
Abstract
Off-axis woven flexible composites have attracted attention because of its excellent deformability. However, the current traditional method is to cut orthogonal woven fabrics into the diagonal lines, in which the central axis of above-mentioned diagonal fabrics is consistent with the length of synchronous belt. Obviously, this technique is inefficient and costly. This paper presents the interfacial, tensile and bending properties of a novel wide-angle woven fabric/ethylene propylene diene monomer (EPDM) composites. 60°/120° wide-angle fabrics are prepared by an improved rapier loom. For comparisons, 0°/90° orthogonal fabrics are also braided. Then these two kinds of the fabric/EPDM composites are fabricated by a hot pressing mechanism. Subsequently, the interface, tensile and bending tests are carried out. The mechanical behaviors and failure mode are analyzed. The results show that the tensile strength and modulus of 60°/120° wide-angle fabric/EPDM composites are 11.11 MPa and 61.43 MPa, which are 22% (9.14 MPa) and 65% (37.04 MPa) higher than those of 0°/90° orthogonal fabric/EPDM composites, respectively. Moreover, the bending strength (5.86 MPa) of 0°/90° orthogonal fabric/EPDM composites is similar to that (6.62 MPa) of 60°/120° wide-angle fabric/EPDM composites, whereas the bending modulus (206.31 MPa) of the former is 30% lower than that (293.83 MPa) of the later ones.
Keywords
Introduction
Woven fabric/rubber flexible composites, as the surface covering material of synchronous belt (as shown in Figure 1), exhibit excellent wear resistance, higher fatigue performance and good antistatic property. Also, this type of surface material requires larger deformability. Currently, the traditional method is to cut orthogonal woven fabrics into the diagonal ones, in which the central axis of above diagonal fabrics are consistent with the length of synchronous belt. Obviously, this technique is inefficient and costly. Meanwhile, some existed reports1,2 show that the optimal off-axis angle between warp and weft is 60°/120°. Hence, a systematic research on off-axis woven flexible composites will be of great value for better applications. Schematic diagram of synchronous belt structure.
In the past few decades, off-axis woven flexible composites have been investigated extensively. For example, as a pioneering research work in this field, Spivak et al. 3 compared and analyzed the bias extension tests and simple shear tests for woven fabrics. More specifically, Page et al. 4 conducted a series of bias extension tests on woven fabrics, established the relationship of shear force versus shear angle. The results indicated that how the change of shear angle affected yarn slippage. Zhu et al. 5 focused on the large deformation mechanism and slippage of woven fabric composites during a bias extension. Digital image correlation analysis was employed to identify three deformation phases. Also, a theoretical model based on the energy method was proposed. Naujokaityte et al. 6 investigated 45° bias extension behaviors of both finished and unfinished cotton fabrics. They captured the grayscale high-resolution digital images of the deformed sample during the uniaxial tension process and analyzed the influence of different parameters on the fabrics responses. Zhang et al. 7 studied 45° bias extension tests of quartz fabric samples with different widths to evaluate the strength characteristics. A theoretical model was proposed to predict the critical width. Abrishami et al. 8 analyzed the bending and crease recovery performance of woven fabrics in various directions. It was observed that the fabric direction influences the limpness, and a model was proposed to evaluate the bending and recovery performance and of various fabrics. Clearly, woven fabrics are highly anisotropic and exhibit different failure/deforming mechanism when stretched in various directions. 9 Also, the scholars10–13 have carried out relevant studies on the interface properties of composites. Hence, the investigation of the mechanical behaviors of woven fabric composites under different bias angles becomes imperative for developing off-axis woven fabrics reinforced flexible composites.
Recently, with the development of the equipment technology, the direct-shaped 60°/120° wide-angle fabrics have begun to appear. Hou et al. 14 first proposed the development of skew weft fabrics, which were processed and cut on woven fabrics. Then, Li et al. 15 made a trial weaving of skew weft fabrics on a sample machine. They concluded that the tensile performance of skew weft fabrics was better than traditional woven fabrics. Moreover, Zhang et al. 16 analyzed the development status and existing problems of wide-angle woven fabrics and put forward some suggestions for the development of wide-angle woven fabrics. On this basis, Jiang et al. 17 developed wide-angle woven fabrics for V-belt. Yao et al. 1 discussed the tensile properties of polyester wide-angle woven fabrics. In summary, there have been preliminary studies on the technology, equipment, and mechanical properties of wide-angle woven fabrics. However, the equipment that can industrially and continuously produce wide-angle woven fabrics have not been reported, and the basic performance research of wide-angle fabrics and their composites was also lacking.
