
Abstract
Plant and animal fibers are getting recognition from researchers and academicians as a potential reinforcement for polymer composites due to their ecofriendly nature and sustainability. In the present study, the fabrication has been carried out on Jute and Vetiver fiber reinforced Epoxy composites using hand lay-up technique with a varying mass of the fibers in epoxy and matrix modifier graphite which has been fixed by weight. The mechanical (tensile, flexural and hardness test), and physical properties (water absorption [WA] and moisture content behavior) of developed composites are determined. The results obtained from performed test show that tensile strength of around 212.96 MPa was achieved for 6 wt% of Vetiver, the flexural strength of around 266.267 MPa, and the Rockwell hardness is 70.08. The WA is found maximum for Vetiver, and Jute fiber reinforced epoxy composite in the sample with 8% Vetiver and 22% of Jute fiber of composite. Scanning Electron Microscopy micrographs clearly show the incompatibility of Vetiver fiber with Epoxy matrix, easily understood with pull out of Vetiver fibers from the matrix. The continuous fiber was used which is equal to the length of the casting, therefore, even due to debonding, fracture of Vetiver fibers occurred more than pull-out.
Introduction
In the present scenario, specific strengths remain the best possible combination that catapult the polymer composite materials into new arenas, whereas other properties of the material are equally important. 1 Polymer composite-based materials find a lot of potential application in the area of compressive loads which have a major role in structures. 2 Composite materials show comparatively more tailor-made properties such as increased compressive strength, better adaption in developing composite having more thickness, comparatively weight is low, considerably low density and resistance to corrosion.3,4 Mechanical properties of composite material are substantially increases with increase in graphite oxide due to epoxy resin and also huge increase in bonding of matrix with reinforcement, bending strength and modulus are increases by 66% and 70% respectively at GO of 0.3% by weight%. 5 Similarly the incorporation of the graphite in the epoxy as matrix and carbon fiber as reinforcement, the mechanical properties are increased up to prescribed limit and then decreases due to the agglomeration of graphite in matrix material. 6 Expanded Graphite (EG) compared with epoxy resin alone showed better mechanical and thermal properties and also play a prominent role in promoting the more tensile strength and decrease in the strain because of the strong adhesion between EG and epoxy. 7 -8 It has been reported that the effect of bamboo fibers enhances the toughness, strength properties, but also compressive strength of polypropylene resin, as well as the relatively inexpensive of such fabricated composites, especially in comparison to those strengthened by synthetic fibers, which lowers damage to the environment by reprocessing agro-waste for bamboo. Tensile and flexural property on the vetiver fiber composite material and the results are well appertained. The thermal degradation of vetiver fiber composite had more thermal degradation, these fibers can have less thermal degradation temperature if they undergo acylation and silane chemical treatment and more modification added advantage in mechanical and thermal property. 9 Based on the obtained results the effect of fiber arrangement in the matrix has a significant influence in improving mechanical characteristics and also the morphology was observed in the Scanning Electron Microscope. 10 Toughness, tensile strength, elongation-at-break of PP-Vetiver composites substantially decreases with an increase in the fiber content whereas young’s modulus increases, and also chemical treatment shows better properties of the specimens. 11
The constant need for producing lightweight biodegradable materials is encouraging researchers to use natural fibers as reinforcements in secondary fibers. Recent investigations showed that the addition of graphite particles has a positive impact on enhancing the properties of the Epoxy-Jute-Glass fiber composites. Jute fibers without graphite showed a slight reduction in mechanical properties and the addition of graphite had improved its mechanical properties. Maximum tensile strength of 201.5 MPa, Impact strength of 26J, compressive strength of 515.12Mpa, flexural strength of 106.9Mpa has been recorded. 12 Similar studies of the addition of Graphite in buettneri fiber also improved the strength of the composites. 13 The addition of 8% graphite and 12% of Buettneri fiber has the optimum properties from all the samples being 31%, 32%, 105% and 150% enhancement in hardness, impact, thermal and wear properties. 14
Based on various literature, it was observed that the increment in filler percentage of graphite above 6–7%, decreases the mechanical properties of the developed composites. This decremental behavior was explained by agglomeration theory which leads to the functional destabilization of colloidal systems. At higher percentages of graphite, due to its porous structure and large surface area, low volume of polymeric matrix is insufficient to infiltrate in graphite and, as a result, agglomeration of graphite in composites.
