
Abstract
Byssinosis is a chronic obstructive pulmonary disease very common in textile cotton workers due to inhalation of fine cotton dust and gram negative bacteria. A three layer composite respiratory filter was developed for Byssinosis prevention by using the combination of polypropylene (PP) based meltblown layers and chitosan nanofibres (CSNF). Filtration efficiency against fine particulates ranges from 100 nm to 2.5 μm and anti-bacterial activity against Pantoea agglomerans were investigated. Chitosan nanofibres were produced by using the electrospinning process and were sandwiched between two PP layers to improve the overall surface area of the filter as well as providing a protective barrier against bacterial pathogens. The filter sample with just 2 hour’s CSNF coating showed more than 99% filtration efficiency with a low pressure drop of 71.6 Pa and a high quality factor value 0.082. The antibacterial performance of CSNF layers achieved up to 91% against the Pantoea agglomerans. Finally, results concluded that the developed respiratory filter can potentially reduce Byssinosis in textile workers.
Introduction
Personal protective equipment is critical for the prevention of respiratory diseases such as Byssinosis and asthma. Byssinosis, considered as environmental lung disease, is defined as a narrowing of the airways caused by inhaling cotton, flax, or hemp particles. 1 It may cause wheezing and tightness in the chest, and it is an occupational chronic obstructive pulmonary disease (COPD). 1 COPD Standard Collaboration Group reported that COPD is the fourth leading cause of death worldwide. It is estimated that there are currently 900,000 diagnosed cases, and an estimated 2 million people are thought to have the disease but remain undiagnosed. 2 In a comprehensive review on long term respiratory health effects in textile workers, it was reported that over 60 million people worldwide work in the textile or clothing industry, are exposed to the risk of chronic lung diseases, in particular COPD, in their workplaces, which leads to the considerable potential cost. It was also reported that the costs of occupational COPD from 2002 could amount to $5.0 billion for the USA annually. 3
Raw cotton contains bacterial contamination from the crop, mainly gram negative bacteria, and their endotoxins. In addition to cotton dust, these bacteria and their endotoxins become part of the working environment in textile spinning mills, and transfer to the inhaler employee during work. 4 After inhalation, these contaminations cause the tightening of airways and inflammation in the lungs. 5 Preparatory processes of yarn manufacturing in textile spinning mills are very dusty and produce a lot of fine cotton dust that can be inhaled by employees. All men and women working in such departments (especially card room and blow room) interact with cotton dust and the risk of being affected by Byssinosis. 6
Cotton dust is categorized into three types, micro dust, breathable dust, and fine particulates. Micro, breathable and fine particulates of cotton have size ranges 15–50 μm, 2.5–15 μm, and 0.1–2.5 μm respectively. Fine dust is the most dangerous and easily inhalable due to the very fine particle size. 7 There are three types of rod shape gram negative bacteria which are normally found in cotton dust, i.e. Enterobacter Agglomerans, Pseudomonas Syringae, and Agrobacterium (spp.). Enterobacter Agglomerans are the most abundant of these pathogens. 8 Inhalation of all these aerosol particles is dangerous for the workers and has a strong possibility of leading to byssinotic symptoms. Dust and endotoxin exposure control (e.g. using face masks and other measures) is the best way to reduce the risk of Byssinosis. 5
Air filtration technology is very effective to control pollution 9 for the protection of different types of disease. 10 Nanofibres play an important role in the development of respiratory filters because of their large surface area. 11 Due to the larger surface for a given mass of filter media, it becomes possible to capture pollutants having a size range of 100 nm to 500 nm. Electrospinning is very common for the production of nanofibres. 12 Electrospun fibres can achieve surface area from 1 m2/g to 35 m2/g. Electrospinning allows better functionality enrichment up to fibre level, fine pore size distribution and high filtration efficiency. 13
Polypropylene (PP) is being used in filtration applications worldwide. Spunbonded and melt-blown layers of PP are considered an important base for both gas and liquid filtration products. Due to its hydrophobicity and compatibility with a variety of chemicals, PP is used for the filtration of non-aqueous chemicals and other solvents. 14 Chitosan is being used widely due to its affordability, versatility, and anti-microbial property. 15 It has good defensive potential against microbes, toxins, viruses, and fungi, etc. 16
