
Abstract
The breeding scale of Hu sheep continues to expand in China. However, due to the low quality of Hu sheep wool and unsuitable for spinning medium and high-grade wool yarn, the purchase price of Hu sheep wool is low and even it is directly discarded. In order to protect the natural resources from being wasted and improve the added value of Hu sheep, the aim of this paper is to develop a needling sound absorption material using Hu sheep wool. The preparation method of mixing polyacrylonitrile oxidized fiber (PANOF) into Hu sheep wool is used, so as to improve the flame retardance of sound absorbing materials. The two fibers are intertwined to form complex channels by needling and milling process, which is advantageous for being a good sound absorbing material. In order to explore the influence of the blending ratio and mixing methods on the sound absorption and flame retardance, the thickness of needled fabrics is set as about 4.8 mm and the surface density is set as about 440 g/m2 in this paper. The results show that the blending ratio of Hu sheep wool/PANOF is 80/20, the sound absorption coefficient is greater than 50% in the middle and high frequency and high frequency. It is a high-efficiency sound absorption material, and its flame retardant performance meets the standard requirements. This research provides an effective way for the use of Hu sheep wool.
Keywords
Introduction
Hu sheep is a unique lamb sheep breed in China, and it is also a rare white lamb breed with multiple births in the world. 1 In 2018, Professor Jiang Xunping of Huazhong Agricultural University investigated 233 Hu sheep breeding companies in Hubei Province and found that the number of breeding has increased significantly. 2 According to the statistics of Agriculture and Rural Bureau of Huzhou City, in 2019, the breeding amount of Hu sheep reached more than 800,000 in Huzhou City, China. The breeding scale of Hu sheep will continue to expand, and relevant industrial chains such as breeding, Hu sheep meat, leather and fur products have been basically formed. 3 However, because the quality of Hu sheep wool fiber is not high and it is not suitable to spin medium and high- quality wool yarn, the purchase price of Hu sheep wool is low and even it is directly discarded. Hu sheep wool has not been further developed and utilized, which is a great waste of natural resources. Because the Hu sheep wool has an obvious medullary layer, the porous structure of the medullary cavity makes the fiber have good sound absorption performance. Combined with the structural characteristics of the Hu sheep wool, a sound absorbing material is developed in this paper.
In 1988, Tao et al. 4 systematically studied the physical and chemical properties of the spring and autumn wool of Hu sheep wool. The average length, fineness and single fiber strength of spring and autumn wool were obtained. In the same year, Su 5 made a preliminary discussion on the physical properties of Hu sheep wool. They explored the staple shape and staple length in different parts of the Hu sheep wool. The results showed that the average staple length was 41.67 mm and the staple length from long to short was in the order of shoulder>body side>back> abdominal>buttocks>side squat. The average clean yield was 55.1%, and the oil and fat content were 4.995%. Among the soil species, the clean yield was higher and the oil and fat content was moderate. In 1993, Wang 6 tested the average oil and fat content, average breaking strength, and the CV value of the breaking strength of Hu sheep wool. At the same time, it was found that the CV value of breaking strength was very discrete and the average staple length was also very discrete. In 2014, Wang et al. 7 studied the main characteristics of the coat of Hu sheep wool. Compared with previous studies, Wang Yuqin emphasized the differences of Hu sheep wool, including gender differences, body parts differences, and differences in different positions of a fiber. In 2020, Chen et al. 8 discussed the properties of Hu wool fiber and preliminarily discussed its possibility as a sound absorption material.
