
Abstract
This article aims to develop a non-woven abrasive material based on textile waste with suitable mechanical properties and surface conditions for the washing treatment of jeans. For this proposal, tow fibers mixed with cotton fibers were reinforced into a polyurethane resin and iron shavings using a coating technique. Abrasive morphology has been examined using MEB analysis. Their elemental composition was identified by EDX Test. The chemical characterization (FTIR) of iron grains was also mentioned. The influence of chemical fiber treatments (alkalinization and cationization) on the mechanical performance and surface properties of nonwovens has been analyzed. To examine fiber-matrix bonding and adhesion, a fiber pullout test was performed. The results showed that nonwoven created with cationized tow fibers improve interfacial properties compared to those made with untreated or alkalized fibers. While their mechanical qualities (Tear test, traction, etc.) were slightly reduced. The variation in the percentages of fibers (tow/cotton) has also an impact on the mechanical strength of the reinforcements. Using the Universal Surface Tester (UST), roughness measurements of nonwovens surface showed that the incorporation of Tow fibers led to significant improvement in the roughness. Cationization at 3% gives good interfacial adhesion and acceptable mechanical performance. This sample has been tried and validated by washing-out experts.
Introduction
The textile industry is considered the second most polluting sector in the world, accounting for 10% of the total world’s carbon emissions. 1 In addition, bringing the global fiber industry back on track for long-term development appears to be a tall order. It would take 6.1% global growth, but given the current economic climate, this goal seems improbable. Recycling fibers is interesting to camouflage the lack of natural fibers and minimize waste by creating new materials. 2 It also reduces energy consumption as well as emissions of dangerous gases such as CO2, NO2, and NO. 3 Recycling 1 kg of a textile product instead of producing a new one leads to saving 6000 L of water, 3.6 kg of carbon dioxide, 0.3 kg of chemical fertilizer, and 0.2 kg of insecticide. 4
Thus, due to their biodegradability, renewability, low density, high tenacity, and low cost, waste natural fibers have been used for the construction of certain composites. Hemp, flax, loofah, banana, jute, sisal, sugar cane, ramie, betel nut, and other natural fibers are often used as reinforcement for composites.5,6,7 Natural fiber-based polymer composites are gaining popularity in a variety of applications, including automotive, appliances, and packaging. 8 Some of the most important advantages of these technologies are productivity and flexibility. The study of Tufail Hassan et al. focused on the use of acoustic panels for the acoustic insulation of buildings. For this reason, the acoustic, mechanical, and thermal properties of fiber reinforced with waste fibers have been evaluated. 9 However, due to the presence of large quantities of hydroxyl groups, reinforcements based on plant fibers are generally difficult to disperse in the matrix. These groups can generate a strong tendency to aggregate due to the formation of hydrogen bonds that weaken the interfacial properties. They are also at the origin of the high polarity of fibers which makes them incompatible with most of the matrices used conventionally which most often have an apolar character.10,11 To remedy this phenomenon, chemical treatments on fibers such as alkalization and cationization were expected.12,13 All chemical treatments of textile materials can give them desirable characteristics such as crease recovery, permanent pressing, water repellency, etc.14,15 Indeed, It removes lignin and extractives from the fiber surface, increasing the amount of cellulose and hemicelluloses, promoting the presence of OH groups, and subsequently strengthening ionic connections.16,17,18 In this context, Hakeim et al. 19 have investigated the print and impact properties of polyester/cotton composite blended with hollow cellulosic fibers derived from Egyptian Chorisia. The results revealed that the cationization treatment decreases the resistance of the waxy layer on the surface of the hollow fiber and significantly increases the printing efficiency. Zhu and CAO 20 have studied the influence of cationization on improving the adhesion of cross-linked starch sizes to fiber substrates. Goriparthi, Suman, and Mohan Rao 21 have identified that the alkali-treated jute fiber surface had a significant effect on the abrasive wear performance of polylactide/jute composites. In the study of Martins et al. 22 mercerization, acetylation, and cationization treatments were applied to the waste products of sisal fiber decortication to improve adhesion with polymer matrices in composites. Non-woven textile materials will become more and more important in the future due to their characteristics and quantity. In this context, Ramaswamy et al. used kenaf nonwovens as substrates for laminations.23,24 Zhang and co-workers 25 distributed non-woven fibers in silica aerogel as a composite material, which increases the mechanical properties of inorganic materials. Indeed, silica aerogels are nano-porous materials with high porosity and excellent adsorbent and catalytic properties. Wafa et al. have improved the mechanical characteristics of fibers and the fiber-matrix interface of composite panels reinforced with cotton nonwoven waste by chemical treatment of alkalization.26,27 The interface has proven to be a crucial element to understand the mechanical behavior. To study interfacial adhesion, Christine et al. 28 employed a micro-mechanical test called Pull-out which evaluates the effect of surface treatments or modifications to the matrix, on a possible improvement in adhesion fiber-matrix.