Natural fibers tend to absorb moisture which limits the applicability of natural fiber reinforced composites. Various chemical treatments are used to reduce the hydrophobic nature of the composites.15,16 Water absorption (WA) is a critical factor that influences the mechanical properties like WA influences void content and density. 17 The remarkable increment in hardness is due to uniform distribution of the load on to the fibers, which limits the penetration of the test ball on to the surface of the composite material and consequently lifts the hardness of composite material.18–27 The unusual mechanical response of hybrid composite is because of the plasticizing effect, which is dependent on weak interactions between the fibers and matrix.24–29 It has been observed that the hydrogen bonds are formed between the epoxy and the disparate hydrophilicity of vetiver fiber resulting in less efficient adhesion, so the same was reported for larger weight fractions of vetiver.30–32
In this work, mechanical and WA properties of natural fiber hybrid composites with matrix modification are determined as exhibited in the Figure 1 generated by using the Vosviewer Scientometric analysis. This investigation seeks to develop composites that could substitute current plastics applications, which are raising a huge generation of waste. The industrial and commercial dumping of waste is raising environmental problems which causing ecological imbalance. The gap in the present technology, as extracted from the literature review, is that not much work has been taken into consideration in evaluating the WA of hybrid laminate composites, thus enhancing overall composite properties. The fracture phenomenon, based on the morphological study of Scanning Electron Microscopy (SEM) micrographs, seems to involve both fiber fracture and pull-out as well as matrix macro-crack. The use of plastic and other materials which are hazardous for human and animals and