
Abstract
The polyacrylonitrile (PAN)-based microfiltration membranes material was prepared used waste polyacrylonitrile fibers as the raw material. The PAN membranes have two different structure, the surface layer is finger pore structure, below layer is cavernous pore structure with the porosity is 85.92%. The PAN membrane shows super strong hydrophilicity (high water permeability) and ultra low adhesion of underwater oil (good oilresistance) under different pH values and different surfactants. The flux of PAN membranes is 1952.63 L•m−2• H−1 • bar−1, the oil retention ability is 99.14% when the film thickness was 100 μm, the PAN concentration was 7%, and the alkali treatment time was 1 h. The PAN membrane is an environmentally friendly material, have good application potential for oil-water emulsion separation and recycling of waste oil. Preparation of separation and filtration materials provides a good way to recycle waste PAN fibers and has potential practical value in oil-water separation field.
Introduction
Petroleum is a very complex mixture, containing alkane, cyclanes and aromatic hydrocarbon, all kinds of hydrocarbon components such as sulfur compounds, nitrogen compounds. By comparison, the oily wastewater composition is more complicated, the wastewater may contain phenols, nitriles, amine, chloride, phosphide, aldehyde, ketone and other organic compounds. 1 According to statistics, at least 5 million to 10 million tons of oil substances enter water bodies in the world every year. If they are allowed to develop without effective treatment, they will cause serious harm to human beings, animals, plants and even the ecosystem.2–4
The oily wastewater pollutants are usually divided into four categories: floating oil, dispersed oil, emulsified oil, and dissolved oil. 5 There are physical, chemical and biological methods to treat oily wastewater. For emulsified or dissolved oil with particle size less than 20 μm, the separation effect of traditional separation methods is often limited 6 and cannot meet the national wastewater discharge standard (15–40 mg/L).
In the past few decades, membrane filtration technology has shown great potential for separating emulsified or dissolved oily wastewater due to its high efficiency, ease of operation, low cost and wide range of applications. 7
Non-solvent induced phase separation method, also known as solution precipitation method or polymer precipitation method, is an important method for preparing polymer separation membranes. 8 By regulating the conditions of the membrane, phase separation occurs in a homogeneous polymer casting liquid system. In the process of, the casting liquid is divided into two phases: the first phase is the polymer enrichment phase, which forms the matrix structure of the polymer separation membrane, while the polymer depletion phase forms the holes in the polymer separation membrane. 9
Polyacrylonitrile (PAN) has a number of advantages, such as good stability in solvents (hydrocarbons, alcohols or dichloromethane, etc.),10-12 excellent mechanical and film-forming properties, hence, PAN is often used as the fabrication of micro- and ultrafiltration membranes materials in the applications field of aqueous11–15 and non-aqueous.16-20
In this paper, non-solvent induced phase separation method is adopted to prepare polyacrylonitrile microfiltration membrane using waste polyacrylonitrile fiber as raw material, which provides a new solution to solve the water pollution problem of dispersed oil or dissolved oil. The effects of membrane thickness, PAN concentration and alkali treatment time on the oil-water separation performance of polyacrylonitrile microfiltration membrane were investigated. The morphology, surface chemical properties and stability of polyacrylonitrile microfiltration membrane were analyzed.
Experiments and characterization
Membrane preparation
First, the PAN casting solution was prepared. The PAN were mixed with dimethyl sulfoxide (DMSO) at a certain mass ratio at 75°C for 1 h, then stirred in a magnetic stirrer for 30 min to obtain a homogeneous solution and ultrasonic treatment for 30 min to ensure removal of air in the solution. Sencod, the obtained solution was cast on a aluminium plate and immediately immersed in the distilled water(50°C). Then, The cast film was immersed in the 1 mol/L NaOH solution for some times at 20°C. Finally, the membrane was kept in distilled water for 24 h to wash out the DMSO residues. After dry in the air, the PAN membranes (MPAN) was prepared Figure 1. Preparation process of MPAN membrane.
Emulsified oil/water mixture separation measurement
Preparation of oil/water emulsions: The mixture deionized water and oil with a mass ratio of 10:1 was mechanically stirred for 30 min at a rotational speed of 500 r/min, followed by ultrasonic treatment for 3 h at 30–35°C. After removed the upper oil on the surface of the mixture, the milky white oil-in-water homogeneous emulsions was obtained.21,22
Figure 2 is the used oil-water separation device in this work. After the MPAN was soaked in deionized water for 10 min, the MPAN membrane was fixed between two glass containers and was conducted on the vacuum suction filter device, then the oil/water mixture was poured into the filtration cell and filtrated under a pressure difference of 0.05 MPa, the effective diameter of separation film was about 40 mm. The oil-water separation device.