The usage of abrasive paper is particularly noticeable when washing jeans. The stiffness, average longevity, and high cost of this paper are its drawbacks. The goal of this project is to help the denim washing industry by creating abrasives with a long lifespan and minimal cost. Indeed, using waste fibers makes the reinforcement ensures flexibility and extends the product’s lifespan. The cost of these items is considerably reduced by collecting industrial waste fibers and abrasive grains. 29 The mechanical properties of textile materials are the most important of all physical and chemical characteristics for most applications. Indeed, mechanical properties are essential for the end-user to distinguish between different textile materials cost-effectively. In this investigation, we study the mechanical, chemical, and surface behaviors of non-woven abrasives made from chemically modified fiber waste. 30
Materials and methods
In this study, cellulosic tow-wastes were collected from local building construction industries. From the spinning industry, waste cotton fibers were collected from inside the comber machine. We also collected iron scraps from steel industries. The grains were then washed, crushed, and dried to a size of about 2 mm. To produce composite material, polyurethane resin (Politex) was employed. Cellulosic fibers were cationized using dimethyl-diallyl-ammonium-chloride and diallyl-amine copolymer.
Chemical treatment of fibers
Desizing treatment
Cotton fibers and gypsum tow were used in the studied nonwovens. First, samples were conditioned at room temperature with relative humidity (RH) controlled as needed between 70 and 80% for 1 day. Then, all fibers undergo desizing treatments. They are boiled for 120 min in a solution of 1.5 mL/L NaOH (98%), 3 g/L Na2CO3 (90%), and 4 g/L nonionic detergents. Finally, fibers were washed with hot and cold water to prevent emulsion degradation and impurity precipitation on the surface and then air-dried. 31
Alkali treatment
After individualization, tow and cotton fibers were washed in distilled water and dried in the oven to reach constant weight. Following the approach of Saha et al. 32 for the alkaline treatment of fibers, they were soaked for 30 min at room temperature (30°C) in a 4 wt percent NaOH solution with a fiber/liquor weight ratio of 1:50 (w/v). These fibers were then neutralized with a 5% acetic acid (99.5%) solution before being properly rinsed with distilled water. Finally, fibers were washed and air-dried at room temperature for 24 h before being oven-dried to a consistent weight.
Cationisation
