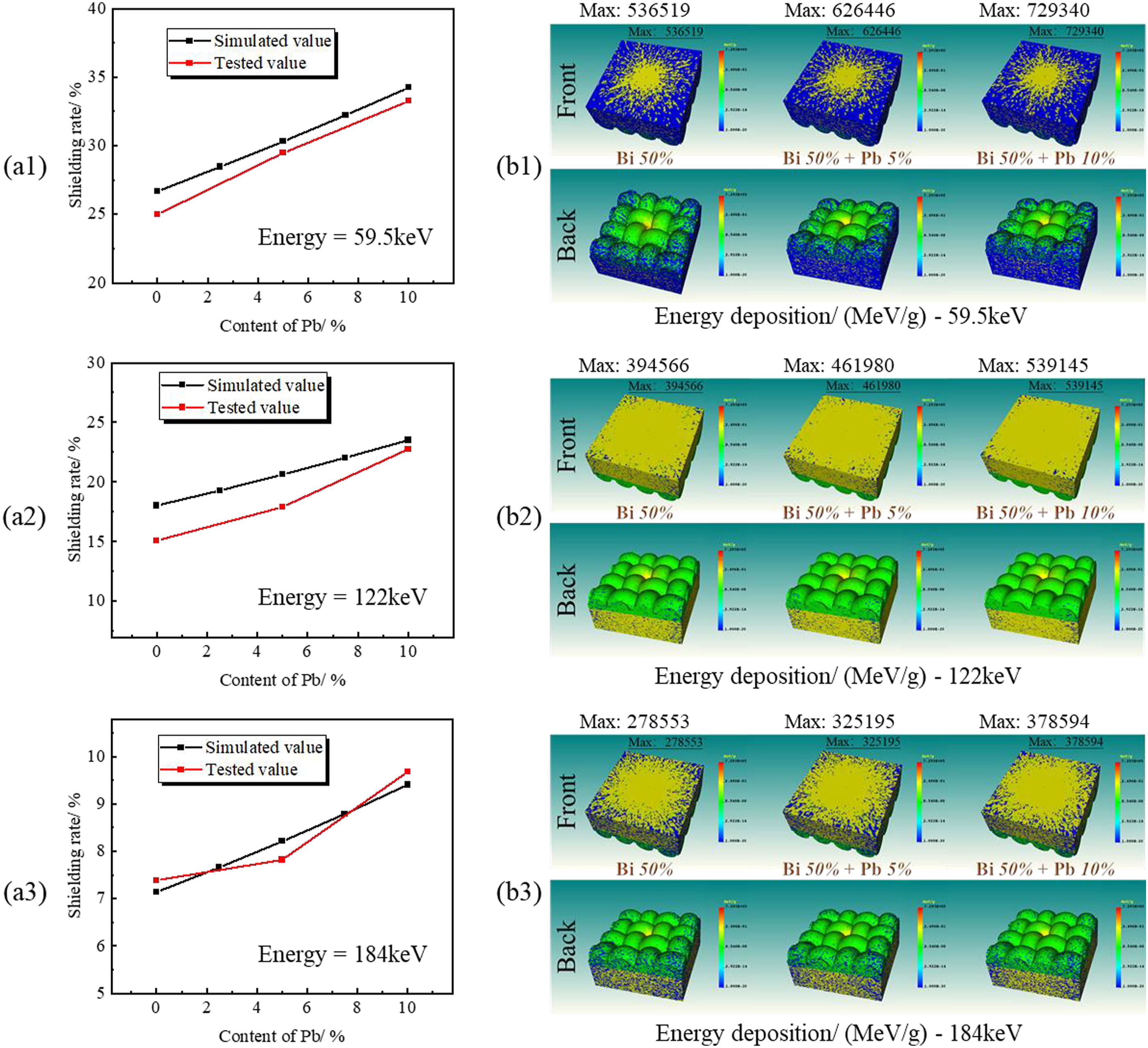
From the results of energy deposition in Figure 6, it can be seen that with the increase of Pb doping amount, the range of energy deposition in the sample is unchanged. However, the maximum energy deposition (unit is MeV/g) is gradually increasing, indicating that the material’s absorption of radiation is enhanced. This is mainly because, at low incident energy, the primary mode of action of the rays in the material is the photoelectric effect. The photoelectric reaction cross-section is directly proportional to the number of atoms absorbed and inversely proportional to the energy of incident γ rays Liu. 44 Pb is a commonly used shielding material with a high density, high atomic number, and significant attenuation coefficient. The larger the atomic number, the tighter the electron is bound to the atom, the easier it is to make the nucleus participate in the photoelectric process to meet the energy and momentum conservation requirements, and the greater the probability of the photoelectric effect.
