
Abstract
Phase change materials (PCM) are materials that are used as latent heat storage media due to their ability to undergo change from one phase to another. The use of PCM to enhance the temperature self-regulating feature of textiles has become prevalent in recent times. A PCM is incorporated into the textile substrate using various means, one of which is coating. However, the process of coating the textile substrate with the PCM material, as well as the effect of the material itself, may result in the reduction of certain key properties of the textile material. The aim of this study is to examine the effect of a Sodium Alginate microencapsulated PEG-1000 coating (applied by the pad-dry-cure method) on selected properties of a 100% polyester single jersey knitted fabric, namely bursting strength, thickness, drape coefficient, air permeability, moisture regain and fabric weight. The material and coating were selected on the basis of availability, use and cost. The study showed that the coating provided small increases in the bursting strength, weight, moisture regain and thickness, and a substantial increase in the drape coefficient of the fabric. The air permeability could not be properly assessed due to an instrument error. As such the coating could be presumed to have caused a slight impairment to the overall comfort of the fabric.
Introduction
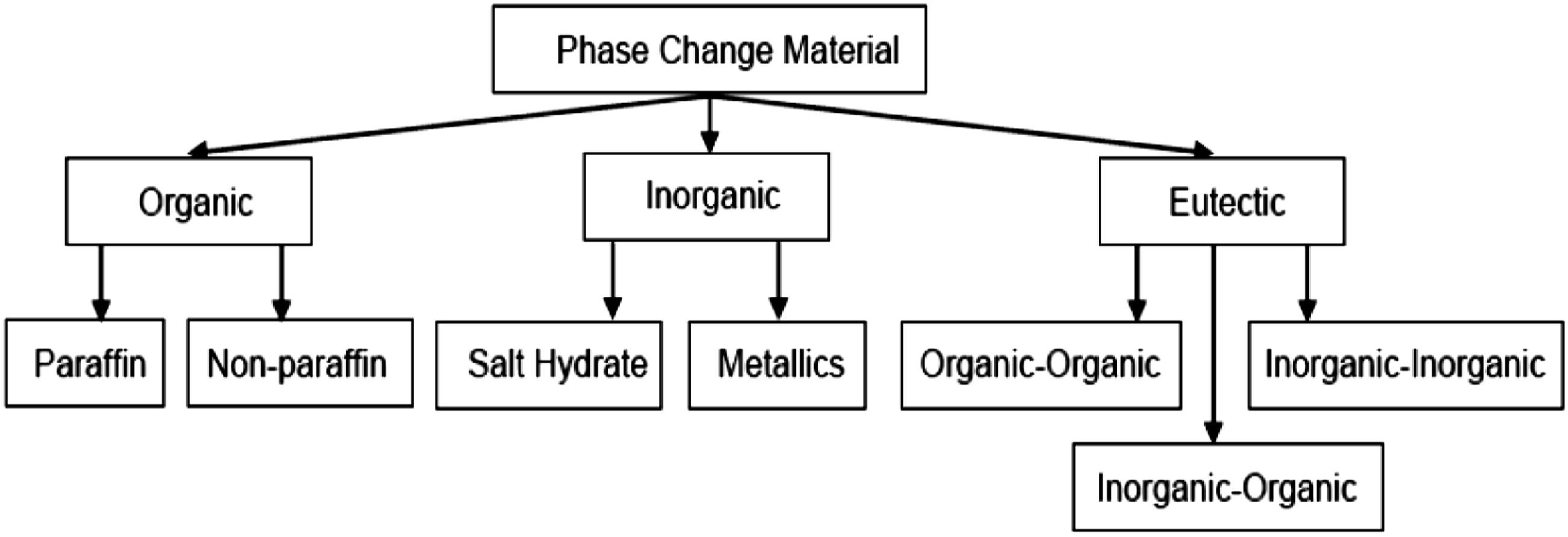
Phase change materials (PCM) are basically materials that undergo change from one phase to another, usually from solid to liquid and vice versa. They function as latent heat storage media that absorb and release thermal energy according to the change in ambient temperature via transition between phases, or between two crystalline structures at different energy states. Phase change materials may be classified as shown in Figure 1 below: Classification of phase change materials.
