
Abstract
In this study, paper based pristine air filter media composed of cellulose fiber and melamine-formaldehyde (MF) fiber was prepared by wet forming method, then phosphorous-containing poly-acrylate (P-PA) emulsion was used as a strengthen binder to prepared flame retardant air filter media. Effects of MF fiber and P-PA binder content on the basic properties, mechanical properties, air permeability and char yield of the prepared air filter media were studied. The micro-structure of prepared flame retardant air filter media was observed by Scanning Electronic Microscopy. The flame retardancy mechanism of the prepared air filter media was discussed. The result shows that by incorporation of MF fiber and using P-PA binder as a strengthen binder, air filter media with excellent flame-retardancy can be prepared, which was due to a synergistic effect of gas and condensed mechanism.
Keywords
Introduction
Automotive air filter media, which has been designed to separate particle contaminants from the air for protecting the engine of the automobile, is a necessary to the engine air intake system.1,2 Automotive air filter media were normally made of cellulose fibers and binders, such as poly-acrylate (PA) latex, which are also used to enhance the mechanical strength and moisture-resistance property of the pristine air filter media so that it can meet the requirements of the real industrial application.3,4 However, in some filtrate systems, hot particles can be carried with the filtrate and onto the filter. These hot particles can cause minor burn damage, such as pinholes or in some cases lead to the ignition of the filter and resulting in severe fire accidents, 5 due to the fact that the cellulose fiber and PA binders are flammable materials. Therefore, flame-retardant treatment for the air filter media is necessary.
Flame retardant treatment by adding flame retardant agents into the binder has often been used to improve the flame retardancy of air filter media due to its convenience and inexpensiveness.6–9 However, in order to achieve excellent flame retardancy, the addition amount of flame retardant agents is normally large, which could interfere with the filter porosity of the air filter media. Besides, the added flame retardant agent is not chemical binding to the cellulose fiber or binder, the flame retardant agent might easily drop off or wash off from the filter media material and therefore leave the flame retardancy of the filter vulnerable. The flame retardant treatment of the cellulose fiber is another method,7,10 however, this method is not only tedious and expensive, but also could bring negative effect to the properties of cellulose fiber, which make it impractical for industrial application. If the binder itself presents excellent flame retardancy, then the binder can not only provide mechanical strength for the air filter media, but also with durable flame retardancy. However, binder normally make up 20–30wt% of the air filter media, it’s difficult to endow the air filter paper with excellent flame retardancy, mechanical properties and other properties only by the binder. Therefore, practical and effective methods for preparing flame retardant air filter media are still in great demand.
In this study, P (phosphorus)-containing PA (P-PA) resin is prepared and used as binder for the air filter media to endow the air filter media with flame retardancy and mechanical strength. Besides, MF fiber, which was never reported used in air filter media for automotive before, is used in this study as one of the fiber materials to further improve the flame retardancy of the air filter media. The comprehensive properties of the prepared air filter were studied. The study results prove that MF fiber can be used a raw material for air filter media, combining with the P-PA binder, the prepared air filter media shows excellent flame retardancy and mechanical strength and has great potential for industrial application.
Experimental
Materials
Reactive surfactant DNS-86 were purchased from Shuangjian trade Co. Ltd. in Guangzhou of China. The other chemicals were purchased in their reagent grade and used without further purification including 2-Hydroxyethyl methacrylate (HEMA), Butyl acrylate (BA), Phosphorus pentoxide (P2O5), Ammonium Persulfate (APS) and Hydroquinone. Bisphenol an epoxy resin E-51 (the average molecular weight is about 420 g/mol) was obtained from Baling Petrochemical Co., Ltd. China. Water soluble melamine formaldehyde (MF, used as curing agent) resin was purchased from Guangzhou Welline Huinan Co., Ltd., China. MF fiber (average length 6 mm and diameter 15 μm) Sichuan Golden-elephant Sincerity Chemical Co., Ltd. Water was purified by a Milli-Q system (Millipore).
Experiment
In this study, P-monomer mixture and P- PA emulsion was first prepared. Then pristine air filter media with various MF fiber content was prepared by a wet forming method, and finally, air filter media was obtained by immerging the pristine air filter media PA resin solution, then take out and dried. The block diagrams for preparation of flame retardant air filter media are as shown in Figure 1. Schematic diagram of preparation process of flame retardant air filter media.