also affects the environment. Systematic mapping summary of scientific advancements regarding an influence of Hybridization on Physicomechanical characteristics of Natural fiber/Polymer Composites for Structure constructional domains.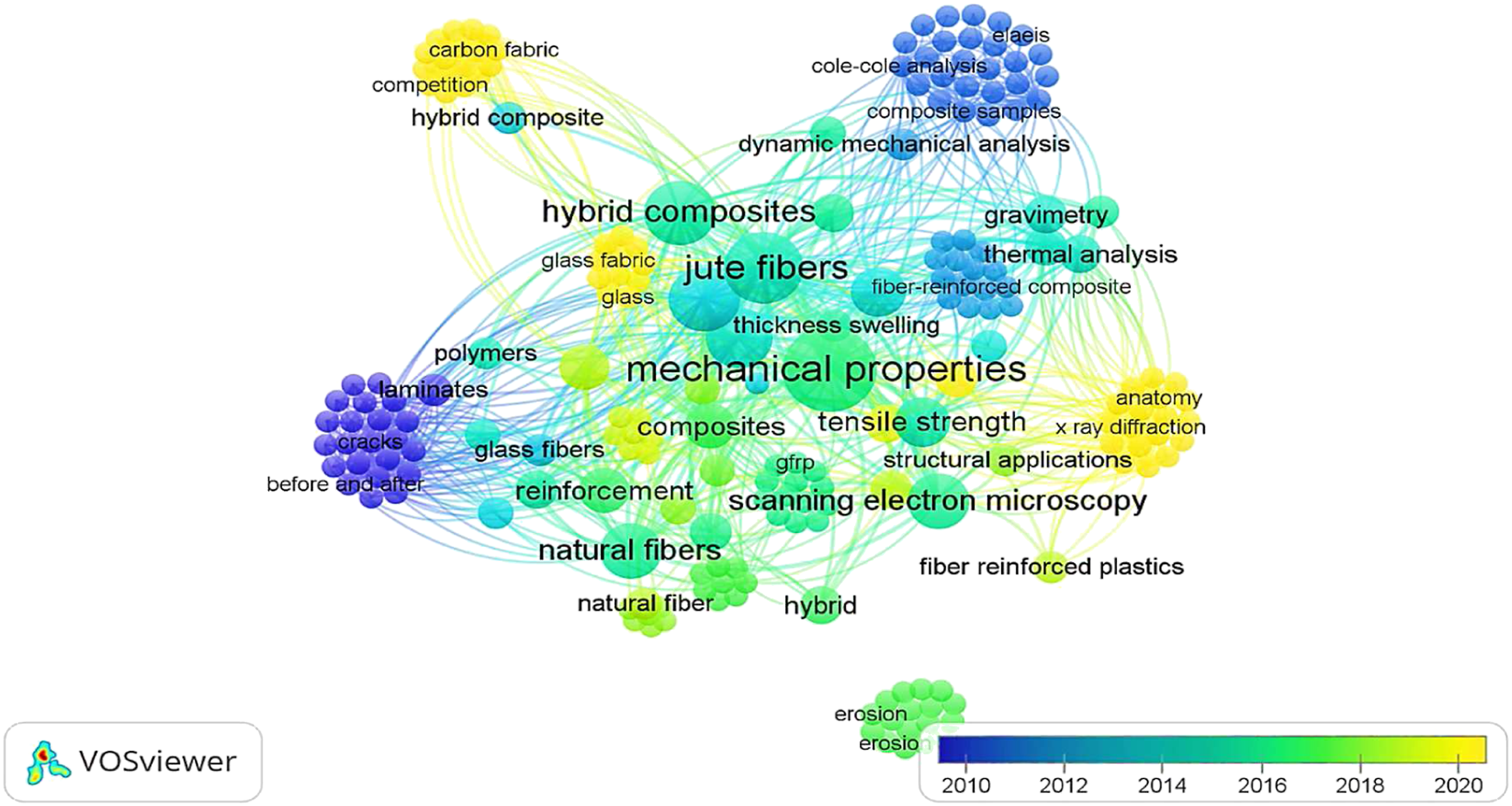
Experimentation: Materials and methods
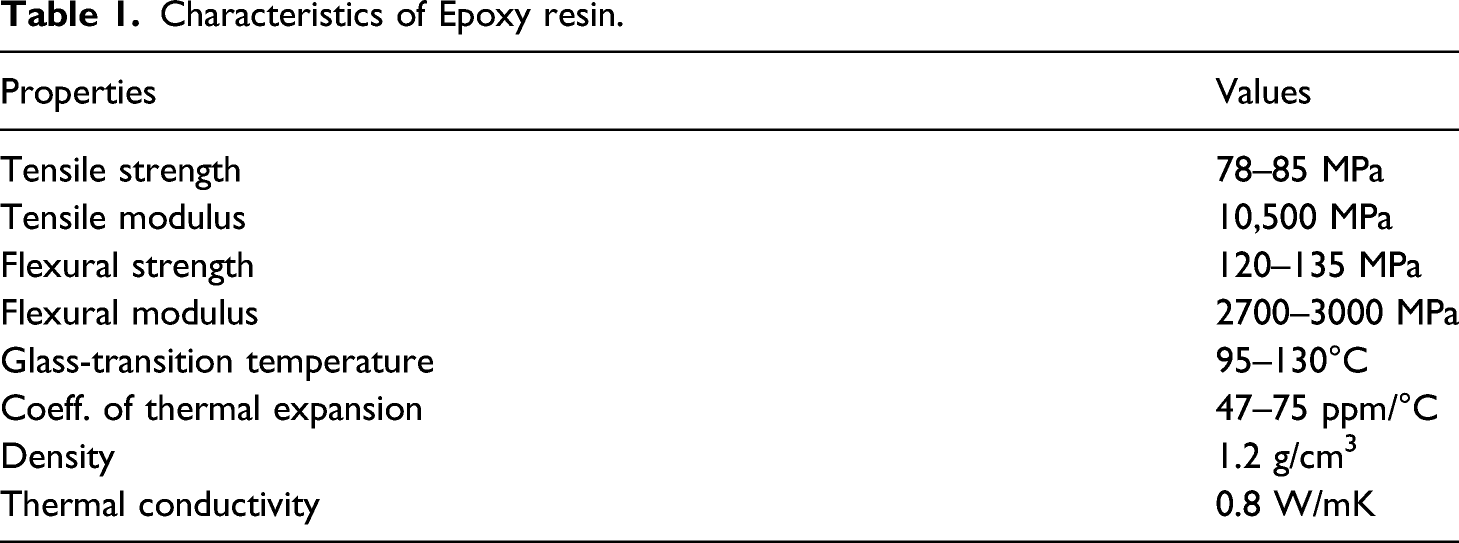
Epoxy AY-105 has been used as a matrix. Epoxy has the viscosity and lap shear at 25°C, 11,345 mPa.s and 12.63 MPa respectively. The density of the neat epoxy is 1.109 g/cm3 at room temperature. The curing agent HY-951 is used with epoxy in a 10:1 ratio.
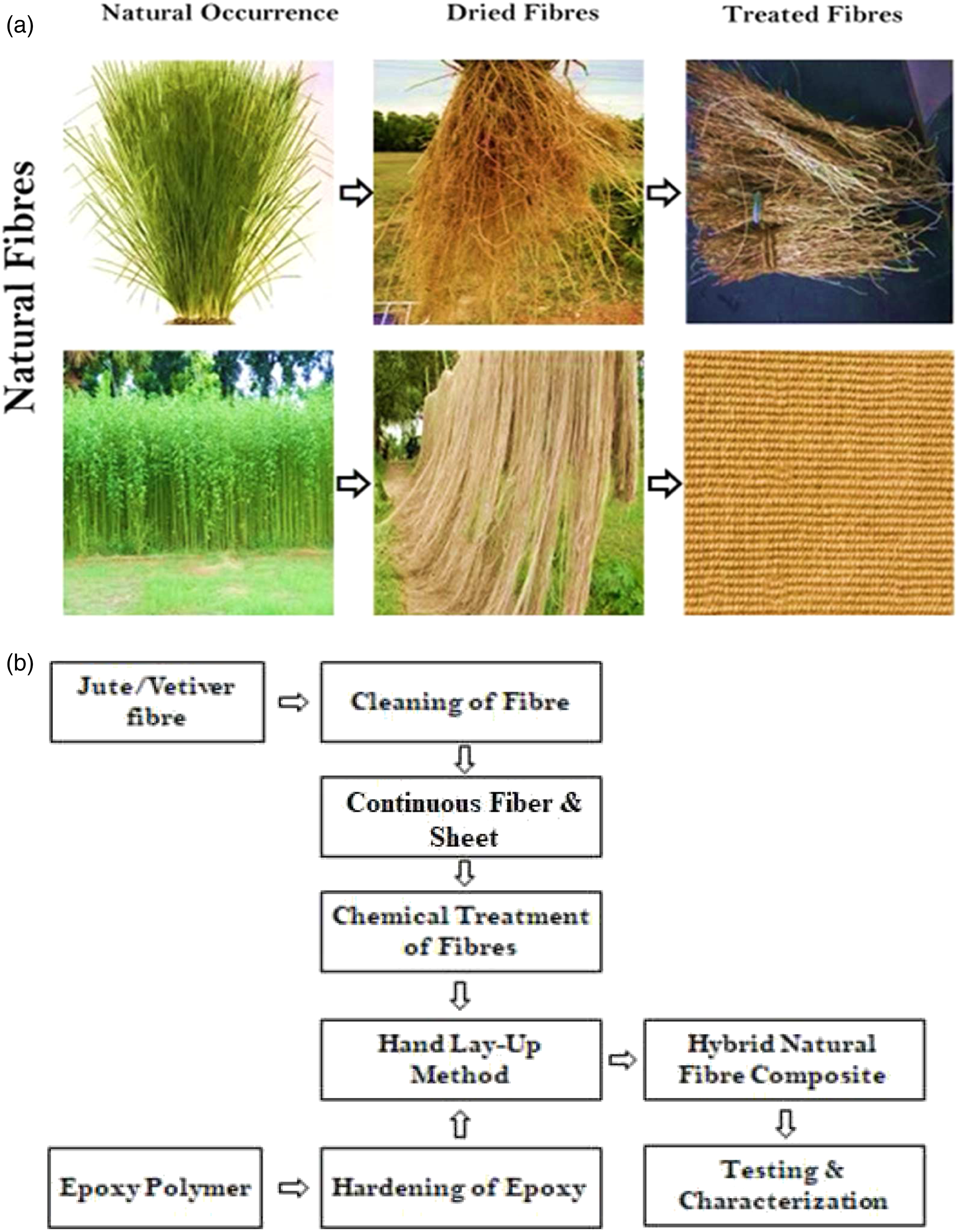
In this research work, the natural fiber polymeric-composites were fabricated using Vetiver and Jute fibers as reinforcement materials as shown in Figure 2(a) and (b). Eventually, the utilization of green composites is a sustainable viable approach towards approaching biodegradability. Moreover, replacing the synthetic fiber with