In order to make fully take advantage of the high designability of composites and meet the high deformability requirements of synchronous belt surface covering materials, a new off-axis woven fabric composites was developed. 60°/120° wide-angle fabrics were prepared by an improved rapier loom. Then they are spread on the rubber surface in the diagonal direction, and finally, fabric/EPDM rubber composites were prepared by hot pressing method. In this study, a novel wide-angle fabric/EPDM composites (W-120) was designed and manufactured. The tensile and bending tests were conducted to evaluate the mechanical properties, and the adhension tests were carried out to study the interface properties of composites. The failure mechanisms were investigated with scanning electron microscopy (SEM).
Experimental details
Weaving of novel wide-angle woven fabric
Figure 2(a) shows the schematic diagram of wide-angle woven fabrics weaving machine. It is modified based on the schematic diagram of the KT599 high-speed flexible rapier loom (Figure 2(d)). Detailedly, to ensure its warp tension, the warp axis 1 and the fixed beam 2 accordingly are designed. Significantly, the warp axis 1 is placed at 120° in a horizontal position, and the fixed beam 2 is placed at an angle of α with a horizontal position. In addition, beating mechanisms 3, 4, 5 and 6 are set at 120° from a horizontal position. Also, corresponding improvements to the weft beating shaft and transmission mechanism are made. Figures 2(b) and (e) show that wide-angle woven fabrics loom and general rapier loom, respectively. Figures 2(c) and (f) show the schematic diagrams of wide-angle woven fabrics and plain woven fabrics structures, respectively. The test equipment and fabric raw materials are provided by Jiangsu Jinzhu Industrial