The noise problem has increasingly become a hot topic of common concern for the whole society. 9 Air pollution ranks first among all types of pollution elements and noise ranks second. Therefore, improving noise pollution has attracted extensive attention. 10 Sound absorption is one of the important measures to improve and reduce noise. 11 At present, there are two main sound-absorbing methods. One is resonance sound absorption. In the process of propagation, sound waves resonate in the structure to achieve the purpose of sound energy conversion or attenuation. The other is porous sound absorption. 12 Sound waves enter the material through the porous structure, and the sound energy is gradually consumed in the material during the propagation process. Due to the existence of pores between fibers, it is conducive to the entry and attenuation of sound waves. 13 In addition, the fiber production cost is relatively low, and the forming is relatively simple. Therefore, the fiber sound absorption materials have a high market share in the acoustic material market. 14 Nonwovens are very suitable for sound absorption materials because of their natural net construction, excellent porosity, softness and elasticity. 15 Nonwovens occupy the dominant position of fiber sound absorption materials, among which the composite of nonwovens and polymers is the most commonly used. 16 At the same time, the sound absorption effect is better by adding high-efficiency noise reduction materials. In recent years, more and more sound absorption materials are prepared from wool by nonwoven processing.17,18 Li et al. 19 compounded wool with ethylene-vinyl acetate and prepared the sound absorption material by hot pressing, which had good sound absorption properties, especially in low and medium frequency bands. When the sound wave frequency was 1000 Hz, the sound absorption coefficient could reach 90%. Jiangsu Kobosch 20 used waste wool to prepare KPS wool sound absorption and flame retardant building materials, which had excellent sound absorption and flame retardant properties. Qui et al. 21 prepared wool felt by hot pressing with coarse wool as raw material. It was found that wool felt has good sound absorption performance, and the sound absorption performance of high-frequency is better than that of low-frequency. Chen et al. 22 prepared sound absorption materials by needling pure Hu sheep wool or blended material of Hu sheep wool and low melting point fiber, and preliminarily explored the influence of material structure on sound absorption properties.
Indoor sound absorbing materials usually have requirements for flame retardance, and there are many researches on giving flame retardant function to materials in recent years. Hassan et al. 23 prepared a new back-coating formulations containing a new flame retardant system and applied it to cotton textile samples. The flammability properties of cotton samples were improved sharply by applying the new back-coating formulations. Attia et al. 24 developed a novel flame retardant material. Silica nanoparticles originated from agriculture waste rice husk were prepared through one pot thermal method. The silica nanoparticles were further impregnated with organic borate producing flame retardant composite. The flame retardant coating paste spread on the back surface of textile fabrics. In this research, it was found that if pure Hu sheep wool needled fabric was used as sound absorbing material, its flame retardance could not meet the requirement. It is necessary to adopt a technique with low preparation cost, simple process and environmentally friendly to improve the flame retardancy of needled fabric. PANOF with flame retardant function was added into Hu sheep wool to improve the flame retardance of needled fabric in this paper. Compared with other flame retardant fibers, PANOF has higher limiting oxygen index, excellent flexibility, larger specific surface area, corrosion resistance and relatively lower price.
The medullary cavity of Hu sheep wool is a loose porous structure. There are obvious grooves and gullies on the surface of PANOF. The two fibers are intertwined to form complex channels by needling and milling process, which is advantageous for being a good sound absorbing material. The limiting oxygen index of Hu sheep wool is about 25% and that of PANOF is about 45%. Needled fabrics made of these two fibers can meet flame retardant requirements. In order not to waste the natural fiber resources, a preparation method of Hu sheep wool/PANOF flame retardant and sound absorption material was provided in this research.
Experiment
Materials
Hu sheep wool was provided by Hubei Zhiqinghe Agriculture and Animal Husbandry Co., Ltd. The wool fiber length is about 39.70 mm, and the fiber diameter is about 38.74 μm. PANOF was purchased from Shanghai Tanchen New Material Technology Co., Ltd. The fiber length is about 40 mm and the fiber diameter is about 10 μm. Milling agent of nonionic surfactant was purchased from Cashmere Auxiliary Application Technology Service Center of China Textile Engineering Society. Neutral detergent was purchased from Yanyan Daily Chemical. Sodium sulfate was purchased from Sinopharm.
Wool scouring
Scouring process.

Preparation of Hu sheep wool/PANOF blended needled fabric
The washed Hu sheep wool and PANOF were blended in the proportions of 95:5, 90:10, 80:20, and 70:30 respectively. The preparation process is fibers weighing→opening→carding→blend→lapping→fleece formation→pre-needling→needling→rolling→milled finishing→drying→end product. As shown in Figure 1, the fiber is laid on the needle hand sample machine (Type Y172, Taicang Shuangfeng Nonwovens Equipment Co., Ltd). The process parameters of the machine are that punching depth is 12 mm, the punching frequency is 1200 times/min, the output speed is 4 m/min, and the punching density is 240 needles/cm2. The Hu sheep wool/PANOF blended needled fabrics with blending ratios of 95/5, 90/10, 80/20 and 70/30 were prepared. The lapping process of Hu sheep Wool/PANOF.