The cationization of fibers was carried out in a range of 3 and 6% of co-polymer of dimethyl diallyl ammonium chloride and diallylamin (PDDACD) according to the process described in Figure 1. First, the nonwoven and the appropriate quantity of PDDACD (60%) are placed at a temperature of 30°C. Then, at 50°C, a 2% of NaOH solution was added dropwise and the mixture was stirred for 30 min, followed by cooling. After that, the mixture was neutralized with acetic acid followed by washing with distilled water.33,29 Cationization process using PDDACD.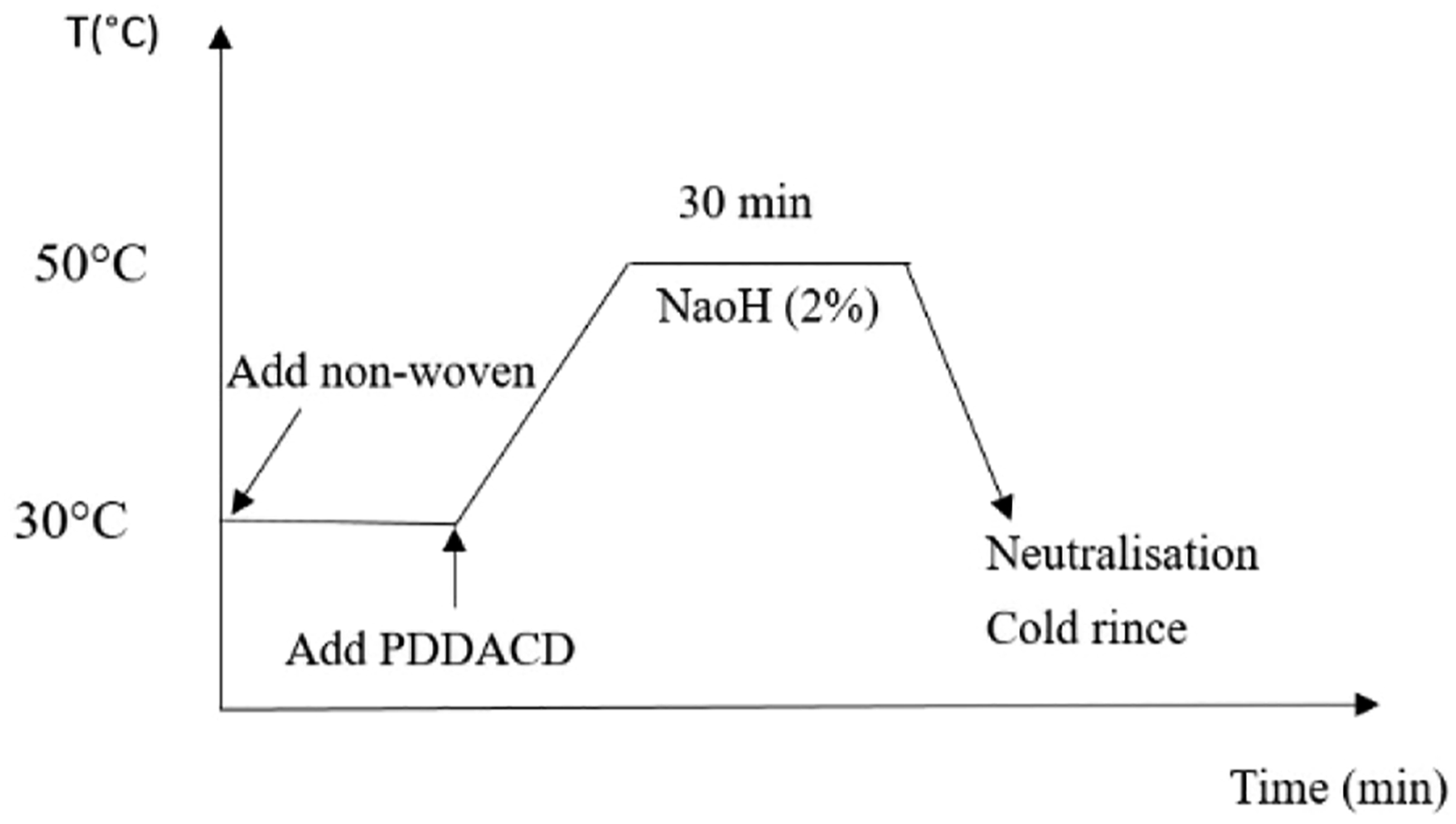
Non-woven manufacturing
For the manufacture of nonwovens, we start with the opening of fibers with the Shirley machine. Commingled nonwovens were made from these raw materials using carding/overlapping/needle-punching technology34,35,36 at different percentages of fibers. The process for obtaining nonwovens was detailed in my previous work.37,29 Tow fibers in the surface and the “Z” direction (across the thickness of the fabric) can be seen in the cross-section of nonwoven fabrics after the punching operation (see Figure 2).
35
The cross-section of nonwoven fabric after punching.
Abrasives manufacturing
For the manufacture of abrasives, once the reinforcement is fixed on the coating table, the resin solution and its catalyst are poured step by step onto the textile material. Then, iron abrasives grains are then completely mixed with the second layer of resin. The third layer of scattered grains spread on the surface of abrasives. The coating process used determines the thickness of layers.38,39 Finally, all samples were dried for an appropriate amount of time at a specified temperature to the polymerization temperature. 40 The identification and characterization of the different samples are carried out under the same atmospheric conditions, to do this the specimens are conditioned at a temperature of 20°C ± 2% °C and relative humidity of 65% ± 4% according to the ISO standard 139: 2005. 41
Surface analysis
A scanning electron microscope and energy dispersive X-ray analysis (Thermo fisher scientific, ENIM, Tunisia) were used to examine respectively the composition (EDX) and the morphology (SEM) of obtained abrasives. 29 EDX microanalysis is an elemental analysis technique based on the generation of characteristic X-rays in the atoms of the sample by the electrons of the incident beam. 42 Concerning SEM analysis, the samples were previously covered with gold using a layer of sputtering under a vacuum to improve their conductivity and the quality of SEM images.
FT-IR spectroscopy
FT-IR spectra of iron grains were collected using a Perkin Elmer FT-IR spectrometer with the Smart iTR ATR sampling accessory. Spectra were collected over the range of 4000 to 450 cm−1.