Cloth Co., LTD. Loom: (a) schematic diagram of the wide-angle woven fabric loom, (b) wide-angle fabric loom, (c) schematic diagrams of wide-angle woven fabric, (d) schematic diagram of woven fabric loom (e) ordinary rapier loom, (f) schematic diagram of the woven fabric.
Preparation of wide-angle woven fabric/EPDM composites
Design of covering direction
In a previous study,
2
by analyzing the stress-strain curves and characteristic values of plain woven fabrics and wide-angle woven fabrics with different off-axis angles. Fabrics have the longest breaking elongation and larger breaking strength when the off-axis angle was 120°, and wide-angle woven fabrics show more excellent deformation characteristics. Based on this, we designed the covering direction of fabrics in composites. As shown in Figure 3(a) and (b), the covering direction of wide-angle fabrics, which are covered on the rubber surface in the diagonal direction of the warp and weft (120°) (W-120 composites). Figures 3(c) and (d) show woven fabrics are cut by 120° deflection (yellow rectangle) based on warp direction, and then covered on the rubber surface as the direction of force (Z-120 composites). SEM photos of fabric/EPDM composites surface structure: (a) woven fabrics (warp direction), (b) covering direction of the woven fabrics after cutting (Z-120 composites), (c) wide-angle woven fabrics (warp direction), and (d) diagonal covering direction of wide-angle woven fabrics (W-120 composites).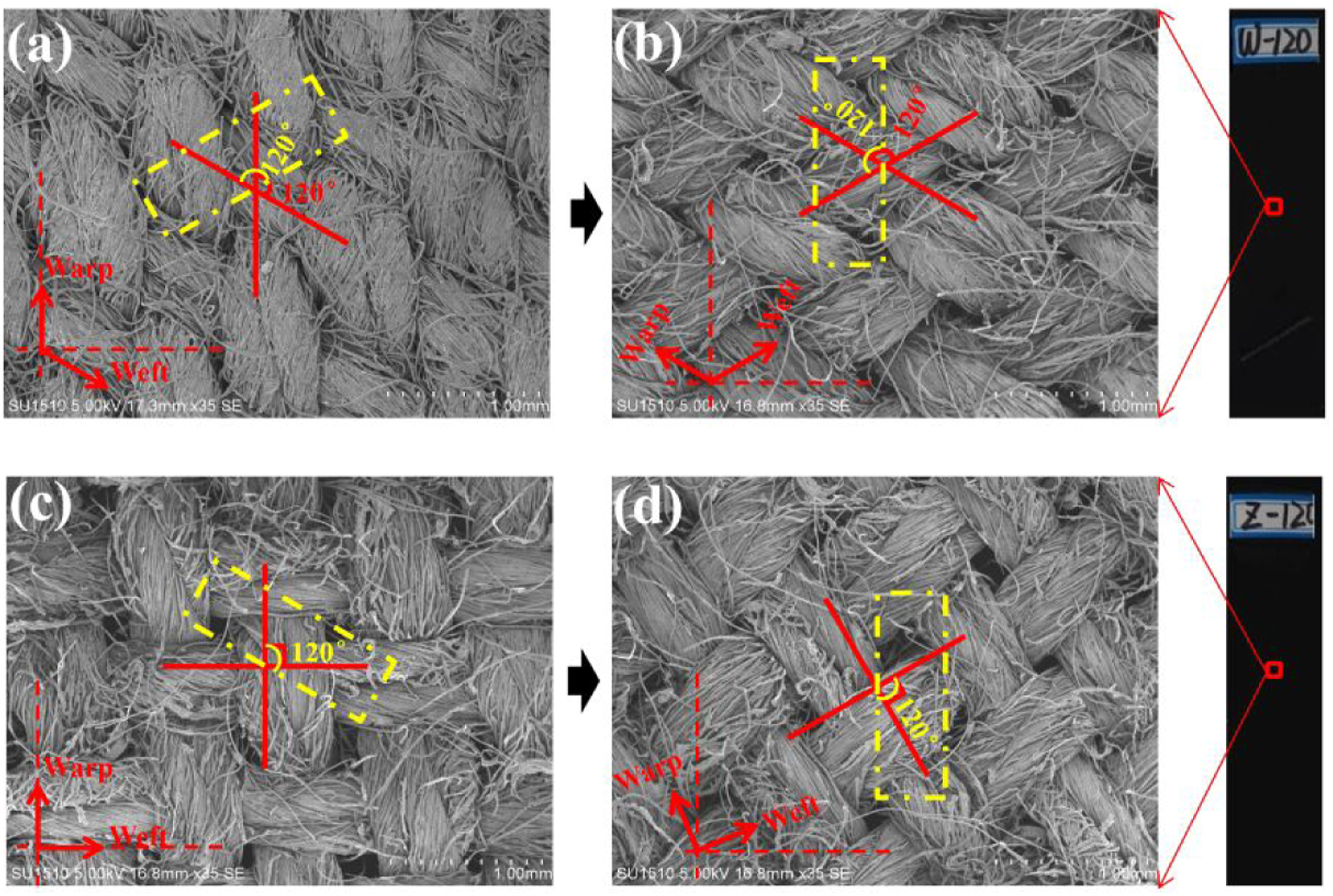
For wide-angle woven fabrics, warp and weft yarns are both 21 tex * 3 strands of polyester-cotton 65/35 blended yarn. The warp and weft density of fabrics is 140 threads/10 cm ± 4 threads/10 cm, and thickness is 0.5 mm ± 0.05 mm. The angle between warp and weft of fabrics is 120°.