Bi and Pb have a high atomic number, so when they are filled together, they have an excellent attenuation effect on γ-ray. In addition to the photoelectric effect, photons entering the shielding material have a certain probability of Compton scattering Wang and He. 45 The addition of Pb increases the types of functional particles in the composites. With the increase of the additional amount, the number of functional particles in the composites increases, which increases the probability of photoelectric effect and Compton scattering between the composites and γ-rays, thereby improving the shielding rate of the composites for γ-rays.
The enhancement of the radiation absorption capacity of the material will show that the maximum energy deposition is increasing. Enhancing the scattering ability will make the photons scattered to a more extensive range, and the local energy deposition will decrease. Therefore, the energy deposition range becomes more extensive, and the maximum energy deposition decreases. Combined with the shielding rate of γ-rays of Bi/Pb/PU coated fabric composites doped with different Pb contents and the energy deposition results of rays in the material, Pb doping can improve the probability of the photoelectric effect. (2) The influence of Ta on the γ-ray shielding performance of composite materials
In addition to Pb and Bi, Ta has also begun to be used for radiation shielding materials. In order to explore the influence of Ta doping on the radiation shielding performance and radiation attenuation process of Bi/PU coated fabric, we simulated and experimentally studied the influence of doping content. The simulation and experimental parameters are shown in Table 3 and Table 4. The results are shown in Figure 7. The results show that the simulated shielding rate is in good agreement with the measured value, the maximum value of the deviation (deviation = absolute value (simulated value – measured value)) between the simulated value and the measured value is 2.94%, and the minimum value is 0.25%, but the measured value fluctuates due to the inhomogeneity of the sample. The possible factors are the agglomeration of functional particles in the material, the generation of pores that make the particles disperse unevenly in the material, and the uneven thickness of the material. After Ta doping, the γ-ray shielding performance of the Bi/Ta/PU coated fabric was improved. With the increase of Ta content, the shielding rate of composite materials for γ-rays increased almost linearly. When the Ta doping content was 5wt%, the shielding rates (simulation values) of Bi/Ta/PU coated fabric composite materials for γ-rays of 59.5 keV, 122 keV and 184 keV reached 29.80%, 20.35%, and 8.09%, respectively, which were 3.13%, 2.32%, and 0.95% higher than those without Ta doping. From the energy deposition results in Figure 7, it can be seen that with the increase of Ta doping amount, the energy deposition range of rays in the material is unchanged. However, the maximum energy deposition value (unit is MeV/g) is gradually increasing, indicating that the absorption of γ rays by the material is enhanced. γ -ray shielding performance of Bi/PU coated fabric composites doped with Ta (a1), (a2), (a3) The shielding rates of Bi/PU coated fabrics doped with different content of Ta to 59.5, 122, 184 keV γ rays. (b1), (b2), (b3) Energy deposition of 59.5, 122, 184 keV γ-rays in Bi/PU coated fabrics doped with different content of Ta.
Due to the large mass-to-core ratio and the structure of the extranuclear multi-electron layer, heavy metals exhibit excellent attenuation characteristics for radiation. Ta has a high density, atomic number, and attenuation coefficient. The addition of Ta increases the types of functional particles in the composite. With the increase of the additional amount, the number of functional particles in the composite increases, which improves the probability of photoelectric effect and Compton scattering with the incident γ-ray, thereby improving the shielding rate of the composite. Combined with the shielding rate of Ta-doped Bi/Ta/PU coated fabric composites against γ-rays and the energy deposition results of rays in the material model, Ta doping is conducive to improving the probability of the photoelectric effect. (3) The influence of different metal additions on the γ-ray shielding performance of composite materials.
