
Abstract
In this paper, the energy absorption capacity of polymer composites reinforced with Kevlar fibers and various textile structures under high-velocity impact loading was investigated. Noobing textile, woven laminate, and stitched laminate were used as composite reinforcements. Fiber density and structural thickness were also examined in impact performance. The impact test was performed using a gas gun at a speed of 235 m/s. The impact performance of composite samples was evaluated by comparing residual velocity, ballistic limit, and impact energy absorption. To analyze the damage caused by the impact, all specimens were inspected using CT scan images. It was found that the presence of reinforcing fibers in the thickness direction can significantly improve energy absorption. In thicker composites, impact indentation was observed and the projectile could not penetrate the structure. The indentation depth of the Noobing composite was less than the stitched laminate. Increased fiber density in all three composite configurations showed an increase in energy absorption capacity and a decrease in residual impact velocity.
Introduction
Fiber-reinforced polymer composites have been widely used in different industries such as aeronautics, astronautics, transport, shipbuilding, medicine, sports, and military installations because of their excellent mechanical and specific properties and good designability. 1 These materials are lightweight, stiff, and strong and have good fatigue and impact resistance.
The designing parameters for textile composites are: the type of fibers, textile production method, fiber architecture and weaving pattern, and the composite fabrication process. 2 High-performance fibers such as Kevlar, carbon, and glass are commonly used in composites. Many types of fiber architectures can be achieved using two-dimensional and three-dimensional fabric production techniques such as weaving, knitting, braiding, sewing, and non-woven methods. Due to the end-use and product range, special fiber architecture is used, which leads to the mechanical properties and desirable performance of the composite.3–5
The most common and simplest type of textile in terms of production technology is weaving laminates. Laminates are produced by stacking two-dimensional two-axis fabrics. Two-dimensional (2D) laminated composites, offering high inplane stiffness and strength, have been increasingly used to produce structures in automotive and aerospace industries that require high resistance to impact loading.6–8 Composites are used in many applications to protect against impact loading. Impact speed can vary from low velocity with a few meters per second to high velocity with a few hundred meters per second. Also, Impact response for composites with different reinforcement structures can vary from minor damage to complete penetration.10,11
Various studies have shown that the ballistic performance of materials against high-velocity impact generally depends on various parameters, including material properties, fabric structure, geometry and velocity of the projectile, boundary conditions of the fixture frame, thickness, and friction. 12 Zhou and Chen., 13 investigated the effect of fabric structure parameters on ballistic performance. The experimental results showed that plain woven fabric has more energy absorption than other fabrics, which is also related to yarn density. Also, the absorption of impact energy increases with increasing the number of fabric layers. In addition, with increasing yarn crimp (When warp and weft yarn interlace in fabric they follow a wavy path), the energy absorption of the fabric decreases. Chu et al., 14 Investigated the effect of weaving fabric structures with different textures of Kevlar fibers on their ballistic performance with different projectiles and constant speed. The results show that fabric architecture and fabric strength have less effect on ballistic protection in multilayer structures compared to monolayer fabric.
Numerous complex failure mechanisms such as fiber breakage, matrix cracking, delamination, and petal formation have been observed for textile composites under impact loading; as a result, the strength and rigidity of the structure are reduced and may even threaten its integrity.9,15 High-velocity impact events, in addition to the above, usually result in bullet penetration and perforation of the structure. When the high-velocity impact is not penetrated; in the compressive state which causes depression in the structure, delamination can occur when the shear stress is sufficiently high. Delamination is a major damage mode that has not yet been satisfactorily studied and considered. Two-dimensional textile reinforced composites are generally weak in the thickness direction (z-axis). The out-of-plane stress stresses play an important role in the development of damage. 16 In fact, delamination in textile composites, especially laminates, which consists of the stacking of several layers of fabric on top of each other, occurs due to an additional weak point at the interface between the layers and debonding failure of these interfaces and can lead to reduce flexural stiffness and complete loss of the composite’s ability to bear out of plane loads; Therefore, it is very effective in the mechanical performance and safe-service life of composite structures. 17 By the thickness reinforcement in three-dimensional woven composites, fatigue life, fracture toughness, and damage tolerance have been observed (to be superior to) higher than laminated composites. 18
3D textile reinforced composite structures have attracted the attention of academia and industry since 1970. 18 The textile industry offers a variety of integrated 3D textile production methods that are used as reinforcements in polymer composites. In these structures, the fibers are in three directions X, Y, and Z; therefore, they are expected to have high resistance to mechanical stresses, especially multiaxial stresses.