1
Phase change materials have been extensively used in many industries such as the construction industry thermal energy storage sector, solar power plants, electro-mechanical sensors, pharmaceutical products and food preservation. In the field of textiles too the use of PCM has become prevalent in various applications where the temperature change needs some degree of control. In clothing PCM helps to self-regulate the temperature of the skin and thermal sensation. 2 It has also been claimed that using PCMs in outdoor clothing will decrease the required thickness and weight of the clothing. 3 Similarly in bedding material the changes in body temperature during the night are countered by the PCM which prevents overheating and excessive perspiration which could lead to discomfort and disturbed sleep. 4 In the same way PCM are being used in applications such as footwear, space suiting, body armour, automotive textiles and medical textiles, among others. Use of and research on smart textiles incorporating PCM is proliferating in today’s context.
Phase change materials is incorporated into textiles in four ways:
5
1. filling or impregnating the fibres with PCM 2. coating the fibres with encapsulated PCMs in an appropriate foam or crosslinking agent 3. spinning fibres (filaments) after incorporating PCM into the polymer 4. directly incorporating PCMs into a polymer film that is then laminated to the fabric
When considering the type of PCM, inorganic PCM have a wide range of melting temperatures (8°C–130°C), relatively high thermal conductivity and relatively moderate cost. However they require a large amount of heat for fusion and careful preparation. Their life cycles are limited, and they tend to cause corrosion in metals.6,7 Thus for the purpose of this research it was decided to focus on organic PCMs. These, though more expensive, have outstanding properties which make them suitable for use with textiles. These include non-corrosiveness, chemical and thermal stability, recyclability, simplicity of use and low or no undercooling. 6
Organic PCM materials are generally petroleum-based. Many researchers have researched the use of Rubitherm and have found that it has superior properties when encapsulated and incorporated into textiles and footwear.7,8 Paraffin wax has also been examined as a cheap PCM to be used in textiles. 9 It is said to be the most commonly used organic PCM in view of its low cost. 10 PEG is a widely used organic PCM. Its melting temperature is proportionate to its molecular weight, and it has the advantage of being able to change the temperature range and heat associated with melting and freezing. 10 PEG-1000, with a melting point of 35°C, works well within the range closest to the human body. Taking into consideration the cost and availability of the PCM in the range required PEG-1000 was selected for the purpose of this research. Phase change materials possesses the ability to change its state with a certain temperature range. 10 The microcapsules in the chosen fabric showed the capability of functioning within a temperature range of 40°C–46°C over a period of nearly 9 min before changing phase.
Phase change material can be applied on textile fabric using various methods. There are coating, lamination, finishing, melt spinning, bi-component synthetic fibre extrusion and injection moulding, to name a few. 11 To avoid the removal of PCM from the textile material during use or when treated with chemicals while processing and washing the PCMs are coated by an encapsulation process and bound into the textiles by a coated finishing method.
The coating of fabrics for a particular purpose, while achieving the purpose for which the coating may be applied, may well have other side effects. When a coating is applied to fabrics the coating material tends to fill the spaces between the yarns making up the fabric. This usually results in decreased yarn mobility, and this can lead to a reduction in properties such as tearing strength of woven fabrics. Research also shows that resistance to abrasion may improve or deteriorate depending on the coating used. 12 Bulut and Sülar 13 carried out research on the effect of polyurethane and polyurethane-silicon coating on the mechanical properties of cotton fabrics, and concluded that the coating had a significant impact on the tensile strength, tensile properties, tearing strength and abrasion resistance, and variable impact on bursting strength of the base fabric. They, however, reiterate that the mechanical properties of coated fabrics are not similarly influenced by the coating materials, and the coating technique and test direction also have a significant impact on the different properties. Masteikaite and Saceviciene 14 concluded that fabrics became stiffer after coating and had increased tensile modulus and bending rigidity. Bhatkande, 15 however, tested a 100% cotton woven fabric and recorded significant variations in the stiffness and air permeability, but varying results in terms of the strength. Hassan et al. 16 experimented with various finishes (simple wash, normal finish, silicon finish and wicking finish) on single jersey knitted fabric and concluded that different finishes resulted in the increase of bursting strength of single jersey fabrics, but a marked reduction in the resistance to pilling.