Chitosan is being used in food packaging to kill the bacterial contaminations, which enables the longer shelf life of the packed food. 17 Chitosan nanofibrous membranes find application as perforators in food packaging for the protection of foodborne pathogens. 16 Recently, chitosan-coated biochar-nanosilver composite was developed for the purification of drinking water due to its antibacterial property. 18 It was observed from the literature that the chitosan nanofibrous membrane has applications in filtration, tissue engineering, wound dressing, and drug delivery due to its antibacterial property, nontoxicity, biodegradability, and biocompatibility.19–21
In this study, we developed a sandwich structured composite of two PP layers and a chitosan nanofibres layer for the development of respiratory filter. The upper layer is composed of PP and serves as a barrier for large dust particles and the bottom layer serves as supporting material for the chitosan nanofibres. Chitosan nanofibres were produced with the help of electrospinning, and polyethylene oxide (PEO) was used as a co-spinning agent of chitosan for smooth nanofibre production. 22 The barrier performance of prepared respiratory filters against the factors of Byssinosis disease was examined. The barrier performance parameters, including filtration efficiency (η), pressure drop (ΔP), and quality factor (Q), against fine dust particles with a size range from 100 nm to 2.5 μm were discussed and the antibacterial performance of the CSNF layer was also evaluated to conclude the effectiveness of filter against Byssinosis. To the best of my knowledge, there is current; no literature available on this type of preventive solution for Byssinosis.
Experimental
Materials
Low molecular weight chitosan (Mw = 50,000-190,000 Da) was purchased from Sigma Aldrich. The degree of deacetylation of the supplied chitosan was 75-85%. PEO (co-spinning agent) was purchased in powder form also from Sigma Aldrich. The molecular weight of PEO was 600 KDa. Meltblown PP nonwoven substrate was supplied by Jiangxi Haorui Industry, Jiangxi province, China. The areal density of the nonwoven substrate was 25 g/m2. Glacial acetic acid (Mw = 60 Da) was also purchased from Sigma Aldrich and used as a solvent for the electrospinning process. Deionized water was used for the dilution of glacial acetic acid.
Solution preparation for electrospinning
Chitosan (3.5%, w/v) was dissolved in solvent of 50% (v/v) glacial acetic acid by continuous magnetic stirring for 24 hours. PEO (3%, w/v) was also dissolved in glacial acetic acid 50% (v/v) separately by overnight magnetic stirring. After that, the solution of chitosan and PEO blend was prepared with an 80/20 ratio by 4 hours of continuous mixing. It is still challenging to electrospun pure chitosan nanofibres due to its high viscosity. Therefore, PEO used as a co-spinning agent to produce chitosan nanofibres which helps to reduce the viscosity of the blended solution and promote smooth and beads free production of chitosan nanofibres. 23 The solubility of chitosan in glacial acetic acid enables the process to be non-toxic and eco-friendly with respect to solvent usage.
Preparation of respiratory filter with nanofibre coating
Chitosan (CS) nanofibres were produced by electrospinning and directly coated on the PP nonwoven substrate which was wrapped on the rotating drum collector as shown in Figure 1. Blended CS:PEO solution was poured in a 20 ml syringe which is mounted on the pump with a tight grip holder. The syringe was connected with a 19-gauge blunt tip needle. The electrospinning process parameters were 1 mL/hour flow rate and 20 kV voltage. The distance between the needle tip and the PP substrate mounted collector was maintained at 10 cm. All the experiments were performed under the atmospheric condition of (22 ± 2)°C and relative humidity (42 ± 2)%. Schematic diagram of development of CSNF coated PP respiratory filter.
The surface area and pore size distribution of the filter is dependent on the amount of nanofibre and the fibre distribution on the PP substrate. However, greater amounts of nanofibre coating lead to a higher pressure drop and poorer quality factor of the resultant respiratory filter.
24
The filter performance needs to be optimised by controlling the nanofibre coating density, which can be carried out by controlling the coating times (2h, 4h, 6h, and 8h). After coating, the PP substrate was removed from the collector and placed in a fume cupboard for 12 hours to ensure the complete removal of volatile solvent from the nanofibre coating. Subsequently, the samples were dried in a hot air oven. A PP meltblown nonwoven was then placed on the nanofibre coated PP substrate to make a multi-layer structure as shown in Figure 1. The process was repeated three times for each sample category. Actual developed nanocomposite material sample has been shown in Figure 2 for reference. CSNF coated PP meltblown nanocomposite filter material actual sample.
