
Abstract
The recycling of carbon fiber (rCF) is critical for sustainable manufacturing in industries such as aerospace, automotive, and sporting goods. Recently, thermoplastic composites have been developed using rCF hybrid yarn structures, where rCF serves as the reinforcing fiber and thermoplastic support fibers (e.g., PA 6 staple fibers) act as the matrix, blended in a 50/50 volume ratio using modified short staple fiber technology. However, the majority of carbon fiber reinforced plastics (CFRP) are still based on thermoset matrix systems. This study presents a novel mechanical recycling technology for rCF with the goal of producing twist-free heavy tows with high fiber orientation using a minimum of 90 vol.-% carbon fiber. The process adapts conventional yarn formation techniques - fiber opening, blending, carding and drawing - ultimately leading to the development of heavy tows suitable for load-bearing thermoset composite applications. Two innovative concepts were explored to improve fiber cohesion: Concept I involved blending rCF with hot melt adhesive fibers (≤10% by volume), followed by thermal activation to fuse the adhesive into the fiber structure. Concept II used 100% rCF slivers sprayed with a binder-based solvent. Both methods produced reproducible heavy tows with high fiber orientation, achieving fineness-related strengths of approximately 1 to 5 cN/tex, suitable for subsequent fabric-forming processes. The study highlights the potential of these rCF heavy tows for use in sustainable, resource-efficient materials and lightweight load-bearing composite construction.
Introduction
The processing of recycled carbon fibers (rCF) from various sources such as rest spools, cutting edges, out-of-date prepregs or end-of-life fiber-reinforced components is a huge challenge especially for load-bearing composite applications. Different recycling methods (thermal, chemical and mechanical) of carbon fiber are currently implemented. However, the chemical and thermal recycling methods have the environment concern, whereas the mechanical recycling can be a sustainable cost efficient solution.
The mechanical recycling of CF in the nonwoven and injection molding is well established for the thermoplastic and thermoset composites exclusively non-load bearing applications. Because of the lack of fiber orientation and fiber damage with high amount of short fiber content during processing, the produced composite can be hardly applied for the load bearing components. Therefore, the development of anisotropic hybrid structures from staple carbon fiber using different yarn formation technologies - namely flyer-, wrap or, friction spinning processes is particularly important for the thermoplastic composite load bearing applications.1–16 The technological developments, modifications and adjustments were carried out in the spinning process starting from material preparation up to the final spinning of hybrid yarn, as the carbon fibers are very brittle, sensitive to shear force or, smooth surface with poor fiber-fiber friction etc. Moreover, the electrical parts of these machines were encapsulated due to the conductive behavior of carbon fiber. Based on the modified conventional staple fiber spinning technologies, the hybrid yarn structure was developed made of rCF with high fiber orientation and less fiber damage for thermoplastic load bearing applications. To develop such an rCF based hybrid structure, a large proportions of thermoplastic support fiber with good adhesion properties (e.g., PA6) i.e., at least 50 vol.-% has to be mixed to the rCF during spinning preparation, which enhances the process stability due to the damage-tolerance and smooth processing behavior of the support fibers. These thermoplastic fibers are melted during consolidation and use as a matrix to develop the thermoplastic composite. Thus, the unidirectional composite made of a flyer-based hybrid yarn was developed with an average tensile strength of 1249 ± 69 MPa and a modulus of 88 ± 1.5 MPa, which is approx. 75% to the tensile properties of UD made of virgin carbon fiber filament. As the CF in the reinforced hybrid yarn is helically oriented due to its twisted structure, they cannot be fully utilized in the UD composite.
However, the majority of carbon fiber reinforced plastics (CFRP) are based on thermoset matrix systems with a market share of approx. 69%. 17 For the thermoset composite application, nearly 100 vol.-% rCF has to be processed to utilize them as reinforced fiber to achieve for example a fiber-matrix ratio of 50/50 vol.-% in the composite structure. The semi-finished products based on mechanical recycling of rCF for thermoset compounds such as sheet molding compounds (SMC) and the related bulk molding compounds (BMC) are already in the use.18–20 Re-using of rCF as nonwoven structure based on web formation and bonding technologies shows further a maximum tensile strength of the thermoset composite approx. 530 MPa. 21 Further research concerns with the development of a binder mesh application rig to process slivers in to the binder tape considering the length of rCF between 70 and 120 mm. However, the developed UD thermoset plates based on the binder tape possess a maximum rCF of 34 vol.-% and a tensile strength of ca. 650 MPa. 22 All the studies reported being compared in Table 1.
Comparison of the properties of the composite using different techniques based on different semi-finished textile products made of rCF.

rCF: recylced carbon fiber; PA6: Polyamid 6; SMC: Sheet molding compound; BMC: Bulk moldung compound; UD: unidirectional.
Materials
The recycled carbon fiber (rCF) materials used in this study are obtained from production residues and spool leftovers. Derived from polyacrylonitrile (PAN), these fibers are classified as Intermediate Modulus and Strength (IMS) and exhibit excellent tensile properties, high stiffness, and a decomposition temperature of at least 650°C. In addition, function-enhancing hot melt adhesive fibers KA115 or, binding agent are mixed up to 10 vol.-% to the rCF heavy tows to increase the fiber-fiber cohesion as well as to reduce the fiber damage for further processing. The following fiber materials are used considering the average fiber length, fiber diameter, fiber fineness, fiber strength etc.: • rCF: average mean fiber length 80 and 100 mm • hot melt adhesive fibers (product name KA115) with a low melting temperature as 115°C: co-polyamide • Binding agent (B): Dicrylan AC01 Acrylat dispersion (white emulsion, Density 1.06–1.07 g/cm3,dry content: 47%–49% and pH: 6–8)
Fiber properties.

rCF: recycled carbon fiber, KA: Co-polyamide (product name KA115).
The test results show that the rCF and KA have comparable fiber length but different diameters, strengths and stiffnesses. The results of the contact angle measurement show further that the high surface energies with nearly identical values, which indicates a good cohesion properties between the rCF and KA fibers.
