
Abstract
Gamma irradiation has been recognised as an effective microengineering tool for improving interfacial adhesion of carbon nanotubes (CNTs) in their macroscopic structures. In this study, we applied γ-irradiation directly to vertically aligned CNT forests (grown on iron coated silicon wafers) in the presence of air, and the irradiated CNT forests were then spun into CNT yarns under various applied tensions. The effect of γ-irradiation on the CNT forest morphology, spinning performance and mechanical and electrical properties of the resultant CNT yarns were evaluated and compared with the unirradiated controls. The results revealed that CNT yarns spun from the gamma irradiated CNT forests had higher tensile strength and lower breaking elongation than the yarns spun from the unirradiated CNT control forests under the same spinning conditions. Increasing spinning tension improved the strength of CNT yarns spun from both the irradiated and unirradiated forests, but the tension-induced improvements from the irradiated forests were much more profound. The relative improvements in the yarn tenacity due to the γ-irradiation were in the range from 14% to 26% under various spinning tension applied. This study also showed that the gamma irradiated CNT forests retained good spinnability under relatively low spinning tension, but exhibited significantly inferior spinnability at high spinning tension, compared to the unirradiated controls. Possible mechanisms for the spinnability of CNT forests and the mechanical properties of CNT yarns were discussed. Further improvement in the CNT forest spinnability may be needed through the optimisation of γ-irradiation doses applied to the CNT forests.
Introduction
Carbon nanotubes (CNTs) spun yarns generally suffer from inefficient load transfer between CNTs due to the inherently porous morphology and relatively weak intermolecular interaction, i.e. the van der Waals interaction between CNTs in bundles, leading to a relative low CNT yarn strength.1–3 Considerable research efforts have been devoted to improve the strength of CNT yarns, including solvent densification, infiltration, surface grafting, heating and stretching,4–7 and irradiations by gamma rays, electron beams and ion beams.8–12 Among these, γ-irradiation of CNTs in air has been recognised as an effective and practical microengineering tool for CNT modifications and for improving inter-tube and inter-bundle interactions in their macroscopic structures.13–15 The advantage of γ-irradiation is its strong penetrating ability, which enables uniform treatment of a large volume of CNT samples with the irradiation energy deposited at all depths. It was reported that with a suitable irradiation dose, γ-irradiation in air increased the Young’s modulus and electrical conductivity of CNT bucky papers and yarns,9,11,13 and promoted the subsequent chemical functionalisation of CNTs with thionyl chloride or decylamine, leading to a higher concentration of functional groups bound to CNT surfaces.13,14 In our previous study, we applied γ-irradiation to CNT spun yarns in an atmospheric environment. Our results demonstrated that the irradiation improved the yarn tensile strength and modulus, and the improvement on a high twist yarn (e.g. 25,000 turns/m), where the CNTs were more closely packed, was much more significant than that on a normal twist yarn (e.g. 5000 turns/m). The X-ray photoelectron spectroscopic analysis and Raman spectroscopic study of the gamma irradiated CNT yarns showed an increased oxygen concentration, which was associated with the presence of oxygen containing functional groups, and increased D/G band ratio on the gamma irradiated CNTs.9,15 The latter was likely to be associated with increased atomic vacancies/defects in the individual CNT structures, and inter-wall and inter-tube crosslinks induced by γ-irradiation in air.8,9,13 These structural changes are thought to contribute to the improved interfacial adhesion and shear strength between CNTs, and thus improved mechanical properties of CNT spun yarns. Controlling the degree of defects introduced into CNTs is critical for achieving significantly enhanced interfacial adhesion and crosslinks between CNTs without over-degradation of individual CNT quality.
In this current investigation, γ-irradiation was applied directly on CNT forests in atmospheric environment, and the irradiated forests were then spun into yarns using various spinning tensions. To the best of our knowledge, γ-irradiation of vertically aligned CNT forests for yarn spinning has not been studied previously. It is expected that gamma ray induced modification on CNT forests would have a profound effect on the spinnability of the CNT forests, and on mechanical properties of the resultant CNT spun yarns. The characteristics of the gamma irradiated CNT forests and their spun yarns were evaluated in comparison with those of the unirradiated controls. This study presented a new approach to enhance the performance of CNT yarns for advanced applications.