For materials with different blending ratios, the thickness and density values of specimen were measured at five different places. When the PANOF content was 5%, the thickness of the preparation is 4.75 mm (the standard deviation is 0.08), and the surface density is 436 g/m2(the standard deviation is 5.26). When the PANOF content is 10%, the thickness of the preparation is 4.78 mm (the standard deviation is 0.06), and the surface density is 437 g/m2 (the standard deviation is 5.38). When the PANOF content is 20%, the thickness of the preparation is 4.81 mm (the standard deviation is 0.07), and the surface density is 446 g/m2 (the standard deviation is 6.01). When the PANOF content is 30%, the thickness of the preparation is 4.85 mm (the standard deviation is 0.06), and the surface density is 447 g/m2 (the standard deviation is 5.83). The end products are shown in Figure 2. Hu sheep wool/PANOF blended needled fabric with blending ratios of (a) 95/5, (b) 90/10, (c) 80/20 and (d) 70/30.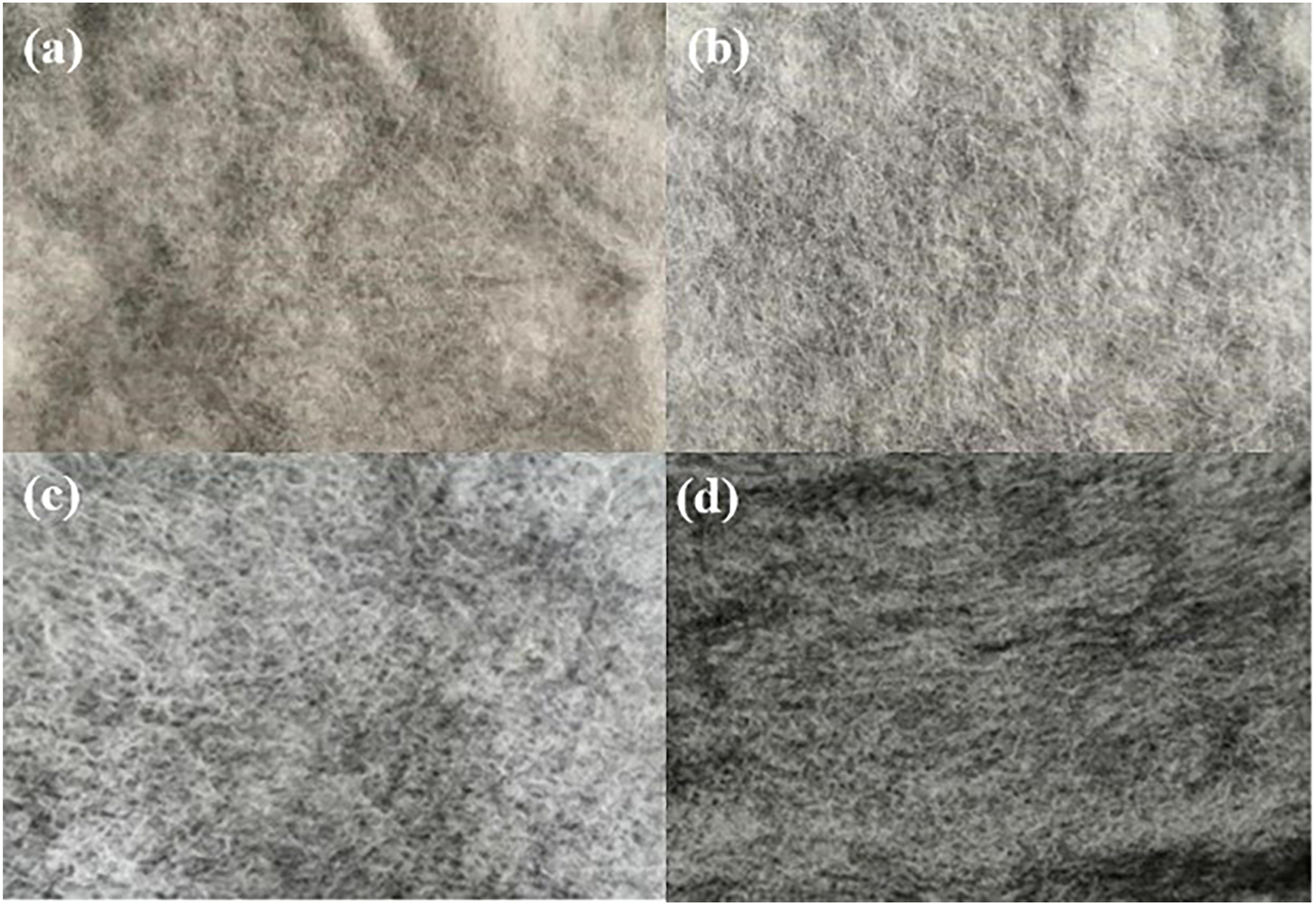
Preparation of overlapped needled fabric of Hu sheep wool + PANOF
The washed Hu sheep wool fiber and PANOF were laid separately. The Hu sheep wool fiber net and PANOF net were overlapped up and down to prepare a 50:50 Hu sheep wool + PANOF overlapped needled fabric. The thickness and density values of specimen were measured at five different places. The preparation thickness is 4.82 mm (the standard deviation is 0.07), and the surface density is 442 g/m2 (the standard deviation is 6.04). The end products are as shown in Figure 3. Hu sheep wool + PANOF fiber laminated needled fabric.
Milled finishing of needled fabrics
Different blending ratios of Hu sheep wool/PANOF blended needled fabrics and Hu sheep wool + PANOF overlapped needled fabrics were subjected to milled finishing. Put the needled fabric into the washing machine, dipped it in 40°C water for 10–15 min, and then turned on the washing machine for milling under the condition that the concentration of milling agent was 0.05% and the initial temperature was 40°C, and the milling time was 15–20 min. After milling, rinsed twice with clean water, dewatered and dried.
Tests
Appearance