Process development of rCF heavy tows
The developed process chain for the production of novel and twist-free rCF heavy tows based on the modified short staple fiber technology for thermoset composite applications is schematically shown in Figure 1. Schematic diagram of the process chain for the development of rCF heavy tows.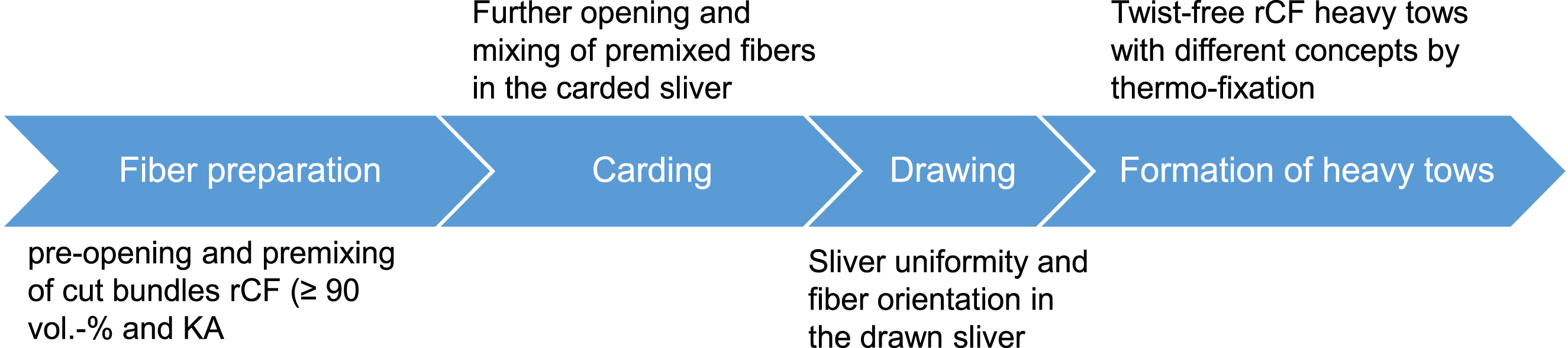
Fiber preparation
The pre-opening and pre-mixing device of the fiber preparation is optimized with respect to the speed and distance for gentle processing of rCF and KA. In order to increase the inter-fiber cohesion in the rCF fibers, the selected rCF and KA fibers are pre-opened and homogenously pre-mixed with defined volume contents such as rCF/KA: 98/2, 95/5, 90/10 and 100/0 vol.-% for the carding process.
Carding technology
The results of the preliminary experiment have shown that the processing of virgin carbon fiber (CF) leads to the extreme process disturbances as well as massively damaged in the existing carding process, as it is applicable for natural or, synthetic fiber. Therefore, the properties required for thermoset applications cannot be achieved based on the highly damaged rCF carded slivers. To process rCF and thermoplastic fibers with 50/50 vol.-% into a uniform and homogeneously mixed hybrid carded sliver for thermoplastic composite application, existing special laboratory carding line of Oskar Dilo Maschinenfabrik KG is already modified and the process parameters are optimized. 23 But for the processing of rCF more than 90 vol.-%, further modifications and optimizations must have taken in to account in the developed carding line.
Since one of the important factors i.e., the type and parameter of card clothing influence the fiber damage during the carding process, two different types of card clothings i.e., full steel and the flexible one are investigated. In the preliminary test, it was found that steel card clothing with coarser clothing fineness—characterized by teeth spaced farther apart and a larger breast angle of approximately 90°, is more effective. Additionally, round tooth geometries show a stable process without clogging of rCF material in comparison to the flexible card clothing (Figure 2). Clogging of rCF material using flexible card clothings.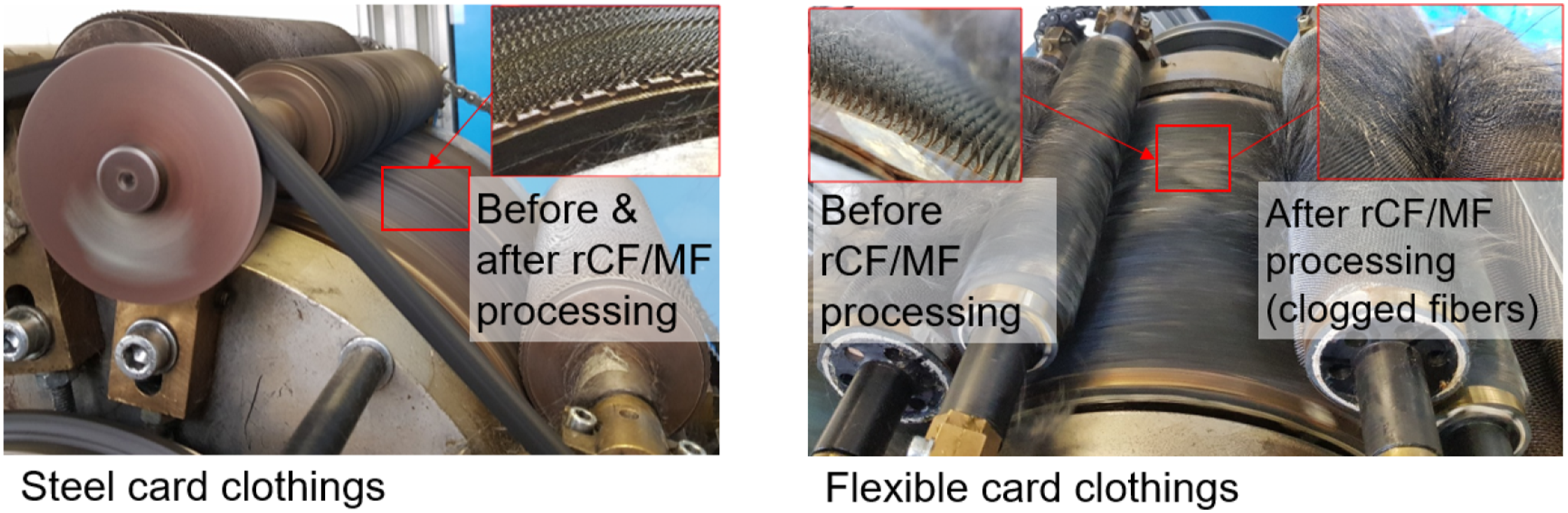
Therefore the steel carding clothing is considered for this study. Furthermore, fiber-guiding elements of the sliver-forming device, especially the take-off roller are modified. The test results show that the rubber cot for take-off roller with a 15 mm thick ethylene-propylene-diene rubber (EPDM) layer with 60 shore hardness instead of existing standard steel roller reduces fiber damage in the carded sliver.
Based on these modifications, different roller speeds of the carding components were analyzed to optimize roller distances at various carding positions, suitable for the processing of recycled carbon fiber. Tests were then carried out to determine the optimum technological settings for the special laboratory carding machine (Figure 3). Schematic diagram of special carding machine.
It is important to determine the main influencing variable of carding process i.e., different distances and roller speeds on the sliver quality. Therefore, Three different speeds of the breaker and finisher cylinders, along with their stripper-worker pairs, were investigated for a constant distances among the carding components suitable for processing carbon fiber. 4 The rotational speeds of the breaker cylinder (XV), finisher cylinder (XT), and stripper-worker pairs—comprising breaker strippers-workers in the breaker zone (denoted as XA1) and finisher strippers-workers in the finisher zone (denoted as XA2)—were varied to examine their effects on the sliver count and fiber damage in the carded sliver. This investigation was conducted under a constant fiber length of 100 mm for recycled carbon fiber (rCF) and a fixed blending ratio of rCF/KA at 90/10 vol.-%.
Experimental plan for optimizing the speeds of different carding components.