Experimental
Vertically aligned CNT forests were prepared by using a process published elsewhere. 16 Briefly, the CNT arrays were grown on iron catalyst coated silicon wafers using chemical vapour deposition (CVD) of acetylene (5%) in helium (700 sccm) at 680°C for 20 min. The CNTs produced were multiwalled in nature with 7 ± 2 walls. The height of the CNT forest grown on the silicon wafer substrate was approximately 350 μm.
The CNT forests obtained were subjected to γ-irradiation in an atmospheric environment using a cobalt-60 (60Co) irradiator at the Australian Nuclear Science and Technology Organisation and at an irradiation dose of 160 kGy. The gamma irradiated and unirradiated CNT forests were then spun into yarns at a twist level of 6000 turns/m using the spinning system developed at CSIRO.
6
As shown in Figure 1, when a continuous CNT bundle was drawn through a number of spinning guides or metal pins, a certain level of spinning tension was generated. The more pins used, the higher the spinning tension will be. Basic elements of the CNT yarn spinning system (as shown in the photo and the schematic diagram), and a SEM image of a CNT spun yarn with an indication of twist direction (the yarn diameter ≈25 μm).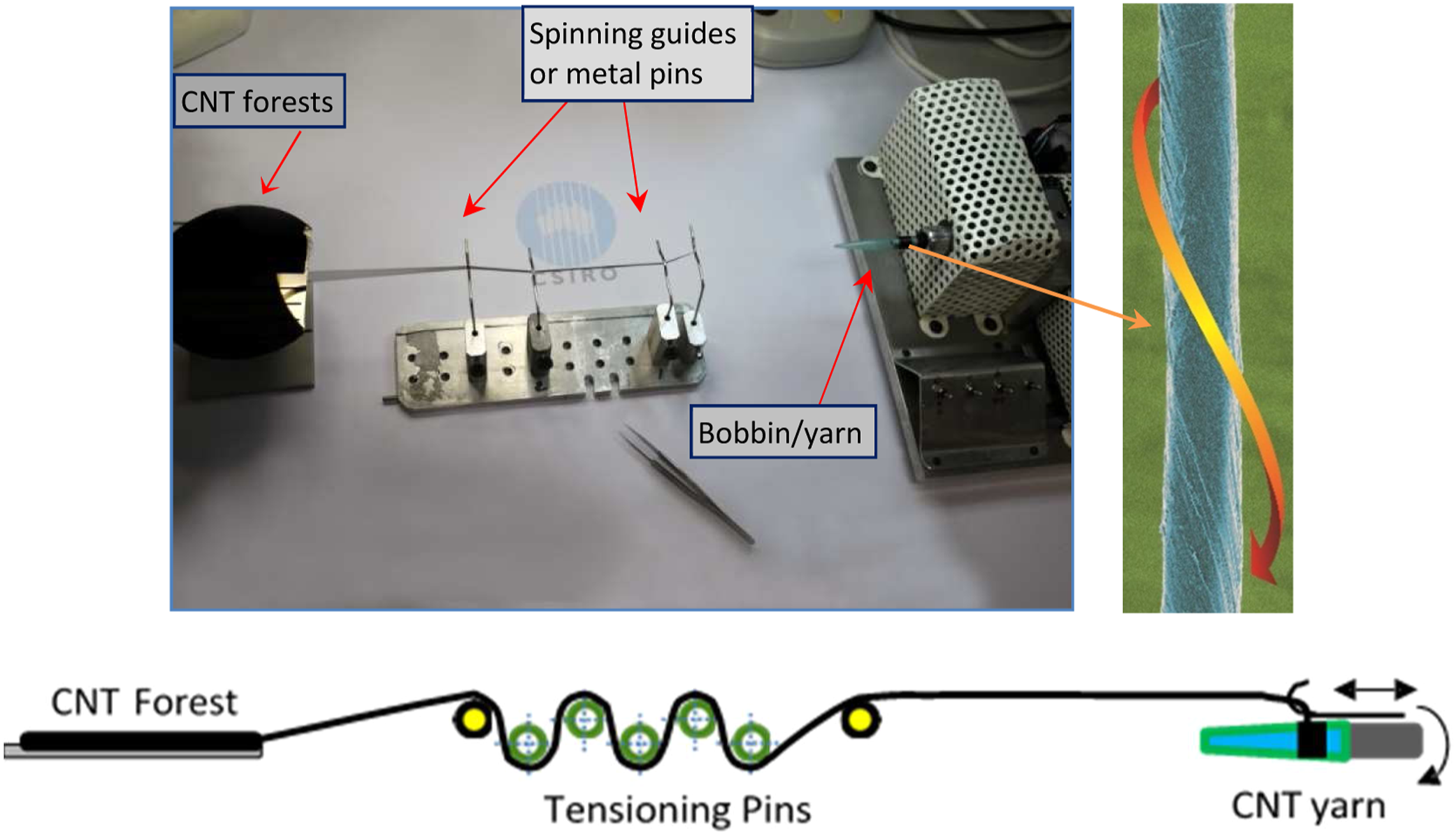
The spinnability of the forests was assessed subjectively under different levels of spinning tension applied. The tensile properties of the CNT yarns were evaluated on a Chatilon TCD 200 tensile testing machine, where a 10 mm gauge length and an extension rate of 2.5 mm/min were used. An average of 10 measurements was reported. The yarn linear density was measured using a Vibroskop (Lenzing AG, Austria). The morphologies of the CNT forests and yarns were examined using a FIB–SEM (FEI Helios NanoLab 600 DualBeam FIB–SEM, Eindhoven, Netherlands). The CNT structures were examined by using a transmission electron microscope (FEI Tecnai TEM), operated at 200 keV. Electrical resistivity measurements were conducted by using a multimeter with two electrodes separated from each other at a fixed distance of 1 cm. To improve the contact of a CNT yarn with the electrodes, one kilogram weight was applied to the straightened CNT yarn. At least 25 different locations were measured for each yarn.
Results and Discussion
Effect of gamma irradiation on CNT forest morphology