One of the classes of three-dimensional composites that has recently attracted a lot of attention is three-dimensional non-crimp composites, whereby longitudinal yarns (“warp” in the Y-axis direction), transverse yarns (“weft” in the X-axis direction), and through-thickness yarns (z-binder) with a Special architecture are placed straight and orthogonally next to each other. 8 The term “Noobing” stands for: Non - interlacing, orthogonal orientation, and binding are named by Khokar for this fibrous structure. Because the yarns are placed in the structure without crimp; So they retain most of their mechanical properties and also, you can use the maximum density of yarn in the fabric. In off-axis loading, three-dimensional orthogonal composites show the highest energy absorption compared to other architectures, which can be a good choice for their use in composite structures designed with energy absorption and impact performance criteria. However, there are few works that deal with the performance of Noobing-reinforced composites despite their unique 3D architecture.19,20 Previous studies have shown that non-crimp laminates absorbed more energy at low-velocity impacts in comparison to woven laminates, possibly due to extensive tow level delamination and woven fabrics have lesser tensile strength in the directions of the yarn as compared to the unwoven yarns. 12
The purpose of this paper was to experimentally investigate the effect of textile structural parameters on composite reinforcement in high-velocity impact loading.
Materials and method
Composites made from high-strength fibers such as Kevlar are often used in impact-prone applications. 21 Kevlar fibers have excellent properties such as high fracture toughness and high strength to weight ratio and are a good choice for reinforcing high-performance polymer textile composites.
Properties of kevlar 49 yarn.

Stitching of structures is one of the techniques of making the out-of-plane reinforced structures, which is done in different methods to connect laminate layers. 22 By introducing stitching threads in the direction of the structure thickness, while maintaining the advantages of conventional laminates, also improve the inter-laminar impact resistance, the delamination strength, the energy absorption capability, and the post-impact compressive properties and cause a more uniform distribution of load among the layers.23,24 Important structural parameters in stitched laminates include: stitching density, Stitching fiber type, stitching direction, and stitching type. Karahan et al., 25 Investigated the effect of different types of sewing on the ballistic performance of aramid fiber laminated fabric according to NIJ standards. The study of the effect of stitching on woven fabric composites showed that sewing suppresses the propagation of delamination cracks under repeated impact loading, and with increasing stitch density more energy absorption and less damage size are observed.
Stitching can be done manually or with a sewing machine, the sewing of fabrics usually causes damage to the fibers and thus weakens the mechanical properties of the structure; here, laminate stitching is done manually and care is taken not to damage the yarns during stitching. Therefore, this structure can be considered as a structure similar to three-dimensional woven fabric and its mechanical performance can be expected. A schematic of the laminate and stitched laminate is shown in Figures 1(a) and (b). The placement of the yarns in the textile; (a) Laminate, (b) stitched laminate (c) Noobing.
Noobing samples were produced on a self-designed machine based on a uniaxial process. 26 In general, there are four different types of yarn in Noobing textile namely: warp yarn (y yarn), weft yarn (x yarn), binder yarn (z yarn), and holder yarn. The holder yarn locks the x and z yarns in the textile structure at each end of each picking motion in the fabric production. Figure 1(c) shows a schematic of the Noobing textile and how the yarns are placed.
To produce the Noobing textile, the needles carrying X yarns pass through Y yarns and bring X yarns to the last row of Y yarns. The Y yarns are straight and fixed. Then, a holder yarn in the Z direction is inserted and prevents the return of the X yarns in the structure. Placing the yarn in the x and z directions is done in the same way and respectively. In this research, by reducing the composite variables, the effect of yarn density, crimp, and type of textile architecture is investigated. For this reason, it has been tried to place the sewing threads straight in the structure and connect the fabric layers.
Coding of samples.