Preparation of composite materials
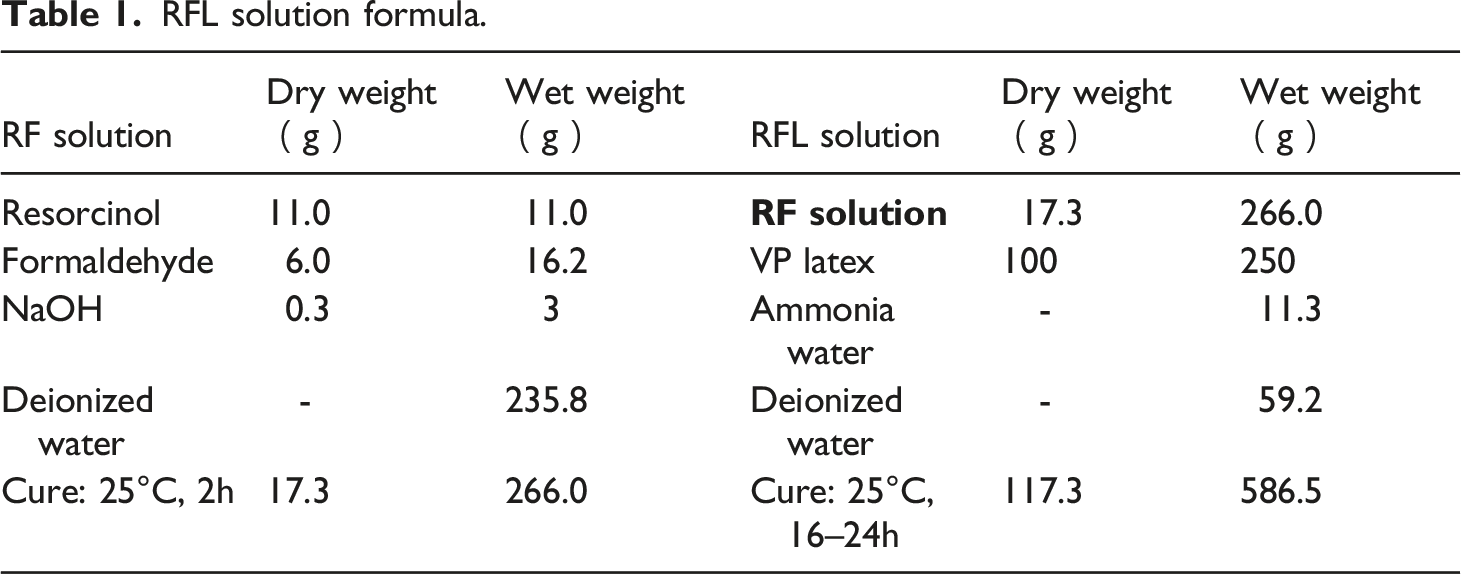
Figure 4 shows the production flow chart of fabric/EPDM composite materials. Noted that the surface of the polyester/cotton fiber is chemically. Therefore, we need to modify the fiber surface to ensure a better adhesion to rubber. The specific operation process is as follows: Firstly, resorcinol, formaldehyde, and sodium hydroxide are dissolved in deionized water in a particular proportion, then resorcinol-formaldehyde resin (RF) aqueous solution with a certain curing degree is obtained by stirring it thoroughly for 2h with a magnetic stirrer. Secondly, butadiene-vinyl pyridine copolymer latex (VP) is diluted evenly with a certain amount of deionized water. Finally, RFL solution is prepared by mixing VP solution with RF solution and stirring at room temperature for 16–24h. The formula of the RFL solution shows in Table.1. In the single immersion system, fabrics are immersed in RFL solution for 2min then put into the oven. The oven temperature is set at 80°C for 8min, then raise the temperature to 230°C for 2min. After completing these operations, fabrics preforms are prepared. The impregnation experiment is carried out on a sample dipping machine (Figure 4(a)). The raw materials used for RFL impregnation are from Jiangsu Jinzhu Industrial Cloth Co., LTD. Fabrication flowchart of fabric/EPDM composites: (a) preform impregnation, (b) rubber sheet processing (c) mold, (d) curing, (e) unmolding, (f) specimens. RFL solution formula.
Basic parameters of fabric/EPDM composites.

Testing and characterization
To acquire the mechanical and interface properties of fabric/EPDM composites, a series of mechanical tests, including tensile, bending, and adhesion tests, are conducted. All the mechanical tests are performed on a universal mechanical testing machine. 18
Adhesion test
The adhesion test is performed to measure the interface of composites according to the ASTM D413 standard. The pre-crack is made between the rubber layer and the fabric layer. Figure 5 shows the schematic diagram of the adhesion test specimen of fabric/EPDM composites. The dimension of the specimen is 300 mm × 25 mm × 2 mm, 100 mm long pre-crack along the bonding area is made at one end of the specimen. Among them, 50 mm is used for the fixture to fix that test piece, and the other 50 mm is used for applying pre-tightening force to facilitate observation. All the adhesion specimens are tested at a loading rate of 50 mm/min. Schematic diagram of the adhesion test specimen of fabric/EPDM composites.