Figure 2 shows the SEM images of unirradiated CNT forests (Figure 2(a) and Figure 2(c)) and gamma irradiated (Figure 2(b) and Figure 2(d)), including top views and 45° tilt views. Under the conditions examined, there seems no significant changes in the CNT forest morphology observed after the γ-irradiation in air. This observation is similar to our previous study on γ-irradiation of pre-spun CNT yarns, where little change in CNT yarn morphology was identified in the SEM examination after the yarn was gamma irradiated in air, despite dramatically increased γ-ray induced oxidation of CNTs and increased tensile strength of the CNT spun yarns.
9
SEM images of unirradiated and gamma irradiated CNT forests from top view (a and b) and 45° tilt view (c and d).
Effect of gamma irradiation on CNT structures
Gamma irradiation induced changes in CNT structures have been studied previously by different researchers.8–11,13,17 When CNTs were irradiated with gamma rays in air, significant structural changes were observed, which mainly involved the introduction of atomic defects/vacancies and oxygen containing functional groups on CNT walls,9,13,18 and possible inter-wall or inter-tube crosslinks.10,11,17,19 In addition, it was also reported that γ-irradiation of CNTs resulted in a reduced tube diameter and reduced empty inter-wall spaces.10,19,20
Figure 3 shows the TEM images of the gamma irradiated and unirradiated CNT samples obtained from this study. It can be seen that the gamma irradiated CNT exhibits more defects and vacancies on the CNT walls, compared to the unirradiated CNTs. The formation of oxygenated functional groups on gamma irradiated CNTs has also been verified in our previous study.9,15 These observations are in the agreement with the findings from other researchers. The defects/vacancies and functional groups generated on CNTs, as well as other induced changes by the γ-irradiation would not only alter the properties of individual CNTs, but also modify the interfacial interaction/adhesion between CNTs. Depending on the irradiation dose applied, these structural modifications could have a significant impact on the CNT forest spinnability and affect the resultant CNT yarn strength. TEM images of an unirradiated CNT (a) and a gamma irradiated CNT (b) with CNT walls degradation and defects/vacancies present in the CNT structure.