The aim of this paper is to discuss the effect of Sodium Alginate microencapsulated PEG-1000 coating (applied by the pad-dry-cure method) on selected properties of the selected knitted fabric. The paper does not intend to present a newly developed fabric, nor does it intend to discuss the merits and demerits of the selected coating method. The fabric selected was 100% polyester, and the properties evaluated being bursting strength, thickness, air permeability, moisture regain and mass per unit area. While the effect of PEG-1000 coating on the hydrophobicity of knitted fabrics has been explored by researchers, 17 the effect of the same coating on common knitted fabric properties have not been well-researched. Properties such as tensile strength, tearing strength and abrasion resistance (albeit of woven fabric) have already been well-researched as mentioned earlier, and therefore do not form a part of this study. Knowledge of the effect of the above-mentioned coating on these properties will enable the user to make an informed choice as to the viability of using such a coating for a knitted fabric for his or her end-use.
Methodology
Material
The fabric used for the purpose of this study had PEG-1000 encapsulated using an in-situ polymerization technique and applied onto a 100% polyester fabric by the pad-dry-cure method. The microcapsule size ranged between 20 and 40 μm. A mixture of 2.5 g Polyethylene glycol (PEG 1000), 1.0 g of sodium alginate, dispersing agent and 100.0 mL hot water was prepared in a 250.0 mL glass beaker. The mixture was thoroughly stirred with the help of a mechanical stirrer for 10°min. Then a mixture of 2.0 g calcium chloride and 100.0 mL hot water was prepared in a 250.0 mL glass beaker. Then the solution containing calcium chloride was added drop-wise to the solution containing sodium alginate and PEG 1000 by a pipette. Then the mixture was retained for 15 min in 45oc with 1500 r/min stirring speed. The solution was filtered and the precipitate removed from the filter paper and put into a conical flask. Then dispersion was made by using a mechanical stirrer by adding water to the precipitate present in a conical flask. Then it was filtered again using a filter paper and kept into a desiccator, thus forming the microcapsule slurry.
After trial and error the pad-dry-cure method had been selected for the coating. The coating mixture was made by mixing microcapsules with a binder (VS binder) with the liquor ratio of 1:0.5. 20 g/L of microcapsules slurry and 80 g/L of VS binder were mixed in microcapsules. This resulted in a 35% weight increase.
The coated fabric thus obtained was used for checking the fabric properties.
Specification of test material.