19

In-plane mechanical tests
All the in-plane mechanical tests are taken along the force direction of composites. The tensile test is carried out according to ISO 37:2005 standard, and the dimensions of specimens are 115 mm× 25 mm× 2 mm (Figure 6(a)). All the tensile specimens are tested at a loading rate of 100 mm/min. The bending test is performed according to GB/T 1696–2001 at a loading speed of 10 mm/min with specimen sizes of 120 mm × 15 mm × 5 mm (Figure 6(b)). Schematic diagram of the In-plane mechanical tests specimen of fabric/EPDM composites: (a) tensile test, (b) bending test.
19

Microstructure observation
Scanning Electronic Microscopy (SEM, su1510) is utilized to observe morphologies of the composites fractured by tensile and adhesion tests. The fractured specimens are sprayed with gold to get good electrical conductivity before they are vacuumed and observed.
Results and discussion
Interfacial properties of composites
Figure 7 shows the typical peel displacement-strength curves of two kinds of composites. According to the test criteria, the initial 20 mm peel strength of the specimen is removed. The median value from 20 mm to 100 mm is calculated as the peel strength of the sample. Table 3 shows the peel strength of six samples of two composites and obtains the mean values and errors. It can be seen that the interface performance of Z-120 composites is slightly better than W-120 composites. The peel strength of W-120 composites is 25.78 (N/25 mm), which is about 16% lower than Z-120 composites (30.53 (N/25 mm)). Peel displacement-strength curves of a group of composite material samples. Peel strength of fabric/EPDM composites (N/25 mm).

Figure 8 shows SEM images of the fabric and rubber surface before and after the stripping of two kinds of composites. Figure 8(a) and (d) are rubber surface morphology after two composites are peeled off. The fabric fiber traces are apparent, and the outline of the fabric fiber is visible, which indicates that the rubber matrix and fiber do not form a strong bonding interface. The fracture of fiber trace on rubber surface of Z-120 composites indicates that the interfacial property of Z-120 composites is slightly better than W-120 composites. The interface performance of fabric/EPDM composites depends on the rubber polymer structure and its linkage degree,
20
fiber polymer structure,21–23 the chemical bond between the interface contacts,
24