The separation efficiency was characterized by the oil rejection rate (R), that is calculated by comparing the oil concentration of the oil-water emulsions before and after separation, The calculation formula is as follows

In the experiment, the membrane flux was determined by calculating the time taken for separating 10 mL emulsion, and the calculation formula was as follows

The calculation formula of flux recovery coefficient of membrane (FR) was as follows

Characterizations
The water contact angle was measured with contact angle analyzer (JC2000D1, China). The contact angle test value is the average of the three test results from the different surface of each sample. The contact Angle test method to oil underwater is follows: the PAN membrane was fixed on the glass slide with tape, put it into the bottom of the tank with deionized water with the PAN membrane up in the water. Then, oil droplets driped on the surface of the film with a needle through the bubble method. Finally, the contact Angle of each sample was tested in three different areas, and the average value of the three test results was taken as the contact Angle test value.
The morphology of MPAN membranes and surface chemical composition were characterized by scanning electron microscopy (SEM, JSM-6510LA, 200 kV, Japan)and Fourier transform infrared (FTIR, TL-8000, PE, U.S.).
The porosity of the membrane was calculated by gravimetric method. The porosity was calculated according to equation (1)

Results and discussion
The effect of thickness of PAN membranes on oil-water separation performance
The oil-water separation effect of PAN membranes are affected by many factors, such as film thickness, PAN concentration and alkali treatment time.
The different MPAN thickness of 50 μm, 100 μm, 150 μm, 200 μm, 250 μm was selected to prepare the sample (7% PAN concentration, alkali un-treatment). The Effects of film thickness on flux, rejection and flux recovery coefficient were shown in Figure 3. With the increase of film thickness, the rejection rate increases gradually, but the recovery coefficient of film flux and flow decreases significantly first and then slowly. Moreover, it can be seen that the membrane flux of the sample generally decreases with the increase of the volume of the separated emulsion, and finally tends to be stable. The result is related to the microstructure of the membrane during molding. The PAN microfiltration membrane was obtained after phase conversion, when the mixed casting solution of PAN and DMSO meets water, phase separation occurs, and the PAN polymer in initial contact with water precipitates rapidly at the interface, forming a very thin dense layer, while the internal PAN polymer forms a porous layer due to the slow exchange rate of solvent (DMSO) and non-solvent (deionized water). This asymmetric structure with dense outer and sparse inner is the basic structure of polyacrylonitrile microfiltration membrane.
23
With the increase of AT-PAN-MM membrane thickness and the pore structure formed inside the membrane becomes more complex, the rate of water infiltration was slower. When filtering oil-water emulsion, the emulsion will stay in the interior of the membrane for a longer time, which is manifested as the increase of membrane rejection rate but the flux decreases significantly. If the film thickness is too thin, such as 50 μm, there are more large holes on the surface of the film due to the uneven distribution of casting liquid during sample preparation. Although the flux is higher, the rejection rate is greatly reduced, which is far from reaching the discharge standard of oily sewage (15–40 mg/L). When the membrane thickness is 100 μm, the oil content of filtrate meets the sewage discharge standard, although part of membrane flux is lost. Hence, membrane thickness of 100 μm was selected for the subsequent experiment. The effects of film thickness on flux, rejection and flux recovery coefficient.
Effects of the concentration of casting solution on oil-water separation performance
Figure 4 is the flux, rejection and flux recovery coefficient in the different PAN concentration of 5%、6%、7%、8%、9% (membrane thickness:100 μm, alkali un-treatment). As shown in Figure 4, with the increase of PAN concentration, the membrane flux and flow recovery coefficient gradually decreased, and the oil rejection rate slowly increased. Due to the increase in PAN concentration, solute PAN increase aggregate, viscosity increases and interaction enhancement between macromolecules, solvent (DMSO) and non-solvent (deionized water) exchange slower, the instantaneous phase separation was delayed. As a result, the thickness of the dense layer on the surface increases, the macroporous structure decreases correspondingly, and the porosity and interporosity decrease. Although the smaller hole is conducive to the interception of oil droplets, the through hole of the film will significantly deteriorate.
24
Therefore, with the increase of PAN concentration, the membrane flux decreases and the rejection rate increases. If the PAN concentration is lower, the viscosity of the casting liquid decreases. In the process of film formation, the diffusion rate of solvent and non-solvent is very fast, which easily leads to obvious defects on the surface of the separation layer or irregular pore size, and the oil-water separation performance becomes poor. So, 7% PAN concentration was selected for the following experiment. The effects of PAN concentration on flux (a), rejection and flux recovery coefficient (b).