Pull-out Test
The pull-out and micro-bond tests have been used for measuring the interfacial bond, and the strength between reinforcing fibers and polymeric, metallic, and ceramic matrices. Uniaxial stress is exerted on the material embedded in a matrix over part of its length until it causes de-cohesion between the reinforcement and the matrix. 43 The release tests are carried out on a Zwick 1456 tensile machine consisting of a movable crosspiece associated with a force sensor with a maximum capacity of 10 N. The capsule is placed on the jaws driven by the crosspiece. The free end of the fiber located under the capsule is held at the level of the lower jaws of the machine. The gap between the two jaws is fixed at 20 mm. To ensure the repeatability of the pull test results, five specimens were tested for each sample.
Roughness analysis
To measure the roughness properties of non-woven materials we used the Universal Surface tester apparatus (UST). It is developed by the company Innowep which determines the micromechanical properties of materials close to the surface. This type of analysis provides relevant information on the permanent deformation, elastic deformation, and total deformation of the surface of the studied material. The probe is the pressure transducer (a pressure sensor) whose function is to convert electrical voltage into an amplitude value. The selected stylus is papillary and had a diameter of 1.8 mm. The software is a speed of 0.1 mm/s. It scans every 0.5 mm in a length of 10 mm. The measuring range is, therefore, ± 2000 μm.
44
The first scan is performed with a sensor applied, without any pretension, on a length of 1 cm, representing a base length. When returning the sensor applies a pretension of 70 mN on the baseline. Finally, in the third scan, the sensor returns to the same baseline without any pretension. Then, the sensor was shifted automatically by 1 mm to the right and the same procedure was repeated five times. We obtain the roughness values (Rz) and the average is calculated by equation (1)
45

RZI: the maximal heights calculated for every base length.
l: base length;
nl: number of repetitions.
Tensile test
This test consists of placing a small bar of the material studied between the jaws of a traction machine which pulls on the bar until it breaks. EN ISO 13,934 has been prepared. 46 A tensile test is a physical experiment that allows a state of axial stress to determine the elastic behavior of a material and to measure its degree of tensile strength.