Influence of the speeds of the breaker cylinder, finisher cylinder and stripper-worker pairs on the upper half mean length, UHML/Influence of the speeds of cylinders, worker and strippers on the fiber and sliver quality are enlisted.

According to the Table 4, the average UHML of rCF are higher at higher breaker cylinder and lower stripper-worker pair speeds, which indicates less fiber damage. Moreover, a higher finisher cylinder (XT) speed positively affects fiber length distribution due to an improved carding effect. As the speed of the finisher cylinder increases, fiber damage decreases significantly. To quantify the correlations between the carding process parameters and the resulting sliver properties, the results presented in Table 4 were analyzed. A correlation matrix was computed, as illustrated in Figure 4. Pairwise correlation coefficients were calculated using the Pearson correlation coefficient method, implemented through the Pandas library’s compute pairwise correlation function.
25
Specifically, both factor variables (XV, XT, XA1, XA2) and response variables (CV, UHML, ML) were examined to assess their interrelationships. Correlation Matrix showing the calculated correlation coefficients.
The analysis revealed that the stripper-workers pairs in the breaker zone (XA1) exhibit the strongest influence on the ML, with a correlation coefficient of −0.22. This negative correlation indicates that increasing the speed of breaker stripper–worker pairs (XA1) has a more pronounced impact on fiber damage compared to the speeds represented by XV, XT, and XA2. Consequently, XA1 is the most sensitive parameter in terms of fiber damage potential.
Figure 5 provides a visual representation of the experimental data, highlighting the influence of system variables on fiber damage and coefficient of variation (CV). To offer further insights, polynomial regression was applied to model the relationship between these variables. A second-order polynomial fitting was used to capture the non-linear interactions between the carding parameters and fiber damage. Regression analysis illustrating the relationship between machine parameters and CV, UHML, and ML.
The pairwise correlation coefficients provide valuable insights into the individual (pairwise) influence of each factor on a corresponding response variable. However, this approach is limited in scope, as it only considers one factor and its direct effect on a single response variable at a time. Given that the carding process is characterized by complex interdependencies between parameters, multivariate interactions (or intraoperative influences) between factors are always present.
To account for these interdependent relationships, Response Surface Methodology (RSM) was employed. RSM facilitates the calculation and visualization of the combined influence of two factor variables on a single response variable. In this study, RSM was applied to examine the interaction between stripper-worker Pairs XA1 and Breaker XV in the breaker zone, as these factors were observed to exhibit significant intercooperative effects. The response surface was modeled using Python with Scikit-learn.
26
The PolynomialFeatures from sklearn.preprocessing was used to transform the data into polynomial features, and LinearRegression from sklearn.linear_model was used to fit the regression model. The model was applied to evaluate the combined influence of parameters on Mean Length (ML) (Figure 6(a)) and Coefficient of Variation (CV) (Figure 6(b)). Response surface plots illustrating the combined influence of stripper-worker Pairs XA1 and Breaker XV on (a) Mean Length (ML) and (b) Coefficient of Variation (CV).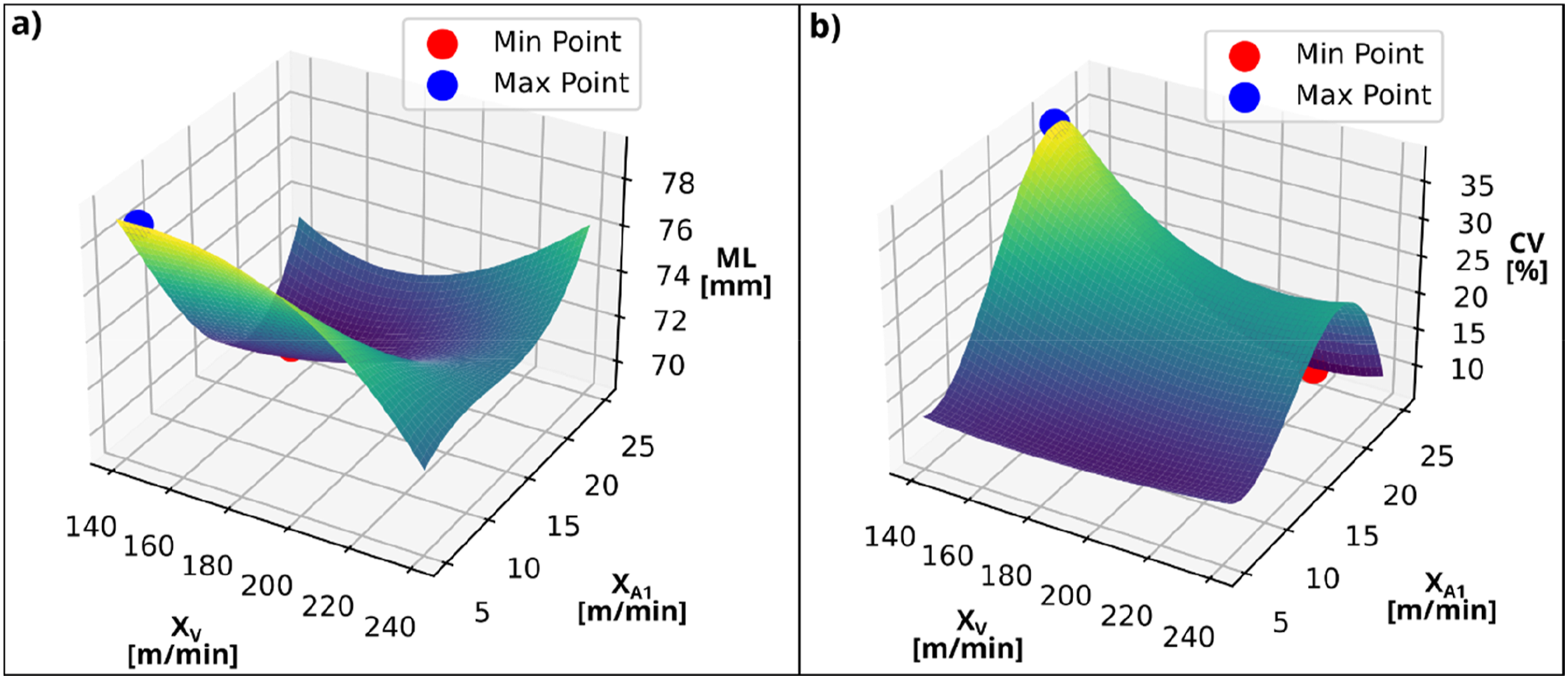
The visualization of the response surfaces clearly illustrates the interactive effects of these two factors on the response variables, offering a deeper understanding of their joint contribution to variations in sliver properties.
Optimal settings of carding parameters.

Using the optimal setting parameters, carded slivers with defined volume contents with rCF/KA: 98/2; 95/5; 90/10 and 100/0 vol. - % are produced and further processed in the draw frame.