Effects of alkali treatment on oil-water separation performance and the morphology of the PAN membranes
Alkali treatment can improve the hydrophilicity of the membrane, thus improving the flux and flow recovery coefficient, namely, the anti-pollution performance of the membrane. Therefore, NaOH solution is selected for hydrophilic modification. Figure 5 is the effects of alkali treatment on flux, rejection and flux recovery coefficient (membrane thickness:100 μm, PAN:7%). The results show in Figure 5 that the flux and flux recovery coefficient of the membrane are significantly improved with the increase of alkali treatment time. The decrease of microfiltration membrane flux is mainly attributed to membrane pollution, that is, the trapped oil is blocked in the pores of the membrane, resulting in the decrease of membrane flux. The effects of alkali treatment on flux (a), rejection rate and flux recovery coefficient (b).
In alkaline conditions, hydrophilic carboxyl sodium or amido group were formed on the surface of PAN, 25 the presence of hydrophilic groups, a dense layer of water film generates on the surface of PAN, hence, the oil is not easy to invade the film holes. But the alkali treatment time should not be too long, because a long time of reaction will make PAN film degradation or formation of large holes, which will undoubtedly lead to a significant decline in film retention performance. When the alkali treatment time is 1h, the sample has a high membrane flux of 1952.63 L·m‐2·h‐1·Bar‐1, good oil retention ability (99.14%).
The surface morphologies of NaOH treatment samples were analyzed by SEM. The PAN membrane was prepared by 7wt% PAN, membrane thickness:100 μm, NaOH un-treatment (Figure 6(a,b,c)), NaOH treatment1 h (Figure 6(d,e,f)). The SEM images of NaOH un-treatment samples (a,b,c), NaOH treatment 1 h (d,e,f).
Figure 6(a,b,c) are the SEM images of alkali un-treatment PAN membrane under different magnification microscopic morphology, it can be seen from the SEM images (a) that there are many larger holes on the surface, zoom in further, many tiny holes about 1 mm were found on the surface of the hole (Figure 6(b)). From its cross section SEM image (Figure 6(c)), we can found that the membrane section is the asymmetric structure, its surface layer is finger pore structure, below layer is cavernous pore structure. In the film process, the membrane surface first contact coagulation bath, rapid phase transition makes the membrane surface tends to form a finger pore structure, while internal layer phase transformation rate is slower due to the delayed phase separation, cavernous pores are formed. Small pores on the membrane surface provide the basis for trapping contaminants, while larger holes facilitate water infiltration.
Figure 6(d,e,f) are the SEM images of NaOH treatment PAN membrane under different magnification microscopic morphology. As can be seen from figure (Figure 6(d)), the larger holes on the membrane surface disappeared and the membrane surface became smooth, which is advantageous to reduce oil adhesion to the film during filtration. But, zoom in further (Figure 6(e)), many tiny holes about 1 mm still could be found on the surface. From the cross section SEM image (Figure 6(f)), it can be seen that the cavernous pore structure in the below layer is transformed into a semi-finger-like pore structure with good coherence, and the pore volume increases, the porosity is 85.92%.
FT-IR analysis of PAN membranes
The FT-IR spectroscope was used to characterize the surface chemical structure of the membranes (Figure 7). In the FT-IR spectroscope of alkali un-treatment PAN membrane (Figure 7(a)), the absorption bands of the asymmetrical and symmetrical stretching vibration of C–H can be find at 2840–2926 cm−1 and 1458 cm−1, respectively,26,27 the typical C=N group stretching vibration absorption band is at 2245 cm−1.28,29 In sample of treatment PAN membrane, the absorption bands of the asymmetrical and symmetrical stretching vibration of C–H still can be find at 2700–2926 cm−1, and a new peaks attributed to C–H at 768 cm−1 be observed. The new peaks at 1631 and 1587 cm−1could be observed (Figure 7(b))that are assigned to the C=O and N-H stretching vibration, respectively. These results indicating the formation of new amide group (-CONH-) and carboxyl group (-COOH) on the PAN membrane. FT-IR spectra (a) un-treatment PAN membrane and (b) treatment PANmembrane.