Characterization
The surface morphology, fibre diameter (100 fibres each sample), and pore size distribution (100 pores each sample) of the PP nonwoven substrate and chitosan nanofibres were analysed by using TESCAN MIRA3 (GMU VP Analytical FESEM) electron microscope and ImageJ software for image processing. Nanofibre add-on was calculated by weighing the sample before and after coating. Fourier transmission infrared spectroscopy (FTIR) was performed on NICOLET 5700121 spectrophotometer. FTIR peaks before and after coating were recorded to examine the presence of chitosan in the coated PP nonwoven substrate.
Filtration efficiency testing
Filtration efficiency was tested on the PALAS Promo 2000 system manufactured by PALAS Particle Technology, Germany. Environmental aerosols ranging from 100 nm to 2.5 μm were used for the filtration efficiency evaluation because the cotton dust particles found in the textile environment responsible for the Byssinosis in textile workers are within the same range. Flow rate is very important with respect to filtration efficiency. In general two flow rates, 30 l/min and 85 l/min, are reported to replicate different types of working conditions. The first represents working with normal intensity and the second for heavy workload conditions.
25
In this research, all the samples were tested using a flow rate 85 l/min as per NIOSH test condition under extreme work circumstances.
26
The sample was mounted on the sample holder of the machine and the particle quantity was evaluated upstream and downstream of the filter sample. Filtration efficiency was calculated using equation (1).

Pressure drop and quality factor calculation
Pressure drop and quality factor are very important for the evaluation of filter media and directly relate to the breathability.
27
Pressure drop was measured by using the SDL ATLAS air permeability tester and calculated by using equation (2). On the basis of filtration efficiency and pressure drop results, quality factor (Q) was calculated by using equation (3).


Antibacterial testing
The antibacterial property of the coated chitosan nanofibre (CSNF) was evaluated by following ASTM E2149-13a, 2013. Biosafety level 1 Pantoea agglomerans (Formerly Enterobacter agglomerans) gram negative bacterial strains were selected for the test. According to literature, Enterobacter agglomerans were found to be the most abundant form of Pantoea in cotton dust.
8
Pantoea agglomerans (AATCC-27155, formerly Enterobacter agglomerans were purchased from LGS Standards, Teddington, UK. As per the above mentioned testing standard, chitosan nanofibres (0.2g) were immersed in 10ml dilute bacterial suspension (105 CFU/ml) by using sterilised tube with a 1:50 ratio. After mixing, the tube was placed in an incubator at 37°C temperature for 12hours to 24hours. One test sample of bacterial suspension (without CSNF) was also prepared for the comparison of results. After incubation, every sample was serially diluted up to 10 times with a ratio of 1 to 10. The diluted samples were spread on agar plates and further incubated overnight at 37°C for the counting of survived bacterial colonies. This test was conducted three times. Antibacterial efficiency as a function of reduction in bacterial growth (R) was calculated by using equation (4).

The antibacterial testing was only performed on CSNF and both PP MB fibrous layer were not weighed with CSNF for the sample preparation because chitosan nanofibrous layer is the main functional layer and responsible for antibacterial performance of the developed nanocomposite filter material. PP layers do not have antibacterial performance and were used as a bottom layer to collect CSNF nanofibres for functional layer formation and top layer to promote large particle gradual filtration.
Results and Discussion
Characterisation of chitosan nanofibres
The surface morphology of CSNF was analysed using SEM images. The nanofibres are smooth and bead free as shown in Figure 3(a). The fibre diameter distribution is also shown in Figure 3(b). SEM image of meltblown PP substrate microfibres and fibre distribution histogram is shown in Figure 4. (a): SEM image of chitosan nanofibres (b): Histogram of chitosan nanofibres diameter (nm) (a): SEM image of PP meltblown substrate (b): Histogram of PP meltblown substrate fibres diameter (µm).

The diameter of CSNF ranges from 43 nm to 336 nm with an average of 186 ± 55 nm. The addition of these fine nanofibres increases the overall surface area of the resultant filter, which leads to improved filtration efficiency. Furthermore, small diameter nanofibres provide better aerodynamic slip in the filter which can prevent the collision of air molecules with nanofibres. 28 The slip of air molecules can lead to lower pressure drop for more effective breathing.