Properties of the epoxy resin.


Steps of resin injection in vacuum conditions.
The characteristics of the textile reinforced composites.
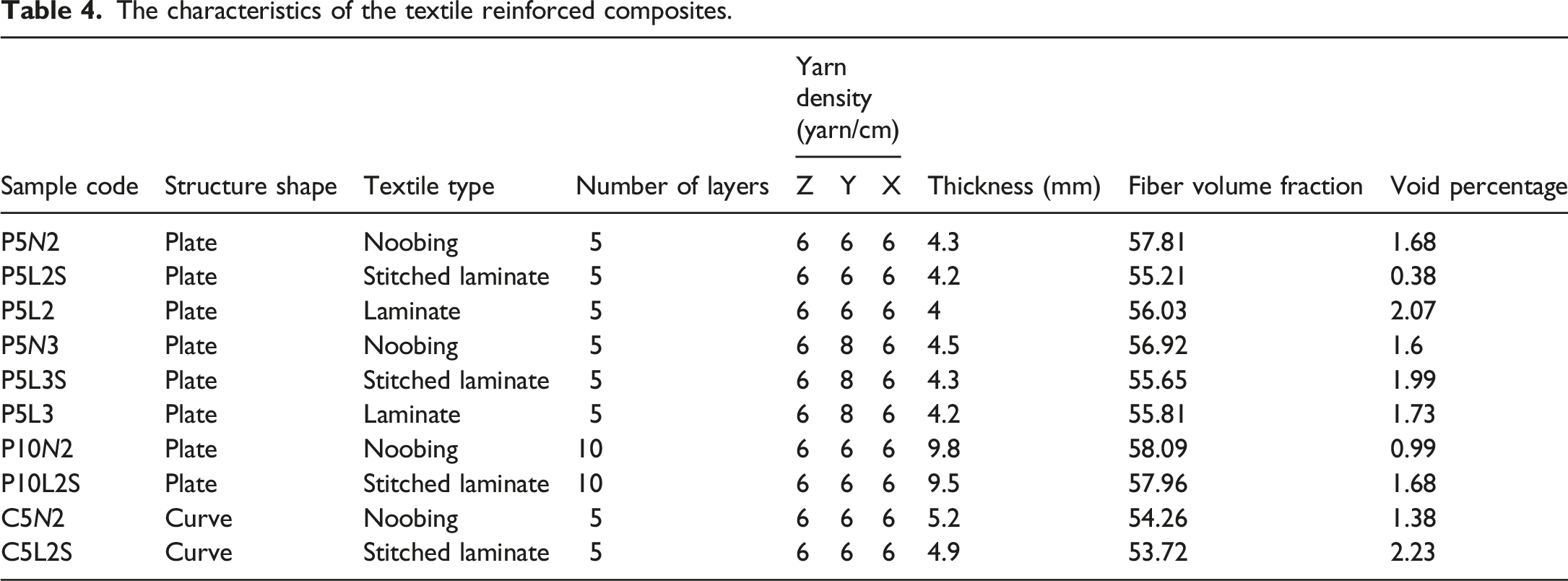
After molding the curved structures, the Noobing textile has retained its shape and structure. In the stitched laminate, there is more resin in the weave points and the stitching of the structure has created a wrinkled region.