Surface wettability of PAN membranes
The surface wettability of membranes is a most important factor in measuring oil-water separation materials, which is the key parameter affecting oil or water molecular behavior in the separation process. Figure 8 shows the wettability of the PAN membrane. The wettability of PAN membranes (a) dynamic contact processes of water on un-treated PAN membrane, (b)the contact angle of un-treated PAN membrane to oil underwater; (c) dynamic contact processes of water on treated PAN membrane, (d)the contact angle of treated PAN membrane to oil underwater.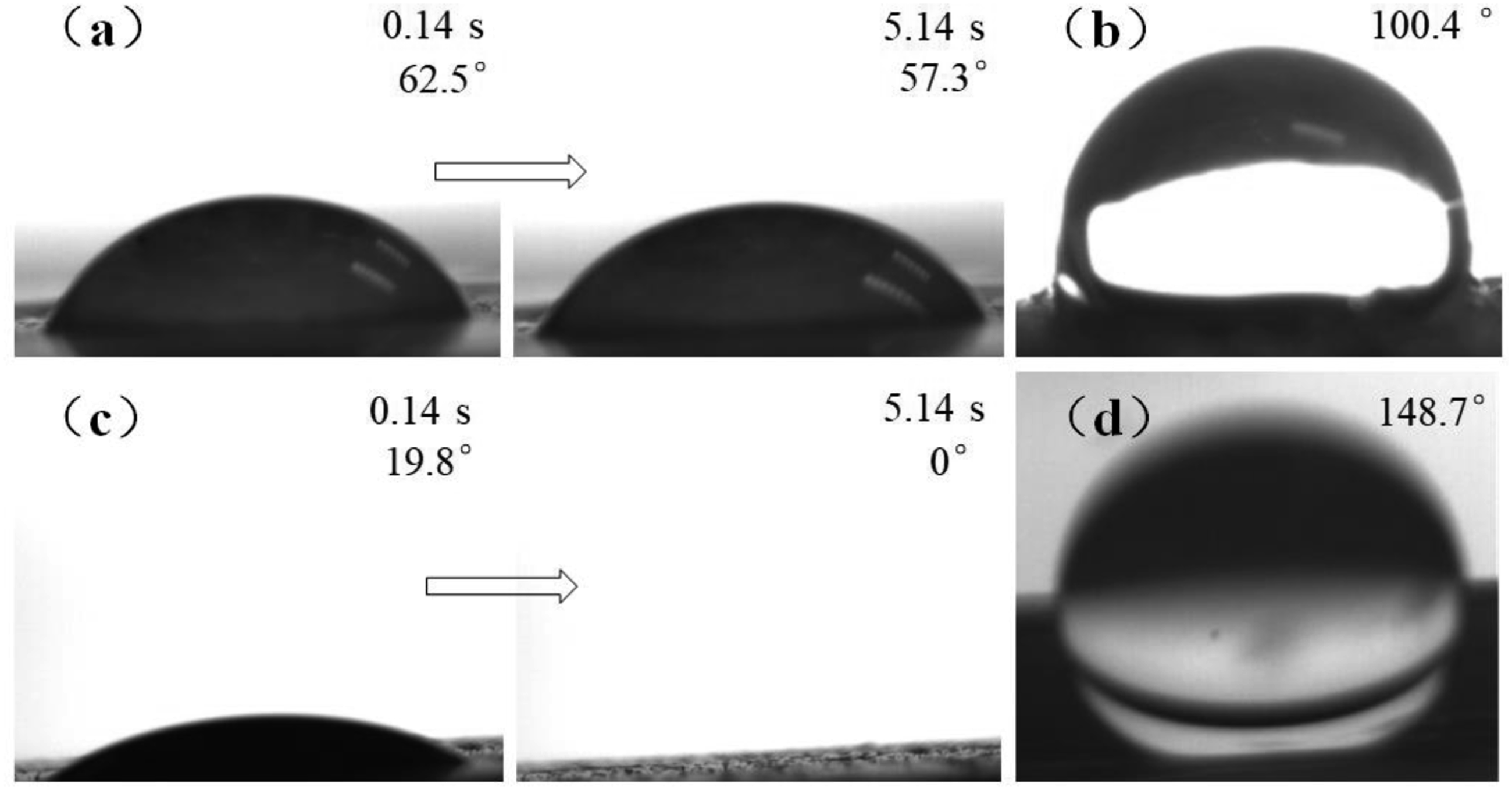
In Figure 8(a), the membrane shows the poor erhydrophilic in air and oleophobic property underwater. After 0.14 s of contact between the droplet and the sample, the water contact Angle is 62.5°, and after another 5 s, the water contact Angle only decreases to 57.3°. Figure 8(b) shows that the underwater static oil contact angle of the sample is 100.4°.
As can be seen from Figure 8(c), after NaOH treatment, the sample can soak or absorb a majority of water droplets within 0.14 s after water drops. After another 5 s, the water droplets on the film have been completely absorbed, and the water contact Angle becomes 0°. The results show that the treated PAN membrane has strong hydrophilicity. It can be seen from Figure10 (d) that the underwater static oil contact Angle of is increased to 148.7°, almost reaching the underwater superhydrophobic state.