The structure and appearance of Hu sheep wool fiber and PANOF were observed by scanning electron microscope (Phenom ProX, Phenom Scientific). The Hu sheep wool fiber/PANOF blended needled fabrics and the Hu sheep wool + PANOF overlapped needled fabric were observed by scanning electron microscope.
Sound absorption properties
According to ISO10534-1:1996 “Acoustics-Determination of sound absorption coefficient and impedance in impedance tubes Part 1: Method using standing wave ratio”, the needled fabrics (blended needled fabrics and laminated needled fabrics) were cut into suitable size, and the sound absorption coefficient was tested by AWA6128 impedance tube (Hangzhou Aihua Instrument Co., Ltd, China) in the range of 200–6300 Hz. The samples were made into a circle with a diameter of 100 mm.
Flame retardant properties
According to SAE J369-2007 “non-flame properties of automotive interior materials” (Horizontal method), the needled fabrics were cut into 35 cm × 10 cm strips, and the horizontal flame retardant properties of the fabric were tested with a horizontal combustion performance tester (YG (B) 815D-Type II, Wenzhou Fangyuan Instrument Co., Ltd, China). Calculate the burning speed as shown in formula (1).
According to ECE-R118 “Uniform technical prescriptions concerning the burning behavior of materials used in the interior construction of certain categories of motor vehicles” (Vertical method), the needled fabrics were cut into 10 cm × 30 cm strips, and the vertical flame retardant properties of the fabric were tested with a combustion performance tester (YGB15 A, Wenzhou Darong Textile Instrument Co., Ltd, China). Calculate the burning speed as shown in formula (2).
Where Vi is burning speed (mm/min), i is the flame burns to the first/second/third marking line, which is 1, 2 and 3, Di is the burning distance (mm) from the flame to the first/second/third mark, and ti is the burning time (s) of the flame to the first/second/third mark. The burning rate of the sample is the maximum value among V1, V2, and V3.
Results and discussion
The structure and appearance of Hu sheep wool
The SEM of Hu sheep wool fiber cross section is shown in Figure 4. The SEM of Hu sheep wool fiber scale structure is shown in Figure 5. SEM of Hu sheep Wool cross section (1500 times). SEM of Hu sheep Wool scale structure: (a) 2000 times and (b) 5000 times.