High-velocity impact test
High-velocity impact tests were conducted at the Iran Polymer and Petrochemical Institute (IPPI) using a gas gun to fire projectiles on samples of composite structures. A schematic diagram of the high-velocity impact test setup is shown in Figure 3. The high-velocity impact performance of the samples was evaluated by a spherical projectile made of hardened steel (Rc60) with a diameter of 8.7 mm and a mass of 2.71 g. Set up of the high-velocity impact test.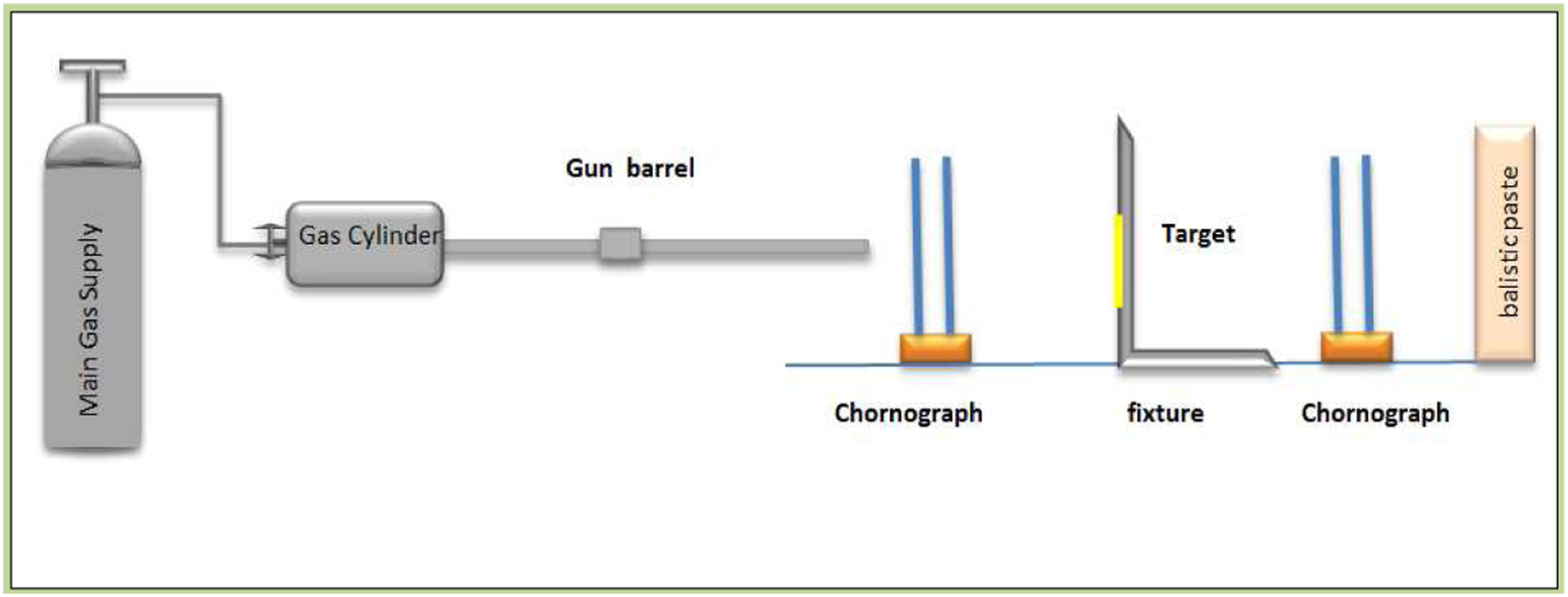
Composite samples were fixed in a fixture with an open surface of 100 mm × 100 mm. Because the impact event is defined by many variables such as projectile and target geometry, impact velocity and energy, impact angle, target and projectile material properties, etc., impact response analysis in a composite structure is very difficult. To minimize the variables, the dimensions of the structure and the target material were kept constant. In order to facilitate comparing the energy absorption of the samples with different configurations in the course of projectile perforation, the projectile incident velocity was kept constant at 235 m/s for all tests. To ensure the repeatability of the experimental results, the test was performed three times for each sample.
The chronograph (Shooting Chrony, Canada) measured the initial velocity of the projectile after it was fired from the gun barrel and the residual velocity of the projectile after complete perforation and exit from the composite structure was determined using the second set of chronographs with two electronic sensors similar to the first chronograph.
Experimental results
In order to evaluate the impact resistance of three-dimensional textile-reinforced composites, a comparison between the high-velocity impact behaviors of laminate, stitched laminate, and Noobing reinforced composites has been carried out. The high-velocity impact resistance of the specimens was studied by measuring the residual velocity of the projectile. Finally, the absorbed energy is properly studied. In this study, the rule of kinetic energy transfer has been used to calculate the amount of energy absorption.