Tear test
According to ISO 9073-4,47,48 the jaws were moved apart by (25 ± 1) mm, and the machine was operated at 100 mm/min. First, it is necessary to cut non-woven specimens under the measurements of the standard template (75 ± 1) mm * (150 ± 2) mm of an isosceles trapezium. Then, the non-parallel edges of the trapezium are fixed. After continuously increasing elongation, it is applied to the test piece so that the tear extends over the entire width. The result is the determination of the average maximum tear strength. 49
Results and discussion
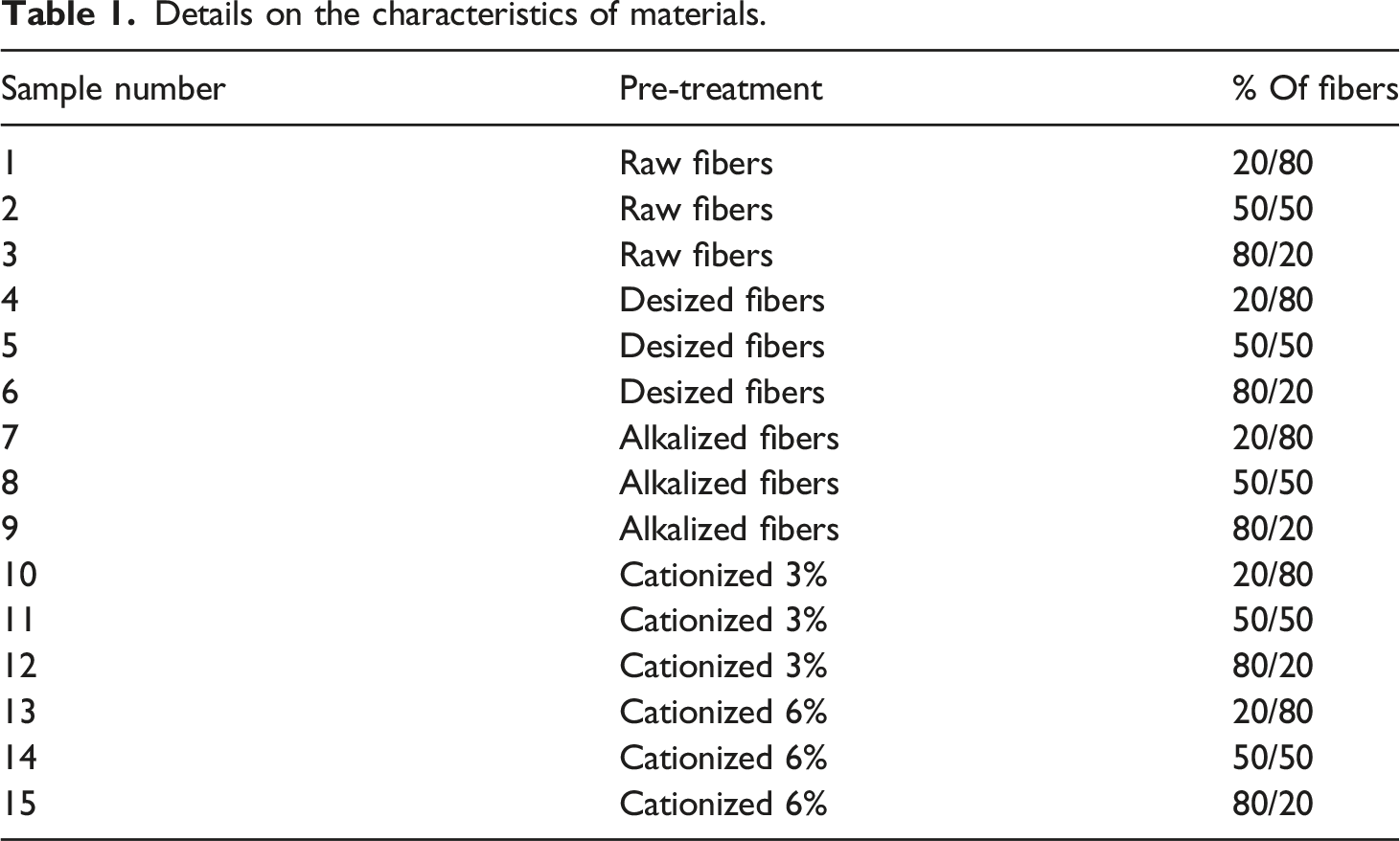
Details on the characteristics of materials.
Manufactured abrasives
Composition determination
Elemental analysis of abrasives surface.

Zhang et al. 50 studied elemental analyzes of Interfacial of WCp/White-Cast-Iron composites which are mainly containing iron and tungsten. The results prove the absence of tungsten in our ferrous elements. Likewise, Jones et al. 51 studied the elementary analyzes of FeCr-TiC coatings and investigated their resistance to abrasion. It was found that the properties and composition of grains affected the abrasive wear resistance.
Scanning electron microscopy
According to Figure 3, the appearance of hollows and bumps in some areas is due to the non-automated manufacturing process.
52
Some fibers of the reinforcement are visible on the surface of the abrasives. It can be seen that particles are homogeneously distributed. An enlargement of the area shown allows the full cross-sectional area of produced abrasives. Three areas have been proven in the interface of composite as mentioned in the fabrication process (figure 3(b)). Indeed, the first layer represents the reinforcement composed of fibers. Afterward, a layer bonded to the reinforcement contains a mixture of resin and grains, and on the surface of the abrasives, a coating of grains is maintained. These results show good adhesion between abrasive components. SEM images of abrasives morphology: (a) Surface view and (b) Cross-section.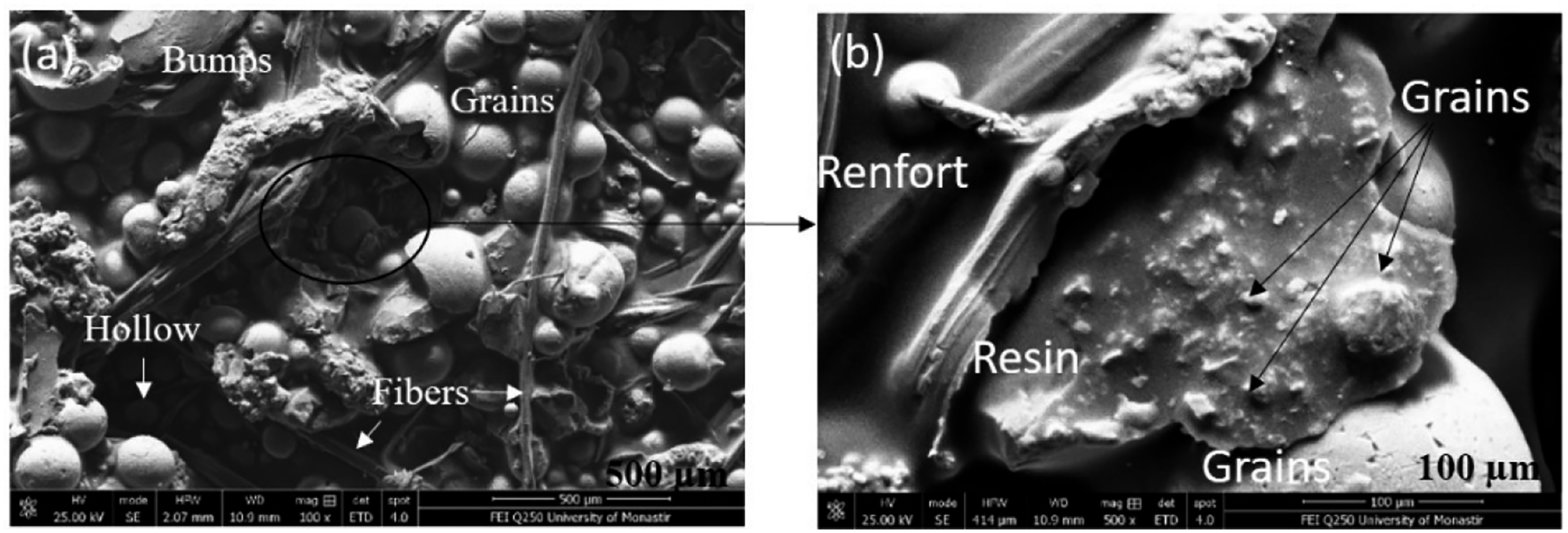
FT-IR infrared spectroscopy of grains
FT-IR spectrum of iron grains (Figure 4) presents intense characteristical bands at 3323 cm−1 that are assigned to NH stretching vibration.