Draw frame technology
Optimum machine settings for processing of rCF at the draw frame.

Based on the optimal parameters, drawn slivers are produced from the carded slivers with different mixing ratios and characterized in terms of sliver irregularity as described in the ‘Results and discussion’ part. The drawn slivers produced are further used for the development of twist-free rCF heavy tows.
Novel twist-free rCF heavy tows manufacturing technology
For the manufacture of twist-free rCF heavy tows directly from the drawn sliver, new manufacturing technologies must have to be developed. Therefore, two new concepts by mixing with function enhancing materials such as hot melt adhesive fibers (concept I) or, binding agent (concept II) are proposed and implemented in order to fix the parallel and highly oriented fiber structures in the rCF heavy tows (rCF≥ 90 vol.-%): - Concept I: Mixing of hot melt adhesive fibers (KA) during fiber preparation and its thermal activation in the processing of rCF heavy tows structures - Concept II: Introduction of binding agent (B) into the drawn sliver and its thermal activation of binding agents in the processing of rCF heavy tows structures
Concept I and its implementation in the test rig I
The concept I consists of a delivering unit for supplying of the drawn sliver with defined speed, a thermo-stabilization unit comprising six double-sided infrared (IR QRC®) reflectors from Heraeus Noblelight GmbH with a nominal power of 15 kW to improve the inter-fiber cohesion in the rCF fiber structure by melting of hot melt adhesive fibers, a guiding nozzle for compacting the bonded fiber structure into the rCF heavy tows, and a winding unit to wind the compacted and twist-free rCF heavy tows under constant tension (Figure 7(a)). As per concept I, a test rig I is constructed and implemented (Figure 7(b)) for the technological investigation. Based on the test rig I, rCF heavy tows with different intensities of infrared (IR) heating system from 5%–20% and different fiber volume contents of rCF and hot adhesive fibers (≤10 vol.-%) are developed. IR intensities are expressed in %, which corresponds to the power of infrared and follows the linear relationship with nominal power. Concept I (a) and its implementation in a test rig I (b) for developing twist-free rCF heavy tows by thermal activation of the mixed hot melt adhesive fiber.
Concept II and its implementation in the test rig II
The concept II consists of a delivering unit for drawn sliver similar to that in concept I, a jet nozzle for applying the solution of the binding agent, a thermo-stabilization unit, a compacting unit, and a winding unit (Figure 8). According to the concept II, the binding agent (B) is applied to the fiber structures of the drawn slivers by means of a jet nozzle prior to their passage through the thermo-stabilization unit. Concept II and its implementation in a test rig II of developing twist-free rCF heavy tows by thermal activation of sprayed solution of binders.
Furthermore, a test rig II based on concept II is constructed and implemented for the technological investigation. In order to apply the binding agent, a solution with the optimum concentration of 3.5 vol.-% is considered for the spraying device, through which a mist-like state spraying at an optimized air pressure 2 ± 0.3 bar can be realized. While delivering the drawn sliver, a defined amount of binding agent are uniformly sprayed on the drawn sliver. The applied amount of binding agent can be controlled with the transportation speed of rCF heavy tows. Finally, the thermally bonded rCF heavy tows with enhanced fiber-fiber cohesion is wound onto a spool.
Exemplary selected products with defined fiber volume fractions.
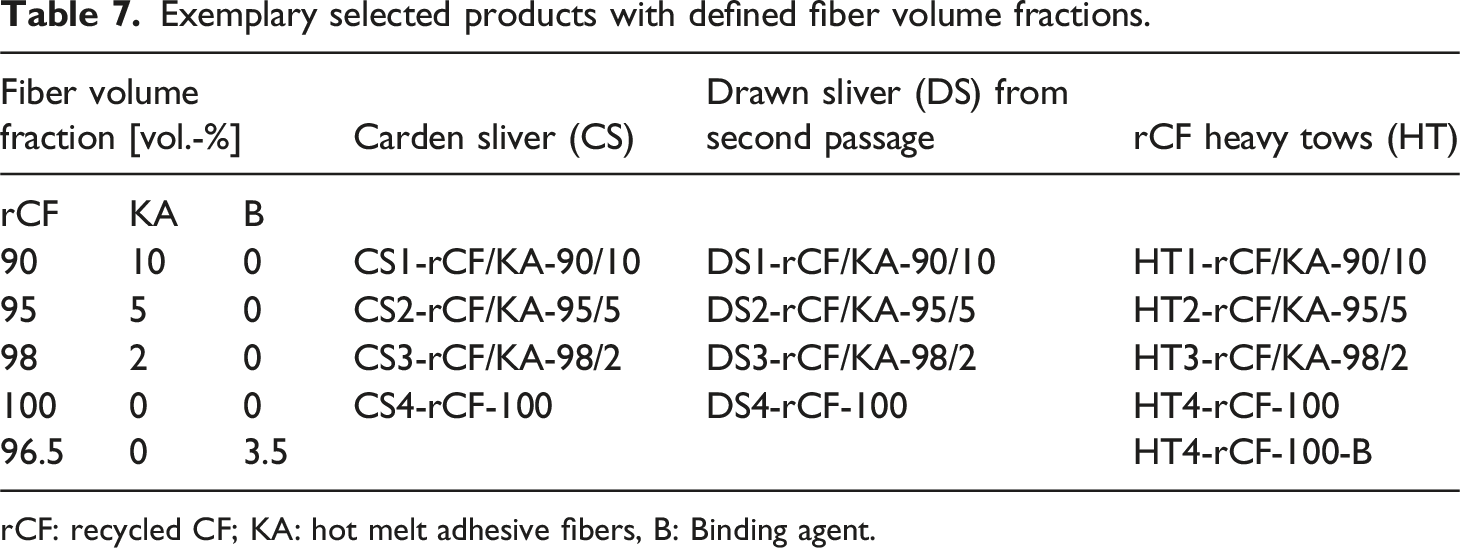
rCF: recycled CF; KA: hot melt adhesive fibers, B: Binding agent.
Compared to conventional mechanical recycling processes, such as those used in injection molding and nonwoven applications, the novel twist-free rCF concepts described above offer several key advantages. These processes enable the production of highly oriented fibers with minimal material damage, resulting in increased average fiber length. In addition, the process features shorter cycle times, which significantly improves overall efficiency. Most importantly, these approaches facilitate the development of sustainable, load-bearing composite components, making them particularly suitable for demanding applications in the automotive industry.
Thus, the developed process chain offers a short and efficient process cycle consisting of fiber preparation, carding- and drawing process and manufacturing of twist-free rCF heavy tows based on two different concepts. The products such as the carded-and drawn sliver as well as the rCF heavy tows as illustrated in the Figure 9 are further characterized, which is described in the next section of this article. The products for the development of rCF heavy tows from rCF/KA fiber.