Rule of kinetic energy transfer
In this theory, the kinetic energy of a projectile that moves unstressed toward the target is completely transferred to it. When a projectile perforates the textile composite structure and exits it, various damage mechanisms such as fiber breakage, matrix cracking, and composite delamination can occur, thereby reducing the projectile’s kinetic energy; Energy is also lost through heat, noise, and friction, which is usually neglected in energy calculations. The initial kinetic energy of the projectile (Ei) is obtained from equation (1). Where Vi and m are the initial velocity and mass of the projectile, respectively.

The energy absorption capacity of composite samples (E) (was calculated from equation (3) based on the principle of energy conservation using initial energy and residual energy in each impact test. Then, using the recht-ipson model, the ballistic limit of the composite was estimated approximately from equation (5). When the projectile completely penetrates the composite structure so that the residual velocity is zero, in this case, the initial velocity of the projectile is called the ballistic limit velocity.


As can be seen from the results, with the presence of reinforcement in the thickness direction, the residual velocity of the projectile was decreased and 3D textile reinforced composites absorbed more impact energy than conventional laminate. Compared to three-dimensional textile-reinforced composites, the residual velocity of the Noobing composite is lower at the same yarn density as the stitched laminate, indicating that the Noobing composite has absorbed more energy than the stitched laminate. It seems that placing the yarns straightly and without crimps in the textile structure has a good effect on the propagation and dissipation of impact energy. Comparison of the estimated ballistic limit for composite samples also clearly shows the effect of the presence of reinforcing fibers in the thickness direction and as expected, the ballistic limit of the composite increases with increasing yarn density and structural thickness. Figure 4 shows a column of charts comparing the ballistic limit of the samples. The ballistic limit of ten-layer composites is higher than the impact velocity, and to calculate it, the projectile must hit the target at a higher velocity; for this reason, the ballistic limit of these composites is not shown in Figure 4. Comparison of ballistic limit values for different textile composite samples.
Summary of high-velocity impact test results for textile composite groups.

In general, “good” impact behavior may be defined by stopping the projectile or reducing structural damage. From the results, it can be seen that the penetration resistance of the structure has a direct relationship with its thickness. Obviously, the more layers of textile make the composite thicker. In the case of thicker composite specimens, the projectile only caused indentation in the impact area. And the impact energy is completely absorbed by the structure. In composites with higher warp density, the textile is denser, and more reinforcing fibers resist impact force. Figure 5 shows column charts comparing the amount of energy adsorption for different categories of samples. The results show a similar trend for Noobing composites that have the best energy absorption compared to their similar composites. Comparison of maximum energy absorption in textile composite groups.
In curved structures, the residual velocity is slower than in plate structures, and because the impactor strikes the reinforcing yarns at a non-vertical angle; The kinetic energy transferred to the yarn is less than its initial energy value. Previous studies have shown that the curvature of the structure leads to the deflection of the projectile path after impact, and increasing the deflection leads to a further reduction in the velocity of the projectile. In fact, the structure deflects the projectiles that strike it in the non-vertical direction of the structure and absorbs more energy by increasing the damaged area. The experimental results of studies by Rajagopal et al., 27 showed that the main mechanism of energy absorption in oblique ballistic impact is the shear and friction between the moving projectile and the target. Chu et al. 28 indirect collision with the angle of impact increases the slip of a projectile in the fabric, thus reducing the speed of the projectile and increasing the ballistic limit. Compared to two different textile curve structures, the Noobing structure absorbs more energy and has better impact performance. The reason for poor performance of the curve stitched laminate can be attributed to the shrinkage of the structure during the resin injection step and the formation of weak points and stress concentration in it. When the impact wave reaches the weave points, more stress is created and it causes more damage by preventing the wave propagation. The transverse wave continues until the strain of the structure reaches the fracture strain at the point of impact. In the following, the damage pattern of three-dimensional textile-reinforced composite structures that were subjected to high-velocity impacts is investigated.
Damage assessment
In general, in the high-velocity projectile strike on the surface of a composite structure, steps can occur: contact, indentation, penetration, passage, and exit. In composite structures, permanent deformation occurs when the indentation exceeds a critical value. Because the larger deformations are in the center of the contact area, the stresses first reach the yield limit in the center of the contact area. After overcoming the stiffness and toughness of the composite structure, the projectile penetrates into it. In the projectile penetration step, tensile strength, structural cohesion, and proper connection of layers have an effective role and can prevent the projectile from penetrating the structure. In the passage step, the projectile penetrates completely into the structure, which leads to structural failure and serious damage. In each of the previous steps, it is possible for the projectile to bounce back due to the reaction force of the structure against the impact force and then in the last stage, the projectile exit is usually accompanied by the removal of a piece of the structure or pieces of resin, and the projectile leaves the structure by making a hole.