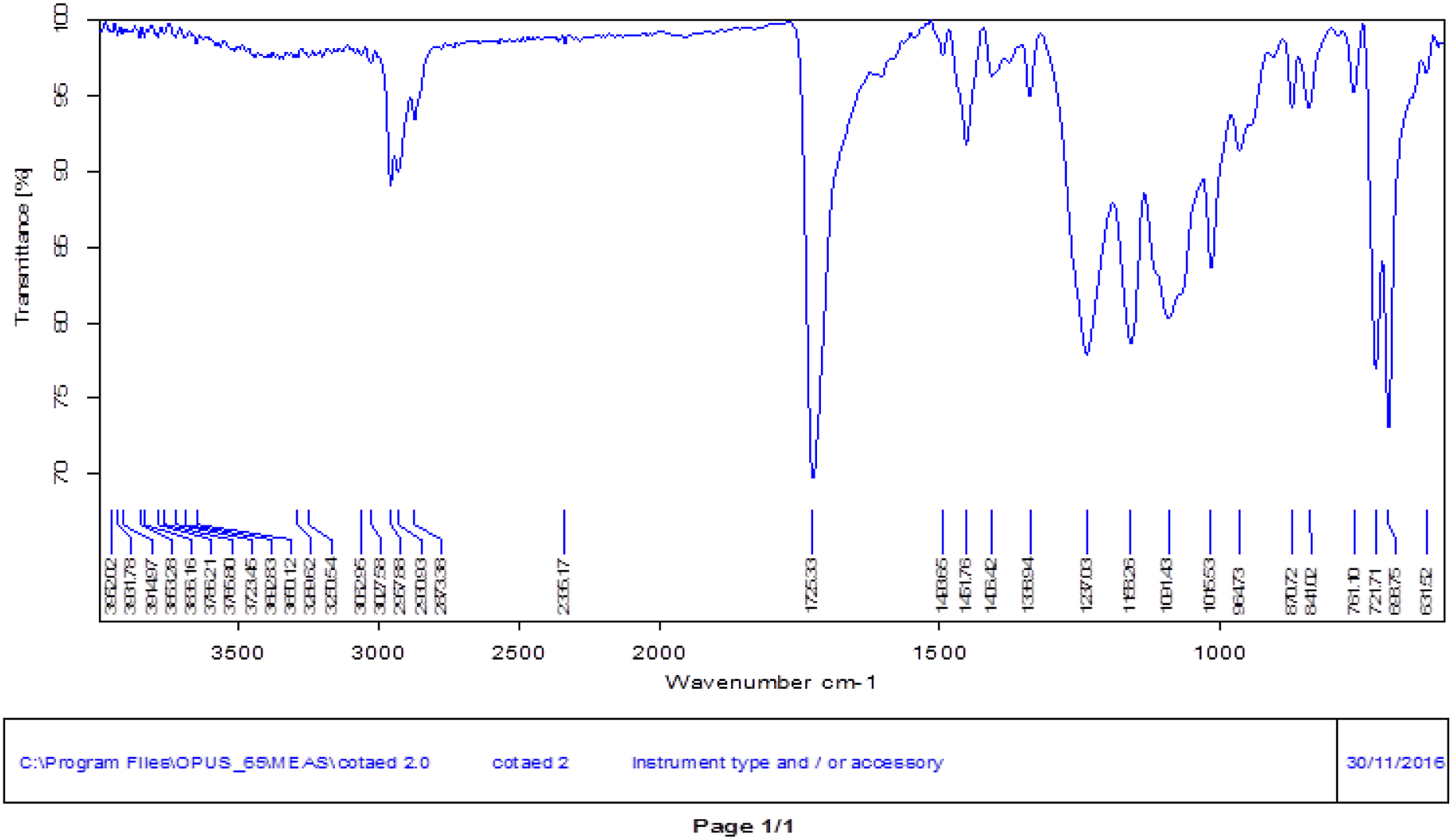
Figure 2 shows a Scanned Electronic Microscope image of the coated fabric used. This image was obtained to verify the presence of the microcapsules. Figure 3 shows the FTIR spectrum image of the uncoated fabric and Figure 4 the FTIR spectrum image of the coated fabric. SEM image of coated fabri. FTIR Spectrum of the uncoated fabric. FTIR spectrum of the coated fabric.

Tests carried out
1. Bursting strength
The test material is a weft knitted fabric. Weft knitted fabrics do not have a specific direction in which the strength is maximum, and tensile and tearing strength tests cannot be meaningfully carried out on them. Therefore the bursting strength test was selected. Testing was carried out according to BS EN ISO 13938-1. The equipment used was a Mullen-type diaphragm hydraulic bursting strength tester with glycerol as the pressurising fluid. Five specimens of 50 cm2 area were taken at random from the fabric and pressurised until bursting occurred and the pressure recorded (A). For each specimen the bursting time was noted and the test repeated without the fabric for the same time interval and the pressure noted (B). The difference between A and B was taken as the tested fabric bursting strength. Diaphragm correction was then carried out and the corrected bursting strength reported. 2. Fabric thickness
Fabric thickness may be defined as the vertical distance between two defined surfaces, when the fabric has 1 kPa pressure or lower.