In order to compare the effects of Pb and Ta doping on the γ-ray shielding performance of composite materials and the attenuation process of rays in the material, we compared the simulation and experimental results when the doping amount was 5wt%. The sample specification parameters are shown in Tables 5 and 6. The results are shown in Figure 8. The results showed that both Pb and Ta doping improved the radiation shielding performance of Bi/PU coated fabric composites. The simulation value is close to the measured value, the maximum value of the deviation (deviation = absolute value (simulated value – measured value)) between the simulated value and the measured value is 2.94%, and the minimum value is 0.25%. However, the measured value may fluctuate due to the sample defects. γ -ray shielding performance of Bi/PU coated fabric composites doped with different metals (a1), (a2), (a3) The shielding rates of Bi/PU coated fabrics doped with different metals to 59.5, 122, 184 keV γ rays. (b1), (b2), (b3) Energy deposition of 59.5, 122, 184 keV γ-rays in Bi/PU coated fabrics doped with different metals.
Compared with the effect of Pb and Ta on the Bi/PU coated fabric composites, the improvement of Pb and Ta on the shielding performance of the composites is very similar under various incident energies, and the shielding rate of Pb-doped composites is slightly larger than that of Ta-doped composites. When a low-energy γ-ray passes through the shielding material, the intensity of γ-ray weakens due to the photoelectric effect and Compton scattering. The photoelectric effect results from the interaction between γ photons and bound electrons. The greater the atomic number is, the greater the probability of the photoelectric effect (Wang and Liu). 46 Pb is element 82, and Ta is element 73. The atomic number of Pb is bigger, and Pb is more likely to have a photoelectric effect than Ta.
According to the energy deposition of the rays in the material model in Figure 8, the energy deposition area is almost unchanged after Pb and Ta doping compared with that without doping. However, the maximum value of energy deposition increases, indicating that the absorption capacity of the doped material to the rays is enhanced, which is manifested in increasing the probability of the photoelectric effect of the material. The interaction between γ photons and materials is mainly the result of photons' interaction with the absorbing atoms’ extranuclear electrons. The shielding rate of materials for γ rays can be improved by increasing the density of materials, the number of extranuclear electrons of atoms, appropriately correcting the distribution of extranuclear electrons and increasing the density of extranuclear electrons Liu. 44 The combination of different functional particles can improve the radiation-shielding ability of the material. The results show that Bi, Pb, and Ta have good shielding effects on γ-rays, but Ta is more environmentally friendly than Pb. Therefore, Ta can be considered to replace Pb and be combined with Bi to prepare environmentally friendly radiation shielding materials.
Figure 9(a) shows the γ-ray shielding properties of Bi/PU coated fabrics doped with different metals. According to the results in Figure 1(c) and the analysis in “2.2 Material selection and design”, different metal combinations can make up for the weak attenuation zone. It can be seen from Figure 9(a) that the weak absorption region of Bi is improved by Ta doping. At 80 keV, the shielding rate of Ta-doped Bi/PU (5wt% Ta +50wt% Bi) coated fabric composite is 2.68% higher than that of undoped Bi/PU coated fabric (55% Bi). Figure 9(b) γ-ray shielding properties of Bi/Ta/PU coated fabrics with different thicknesses, the corresponding simulation parameters are shown in Table 7. It can be seen from the figure that Bi/Ta/PU coated fabric composites have good γ-ray shielding properties. The appropriate thickness can be selected according to the protection needs. At 10 layers, the shielding rates of 59.5 keV, 122 keV, and 184 keV reached 97.17%, 90.00%, and 57.17%, respectively. The shielding rates of 662 keV and 1.33 MeV γ-rays also reached 9.74% and 5.31%, respectively. γ -ray shielding performance of Bi/PU coated fabric composites doped with different metals(simulation values) (a) γ-ray shielding properties of Bi/PU coated fabrics doped with different metals, (b) γ-ray shielding properties of Bi/Ta/PU coated fabrics with different thicknesses. Simulation parameters of Bi/Ta/PU coated fabrics with different thicknesses.