In any impact assessment, in addition to the impact performance and the amount of energy absorbed, one of the things that may be worth investigating is the dimensions and pattern of the damaged area. 29 The energy absorption of a composite structure depends on the dimensions of the composite deformation zone due to impact, and the deformation zone is often in the form of a square pyramid. The presence of reinforcing yarns in two perpendicular directions can be the cause of the square base for the damage pyramid. In composite structures that are subjected to high velocity impact, local deformation and general deformation are the two main mechanisms of projectile energy absorption. 30 In all cases, increasing the damage area, as one of the parameters of energy absorption, leads to a decrease in projectile output velocity. 31
In the high-speed impact test, no chemical change or burning occurred. The high-velocity impact was not fired with a gunpowder projectile. In fact, the damage and even perforation of the samples was caused by the compressive force of the projectile. Spectroscopy of the samples was performed, which is presented in the continuation of their FTIR analysis, before and after the impact.
As can be seen in Figure 6 (a) to (c), the locations of the peaks in the spectrum did not change before or after the projectile struck. None of the peaks in the spectra have been removed or moved. Therefore, the change in the functional groups was not caused by chemical compounds and changes; Also, the sample did not burn. In general, impact damage in the sample is caused by mechanical forces. (a). Kevlar 49/Epoxy composite, before high velocity impact. (b). After high velocity impact, when the projectile with the residual velocity was exited from the samples and sample penetration/perforation has occurred. (c). After high velocity impact, when the projectile has stopped in contact with the sample and the impenetrable impact has only caused indentation of the sample.
In this study, damage resistance is assessed in terms of shape, area, and depth of damage for impact with an energy of 74.83 j for all composites with different configurations. One of the most important mechanisms of textile composites for absorbing projectile energy is the deformation of the secondary fibers in the lower layers, in the form of fibers breaking or bending in the transfer of kinetic energy to it. The results show that the area of damage has expanded along with the reinforcement.
After the projectile strike the structure, a star crack was observed on both the back face and the impact hit surface of the structure, which was caused by the propagation of a transverse wave in the primary yarns (yarns that are in direct contact with the projectile). The formation of star cracks on the surface of the structure can also be attributed to the fact that the lower layer is pulled from the upper layer during the penetration of the projectile. Photos of t the front and back faces of composite structures after impact testing are presented in Figure 7. Visu al inspection of the impacted area. Warp yarn density increases from left to right. (a) Noobing composite. (b) Laminate (c) stitched laminate.
During a high-velocity impact event, the composite structure resists the penetration/perforation of the projectile into itself. As mentioned earlier, the kinetic energy of a projectile is absorbed by causing various damage to the target. Test results were either penetrating or non-penetrating. In non-penetrating impacts, the impact energy is completely absorbed by the composite and indentation occurs at the area where the projectile strikes the structure. Damage to these composites was quite localized, indicating that they have a higher resistance to crack initiation and propagation. The impact velocity in this test is low for penetration into ten-layer composite samples and is considered a non-penetrating impact. The projectile has not penetrated into the ten-layer structures; the initial stages of structural damage can be estimated. Karahan et al., 22 the number of layers of fabric is the most important parameter affecting the depth and diameter of the impact. Increasing the number of layers reduces the depth and diameter of the impact. In both of ten-layer composites, the shock wave reaches the back face of the structure; But in Noobing composite, no anticline is observed on the back of the structure. Anticlines in laminates usually occur due to delamination or loss of bonding between layers and thrust of layers.
In the samples where the hole is made, the sizes of the hole, as well as the extent of damage, are different, and therefore the range of yarns that withstand the impact force depends on the structure of the composite. Penetration damage of thinner specimens is due to fiber and matrix fractures due to shear plugs. Impact load causes fiber breakage and lateral peeling visible in the laminate sample. In the front face of the structure that is hit, the main failure modes were shear fiber failure and matrix crushing, and at the back face, the main failure modes were fiber tension fracture, matrix cracking, and pulling out the fiber.