Pore size distribution is also a very important factor for respiratory filters.
29
Narrower pore size distribution provides better filtration efficiency but increases the pressure drop which remains a challenging factor to control.
30
The pore size distribution of PP meltblown substrate before CSNF coating and after CSNF coating was analyzed with the help of FESEM images as shown in Figure 5. The results show that the pore size ranges from 1.4 μm to 10.4 μm and 54 nm to 329 nm for the PP meltblown substrate before and after CSNF coating, respectively. However, the average pore size was 4.7 ± 2.2 μm and 153 ± 51 nm before and after CSNF coating respectively. As a result of the CSNF coating, there is a significant reduction of pore size with an increased surface area in the developed filter. SEM image of meltblown pp substrate (a): before nanofibre coating and (c): after CSNF coating, Fibre diameter distribution of PP substrate (b): before CSNF coating and (d): after CSNF coating.
Four different respiratory filter samples were produced by using four coating times (2 h, 4 h, 6 h, and 8 h respectively). The addition of CSNF on each sample was measured by weighing the sample before and after coating. As expected, the amount of nanofibres increases linearly with the increase of coating time, as shown in Figure 6. Results are reported with standard error in graphical form (Figure 6) but are not visible to see clearly because error value was very small in three samples. However, I have added the statistical values in Table form (Supplemental Table S1) as a supplementary data. Addition of CSNF (gsm) on PP meltblown substrate at different time intervals.
FTIR spectrums of PP substrate, pure chitosan (CS) and CSNF coated PP substrate (CSNFPP) are shown in Figure 7(a, b, and c). The peaks between 2800-3000 cm−1 are attributed to C-H stretching vibrations while peaks at 1376 cm−1 and 1457 cm−1 indicate –CH2 and –CH3 bending vibration in pure PP samples.
31
In the case of CS, peaks at 1541 cm−1 and 1511 cm−1 represent the N-H group while the peak at 2918 cm−1 shows C-H stretch.
32
The presence of amine groups in the CSNFPP spectrum confirms that CSNF is effectively coated on the PP meltblown substrate.
33
FTIR of (a): PP substrate (b) pure chitosan (c) CSNF coated PP substrate.
Filtration performance
Filtration efficiency analysis
The filtration efficiency of all four respiratory filters was investigated over a particle size range from 100 nm to 2.5 μm. The filtration efficiencies are displayed in Figure 8. Experimental results show that filtration efficiency increases from 99.72% to 99.99% with the increase of CSNF coating time. The increasing trend is observed significantly from 2 h to 6 h coating time but not for 8h. However, more than 99% of filtration efficiency is achieved at only two-hour coating sample. An increasing trend of filter performance is attributed to the formation of the CSNF layer on the PP substrate which enhanced the surface area and reduced the pore size. Furthermore, the higher surface area of the filter increases the possibility of particle deposition on the fibre surface and decreases the diffusion of particulate matters, which significantly improves the filtration efficiency.
34
Filtration efficiency results of chitosan nanofibre coated PP respiratory filter.
Pore size distribution is also important with respect to filtration efficiency and pressure drop. Generally, the addition of nanofibres produces three types of pores, namely closed pores, blind pores, and through pores, in the filter structure. Closed pores and blind pores terminate inside the structure and are not suitable for air filtration while pores provide the air passage and are very important for air filtration. 35
However, with an excessive coating of nanofibres, closed and blind pores increase and through pores decrease, which leads to higher filtration efficiency but also higher pressure drop. Based on this analysis, the increase of filtration efficiency with the addition of CSNF can be attributed to the higher surface area and fine pore size distribution. All the samples show high filtration efficiency but the optimum sample can only be decided by considering pressure drop and quality factor. All the results are reported with standard error in graphical form (Figure 8) but error bars are not visible to see clearly because error value was very small in the last two samples. However, I have added the statistical values in Table form (Supplemental Table S2) as a supplementary data.