and other factors. Figure 8(b), (c), (e), and (f) respectively show fabric surface morphology before and after stripping off these two composite materials. It can be clearly seen that the fabric’s surface is partially covered with adhesive before the adhension test. After peeling, there is no apparent adhesive covering. For the fabric/adhesive/rubber bonding system, the adhesive is used as the dipping part of the fiber to connect porous fiber and dense rubber. The delamination is with adhesive destruction. The interface between adhesive and rubber is a weak area.23,25 Therefore, the composite materials are all failure forms dominated by the failure of the adhesive interface. SEM photos of (a) peel surface of W-120 composites rubber, (b) peel surface of W-120 composites fabrics, (c) surface of W-120 composites fabric, (d) peel surface of Z-120 composites rubber, (e) peel surface of Z-120 composites fabrics, (f) surface of Z-120 composites fabrics.
In-plane mechanical properties of the composites
Tensile properties
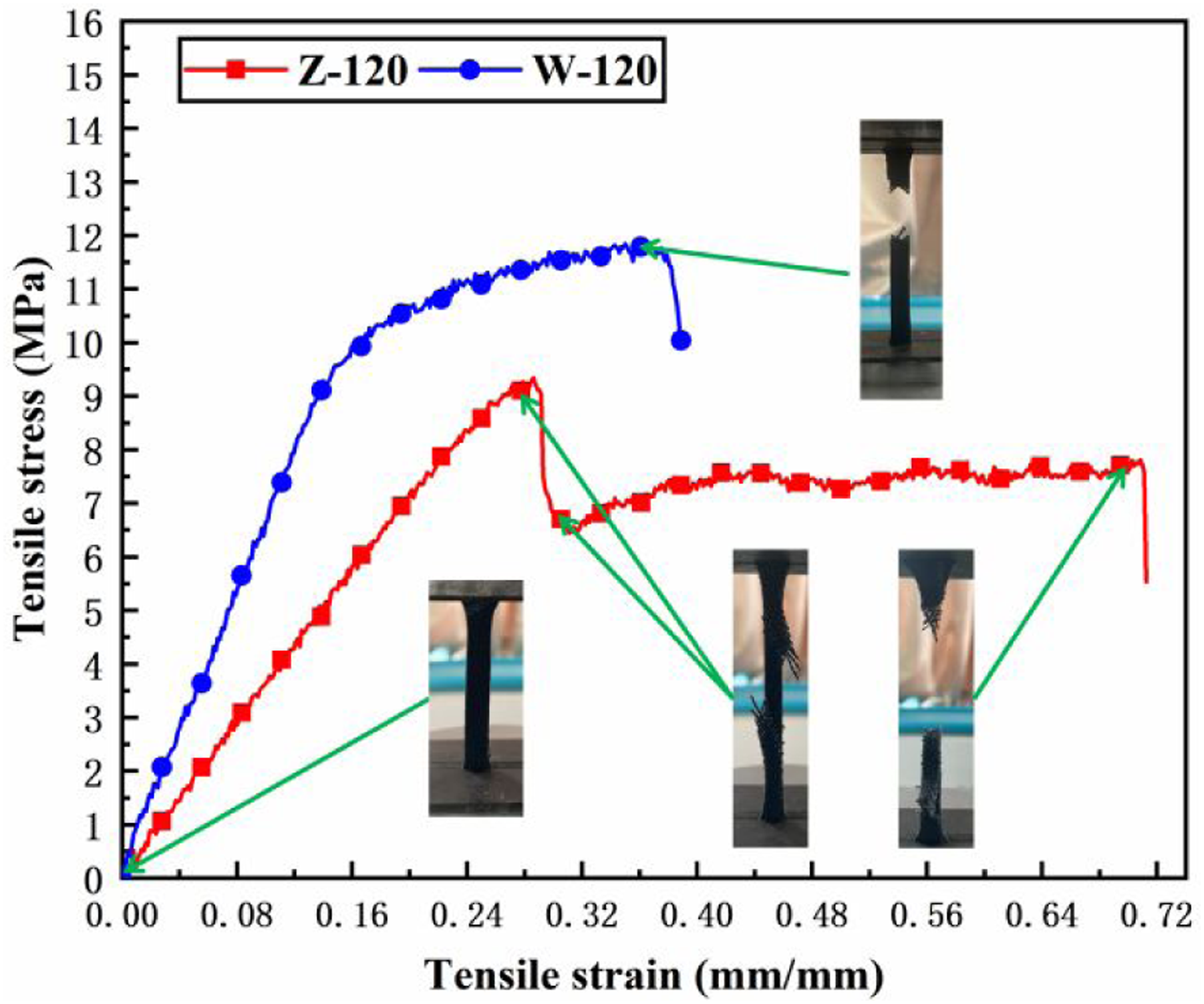
The tensile strength and modulus of fabric/EPDM composites are shown in Figure 9. The tensile strength of W-120 composites is 11.11 MPa, which is about 18% higher than Z-120 composites (9.14 MPa). On the other hand, the tensile modulus of two composites is similar to the tensile strength. The tensile modulus of W-120 composites is 61.43 MPa, which is about 40% higher than Z-120 composites (37.04 MPa). Figure 10 shows that the stress-strain curves of two composites and the tensile failure modes of composites at each node. The study finds that the fracture surface and cross-section of W-120 composites are relatively flat, while Z-120 composites exhibit a tough failure mode. This can be attributed to the change of shear angle,26,27 the clamping of warp and weft yarns,
5
the self-adjustment of fabric structure, and the change of spatial position
7
during the bias tensile test. Figure 11 shows SEM photos of two composites. Wide-angle fabrics are direct-shaped, as shown in Figure 11(a) and (b); combined with the failure mode of Figure 10, W-120 composites will propagate along the yarn after crack initiation, until it breaks finally. However, since the covering material in Z-120 composites is obtained after woven fabrics are diagonally cut by 120° in the warp direction, warp and weft yarns were loose. Therefore, as shown in Figure 11(c) and (d), combined with the failure mode of Figure 10, the fabric and the matrix are obviously stratified. Meanwhile, with the increase of strain, the yarn is loose and the surface is convex, which leads to the fracture of the fabric first, the tensile strength is reduced, and finally, the material fails. Composites exhibits a tough failure mode.28,29 Tensile strength and modulus of woven fabric and wide-angle fabric composites. Stress-strain curves of a group of composite materials sample. SEM photos of (a) fractured sectional of W-120 composites, (b) fractured surface of W-120 composites, (c) fractured sectional of Z-120 composites, (d) fractured surface of Z-120 composites.