Characterization methods
The characterization of the carded and drawn slivers as well as the rCF heavy tows was carried out using the testing technique. All tests were carried out in accordance with the applicable standards and under standard climatic conditions of 20°C ± 2°C temperature and 65% ± 4% relative humidity.
Fiber length distribution of carded-and drawn slivers
The fiber length distribution in the sliver was determined using the testing technique developed at the ITM for testing rCF, to determine the relationship between fiber damage and manufacturing processes such as carding or drafting.
18
This method is based on an optical scanning technique developed at ITM, using software to evaluate the images. The flatbed scanner Perfection V550 (EPSON K.K., Japan) was used as the scanning tool. Before measurement, the fiber slivers were prepared to ensure accurate results. The preparation began with weighing a defined mass of the fiber sliver, with carded slivers ranging between 2.0 and 3.5 g and drafted slivers between 4.5 and 6.0 g. The slivers were then placed in a specialized clamping device for measurement, where the fibers were fixed using a clamp with a rubberized inner surface. A combing and suction device was used to remove excess material and align the fibers, after which the sample was placed in the flatbed scanner. Scanning software was employed to convert the color images into grayscale, adjusting the brightness to −10 and setting the resolution at 600 DPI. The fiber beard was then cut and weighed to verify the uniformity of the measurement, and the final analysis of the scans was performed using MATLAB software. The necessary preparation of the slivers comprises the steps shown in Figure 10(a). Finally, the scanned image of fiber structures is evaluated with a MATLAB program to determine a staple length diagram. The mean fiber length (ML) and the upper half mean length (UHML) are calculated from the diagram (Figure 10(b)). (a) Process sequence of sliver preparation to determine the fiber length distribution and (b) calculated fibrogram.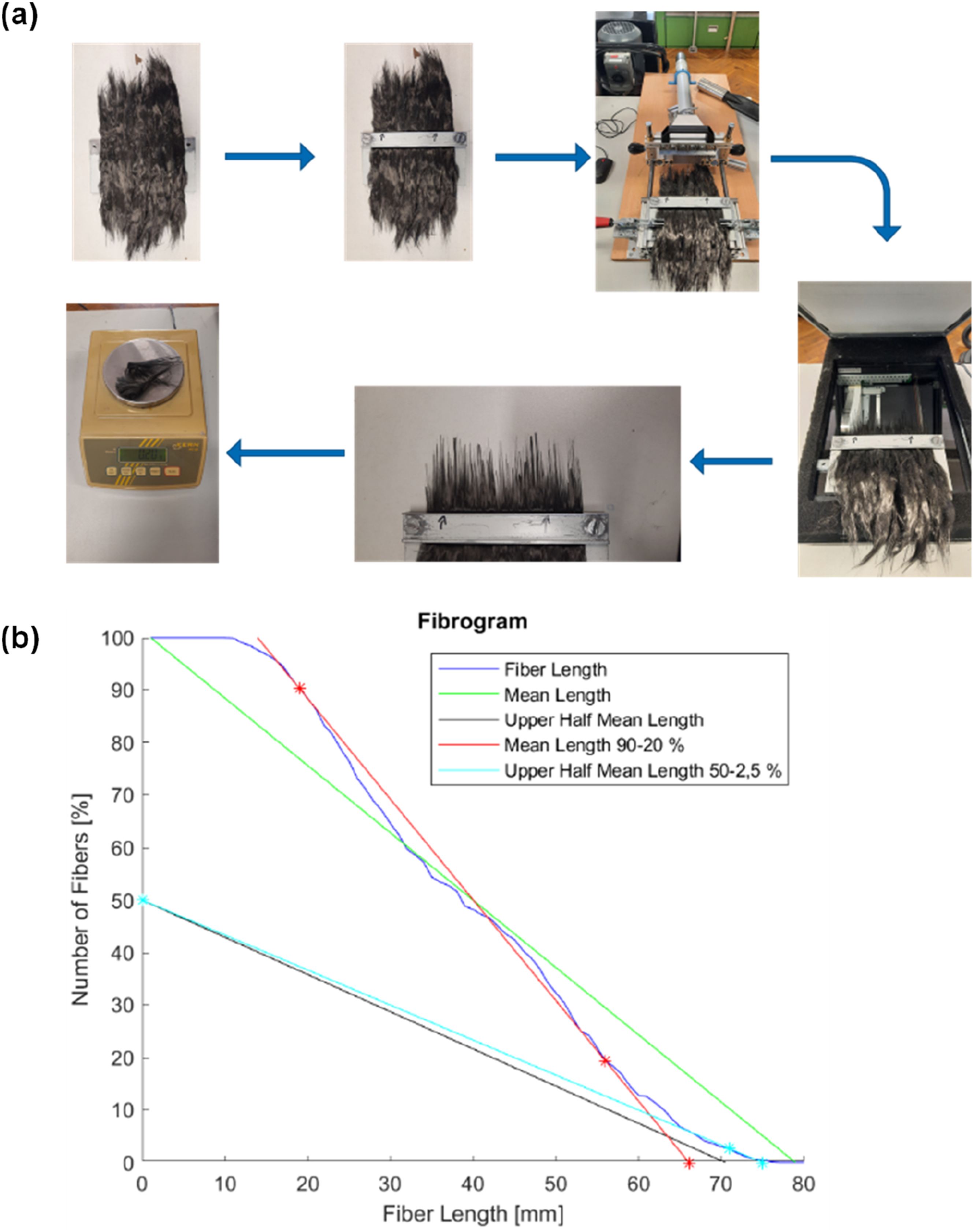
Fineness and evenness of card/drawn slivers and rCF heavy tows
The sliver count is determined using the weighing method, where it is defined as the mass per unit length of the sliver. To determine the count, sliver with a predefined length were cut and individually weighed. A minimum of five samples is recommended for accurate results. The average sliver count was then calculated from all measurements. Due to the electrical conductivity of recycled carbon fibers (rCF), the use of capacitive methods for measuring sliver count and evenness is inherently unsuitable. Therefore, at least 25 slivers, with test lengths of 10 cm and 1 m, were weighed. The coefficients of variation (CVm for 1 m) were then calculated to assess the sliver’s evenness.
Fiber orientation in the carded- and drawn slivers
The orientation of fibers in a sliver has a decisive influence on the properties of fiber structures and composite materials made from them. To determine fiber orientation, an optical method developed at ITM is used. The aim of this measurement is to determine the fiber orientation in the sliver. To achieve this, the slivers were photographed using a camera and then evaluated using the Image J program. The images were converted to the .tif and 8-bit format. The software Orientation J, which is a series of Java plugins for Image J, was used to automate the orientation analysis. The tool was used to convert the 8-bit image into a color representation and generate a graph summarizing the fiber orientation in a distribution function. Finally, the values of fiber orientation were identified using the Dominant Direction Tool and the trend direction was expressed in degrees with coherence, given as a percentage. This method enables to understand the change in fiber orientation along the process chain. The fiber orientation determined for the carding and draw frame slivers is summarized in a distribution function in the next section.