Wear resistance of composite materials
Due to the friction with the external environment or the material itself, the material will have some wear, manifested as surface damage or local mass loss of the material, resulting in a decrease in the protective performance of the material and the formation of defects. Poor wear resistance will affect the protective effect of the material in the use process, and enhancing wear resistance can improve the material’s service life. In order to explore the effect of functional and doped particles on the wear resistance of materials, we tested the wear resistance of Bi/PU-coated fabric composites doped with different metal particles. The coating thickness is 0.3 mm, and the total thickness of the material is 0.5 mm. In this study, the wear resistance of materials was evaluated by mass loss per unit area and wear resistance index. The calculation method is shown in Formulas (2) and (3).

Figure 10 shows the comparative photos of the sample surfaces before and after 1000 times of friction of materials with different process parameters. It can be seen from the figure that the sample surface before friction is relatively smooth, and the sample surface after the friction has different degrees of wear. Due to the falling of the surface resin and the dislocation separation of the functional particles in the material under friction, the friction surface becomes rough, and the gloss decreases. The entire friction surface has fallen, and the thickness has decreased. Figure 11 shows the materials' unit area loss and wear resistance index with different process parameters after friction. The figure shows that with the increase of friction times, the mass loss per unit area of the composite material increases, and the wear resistance index increases, indicating that with the increase of friction times, the wear rate of the material decreases. It may be because when the initial friction is carried out, more particles are peeled off as a whole, and the mass loss rate is significant. With the friction process, the holes formed by the falling particles are filled with worn material debris and the mass loss rate decreases. After doping functional particles, the composite’s mass loss per unit area increases, and the wear resistance index decreases. The mass loss per unit area of the material reaches its maximum after doping with 10wt% Pb particles. Photos of samples before and after the wear resistance test (a) and (a1) are Bi/PU coated fabric composites without friction and after 1000 times friction, respectively. (b) and (b1) are 5wt% Pb doped Bi/Pb/PU coated fabric composites without friction and after 1000 times of friction, respectively. (c) and (c1) are 10wt% Pb doped Bi/Pb/PU coated fabric composites without friction and after 1000 times of friction, respectively. (d) and (d1) are 2wt% Ta doped Bi/Ta/PU coated fabric composites without friction and after 1000 times of friction, respectively. (e) and (e1) are 5wt% Ta doped Bi/Ta/PU coated fabric composites without friction and after 1000 times of friction, respectively. Wear resistance of coated fabric composites with different functional particles. (a) Mass loss per unit area of coated fabric composites with different functional particles, (b) abrasion resistance index of coated fabric composites with different functional particles.

For coating materials, wear resistance refers to the resistance of the coating to frictional and mechanical action. It reflects the comprehensive effect of coating hardness, adhesion, and cohesion. Increasing the content of functional particles in the material, the relative decrease of resin will increase the hardness of the material. In addition, after adding doped particles, the type of metal particles in the material increases, the content of particles increases, and the adhesion and cohesion of the coating decrease. Based on the above reasons, with the increase of the content of doped particles, the particles in the material are easy to fall in the friction process, and even the coating is stripped, reducing the material’s wear resistance. In addition, it can be seen from Figure 10 that the wear resistance of the composites doped with 5wt% Pb is similar to that doped with 2wt% Ta. The wear resistance of the composites doped with 5wt% Pb is better than that doped with 5wt% Ta, indicating that the wear resistance of the composites doped with the same content of Pb is better than that doped with Ta. Combined with the SEM morphology characteristics of Pb particles and Ta particles in Figure 4, Pb particles are ellipsoidal with a smooth surface, and Ta particles are blocky with clear corners. Ta is easier to strip than Pb in friction, and the density of Ta is greater (the density of Ta is 16.65 g/cm3, and the density of Pb is 11.34 g/cm3). The particle size of Pb and Ta used in this paper is similar. After stripping the same number of particles, the mass loss of Ta is greater than that of Pb, so the wear resistance of Pb doping is better than Ta.