Visual comparison of damage In curved specimens such as plate specimens, a greater extent of damage is observed from the back of the structure, where the projectile exited and broken fibers are pulled out of the structure along the projectile path.
In general, in woven composites, it is observed that the extent of damage to the back face of the structure is along with the warp yarns, and with the weft yarn rupture, the warp yarns were pulled out of the structure. The fiber waviness and fiber breakage due to stitching will cause stress concentration. It may be for this reason that compared to three-dimensional textile composites, the stitched laminate has a larger fracture area than the Noobing composite. Tan et al., 32 Experimentally studied the damage progression and fracture properties of composites reinforced with stitched laminates under quasi-static compressive loading. By inspecting the damaged surfaces in the stitched laminates, the sewing thread was identified as the crack initiator as well as its stopper, and the stitch density and the thickness of the sewing thread are able to prevent the growth of delamination.
Damage area for composite samples with different configurations.

Delamination is the most common type of damage to laminate, which better shows the effect of the presence of reinforcing yarns along with the thickness. Reinforcing yarn in the direction of the thickness in three-dimensional textile architecture suppresses local damage and allows more strain to be applied by the in-plane textile layers during off-axis loading. Figure 8, shows a CT scan of the damaged area in the laminate. In laminates, compared to other samples, less damage volume was observed, which indicates the low resistance of the structure to the impact force of the projectile. Finally, breaking the fibers and crushing the resin, has led to the perforation of the structure and the exit of the projectile. As can be seen from the CT scan images, the extent of delamination is wider at the end layer. CT scan images of the damaged area in the laminate in a penetrating impact.
In stitched laminate, sewing yarns prevent the structure from delamination. But in places where there are no sewing yarns; Cracks are created in the resin between the layers due to the transfer of impact force in the direction of thickness. In fact, the sewing thread between the layers does not cause the overall coherence of the structure; however, it plays an effective role in preventing the projectile from penetrating the structure. The most common damage seen in Noobing composites is the cracking of the matrix and the separation of the fibers from the matrix, which involves a large volume. Good fiber interaction in the Noobing structure resists impact force. Due to the difference in the compressive properties of the fibers and the resin due to the projectile force, the resin breaks, and the fibers separate from the resin.
Comparison of the damage area dimensions for different samples shows that the greatest extent of impact damage occurred for thin and low-density samples. The wider the damaged area, the more interaction there is in the structure to resist the penetration of the projectile and the loss of part of the impact energy. In the ten-layer samples, which are thicker, the volume of fiber damage is reduced, but the impact energy is completely absorbed by the structure and the projectile does not penetrate into the structure. The resistance force of the substrates has an effective role in reducing the volume of damage and increasing the energy absorption of the projectile.
Conclusions
The present study sets out to objectively measure and evaluate the performance of reinforced composite with three textile structures (Noobing, laminate, stitched laminate) in two thicknesses and two different yarn densities under high-velocity impact. The residual velocity of the projectile was obtained and the ballistic limit and energy absorption of textile composites were calculated using the principle of energy conservation.
Then, the damaged area of all composite samples was determined using CT-scan technique. Impact depth was used as a sign of non-penetrating impact damage in thick composites. Following conclusions can be drawn from the results obtained:
High-velocity impact response for different composite structures showed higher energy absorption capacity by increasing fiber density.
The type and shape of the damage were completely different in samples with different textile structures. Delamination is suppressed in Noobing composite and stitched laminate. The high structural integrity of the fibers in the 3D textiles improves the fracture toughness of the composite.
Evaluation of the damage type, cracking, and crushing of the matrix, then indicated fiber fracture as the main fracture modes; Of course, delamination has been observed in conventional laminate.
The Noobing composite showed better high-velocity impact performance than other structures.
The presence of reinforcement in the direction of the structure thickness significantly improved the energy absorption capacity.
In thicker composites, more indentation depth was observed in the stitched laminate than in the Noobing composite after impact.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.