Tensile strength of rCF heavy tows
The tensile strength of rCF heavy tows was conducted on the Z100 tensile testing machine from ZwickRoell GmbH & Co. KG in accordance with DIN EN ISO 13934-1. For this purpose, test specimens with a length of 250 mm were produced, whereas the clamping length was considered as 100 mm.
Microscopic analysis of rCF heavy tows
The microscopic analysis was carried out in the Zeiss microscope AXIOImage.M1m considering the 100× magnification.
Results and discussion
Carded- and drawn sliver
Influence of mixing ratios of rCF and hot melt adhesive fiber on the fiber shortening in the carded sliver
The Figure 11 shows the upper half mean fiber length (UHML) as a function of different mixing ratios of recycled carbon fiber (rCF) and the hot melt adhesive fiber (KA), in various carded slivers. As the rCF content increases and the volume of KA decreases, the fiber lengths (UHML) in the carded slivers exhibit a slight decrease. During the carding process, the hot melt adhesive fiber, which enhances cohesion between the carbon fibers, reduces contact with the card clothings and fiber guiding elements. This leads to less mechanical stress on the rCFs, minimizing fiber damage. The addition of KA between 2 and 10% by volume has no significant effect on the processing behavior or fiber damage, but consistently results in less damage compared to the processing of 100% rCF. For the production of thermoset composites, depending on the specific requirements, up to 10% by volume of KA can be incorporated without affecting the properties of the composite. Influence of mixing ratios of rCF and hot melt adhesive fiber (KA) on the upper half mean fiber length (UHML) in the carded slivers.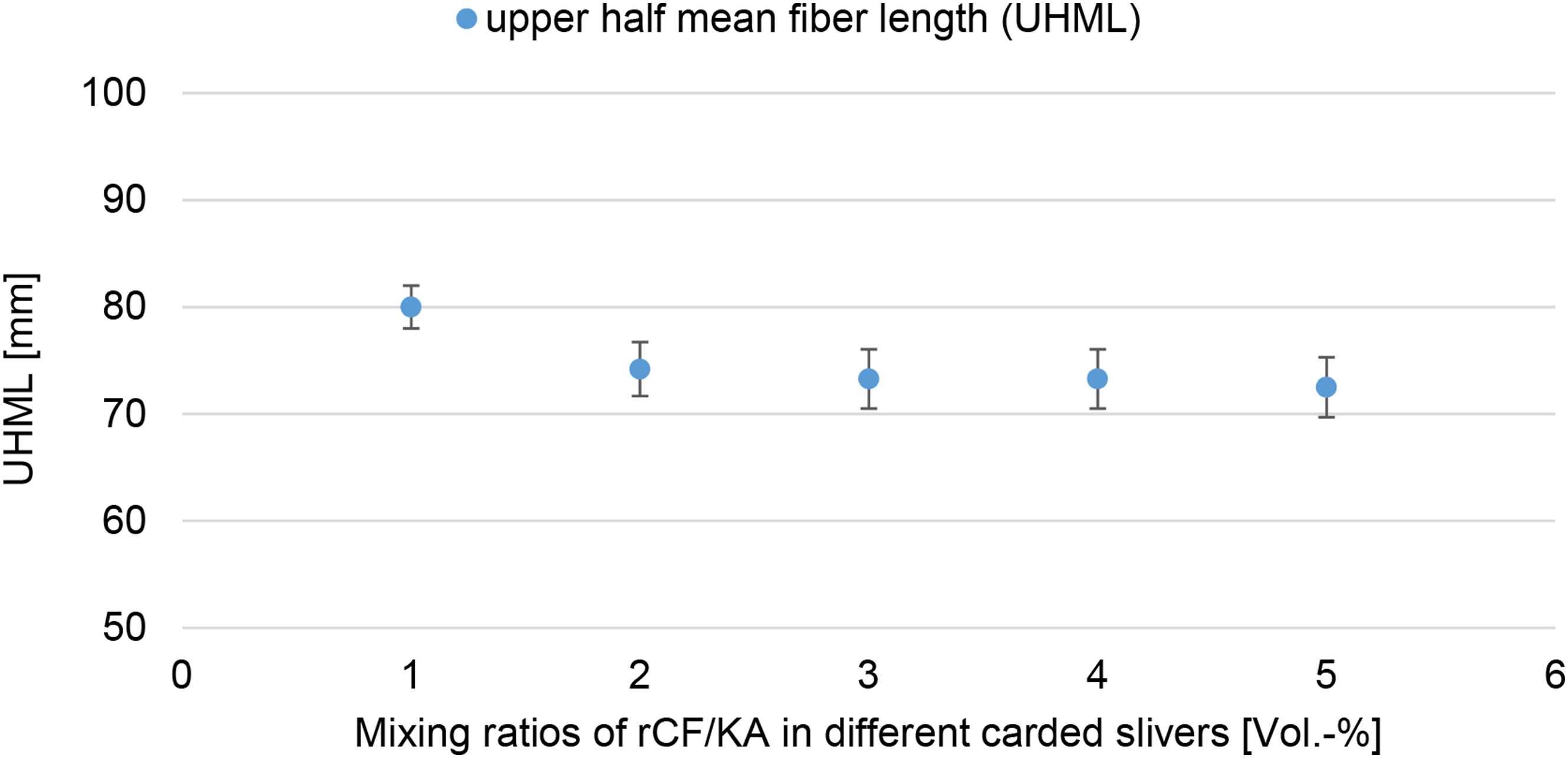
Influence of the number of doubling and auto-leveling on the fiber length and sliver uniformity
To minimize damage to the rCF during the carding process, larger distances between the carding components were set to ensure less aggressive carding action, reducing fiber damage. However, these settings resulted in high irregularity in the carded sliver. To address this, the irregularity of the carded slivers was improved by doubling several slivers and using an auto-leveling system at the draw frame. The Rieter RSB D-40 auto-leveling system was used to further reduce variations in the drawn sliver. This system utilizes integrated scanning rollers to measure the mass variation of input slivers before they enter the drafting system. Based on this measurement, a signal is sent to the servo drive system, which adjusts the speed of the feed and middle rollers to control and minimize mass variation. Figure 12 illustrates the influence of doubling from 4 to 8 and auto-leveling settings on the upper half mean fiber length (UHML) and sliver irregularity (CV-1m %) in the drawn sliver for the second passage, using a mixing ratio of rCF/KA at 90/10 vol.-% (DS1-rCF/KA-90/10). According to the figure, the sliver irregularity (CV-1m %) increases from 4.34% to 5.96% as the number of doublings increases from 4 to 8, without the auto-leveling system. During this process, the total draft changes from 3.09 to 6.46 in the first passage, and from 3.32 to 5.29 in the second passage, while maintaining a constant final count of the drawn sliver. Theoretically, increasing the number of doublings should reduce sliver irregularities. However, the results in Figure 12 show the opposite trend. This can be explained by the nature of recycled carbon fibers (rCF). With 8 doublings, there are more fibers in the drafting zone, combined with a higher total draft and increased drafting roller speed. These conditions make it difficult to control the fibers effectively due to slippage between the smooth rCF fibers, leading to drafting errors. Furthermore, the unique properties of rCF, such as its sensitivity to shear forces and brittleness, intensify the slippage. As the draft increases, the sensitivity of rCF to shear forces causes greater drafting errors, reducing the uniformity of the sliver. To mitigate fiber damage and minimize CV-1m%, a minimum top roller pressure of 10 daN is used. However, this is a compromise, as these settings prioritize minimizing fiber damage while achieving the best possible CV-1m% in the drawn slivers. In contrast, when fewer doublings, such as 4, are used with lower total draft and roller speed, the fiber material is easier to control in the drafting zone. Consequently, the sliver irregularity (CV-1m%) is lower with 4 doublings compared to 6 or 8. Influence of number of doubling and auto leveling function on the fiber length and sliver uniformity of the drawn sliver in the 2. Passage (DS1-rCF/KA-90/10).