Preparation of P-monomer mixture
P-monomer mixture was prepared based on our previous study 11 but with some adjustments. The details are as follows. Step I: 169.3 g HEMA (1.30 mol) and 0.50 g hydroquinone were charged into a 250 mL four-necked round bottom flask equipped with a stirrer. The temperature was cooled to about 5°C while stirring. Then 71.0 g P2O5(0.50 mol) was charged into the flask for five times and the temperature was maintained under 15°C. When P2O5 was completely charged, the system was maintained under 15°C for h and raised to 40°C and keep for 1 h, and then raised to 80°C and keep for another 3 h. Step II: 36.0 g (2.0 mol) H2O was added into the product of step I and the reaction was kept for 2 h at 90°C, the hydrolysis reaction di-phosphate ester and pyrophosphoric acid were carried out and turn into mono-phosphate ester and phosphoric acid. Step 3: 19.6 g (0.05 mol) epoxy resin E-44 was then added into the obtained product of step II to react with phosphoric acid and form Epoxy resin Phosphoric Acid (EPPA). 12 And a new P-monomer mixture was obtained. The final P-monomer mixture was composed of the un-react HEMA, mono-phosphate ester, di-phosphate ester, EPPA, and the un-react E-51 and phosphoric acid (The obtained P-monomer mixture was analyzed by potentiometric titration method 13 and the results are that the phosphoric acid is only 1.5wt%), and the theoretical P content of the P-monomer mixture is calculated to be 11.78wt%.
Preparation of P- PA emulsion
P-PA emulsion was prepared by semi-continuous emulsion polymerization based on our previous study. 11 All the polymerizations were carried out in a 500 mL four-neck flask equipped with reflux condenser, mechanical stirrer and dropping funnels and heated in the water bath. First, 2.0 g DNS-86 was introduced into the four-neck flask charged with 160.0 g deionized water. After complete dissolution of DNS-86 in water, the temperature was raised to 75°C, and the stirring rate was kept at about 250 rpm. Then, 60.0 g mixture monomers (36.0 gMMA, 24.0 gBA), 1.0 g APS (dissolve in 30.0 g water) aqueous solution and 30.0 prepared P-monomer were added drop by drop into the flask in different funnels simultaneously lasting 3h. After finishing dropping, the temperature was raised to 75°C and maintained for another 3 h. Then, the obtained latex emulsion was cooled to room temperature, and 2.0 g urea was added to reacted with phosphoric acid from the P-monomer and adjusted the pH of the emulsion to about 6. The theoretical P content of the P-PA emulsion is calculated to be 3.90wt%.
Preparation of pristine air filter media with various melamine-formaldehyde fiber content
Properties of the air filter media with various melamine-formaldehyde fiber content.

Impregnation of air filter media
The prepared P-PA emulsion and curing agent MF (weight ratio = 95:5) was diluted to various concentration (to obtained various binder content) and then mixed together, then pristine air filter media was dipped into the diluted resin solution. After the pristine air filter was completely wetted for 3 min, the wetted air filter media was removed and dried in an oven at 100°C for 30 min, and then cured at 130°C for 0.5 h.
Characterization
A stiffness tester (TMI 79-25-00-0002, New Castle, DE, USA), bursting strength tester (L&W CE-180, Zurich, Sweden), and tensile strength tester (L&W SE-062) were used to measure the stiffness, bursting strength, and tensile strength (average of 10 test values) of the experimental air filter media at temperature of 23 ± 1°C and humidity of 50 ± 2%. The air permeability of the filter paper was tested by an air permeability tester (FX 3300-IV, Sweden) according to the EN ISO 9. 237 standard. The average pore size of the air filter paper was measured by a Capillary flow porometer (PMI CFP-1100-A, USA). The micro-morphology of the air filter paper was observed by a SEM (Phenom G2 pure, Netherlands). The flame retardancy of the air filter paper was tested according to the Chinese standard GB/T14656-2009.
Results and discussion
Structure of air filter media with various melamine-formaldehyde fiber content
Uniformity is an important fact which reflects the homogeneity of filter media. The uniformity performance of air filter paper with various MF fiber content was tested and the results are shown Figure 2. Uniformity of filter media with various melamine-formaldehyde fiber content (a) 0%; (b) 10wt%; (c) 20wt%; (d) 30wt%.
From Figure 1 we see that the filter media with various MF fiber content present excellent uniformity. This is because the MF fiber has excellent water dispersion property and therefore no flocculation phenomenon of fibers was observed during formation of air filter media by wet forming method. SEM was used to further observe the micro-structure of the prepared pristine filter paper and the results are shown in Figure 3. Micro-structure of filter paper with various melamine-formaldehyde fiber content (a) 0%; (b) 10wt%; (c) 20wt%; (d) 30wt%.