Spinnability assessment
The CNT forests with and without γ-irradiation were subjected to spinning tests under the conditions described in the experimental section. The spinnability of a CNT forest sample was assessed subjectively on a scale of 0–5, with four–five being good to excellent, suitable for routine yarn production with few or no yarn breaks (ends-down). A rating of three is acceptable with some yarn breaks, and two and below being poor spinning performance with more frequent yarn breaks during spinning. The assessment results in Figure 4 show that the unirradiated control samples are easy to spin at all spinning tension levels applied, with an average spinnability rating of five under a relatively low tension, and four at a relatively high tension. In comparison, the gamma irradiated CNT forests retained good spinnability with ratings of 4–5 at a relatively low spinning tension applied, but exhibited inferior spinnability under high tension conditions, compared to their unirradiated counterparts. The gamma irradiated forests became difficult to spin with an increase in spinning tension, and the spinnability dropped to 2–3 at a high spinning tension applied. The results indicate that the γ-irradiation caused dramatic changes in the CNT forest properties, although no significant changes in the CNT forest morphology were detected in the SEM examination. Spinnability of the gamma irradiated and unirradiated CNT forests under various applied spinning tension.
It has been known that spinnability of CNT forests is primarily determined by their morphology and interfacial interactions of CNTs with each other, and the spinnability is very sensitive to the changes in these factors. 16 As no significant changes in the CNT forest morphology were observed, the altered spinnability after the γ-irradiation would have been presumably attributed to gamma induced changes in CNT interfacial interactions, which were directly associated with CNT structural changes observed. The degradation of CNT themselves due to gamma induced defects/vacancies could be another contributor for the reduced spinnability.
The spinning performance results in Figure 4 may also indicate that the γ-irradiation dose applied on the CNT forests might be too high, resulting in significant deterioration of the spinnability of CNT forests. Our previous study on γ-irradiation of pre-spun CNT yarns showed that the irradiation dose over 100 kGy already imparted a significant enhancement in the yarn strength (due to enhanced CNT interfacial adhesion). 9 Therefore, a reduced irradiation dosage (<160 kGy) may be applied to CNT forests for improved spinnability of the gamma irradiated CNT arrays and the resultant CNT yarn strength.
Mechanical properties of the CNT spun yarns
For comparison, CNT yarns were prepared from the unirradiated and gamma irradiated CNT forests by using the same yarn structure design and spinning conditions (i.e. at a twist level of 6000 turns/m and with the same number of yarn tensioning pins). The actual twists of the CNT yarns were calculated based on the yarn surface twist angle (i.e. helix angle) and the yarn diameter, 1 which were determined from CNT yarn SEM images. It was found that the actual yarn twist level mainly ranged between 5300 to 6200 turns per meter. The twist level of 6000 turns/m for the spinning system setup is within the range. It was also found that there was no significant difference in twist level observed between the yarns derived from unirradiated and gamma irradiated forests.
Tensile strength of CNT yarns spun from the unirradiated and gamma irradiated CNT forests under various tension levels.


Gamma irradiation induced strength improvement under different spinning tension levels.
Extra effort in the spinning conditions may be required to improve the strength of yarn made of unirradiated CNT forests, for example, a high twist level may be applied to enhance inter-tube interactions and prevent fibre slippage under tension.