natural extracts will be favorable in terms of financial and environmental prospect vision. Both the natural fiber and epoxy were purchased from local vendors as exhibited in Figure 2(c) and (d); and Figure 3(a) and (b). (a) Vetiver fiber, (b) jute fiber, (c) epoxy resin, and (d) hardener. (a-b). Extraction of fiber and Methodology.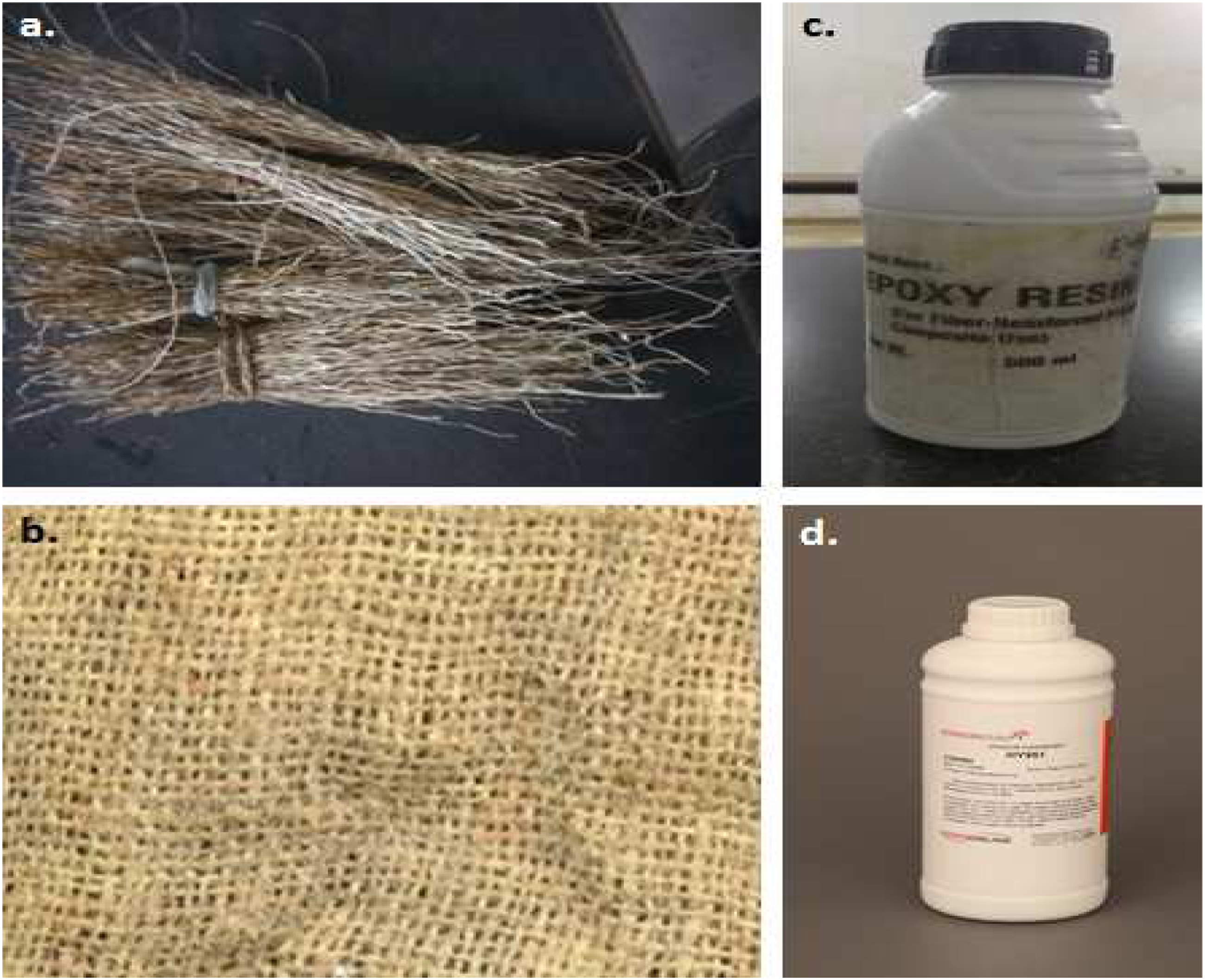
Graphite has been employed as a matrix’s modification-agent to strengthen the interface-interactions between the epoxy-matrix, and the Vetiver and Jute fibers. Graphite powder was purchased from Loba Chemicals with 99.99% purity and 120-micron size as exhibited in Figure 4. Graphite powder of 120 Micron size.
Characteristics of Epoxy resin.
Chemical treatment of fiber
Natural fibers possess minimal densities, are relatively cheap, and therefore are environmentally friendly, even though they have major limitations when it is utilized for composites, like poor compatibility with diverse matrix and high water-absorbing and swelling capability, which contributes to crack-formation in brittle-matrix. Plant fibers contain several elements such as lignin, cellulose, hemicellulose, pectin, etc. Consequently, they cannot be described as monofilament fibers. To confiscate the undesirable materials from the fiber, even though to enhance the adhesion amongst the fiber-surface as well as the polymer-matrix may not only alter the fiber-surface yet also increases the strength of the fibers chemical treatment is performed. Water-absorption behavior of developed composites has decreased, and their mechanical properties are enhanced. The dry fiber was chemically treated with a 9% solution of sodium hydroxide (NaOH) for 2 h to remove the soluble cellulose, hemicellulose, pectin, lignin, etc. which are unwanted in the natural fibers as depicted in Figure 5(a) and (b). The fiber-to-solution weight proportion was defined to be 1: 25. (a) Untreated-fibers (b) alkali-treated-fibers.