18
This is another parameter which affects the comfort of the human body with regard to apparel. Apparel made of thicker fabrics, while providing better insulation in colder climates, would be uncomfortable in hotter climes. To measure fabric thickness the BS EN ISO 5084 standard was used along with the Shirley Thickness gauge. The fabric was placed on a flat anvil and the circular pressure foot was pressed onto it from above under a standard fixed load, and the thickness measured. 3. Fabric drape
Drape is a characteristic of a material that enables it to freely fall or hang under its own weight. This property is a combined effect of flexural rigidity, weight and thickness. Drape gives appropriate shape and aesthetic graceful appearance to a textile. The test was carried out as per test method BS 5058:1973 using the Cusick Drape Tester. In the test a circular specimen is held concentrically between two smaller horizontal discs and allowed to drape under its own weight. A light is shone from beneath the specimen and the shadow cast by the fabric is traced onto a paper ring the same size as the unsupported part of the fabric specimen. The stiffer the fabric, the larger the area of its shadow. To measure the areas involved, the whole paper ring is weighed and then the shadowed part of the ring cut and weighed. It is assumed that the paper has constant mass per unit area, and thereby that the measured mass is proportional to the relevant area. 4. Air permeability
This is a required functional property in terms of fabric comfort. The air can transfer the heat from the microclimate of the human body to the outer environment. ASTM D 737 was used to identify the air permeability. The fabrics were tested with the airflow of 400 mL/s/cm2 at the pressure difference of 10 mm head of water. 5. Mass per unit area
The addition of the coating would naturally result in an increase in the fabric weight. A variation of option C of ASTM D3776 – mass per unit area for small swatches – was used. An electronic balance with 0.1 mg accuracy was used. 6. Moisture regain
Since textiles are hygroscopic materials, many textile properties are subject to variation due to a change in the moisture content and regain. Moisture regain is defined as the amount of moisture in a material determined under prescribed conditions and expressed as a percentage of the mass of the moisture-free material. 19 The test was carried out as per ASTM D629. 20
Test results.

Results and discussion
The following results were obtained from the tests carried out:
Thickness
The application of the coating causes an increase in the thickness of the yarns, resulting in an increase in fabric thickness. This increase is 0.43 mm, which is 13.27%, which would appear to be a substantial increase. An inordinate increase in thickness can reduce the thermophysiological comfort of the fabric in apparel end-uses due to a reduction in permeability. The thermophysiological comfort of clothing is defined by Saville as concerning the heat and moisture transport properties of clothing and the way that clothing helps to maintain the heat balance of the body during various levels of activity.
21
Heat and moisture transport properties will depend substantially on the thermal resistance and moisture transmission. Thermal resistance is proportional to the fabric thickness, as stated by Uttam in the following equation
22
(This equation is based on a similar equation found in BS 4745.
23
)
Thus it may be reasonably assumed that the increase in thickness due to the coating may cause an increase in thermal resistance. While this would theoretically result in a reduction in comfort, particularly in hot and humid climates, the extent to which it would be reduced needs to be further investigated.
Mass per unit area
As can be seen from the results, the coating caused a 35% weight increase to the fabric. This could have an impact on various properties, such as the drape and permeability, as discussed below. The increase of the mass per unit area may be attributed not only to the addition of the coating but due to shrinkage that may occur during the add-on process, thus bringing the loops closer together.
Moisture regain
The test results suggest a minute increase in the moisture regain due to the coating. This is, however, hardly substantial enough to make an impact on the properties of the fabric.
Drape
Results show that the drape coefficient of the fabric has significantly increased, which can be attributed to increased stiffness due to the coating. The Cusick Drape Coefficient, as per the method used, 24 will increase as the stiffness increases. This could therefore cause some deterioration in the aesthetic appearance as well as the wearability and comfort of the fabric. The fabric under consideration is a knitted fabric, which is usually expected to follow the contours of the body. However, a stiffer fabric is less likely to do so. In general a fabric with a drape coefficient between 30% and 85% is considered a fabric with medium stiffness. 25 As the results show, the original fabric is in the middle of this range, while the coated fabric reaches the upper limit and can be considered a stiff fabric. Lojen and Jevšnik stipulate that the important factors influencing fabric drape are bending, shear, formability, fabric weight and thickness. 26 It can be seen here that both thickness and weight have increased significantly, and the resultant substantial increase in the drape can be attributed to the same. Further, with increased stiffness the formability of the material will also reduce.