The mechanisms for the improved CNT yarn strength by γ-irradiation have been studied and elucidated in the literature.9–11,21 They are primarily associated with gamma induced interfacial adhesion and crosslinking between CNTs, which effectively improve the load transfer in the CNT spun yarns. γ-Irradiation was also found to reduce CNT diameters and inter-wall spacing,10,19,20 which might have given rise to a lower CNT forest density or thinner CNT spinning web after the irradiation. This may be a key reason why gamma irradiated CNT forests yielded finer yarns under the same spinning conditions. In addition, the defects and oxidation introduced in CNTs by γ-irradiation would have increased frictional characteristics of CNT webs and yarns to metal pins, as such an increased internal tension on the CNT web/yarn would occur. This could be another factor contributed to the difference obtained in yarn linear density after irradiation. Overall, γ-irradiation introduced structural changes on CNTs, which enhanced the CNT interfacial properties and significantly improved the tenacity of the CNT yarns. While the highest yarn tenacity was obtained using gamma irradiated forests under the highest spinning tension, the spinnability worsened under this highest tension condition, according to the results in Figure 4. Frequent spinning ends-down will affect spinning efficiency and CNT yarn quality, in particular in the yarn segments where yarn ends were jointed. It would therefore be recommended that a lower spinning tension be used for spinning of gamma irradiated CNT forests, alternatively, a reduced irradiation dose be applied, as discussed earlier.
The results in Figure 5 have demonstrated that gamma irradiated CNT forests can be readily spun into a relatively high strength CNT yarn under a low spinning tension, whereas it is difficult to achieve matching yarn strength with unirradiated CNT forests, even under high spinning tension. It is worth noting that an advantage of applying γ-irradiation on CNT forests versus on CNT spun yarns was that the irradiated CNT forests enabled significant improvement in the resultant CNT yarn tenacity without using a very high twist level, whereas a high twist level was required for such an improvement in the case of irradiation on CNT yarns, as reported previously. 9 A high twist level in CNT yarns results in a large twist angle in the yarn, which is an unfavourable yarn configuration, as the large obliquity of the CNTs in the yarn reduces the contribution of these CNTs to the yarn strength. Furthermore, the γ-irradiation on CNT forests directly affects the CNT yarn spinnability and tensile results; hence, γ-irradiation dose application is important for achieving an optimal spinnability and yarn strength.
Electrical resistance of the CNT yarns