53
The study of Nzikaye et al.
54
affirms the appearance of stretch NH in metals. According to Yamada et al.,
55
absorption bands at 2903 cm−1 are attributed to CH of CH3FeH. The 1030 cm−1 band is due to the C-O and C-C stretching of cellulose.56,57 The results of the FT-IR chemical analysis are in agreement with the results found previously in the ICP/MS analysis (Table 1). FT-IR spectra of iron grains.
Pull-out resistance of fibers
Several test methods have been developed to characterize the interface and to improve the understanding of the interface bond between fibers and the matrix. Among the methods are the single fiber pull test, the fragmentation test, the micro-indentation test, and the pull-out test. The pull-out test has been used to measure the interfacial resistance between reinforcing fibers and polymer matrices for over four decades and has become the most popular technique for interface characterization.
58
The aim of this study consists of analyzing the different fiber/matrix systems by considering the influence of fiber treatment.59,28 When the specimen deteriorates, the test is stopped and the shedding force is measured. The findings are illustrated in Figure 5. The feeblest phase (usually the matrix or the interphase) determines the overall performance of composites, as it is the origin of the material failure.
60
Due to the alkaline action, the fibrils began to divide. This increased efficiency surface is available for contact with the matrix.
22
Due to the cationizing action, better interaction between fibers and the resin is maintained. The cationization at 6% was considered the best affinity with the matrix i.e. it had maximum pull-out load values (samples 13, 14, and 15) which can be attributed to the interfacial chemical bonding.61,62 Results of fibers Pull-out test.
Manufacturing non-woven
Roughness test
The roughness values of nonwovens.
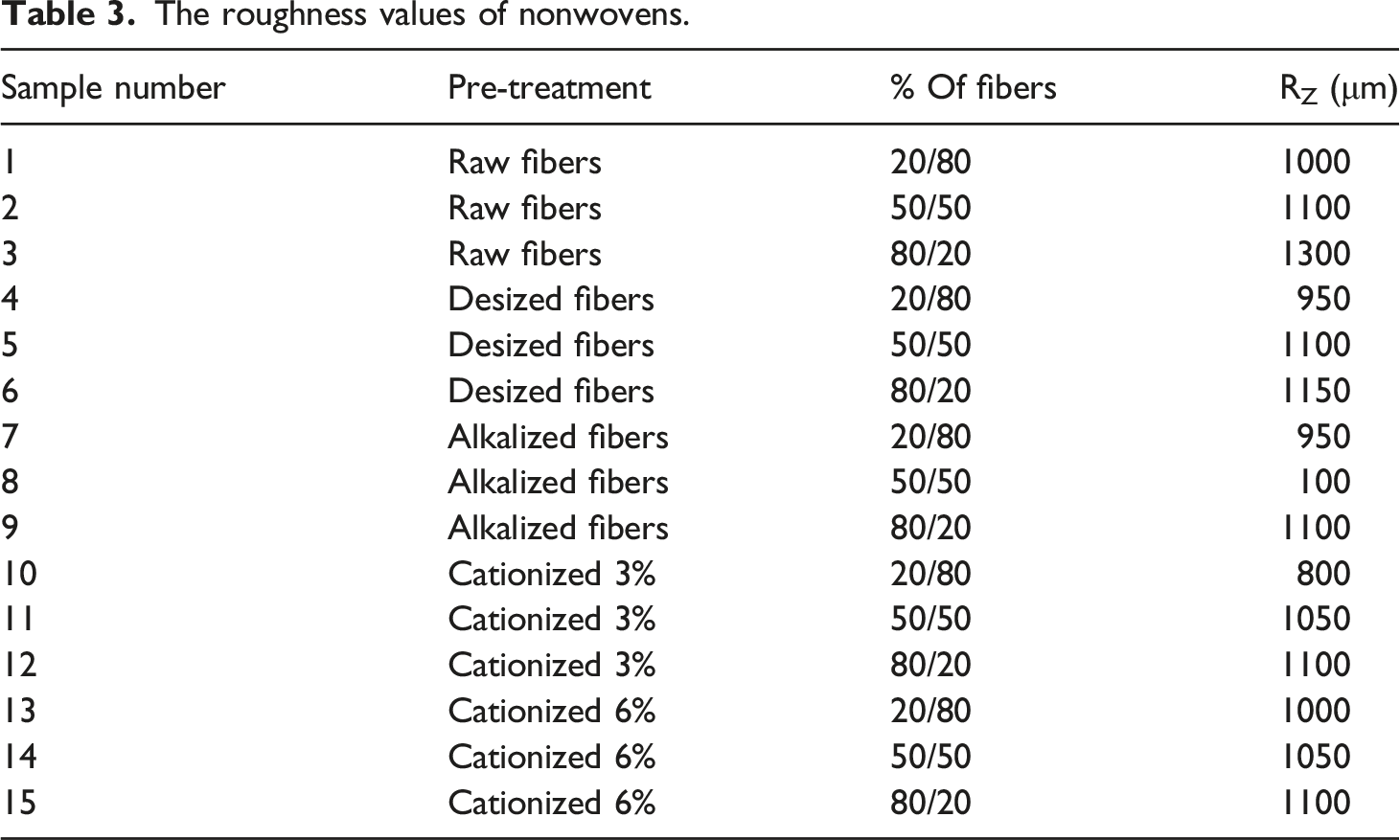