Furthermore, by implementing the auto-leveling system with optimized settings for the leveling action point (LAP 936) and selecting the optimal number of doublings at 4, the CV-1m% was significantly reduced to 1.32.
Influence of mixing ratios of rCF and hot melt adhesive fiber on the sliver uniformity in the carded- and drawn sliver
In the Figure 13, the influence of the mixing ratio of rCF and hot melt adhesive fiber on the sliver uniformity (CV-1m %) in the carded- and drawn sliver is exemplified. Influence of the mixing ratios of rCF and hot melt adhesive fiber (KA) on sliver the uniformity in the carded- (CS1-CS4) and drawn (DS1-DS4) slivers.
The sliver non-uniformity both in the carded- and drawn slivers increases slightly with the increasing of rCF content and decreasing of hot melt adhesive fiber content because of increasing the short fiber content in the slivers and their associated carding- and drafting processes. However, based on the optimized settings at the draw frame, the CV-1m% of the carded slivers can be significantly reduced in the drawn sliver as illustrated in the Figure 13. Thus, the test results show that the number of doublings, number of drawing passage, the amount of draft and the optimum settings of auto-leveling have a decisive influence on sliver evenness and fiber damage.
Influence of the carding and drawing process on the fiber orientation
The fiber orientation determined in a distribution function for the carded (CS2-rCF/KA-95/5) - and drawn (DS2-rCF/KA-95/5) slivers is illustrated in Figure 14. As it is expected, it can be seen that the fibers in the carded- and drawn sliver are well aligned. However, the carded sliver has the lowest fiber orientation compared to the drawn sliver. There is a lower fiber orientation with a broad distribution function between −50° and +50°. The distribution of the fiber orientation in the drawn sliver varies between −20° and +20° i.e., the fiber in the drawn sliver is better oriented than that of carded sliver. Moreover, the highest variance i.e., increased probability of disorientation is found in the carded sliver. The focus of the adjustment in the carding process was to minimize fiber damage; therefore, the spacing of the carded components was set large, resulting in a reduced carding effect, less fiber parallelization, and less fiber orientation. The fiber orientation in the carded sliver was improved during the drawing process. Fiber orientation as a distribution function in the carded- (left- CS2-rCF/KA- 95/5) and drawn sliver (right- DS2-rCF/KA-95/5) considering a constant mixing ratio of rCF and hot melt adhesive fibers as 95/5 vol.-%.
rCF heavy tows
Influence of different intensities of thermo-stabilization on the count and tensile strength of the rCF heavy tows
In the test rig I illustrated in Figure 7, the effect of different intensities (IR) of the infrared heating system on the specific tensile strengths of the rCF heavy tows considering a constant mixing ratio (rCF/ KA: 90/10 vol.-%) and average sliver count 4.5 ktex is described.
According to the Figure 15, the specific tensile strength of rCF heavy tows increases with increment of IR intensities up to 14%, as the mixed hot melt adhesive fiber (KA) are melted and enhanced the cohesion in the carbon fibers of the rCF heavy tows with constant sliver fineness. Further increase of IR intensities more than 14% results in the evaporation of the hot melt adhesive fiber, for which the tensile strengths of rCF heavy tows decrease due to lack of cohesion in the carbon fiber. Based on the optimum parameters IR intensities between 12%–14% and the diameter of compacting unit as 5 mm, it is possible to produce a twist-free rCF heavy tow with different fiber volume contents with a minimum strength ≥3 cN/tex. Influence of different IR intensities on the specific tensile strength of rCF heavy tows for an average sliver count of 4.5 ktex.