From Figure 3 we can see that the MF fiber was homogeneous dispersed among the cellulose fibers in every dimension of the air filter media, which further prove that FM fiber containing air filter paper shows excellent uniformity and can be used as a filter material.
Effects of binder content on the properties of air filter media
Effects of P-PA binder content on the properties of coated air filter media.

From Table 2 we can see that the mechanical strength and char yield of the coated air filter media increases as the binder content increases. This is due to the fact that the phosphorous element content of the coated air filter media increase as the binder content increase, and therefore lead to the improvement of flame retardancy. However, char residue of the air filter media increases very slightly when the binder content is over 30wt%, indicating that the phosphorous binder alone cannot endow the air filter media with excellent flamer retardancy. In addition, the air permeability of the air filter media decreases as the binder content increases, especially when the binder content is higher than 30wt%. This is because higher binder content tends to block the micro-pores of the air filter media and therefore leading to the decrease of air permeability, which was prove from Figure 4. Micro-structure of filter media (30% melamine-formaldehyde fiber) with (a) 30% and (b) 60% binder content.
From Figure 4(a) and (b) we can see that after coated with P-PA binder, the pore structure of the filter paper was well maintained when is binder content is 30wt%, which is in accordance with air permeability test and further indicated that the filtration properties were not damaged after coated with P-PA binder. However, when the binder content reaches 60wt%, the pore is obviously block, which have great deteriorated air permeability and other filter properties are and make it unsuitable for filtration application. In conclusion, the optimum binder content is 30wt%.
Effects of melamine-formaldehyde fiber content on the flame retardancy of the air filter media
Flame retardancy of air filter papers with various melamine-formaldehyde content.

Element content of the air filter media before and after washed.

From Table 4 we can see that before wash, the P and N element content of the P-PA resin on the air filter media is 4.03% and 1.44%, respectively, which is in accordance to the theoretical result of the P-PA binder. After washed, the P and N element content is decreased to 3.72% and 0.34%, this is because the reaction product form urea and phosphoric acid is water soluble and was washed away during washing treatment, and therefore the flame retardancy of the air filter media is slightly deteriorated, which is in accordance to the flame retardant test.
Analysis of flame retardancy mechanism
The prepared air filter media present excellent flame retardancy and the Flame retardancy mechanism is analyzed by the observing micro-structure the char residue and Thermogravimetric infrared spectrometer (TG-FTIR).