The gamma irradiated and unirradiated CNT forests were spun under two tensioning pins, and the CNT yarns obtained were evaluated for their electrical resistivity. The results in Figure 6 show that the electrical resistance of unirradiated control yarn is 1.52 kΩ/cm, while the electrical resistance of gamma irradiated yarn is 1.70 kΩ/cm Figure 6a, higher than the unirradiated control. This may be because the unirradiated yarn is coarser than the irradiated yarn, as shown in Table 1, and the electrical resistance is inversely proportional to yarn cross-sectional area. It is therefore reasonable to assume that the resistance of finer irradiated CNT yarn is higher than the resistance of coarser unirradiated yarn. When the CNT yarn cross-sectional area or linear density is considered, the specific electrical resistance (i.e. electrical resistivity) of irradiated CNT yarn (3.3 × 10−3 Ω⋅cm) is much lower than that of unirradiated yarn (4.4 × 10−3 Ω⋅cm) as shown in Figure 6b. The resistivity results are in agreement with the reports by other researchers where the conductivity of CNT assemblies (including CNT bucky papers and pre-spun CNT yarns) was improved as a result of gamma irradiation.8,9,13 The difference in the CNT yarn thickness is a predominant factor contributing to the difference in the yarn electrical resistance observed. Hence, the effect of γ-irradiation of CNT forests on yarn electrical resistance should be examined by comparing electrical resistivity of unirradiated control yarn. Effect of gamma irradiation on CNT yarn electrical, resistance (a) and resistivity (b).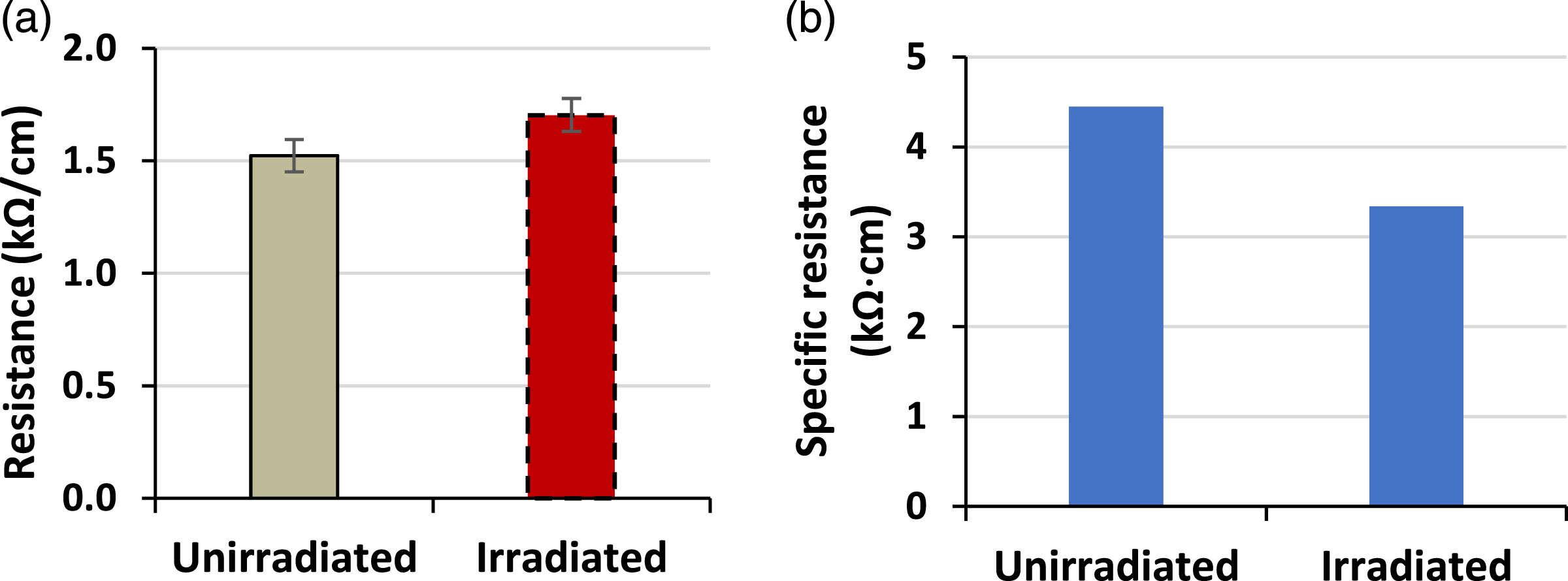
Conclusions
Gamma irradiation on vertically aligned CNT forests in air resulted in significant changes in the spinnability of CNT forests and the resultant yarn properties. While little change in morphology of CNT forests was observed, γ-irradiation induced structural changes in CNTs were confirmed. Gamma irradiation had effectively modified the interfacial interaction/adhesion between CNTs in their microscopic assemblies, which was directly responsible for the reduced spinnability of CNT forests and improved CNT spun yarn tenacity. Compared to the untreated controls, the irradiated CNT forests retained good spinnability under relatively low spinning tension, but exhibited significantly inferior spinnability at high spinning tension applied. Therefore, spinning under a relatively low tension is recommended for the gamma irradiated CNT forests. The CNT yarns obtained from the irradiated forests showed a lower linear density and breaking elongation, and significantly higher yarn tenacity than those obtained from the unirradiated counterparts under the same spinning conditions examined. The results of the investigation also indicated an advantage of applying the γ-irradiation on CNT forests where a significant improvement in CNT yarn tenacity was readily achieved under low spinning tension and without using very high twists during spinning. In addition, CNT yarn linear density affected the yarn electrical resistance. Gamma irradiation of CNT forests reduced specific electrical resistance of CNT yarns under the current conditions examined. Further optimisation in the γ-irradiation dose and spinning conditions is warranted to further improve CNT forest spinnability and yarn strength for advanced applications.
Footnotes
Acknowledgements
Authors are thankful to Dr Timothy Williams, Microscope Scientist of Monash Centre for Electron Microscopy, for CNT TEM imaging.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.