Moreover, microscopic analyses are carried out considering different IR intensities to determine, whether the hot melt adhesive fibers (KA) are evenly distributed to the CF structure of the rCF heavy tows. As per Figure 16, it is found that the KA fibers are homogenously distributed through the rCF at the IR: 12%–16% in the rCF heavy tows. At higher IR levels, such as 18%, the hydrogen bonding of macromolecules in the KA fibers breaks down and becomes unstable. At such high IR intensities, the KA fibers are unable to maintain cohesion between the carbon fibers, as can be seen in the corresponding specific tensile strengths described in Figure 15. Microscopic investigation of the rCF heavy tows with different infrared intensities.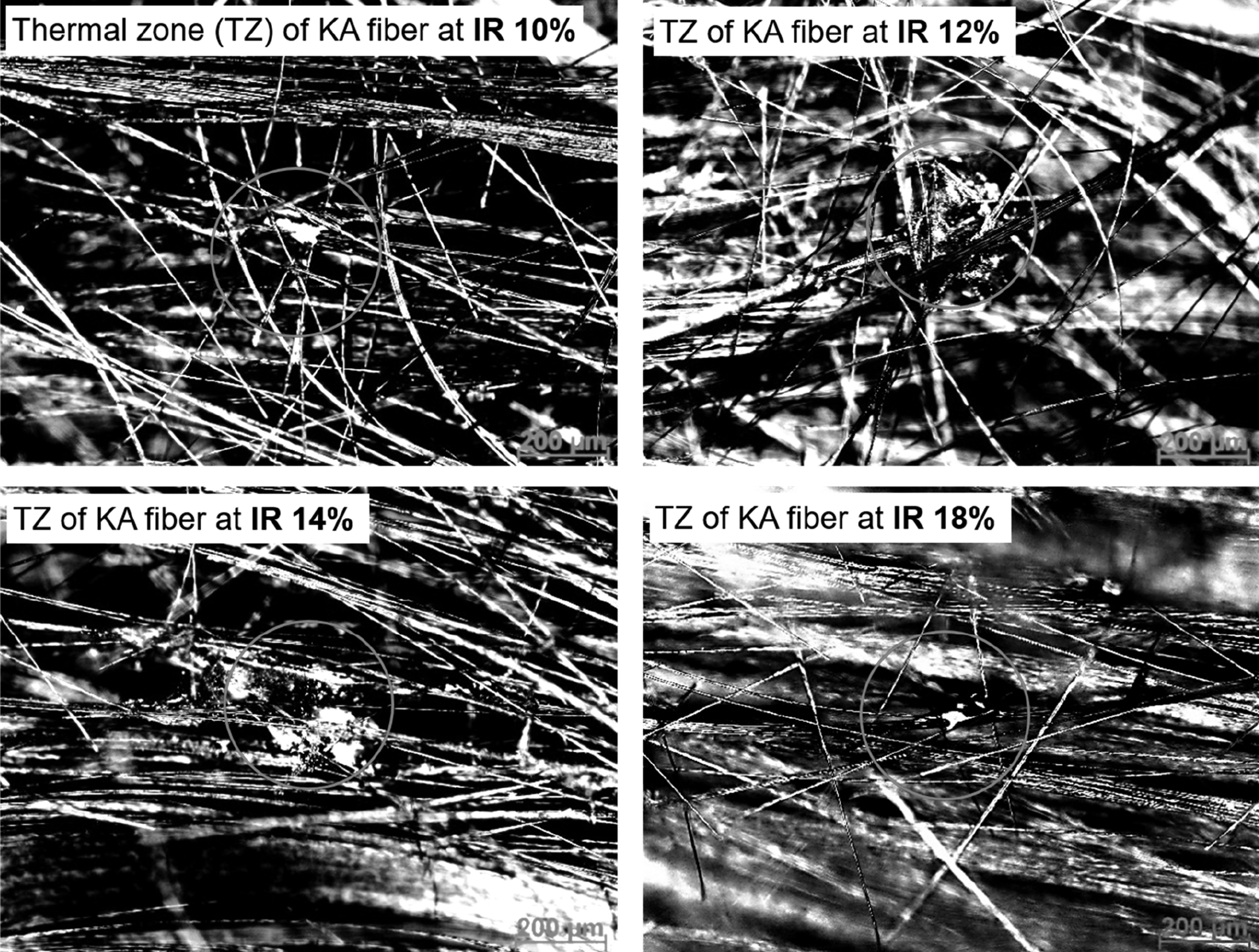
Influence of the mixing ratios of rCF and function enhancing materials such as hot melt adhesive fiber (KA) and binding agent (B) on the force-elongation behavior and uniformity of the rCF heavy tows
Figure 17 shows the dependence of the specific tensile strength and breaking elongation of rCF heavy tows on the mixing ratios of rCF and hot melt adhesive fibers (KA) and binding agent (B). The specific tensile strengths of the rCF heavy tows developed based on the concept I, decrease with increasing of rCF and decreasing of hot melt adhesive fiber volume content. The highest specific tensile strength and elongation are obtained at the mixing ratio of rCF/KA: 90/10 vol.-%. On the other hand, there is nearly no tensile strength in the rCF heavy tows considering 100 vol.-% of rCF due to the less cohesion among the CF. Moreover, the specific tensile strength and breaking elongation in the rCF heavy tows by introducing the binding agent (B) on the 100 vol.-% rCF of the drawn slivers, which is developed as per concept II, are determined as 2.46 cN/tex and 3.4% respectively. The resulting higher breaking elongation with enhanced ductility of the rCF heavy tows can be attributed to the elastic behavior of polyurethane based binding agent. Influence of the mixing ratio of rCF, hot melt adhesive fiber (KA) and binding agent (B) on the specific tensile strength and breaking elongation of the rCF heavy tows.
Furthermore, the dependence of the mass variation or, non-uniformity of the rCF heavy tows (CV-1m values) on the mixing ratios of rCF and hot melt adhesive fibers is shown in Figure 18. The fineness of rCF heavy tows ranges from approx. 5.35 to 5.83 ktex, with those containing KA or binders have a comparable fineness. The mass variation or, the non-uniformity of the rCF heavy tows (CV-1m values) increases with the decreasing hot melt adhesive fiber (KA) volume content. The lowest CV-1m% as 1.76 is obtained using at the rCF and hot melt-adhesive fiber contents of 90 and 10 vol.-%, respectively. However, the CV-1m% as shown in the Figure 18 is further improved using a uniformly distributed binding agent on the rCF heavy tows. The reason behind that can be that the binding agent is homogenously distributed on the rCF heavy tows structure, which ensures uniform running behavior of rCF heavy tows through the guiding elements such as guiding rollers or, compacting unit illustrated in the test rig II (Figure 8). On the other hand, the effect of less hot melt adhesive fiber such as 2 vol.-% in the rCF structure is too little to fix the parallel carbon fibers in the drawn sliver, which can result in gliding of carbon fibers during processing and causes high CV-1m % in the rCF heavy tows. The processing of 100% rCF generally leads to greater fiber damage, resulting in a higher proportion of short fibers. This in turn leads to drafting problems and an uneven fiber structure, which is reflected in a higher CV-1m% in the sliver. Influence of mixing ratios of rCF and function enhancing materials i.e., hot melt adhesive fibers (KA) and binding agent (B) on the non-uniformity of the rCF heavy tows.
Comparison between Concept I and II for the production of rCF heavy tows.

Conclusion
This study successfully developed a method for processing recycled carbon fiber (rCF) (≥90% by volume) with function-enhancing materials to produce twist-free rCF heavy tows with high fiber orientation. Optimized processing parameters led to a significant reduction in fiber damage and improved sliver uniformity, achieving a CV-1m% of 1.32 in the drawn sliver. Two approaches were introduced: blending rCF with hot melt adhesive fibers and thermally activating them, or applying a binding agent to rCF slivers. Both methods resulted in highly oriented rCF heavy tows with fine-related strengths of up to 5 cN/tex, making them suitable for fabric-forming processes. The findings highlight the crucial role of adhesive fibers and binding agents in enhancing the mechanical properties and uniformity of rCF heavy tows, offering potential for high-performance, sustainable composite materials. Future research should explore their influence on thermoset composites to further optimize mechanical performance. Overall, the developed rCF heavy tows offer significant innovation and market potential in materials and lightweight engineering, particularly in terms of sustainability and resource efficiency. To process more than 90% rCF, the technology must be further developed to achieve better CV and reduce fiber damage.
Footnotes
Acknowledgments
We would like to thank the above-mentioned institutions for providing the financial resources.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The IGF project 21612 BR of the Research Association Forschungskuratorium Textil e.V. is funded by the Federal Ministry of Economics and Climate Protection (BMWK) via the DLR within the framework of the program for the promotion of joint industrial research and development (IGF) on the basis of a resolution of the German Bundestag.
Conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.