According to the SEM of cross-sectional, the Hu sheep wool fiber has obvious medulla layer. The medulla layer is a loose porous structure. There is air in the holes, and the hole walls are composed of keratinous materials with different density. The porous structure of the medulla cavity may make the Hu sheep wool has better sound absorption properties. 25 The Hu sheep wool fiber scales are arranged in tile shape. The scales are very wide and the warping is obvious, which makes Hu sheep wool have good milling properties.
The structure and appearance of PANOF
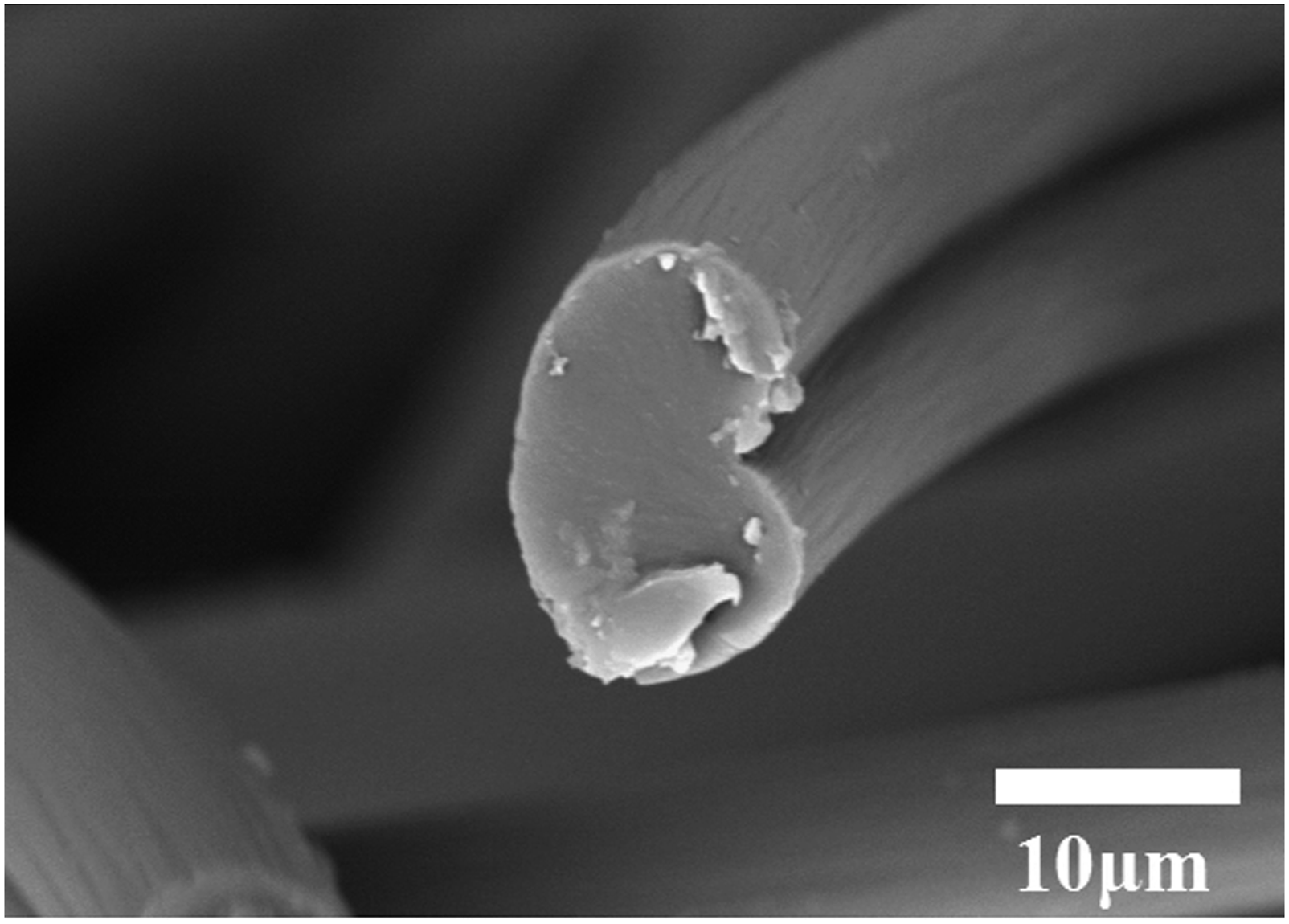
The SEM of PANOF appearance is shown in Figures 6 and 7. The fiber is round with grooves on one side, and the fiber surface has obvious uneven and irregular gullies. The fiber surface roughness is higher and the surface area is larger. When the sound wave enters the needled fabrics and contacts PANOF, the contact area between sound wave and PANOF is large, which increases the loss of sound energy.