Mechanical property of composite materials
In order to explore the effect of metal additives on the mechanical properties of Bi/PU coated fabrics, we tested the elongation at break and tensile strength of coated fabric composites with different metal particle contents. Figure 12 is the load-displacement curve and tensile strength of Bi/PU coated fabric composites with different metal doping. The coating thickness is 0.3 mm, and the material thickness is 0.5 mm.. Mechanical properties of coated fabric composites with different functional particles.
As can be seen from Figure 12(a), the variation of the tensile curve of the Bi/PU coated fabric composites doped with different metals is consistent with that of the undoped. Except that the elongation at break of the 5% Pb-doped composite is greater than that of the undoped metal, the elongation at break of the other composites doped with metal Pb and Ta is less than that of the undoped. The addition of inorganic metal particles can increase the toughness and strength of resin composites Gong. 47 However, it will reduce the elongation and strength because of the defects in the material caused by the agglomeration, sedimentation, and uneven distribution of particles when the filler content is too high. The elongation of 2% and 5% Ta added in the figure is less than that of 5% Pb, which may be due to the fact that Ta is more likely to agglomerate and disperse unevenly, which leads to stress concentration and reduces the elongation to a certain extent.
From Figure 12(b), it can be seen that the tensile strength of the coated composite material decreases after doping metal. This may be due to the different crystal forms and structures of Pb, Ta, and Bi particles after adding metal particles, which lead to different arrangement modes of Pb, Ta, and Bi particles in the composite material, thus reducing the tensile strength of the material. In addition, the resin content will decrease with the increase of the filler content in the resin, and the contribution of the resin to the strength of the material will also decrease. However, the polyurethane resin has good ductility and strength, so the strength of the coated fabric is more significant than that of the uncoated fabric.
Conclusions
The simulated values of the radiation shielding design model proposed in this paper agree with the measured values, which can be used for customized design and performance prediction of shielding materials with light and complex structures. The process parameters of this paper’s Bi/Ta/PU flexible composite are adjustable. The type and content of functional particles can be adjusted to achieve the required protection level according to the needs. Based on the influence of material parameters on shielding performance, the influence mechanism of process parameters on shielding performance is further revealed by visual analysis, which provides a new reference for the design of lead-free flexible shielding materials.
The doping of Pb and Ta can effectively improve the probability of the photoelectric effect of γ-ray in the material, thereby improving the radiation protection performance of the material. Ta and Pb have almost the same contribution to the material γ-ray shielding. However, Ta is more environmentally friendly and safer to operate and use, in addition, Ta doping can improve the weak decay region of Bi and enhance the overall absorption capacity, so Ta can be used to replace Pb as the shielding material.
The doping of Pb and Ta had no significant effect on the dispersion of particles. However, the doped particles with smaller particle sizes would agglomerate and adhere to the primary functional particles with larger particle sizes. In the doping process, particles of similar particle sizes can be selected to enhance dispersion.
Increasing the type and content of functional particles will reduce the wear resistance of materials. Different functional particles affect the wear resistance of materials due to different structures and physical properties. After doping with the same content of Pb particles, the wear resistance of the material is better than that of Ta doping. Therefore, it is necessary to balance shielding performance and wear resistance according to actual needs.
The coating can increase the tensile strength of the fabric. However, the increase in the content of functional particles in the resin will relatively reduce the contribution of the coating to the tensile strength of the composite. In actual production, the content of functional particles can be adjusted according to demand to ensure good mechanical properties.
The Bi/Ta/PU coated fabric composite developed in this paper has excellent γ-ray shielding performance, lightness, and softness, optimal number of layers can be selected according to protection requirements. It can be used for personal protective equipment such as ray protective clothing, caps, boots, aprons, and collective protective equipment such as protective tents and mobile protective shields. It can provide a reference for developing new environmentally friendly and efficient radiation and nuclear protection materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the National Key R&D Program of China (2019YFC0810905) and the Shenzhen Science and Technology Program (KQTD20200820145821019).
Data availability
The original data in this work is available from the corresponding author upon reasonable request.