After burning, as for the pristine filter paper without MF fiber, almost not char residue (only 2.3 wt%) can be observed which is due to the fact that the cellulose fiber is degraded into gases when combustion. However, when MF fiber was incorporated, the char reside increase slightly (6.6 wt%) and the skeleton structure of char residue was very fragile. We can see form Figure 5(a) that and the MF fiber was apparently swollen. We infer that this is because when combustion, the MF fiber can release non-flammable gases and form a swollen structure which was verified by TG-FTIR study and the result is shown in Figure 6. Filter paper (without MF fiber) after burned (a) Filter paper (30% MF fiber) without binder after burned; (b) Filter paper (30% MF fiber) with binder after burned. MF: melamine-formaldehyde. TG-FTIR spectra of volatiles at different temperatures.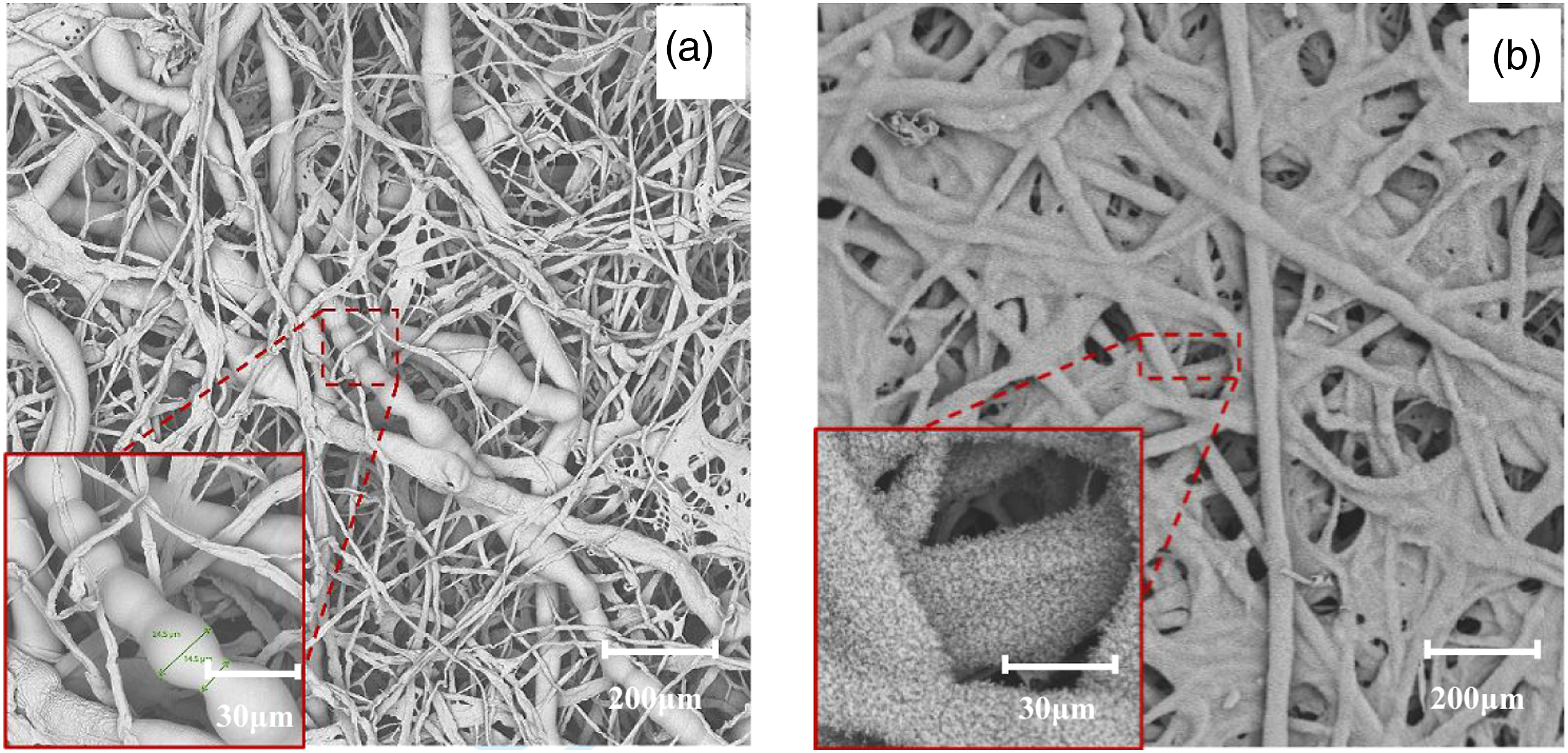

From Figure 6 we can see that different volatiles released at different temperatures when combustion. Absorption peaks of CO2 were at 2360 cm−1 was detected when the temperature is 360°C, however, when the temperature is raised to 500°C, new peaks of N-H at 711 cm−1 and C-N at 1340 cm−1, which derived from the amino benzothiazole, 14 we can see that non-flammable gases like NH3, CO2 emerge during combustion. And the non-flammable gases help the residue char formation of cellulose fiber and therefore skeleton structure of cellulose fiber can be observed though greatly shrink. Thereby we can infer that the introduction of MF fiber can increase the flame retardancy of the air filter media mainly through a gas-phase mechanism. After being coated with P-PA binder, we can see from Figure 5(b) that the skeleton structure of the air filter paper was well maintained, both the cellulose fiber and MF fiber was well preserved. 15 This is due to the fact that the phosphorous element from the P-PA binder can quickly form a compact char structure resists both mass and heat transfer 16 when burned, which is effective in retarding the degradation of underlying fiber materials, thereby increasing the flame retardancy of the resins through a condensed-phase mechanism. Therefore, we can conclude that the incorporation of MF fiber and P-PA emulsion together presents a gas-phase and condensed-phase synergistic flame retardancy mechanism and therefore greatly enhance the flame retardant properties of the prepared air filter media.
Conclusion
In this paper, air filter media with excellent flame retardancy was prepared by using MF fiber as raw material and P-PA emulsion as a strengthen binder. The results show that the incorporation of MF fiber can increase the thickness, average pore size and air permeability. Using P-PA emulsion as binder can greatly increase the char residue of the air filter media by a condensed-phase flame retardancy mechanism, but P-PA alone cannot endow the air filter media with excellent flame retardancy. However, the incorporation of MF fiber and P-PA emulsion together can form a gas-phase and condensed-phase synergistic flame retardancy mechanism and therefore greatly enhance the flame retardant properties of the prepared air filter media. It’s expected that this method will enable large scale industrial production.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors are grateful for the financial support by National Key R&D Program of China (2021YFF0604000).