Figure 6 shows the deformations measured for a width of 10 mm of the nonwovens surface obtained. As can be seen, untreated samples 1 and 2, although having a similar roughness, show slightly modified strain values. Thus, the chemical modification of fibers facilitates the reduction of material deformations, and subsequently, the interfacial adhesion of the composite is improved. This finding is endorsed by the removal of organic and inorganic surface contaminants by surface treatments.
45
The cationization of 6% displayed the lowest values of deformations (samples 13-15). The estimated parameters of the 3D surface texture for analyzed samples.
Tensile test at break
Results of the tensile test of nonwovens.

It can be noted that cationization slightly reduces the tensile strength. The decrease in mechanical strength can be caused by hornification. This phenomenon is related to the porosity of cellulosic products. It can be noted that cationization slightly reduces the tensile strength. The decrease in mechanical strength can be caused by hornification. This phenomenon is related to the porosity of cellulosic products.64,65 The tensile force gradually decreases with increasing percentage concentration of cationization. It reaches its minimum value for nonwovens treated with 6% cationized fibers. However, it can be noted that the drop in tensile strength is acceptable for chemically treated textiles.
Tear test
Figure 7 determines the average maximum tear strength of nonwovens. The results show that the cationization slightly lowers the tear strength of the reinforcements (samples 10, 11, 12, 13, and 14). The presence of cationic groups and thus of ionic interactions would diminish hydrogen bonding as against native non-woven.
66
The reduction in tear strength is comparable to results obtained from untreated nonwovens and could meet application requirements. The cationization at 6% gives results close to those produced by the nonwoven treated at 3%. This is explained by the saturation of the surface of the cellulose from a dose of 3%.
67
The results show a slight decrease in the tear resistance of the mercerized reinforcements. Effect of surface modification on tear strength of nonwovens.