Bursting strength
The bursting strength of the fabric is observed to have increased by 5.56% due to the finish applied. The application of the coating necessitates some sort of processing using water. This could result in some level of shrinkage of the fabric during processing. Such shrinkage would result in an increase in the mass per unit area of the fabric, and as a result in the stitch density. As mentioned in Table 1 above, the weight of the fabric after coating had increased by 35%. As stitch density, mass per unit area and thickness are contributory factors to the bursting strength of a knitted fabric, it can be inferred that a concatenation of the increase in these parameters have led to the slight increase in bursting strength that was observed. These, however, were not verified, and could form the basis of future work. Another major contributory factor to bursting strength is the single yarn strength.27,28 The use of some coatings may cause deterioration in the fibres constituting the yarn, resulting in a drop in the single yarn strength. This would in turn negatively affect the bursting strength. However the results of the bursting strength seem to indicate that either there has been no drop in the single yarn strength, or that such a drop has been exceeded by the effect of the increase in the other parameters discussed above. While the actual increase in bursting strength is not significant the results indicate that there has been no negative impact due to the coating on bursting strength.
Air permeability
Whereas air permeability is a very important property with regard to fabric comfort, due to an error in the instrument used during testing, the exact air permeability value beyond 78.7 cm3/s/cm2 could not be measured. As such it is difficult to comment on the effect of the coating on air permeability. As discussed above, the shrinkage that would probably occur during the coating process will result in the loops being drawn closer together, thus reducing the porosity of the fabric. In addition, the coating of the fabric surface itself will result in a reduction of the porosity of the fabric. Since porosity has a strong correlation to air permeability, it would necessarily follow that the coating will certainly have an impact on the air permeability of the fabric. Moreover, it also closely relates to the thermal comfort of the fabric in terms of breathability and water vapour permeability.21,29 Fabric comfort is a crucial property to analyse in particular due to the parameters that indirectly determine thermal comfort, including air permeability. Further, the fact that the thickness and weight have increased would imply that the permeability would have decreased. Whether the decrease is significantly high needs to be verified.
Conclusions and recommendations
The study looked at the effect of PEG-1000 PCM pad-dry-cure applied coating on selected properties of a 100% polyester single jersey knitted fabric. Six properties were studied: thickness, mass per unit area, moisture regain, air permeability, bursting strength and drape. A substantial increase of 35% was seen in the mass per unit area. In the case of thickness the increase of 13.27% could be considered significant, and will possibly cause a slight increase in the thermal resistance of the fabric. A combination of these two factors would imply a drop in the comfort levels of the fabric. The extent to which this drop occurs, however, needs to be investigated further.
The bursting strength of the fabric and the moisture regain of the material have been observed to have increased slightly. However this increase cannot be considered to be of significant proportions. The drape, however, has increased substantially. This will reduce the aesthetic appearance of the fabric, and impair the fit of any garment made from the same. No proper conclusion would be reached with regard to air permeability, due to an instrument error which prevented the exact results being known.
All in all it the tests carried out would seem to imply that the coated fabric may be less comfortable in wear than the uncoated. However, many other tests, particularly a moisture management test, could be done to verify this.
For future work the effect of the coating on properties such as the stitch density could be checked. The air permeability should be properly verified. The moisture management properties could also be checked. In addition, possibly by wear trials, the actual comfort experience of different wearers could be assessed. The tests were carried out in standard testing conditions and the properties compared. However, since the PCM operates across a temperature range it may be of interest to carry out the same tests in different conditions to see if the above findings hold true in those actual operating conditions as well.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.