Pressure drop analysis
Figure 9 illustrates the pressure drop for all the samples. The results show that pressure drop increases significantly (from 72 Pa to 935 Pa) with the increase of CSNF coating. The significant increase of pressure drop after the CSNF coating is due to the reduction of pore size diameter and increase of surface area. Furthermore, the thickness of the nanofibre layer depends on the coating time Pressure drop 
According to the European standard for air filtration FFP2 (EN 149:2001), the maximum pressure drop should not exceed 250 Pa for fine particulate filters. Therefore, the first samples (with 2 h coating) meet the standard while the samples with 4 h, 6 h and 8 h coating have too high pressure drops. It can thus be concluded that 2 h coated sample is acceptable as respiratory filters. Samples with coating times beyond 2 hours show excellent filtration efficiency but have too high pressure drops.
All the results are reported with standard error in graphical form (Figure 9) but error bar is not visible to see clearly due to very small value in the first sample. However, I have added the statistical values in Table form (Supplemental Table S3) as a supplementary data.
Quality factor analysis
The quality factor is calculated by using Equation (3). The results show that quality factor decreases with the increase of coating time. Sample 1 (2 h coating time) shows a higher quality factor due to the higher filtration efficiency with a lower pressure drop, while the quality factor of 4h, 6h, and 8h coated samples are lower comparatively due to the higher pressure drop (Figure 10). A higher quality factor value is the key factor for better overall filtration performance of respiratory filters. These results can be attributed to the fine diameter of CSNF, the high packing density of CSNF and fine pore sizes.
37
Quality factor (Q) results of different chitosan nanofibre coated PP respiratory filter.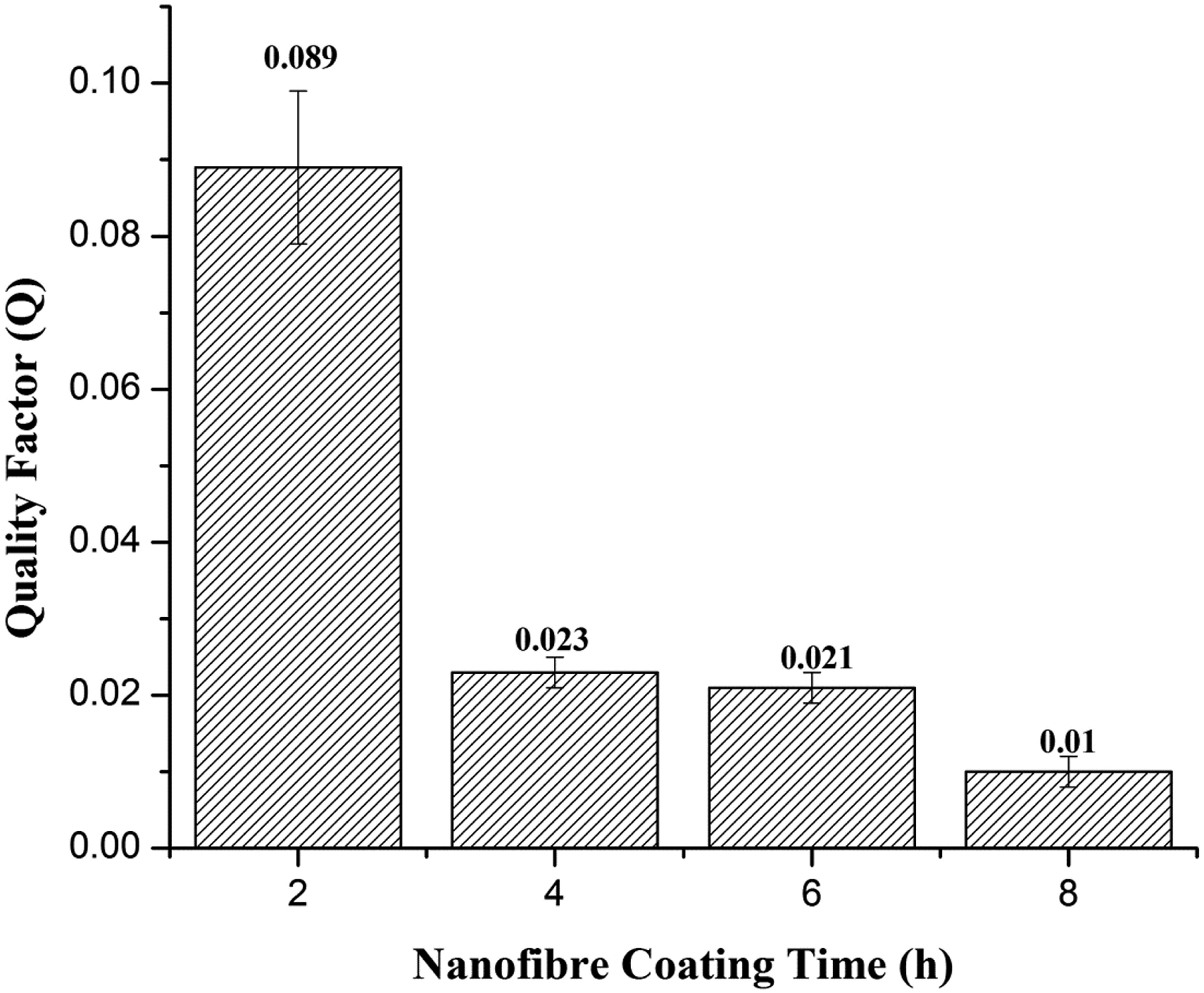
On the basis of all the above results, it is concluded that over 99% filtration efficiency was achieved with just 2 hour coating of CS nanofibres, beyond that point rise in filtration efficiency was negligible due to low performance margin but rise in pressure drop was significant due to the blockage of nano-pores which also resulted in poor quality factor. 38 Hence, sample with 2 h coating time showed the saturation point in terms of filtration efficiency. Therefore, sample 1 with 2 hours coating was best in terms of higher filtration efficiency and lower value of pressure drop with good quality factor value.
Antibacterial activity of chitosan nanofibres