The results show that the NaOH treatment plays a great role in improving the surface wettability of PAN membrane. This is mainly attributed to the hydrophilic functional groups such as amide groups and carboxyl groups generated on the surface of the PAN membrane, which can form hydrogen bonds with water molecules, thus reducing the interfacial tension between water molecules and the membrane surface and reducing the water contact Angle. 30 When the membrane is underwater, the captured large water molecules can uniformly cover the surface of the film, which can greatly reduce the contact area between the oil droplets and PAN membrane, and form a composite interface of oil/water/solid, so PAN membrane has the characteristics of underwater oil hydrophobic. The measurement results show that PAN membrane has high water permeability and resistance to oil. Therefore, PAN membrane shows great potential in practical oil-water separation applications.
Figure 9 shows the separation process and fouling resistance principle of MPAN oil-water emulsion. Yellow represents oil phase, blue represents water phase, and black rectangle represents MPAN. The oil-water separation process can be divided into four stages: first, the oil-water emulsion passes through the PAN surface under the action of pressure, the water phase flows to the membrane surface and form a thin water film layer, then penetrates and passes through the membrane; while the oil droplets in the water phase are intercepted by small holes on the surface of the membrane, and the oil droplets collide and deform on the surface of the membrane, making the emulsification state become unstable, the oil droplets are easy to aggregate. Then the oil droplets gather together and gradually grow larger. At this time, the oil droplets are subjected to greater buoyancy and shear force of water, and are more likely to separate from the surface of the PAN membrane and water phase. Finally, a large amount of water passes through the membrane and oil is trapped on the other side of the membrane, and finally the oil-water two phases in the oil-water emulsion are separated.31,32 In the separation process, the hydrophilic functional groups on the PAN membrane can easily adsorb water molecules on the surface, reduce the direct contact between oil and membrane, protect the separation membrane, improve the fouling resistance of the membrane. The oil/water emulsion separation process diagram.
Figure 10 shows optical photos and polarizing microscope images before and after oil-water emulsion separation. It can be seen that, the emulsion was milky white before filtered and there were many oil droplets in the water with uneven particle size about 20 μm. The solution became clear and transparent after filtered, and no oil droplets were obviously observed in the solution from the polarizing microscope. This further proves that PAN membrane can effectively separate oil from oil-water emulsion. Optical photographs and polarizing microscope images of oil-water emulsion before (a) and after separation (b).
The chemical durability
The actual oily sewage can not be neutral environment, the PAN membrane must have excellent service stability in different pH oily sewage. The durability of PAN membrane was tested in the different pH adjusted by adding hydrochloric acid and sodium hydroxide. As can be seen from Figure 11, the PAN membrane has higher rejection rate under non-alkaline conditions. With the increase of pH value, the rejection rate decreases slightly. The rejection rate will decrease, but the vast majority of oil in oil-water emulsion can still be retained. In summary, PAN membrane is more suitable for use in acid and neutral environment, it is a high pH sensitive film. The rejection rate at different pH.
There are often some surfactants in the pollutants in the actual environment. The sodium dodecylbenzene sulfonate (CTAB), Tweenl80 and cetyltrimethyl ammonium bromide (SDBS) were used to test the durability. The experimental results are shown in Figure 12. In the presence of different surfactants, there is no significant change in the rejection rate, which is still higher than 99% and meets the discharge standard of oil pollution wastewater. In the presence of cationic surfactant (CTAB), the separation effect of oil and water is the best, the rejection rate is up to 99.42%. The experimental results show that PAN membrane has excellent stability in the presence of different kinds of surfactants. The rejection at different surfactants.
Conclusion
In this paper, waste polyacrylonitrile fiber was used as raw material to prepare PAN membrane by phase separation method. The prepared membrane shows super strong hydrophilicity and ultra low adhesion of underwater oil after NaOH treatment because of a lot of hydrophilic groups. The section structure of membrane is asymmetric, its surface layer is finger pore structure, below layer is cavernous pore structure with good coherence, and the porosity is 85.92%. The PAN membranes have excellent oil-in-water emulsions separation performance when the film thickness was 100 μm, the PAN concentration was 7%, and the alkali treatment time was 1 h. The fluxis 1952.63 L•m−2•H−1•bar−1and the oil retention rate is 99.14%. The membrane shows excellent separation performance in different pH environment and different kinds of surfactants. Preparation of separation and filtration materials provides a good way to recycle waste PAN fibers and has potential practical value in oil-water separation field.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.