26
SEM of PANOF appearance: (a) 1000 times magnification and (b) 5000 times magnification. SEM of PANOF cross section (1500 times).
The influence of structure and appearance on sound absorption performance
The SEM of the Hu sheep wool/PANOF blended needled fabric appearance is shown in Figure 8–11. SEM of Hu sheep wool/PANOF blended needled fabric (95/5) (500 times): (a) unfinished and (b) after milled finishing. SEM of Hu sheep wool/PANOF blended needled fabric (90/10) (500 times): (a) unfinished and (b) after milled finishing. SEM of Hu sheep wool/PANOF blended needled fabric (80/20) (500 times): (a) unfinished and (b) after milled finishing. SEM of Hu sheep wool/PANOF blended needled fabric (70/30) (500 times): (a) unfinished and (b) after milled finishing.



As shown in the Figure 8–11, after needling process, Hu sheep wool fiber and PANOF entangled with each other to form a three-dimensional fiber network. There are many interconnected pores of different sizes on the needled fabric. When the sound wave passes through the needled fabric, the sound energy drives the relative movement between the air in the gaps and holes and the fiber surface. Due to the loose porous structure of Hu sheep wool and the uneven surface of PANOF, the needled fabric has a larger specific surface area. There is a large friction between air and needled fabric, which causes the sound energy to be consumed by converting sound energy into heat. 27 A small amount of sound waves is transmitted through the needled fabric.
It can also be seen from the figure that with the increase of PANOF content, the entanglement between fibers is closer. The thickness and surface density increased a little the average aperture decreased a little after milled finishing. The greater the fabric thickness, the greater the surface density and the smaller the aperture, the higher the absorption efficiency. 28
The influence of blending ratios on sound absorption coefficient
The sound absorption coefficients of Hu sheep wool/PANOF blended needled fabric with different blending ratio are shown in Figure 12. The sound absorption coefficient of different blending ratio Hu sheep wool/PANOF blended needled fabric.
As shown in the Figure 12, with the increase of the sound wave frequency, the sound absorption coefficients of Hu sheep wool/PANOF blended needled fabric shows an upward trend, almost in a linear relationship. When the sound wave frequency is 500 Hz, the sound absorption coefficients of the four different blending ratios of Hu sheep wool/PANOF blended needled fabric are about 10%. When the sound frequency is 2000 Hz, the sound absorption coefficients of four samples with different blending ratios all exceed 20%. When the sound wave frequency reaches 6300 Hz, the sound absorption coefficients of four samples all exceed 56%. Hu sheep wool/PANOF blended needled fabric has good sound absorption performance in the middle and high sound wave frequency.
When the sound wave frequency is the same, the sound absorption coefficient of Hu sheep wool/PANOF blended needled fabric increases with the increase of PANOF content. Because PANOF has artificial crimp, compared with Hu sheep wool, it has more uniform crimp, higher curliness and better fleece formation ability. As shown in the Figure 8–11, with the increase of PANOF content, the entanglement between fibers is closer, and the blended needled fabric has larger surface density and smaller aperture. With the increase of PANOF content, the loss of sound energy is greater, and the sound absorption performance is better.
The influence of different surfaces on sound absorption coefficient
The sound absorption coefficients of overlapped needled fabric with Hu wool fiber web as the sound receiving surface (A+B) and the sound absorption coefficient of overlapped needled fabric with PANOF web as the sound receiving surface (B+A) are shown in Figure 13. Sound absorption coefficient of Hu sheep wool + PANOF overlapped needled fabric with different surface layers.