Quantitative antibacterial property of CSNF layer was investigated by using class 1 Pantoea agglomerans (Enterobacter agglomerans, gram negative) bacterial strains due to their abundant presence in the textile working environment. The results are shown in Figure 11. CSNF exhibits good antibacterial activity against tested bacterial species. Antibacterial activity of CSNF was up to 91% and prohibited the growth of Pantoea agglomerans effectively. Furthermore, the bactericidal activity of CSNF increases from 76% to 91% with the increase of interaction time from 12 hours to 24 hours. The protonation of chitosan amine group (-NH3 +) is activated under acidic conditions.
39
Protonated chitosan interacts with negatively charged cell membranes and ruptures the cell wall to stop the growth of gram negative bacterial species. This mechanism is responsible for the antibacterial ability of chitosan. Antibacterial activity results of CSNF nanofibres against biosafety level 1, Pantoea agglomerans (Enterobacter agglomerans).
The increase of antibacterial activity with time is attributed to the interaction and adhesion of NH3+ functional groups of chitosan with the outer cell wall of the bacterial species. It can be concluded from the results that CSNF has effective antibacterial ability against the targeted bacterial pathogen.
Conclusions
Chitosan nanofibrous coated PP three layer composite filter material was fabricated for applications to reduce Byssinosis in textile cotton workers. Filtration efficiency was evaluated against targeted environmental particulate size, ranging from 100 nm to 2.5 μm. Filtration efficiency increased with the increase of the coating time of CSNF while pressure drop also increased. However, samples with 2 h CSNF coating time showed best filtration performance results including high filtration efficiency of 99.27%, low pressure drop of 71.6 Pa, and higher quality factor among all the samples. In addition to filtration efficiency, the antibacterial activity of CSNF against Pantoea agglomerans (Enterobacter agglomerans, Biosafety level 1, gram negative) bacterial strains was investigated. Quantitative analysis showed that CSNF has up to 91% antibacterial efficiency against the targeted pathogens. On the basis of results, it can be concluded that the fabricated PP respiratory filter with a 2 hour CSNF coating time offers a combination of high filtration efficiency, low pressure drop, and good antibacterial property, thus filters made from such material can effectively prevent Byssinosis in textile cotton workers.
Supplemental Material
Supplemental Material - Chitosan nanofibres and polypropylene meltblown substrate based multilayer respiratory filter for byssinosis prevention
Supplemental Material for Chitosan nanofibres and polypropylene meltblown substrate based multilayer respiratory filter for byssinosis prevention by Muhammd Tauseef Khawar, Hugh Gong, Qasim Zia, Hafiza Hifza Nawaz and Jiashen Li in Journal of Industrial Textiles
Footnotes
Acknowledgement
The authors acknowledge the financial support of Punjab Education Endowment Fund (PEEF). The authors are also thankful to Xian Polytechnic University, China, for providing some of the characterisation facilities.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.