Bending properties
Figure 12 shows the bending strength and modulus of Z-120 and W-120 composites. It can be seen that the bending strength of two composites is similar, but the bending modulus of W-120 composites is higher than Z-120 composites. The bending strength of W-120 composites is 6.62 MPa, which is about 11% higher than Z-120 composites (5.86 MPa). The bending modulus of W-120 composites is 206.31 MPa, which is about 30% lower than Z-120 composites (293.83 MPa). Figure 13 shows the schematic diagram of the bending force of two composites. The yellow arrow indicates the direction of the force on the surface of the fabric under the bending load. The force area of W-120 composites is better than Z-120 composites. The relaxation causes uneven force when bearing loads. Therefore, W-120 composites show better-bending strength, but there is not much difference between them. At the same time, from the analysis of tensile test, the conformability of W-120 composites is better than Z-120 composites. Therefore, the bending modulus of W-120 composites is lower than Z-120 composites, showing better flexibility. Bending strength and modulus of Z-120 and W-120 composites. Schematic diagram of bending force. (a) Z-120 composites, (b) W-120 composites.

Comparisons of W-120 with Z-120 composites
Figure 14 shows the comparison of mechanical properties of W-120 and Z-120 composites. It can be seen that the interface performance of two composites is not ideal, W-120 composite is even lower, which is mainly due to the poor bonding of the interface. The mechanical properties of W-120 composites are almost higher or close to Z-120 composites. If the flexibility of two composites is considered, the mechanical properties of W-120 composites are superior. Compared with functional composites obtained by other means, the designed W-120 composites have better elastic properties. The results show that the strain of W-120 composites is 1.25 times of Z-120 composites, tensile ductility of W-120 composites is similar to pure rubber. The tensile strength of W-120 composites is 22% higher than Z-120 composites, and the bending strength of W-120 composites is similar to Z-120 composites. The excellent performance of W-120 composites is due to the new fabric structure design concept, which takes full advantage of the high design flexibility of composites. As the secondary load-bearing structure of synchronous belt, the covering material chooses polyester/cotton blended fiber in the raw materials, which achieves good elastic matching with rubber, gives full play to its functional role, replaces high-performance elastic fiber, and greatly reduces the cost. Radar graph of all the mechanical properties of Z-120 and W-120 composites.
Conclusion
In this study, a novel design concept of wide-angle woven fabric/EPDM composites (W-120 composites) is proposed to better take advantage of the high design ability of composite materials. The KT599 high-speed flexible rapier loom is modified to prepare a wide-angle woven fabric. W-120 composites are prepared according to the requirement of synchrobelt component material. The main conclusions are summarized as follows. (1) The interface properties of two composites are not ideal, especially since the peel strength of W-120 composites is lower than that of Z-120 composites. Composites are all failure forms dominated by the failure of the adhesive interface. (2) W-120 composites have higher tensile modulus and excellent tensile strength than Z-120 composites. Wide-angle fabrics are direct-shaped. W-120 composites will propagate along the yarn after crack initiation, until it breaks finally, showing a brittle fracture zone failure mode. The covering material in Z-120 composites is obtained after woven fabrics are diagonally cut by 120° in the warp direction. With the increase of strain, the yarn is loose and the surface is convex, which leads to the fracture of the fabric first, tensile strength is reduced, and finally, the material fails. Composites exhibits a tough failure mode. (3) The covering materials in W-120 composites are direct-shaped, which have a lower bending modulus compared with Z-120 composites and are easier to form synchronous belt.
In conclusion, this study conducted a preliminary evaluation of W-120 wide-angle fabric/EPDM composites, It provides a new idea for further optimizing the properties of covering materials in the synchronous belt. However, we need to do further research on the composite impregnation formula, the evaluation of the interface between the matrix and reinforcement, and the prediction of mechanical properties and fatigue properties.
Footnotes
Acknowledgements
Authors gratefully acknowledge the financial support from Taizhou major scientific and technological achievements transformation project(SCG20203752), Natural Science Foundation of China (11702115, 12072131), Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX22_2354), Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX20_1803).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Taizhou major scientific and technological achievements transformation project(SCG20203752), Natural Science Foundation of China (11702115, 12072131), Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX22_2354), Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX20_1803).