As shown in the Figure 13, with the sound wave frequency increases, the sound absorption coefficients of both show almost a linear upward trend. When the sound wave frequency is 500 Hz, the sound absorption coefficients of both are about 10%. When the sound wave frequency reaches 2000 Hz, the sound absorption coefficients of both are more than 20%. When the frequency of the sound wave reaches 6300 Hz, the sound absorption coefficients of both all exceed 56%. When the sound frequency is the same, the sound absorption coefficient of PANOF web as the sound receiving surface is obviously greater than the sound absorption coefficient of Hu sheep wool web as the sound receiving surface. The reason is the same as the above blended fabrics, because the PANOF can form a tighter needled fabric. Because the more compact structure of the PANOF web leads to more loss of sound energy. Hu sheep wool + PANOF overlapped needled fabric has good sound absorption performance in the middle and high frequency range and high frequency.
The influence of blending ratios on the combustion performance
The horizontal combustion and vertical combustion properties of the Hu sheep wool/PANOF blended needled fabrics with different blending ratios were tested. The results are shown in Figures 14, and 15. Combustion performance of Hu sheep wool/PANOF blended needled fabrics with blending ratios of (a) 95/5, (b) 90/10, (c) 80/20 and (d) 70/30. (horizontal method). Combustion performance of Hu sheep wool/PANOF blended needled fabrics with blending ratios of (a) 95/5, (b) 90/10, (c) 80/20 and (d) 70/30. (Vertical method).

It can be seen from Figure 14 that with the increase of PANOF content, the combustion distance of fabrics becomes shorter and the burning range becomes smaller. The fabrics were treated with 15 s flame. When the content of PANOF is 5%, the fabric stopped burning without dripping after leaving the flame. The time from burning to the first marking line is 5 s, and the burning distance is 12 mm. According to SAE J369-2007, the burning speed meets the standard requirements, which is SE/NBR. When the content of PANOF is 10%, the fabric stopped burning without dripping after leaving the flame and did not burn to the first marking line. According to SAE J369-2007, the burning speed is SE/0 mm/min. When the PANOF content is 20%, the fabric stopped burning without dripping after leaving the flame and did not burn to the first marking line. According to SAE J369-2007, the burning speed is SE/0 mm/min. When the PANOF content is 30%, the fabric stopped burning without dripping after leaving the flame and did not burn to the first marking line. According to SAE J369-2007, the burning speed is SE/0 mm/min.
It can be seen from Figure 15 that with the increase of PANOF content, the burning distance of blended needled fabrics becomes shorter and the burning range becomes smaller in the vertical direction. The fabrics were treated with 15 s flame. When the PANOF content is 5%, the fabric continued to burn for 8 s without dripping after leaving the flame. According to ECE-R118, its burning speed is v1-120 mm/min, which is greater than the standard requirement of 100 mm/min. When the PANOF content is 10%, the fabric will automatically extinguish after leaving the flame and its burning speed is 0 mm/min, which meets the standard requirements. When the PANOF content is 20%, the fabric will automatically extinguish after leaving the flame and its burning speed is 0 mm/min, which meets the standard requirements. When the PANOF content is 30%, the fabric will automatically extinguish after leaving the flame and its burning speed is 0 mm/min, which meets the standard requirements.
The influence of different surfaces on the combustion performance
The horizontal and vertical combustion performances of the Hu sheep wool + PANOF overlapped needled fabric with different surfaces were tested. The results are shown in Figures 16, and 17. Combustion performance of overlapped needled fabric with (a) Hu sheep wool surface layer and (b) PANOF surface layer. (Horizontal method). Combustion performance of overlapped needled fabric with (a) Hu sheep wool surface layer and (b) PANOF surface layer. (Vertical method).

It can be seen from Figure 16 that whether the Hu sheep wool fiber web or the PANOF web is used as the combustion surface, the combustion distance of overlapped needled fabric is shorter in the horizontal direction. After 15 s flame treatment, the fabric immediately stops burning without dripping after leaving the flame. According to SAE J369-2007, the combustion speed is SE/0 mm/min.