To validate the performance of the manufactured samples, we proposed to the experts of industry specialized in the special treatment of jeans to evaluate our samples compared to the abrasives used industrially. As shown in Figure 8, we start by putting the pants on the mannequin, the unwashed jeans have already gone through a laser operation to fix the washed-out areas. After testing, the experts validated our new abrasives due to the good yields they offer. Image of jeans trousers to be tested: (a) before fading treatment, (b) during the fading out treatment, and (c) after fading treatment.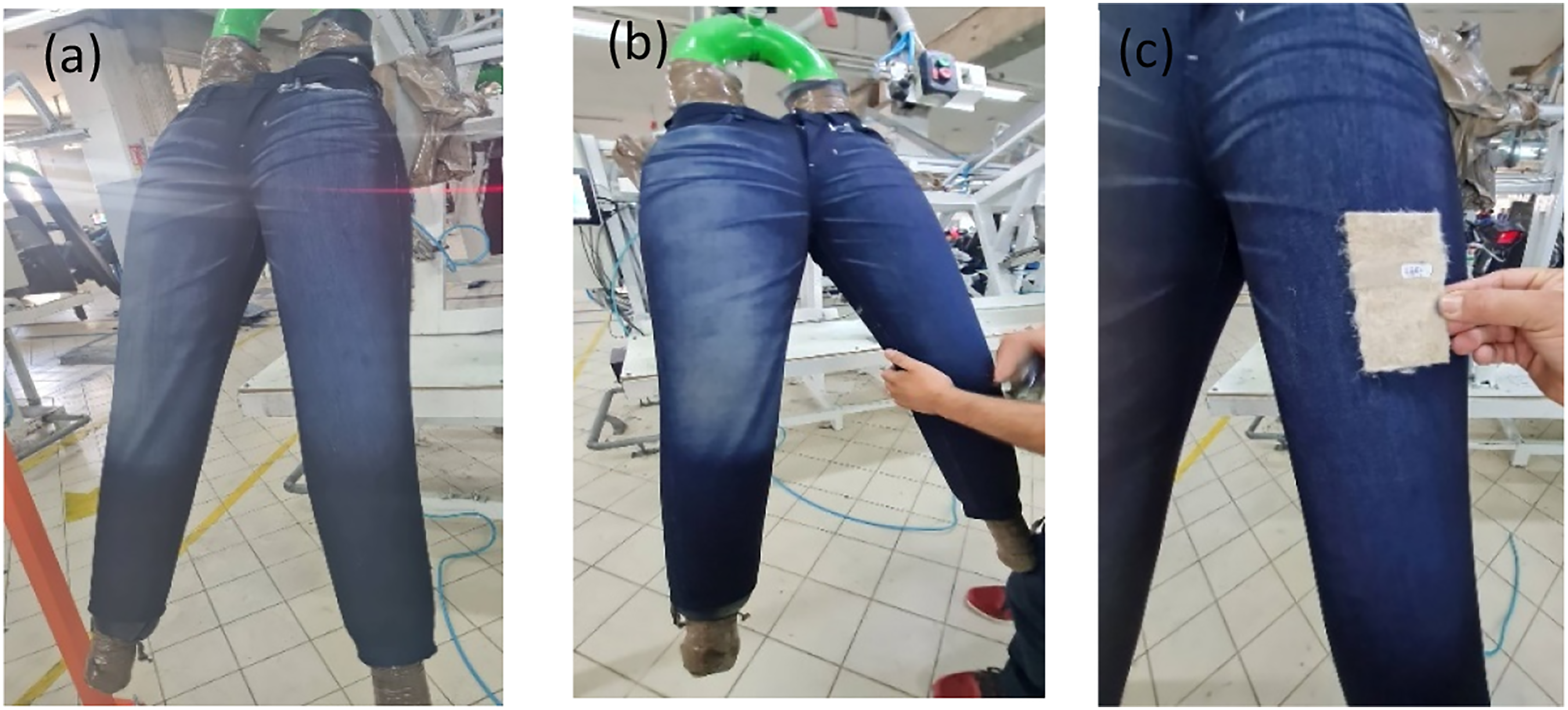
Conclusion
In this work, waste-cellulose fibers were transformed into nonwoven materials. These fibers can undergo alkalinization or cationization treatments (3 or 6%) to improve material properties. The fabricated nonwoven is then applied in the construction of abrasive reinforcements. Surface condition tests insist on the use of modified fibers. Indeed, the roughness results showed that the hydrophilicity of materials is improved for nonwovens created with cationized or alkalized tow fibers compared to those made with untreated fibers. The Pull-out test confirmed the improvement of the interfacial adhesion between the nonwoven and the matrix due to the chemical modification. Cationization with a percentage of 6% gave the best interfacial properties (Pull-out test). While their mechanical qualities (tensile strength and tearing) were slightly reduced. To obtain good adhesion properties and acceptable mechanical properties of the fibrous material, a percentage of 3% of the concentration of the cationization chemical product (PDDACD) should be used. SEM spectroscopy showed good adhesion between abrasive components. Other modifications such as silanization can be equally effective in the interfacial enhancement of composites. Thus, trying to use these abrasives in applications like polishing and sanding is necessary.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.