It can be seen from Figure 17 that the Hu sheep wool + PANOF overlapped needled fabric is completely burnt. After 15 s flame treatment, the overlapped blended needled fabric continued to burn for 62 s without dripping after leaving the flame. According to ECE-R118, the burning speed is v3-263 mm/min, which is much higher than the standard requirement of 100 mm/min. The flame retardant performance of overlapped blended needled fabric is poor.
The reason why the combustion results of side Hu sheep wool and side PANOF are different is that the flame retardance of PANOF is better than that of Hu sheep wool.
Performance evaluation and cost analysis
The sound absorption coefficient of Hu sheep Wool + PANOF overlapped needled fabric exceeds 56% in 6300 Hz, but the flame retardance does not meet the standard requirements. The absorption coefficient of pure Hu sheep wool needled fabric exceeds 60% in 6300 Hz, but the vertical combustion properties does not meet the standard requirements (It can be seen from Figure 18. The pure Hu sheep wool needle fabric had a large fire during combustion, and continued to burn after 15 s flame treatment until the sample was completely burned. The continuous combustion time is 54 s). When the PANOF content is 5%, the sound absorption coefficient of blended needled fabric is 61.1% in 6300 Hz, but the flame retardance does not meet the standard requirements. When the PANOF content is 10%, the sound absorption coefficient of blended needled fabric is 63.8% in 6300 Hz, and its flame retardance also meets the standard requirements. When the PANOF content is 20%, the sound absorption coefficient of blended needled fabric is 73.3% in 6300 Hz, and its flame retardance exceeds the standard requirements. When the PANOF content is 30%, the sound absorption coefficient of blended needled fabric is 77.7% in 6300 Hz, and its flame retardance exceeds the standard requirements. Combustion performance of (a) pure Hu sheep wool needled fabric (Horizontal method) and (b) pure Hu sheep wool needled fabric (Vertical method).
The market price of Hu sheep wool fiber is 757 $/t, PANOF is 9090 $/t. The sound absorption performance and flame retardance of 80/20 Hu sheep wool/PANOF blended needled fabric and 70/30 Hu sheep wool/PANOF blended needled fabric are similar, and the cost of 80/20 is 41.81% lower than that of 70/30. Therefore, 80/20 Hu sheep wool/PANOF blended needled fabric is finally selected to prepare sound absorption materials.
Conclusion
Hu sheep wool has not been further developed and used, which is a great waste of natural resources. The purpose of this paper is to develop a product according to the characteristics of Hu sheep wool. Hu sheep wool fiber has an obvious medullary layer, and the porous structure is beneficial to give the product good sound absorption performance. In order to make the sound absorbing material meet the requirements of flame retardance, the method of mixing PANOF with excellent flame retardant function into Hu sheep wool is adopted. Compared with other flame retardant fibers, PANOF has higher limiting oxygen index, excellent flexibility, corrosion resistance and relatively lower price. PANOF ′s groove structure makes it have a large specific surface area, which can also help the loss of sound energy. Needling and milling processes are used to entangle the fibers to form a fiber mesh layer. Due to the complex channel in the material, the collision between air and material is strong, resulting in the loss of sound energy. This study found that the sound absorption coefficient and flame retardance of needled fabric increased with the increase of PANOF, but the cost also increased accordingly. After performance evaluation and cost analysis, the optimum blend ratio of Hu sheep wool/PANOF is 80/20. When the thickness of needled fabric is about 4.8 mm, the surface density is about 440 g/m2 and the blending ratio of Hu sheep wool/PANOF is 80/20, the sound absorption coefficient is greater than 50% in the middle and high frequency and high frequency. It is a high-efficiency sound absorption material, and its flame retardant performance meets the standard requirements. This research proposes a preparation method of Hu sheep wool sound absorbing material with simple processing, low cost and environmentally friendly, which provides an effective way for the application of Hu sheep wool.
Footnotes
Acknowledgements
The authors are highly thankful to Hubei Zhiqinghe Agriculture and Animal Husbandry Co., Ltd for providing Hu sheep wool. The authors are also thankful to State Key Laboratory of New Textile Materials and Advanced Processing Technologies of Wuhan Textile University for instrumental facility to conduct the performances analysis.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Graduate innovation Fund of Wuhan Textile University (201910495014), the Innovation Training Program for University Students of Hubei Province (s201910495063).