After 2 hours, the fibers were gently rinsed in water to extract the excessive NaOH before drying at 60°C for 24 h as illustrated in Figure 6. Schematic representation of secondary wall of fiber.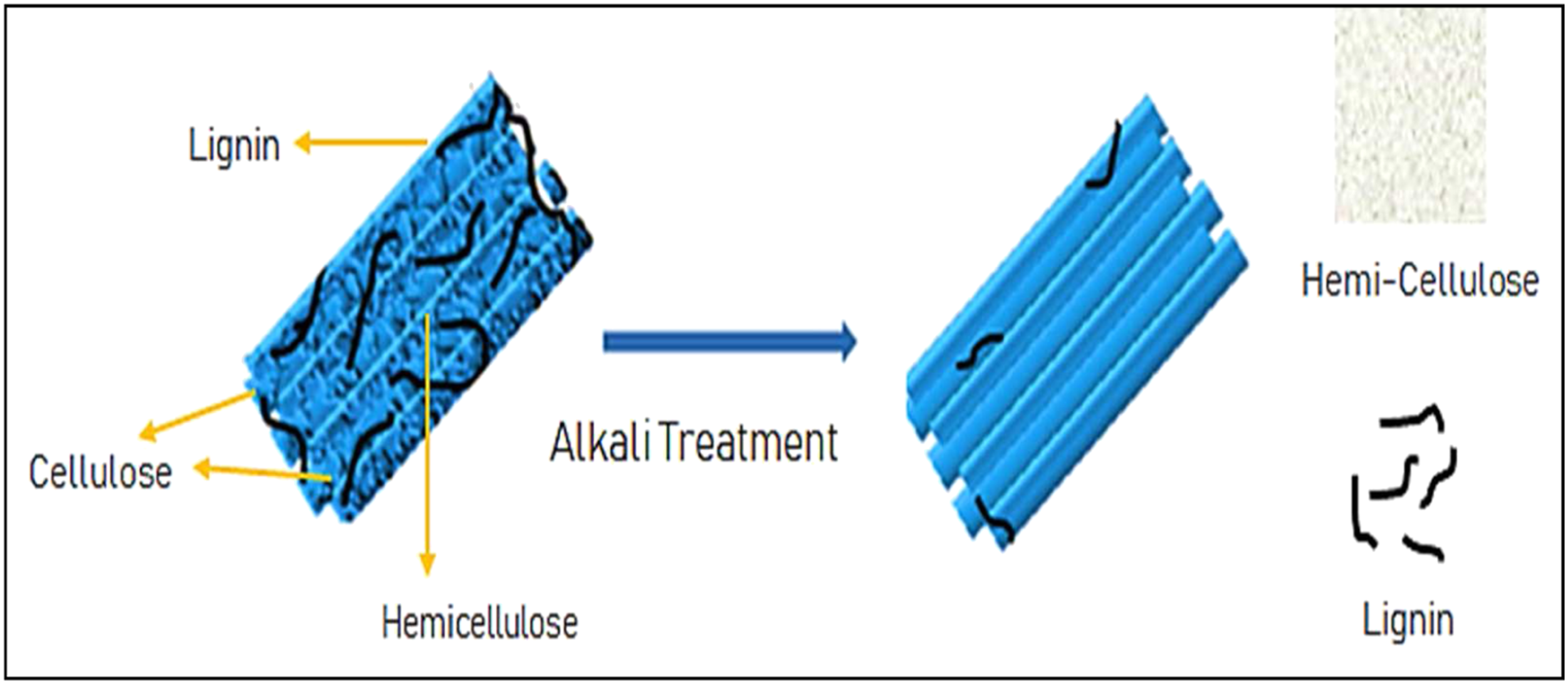
Fabrication of the specimen sheet
Removing the undesirable materials from the jute and vetiver fibers to enhance the adhesion amongst the fiber-surface as well as the Epoxy polymer-matrix may not only alter the fiber-surface yet also increases the strength of the fibers. Water-absorption behavior of developed jute and vetiver fibers reinforced Epoxy composites have decreased, and their mechanical properties are enhanced. The dry jute and vetiver fibers were chemically treated with a 9% solution of sodium hydroxide (NaOH) for 2 h to remove the soluble cellulose, hemicellulose, pectin, lignin, etc. which are unwanted in the natural fibers.
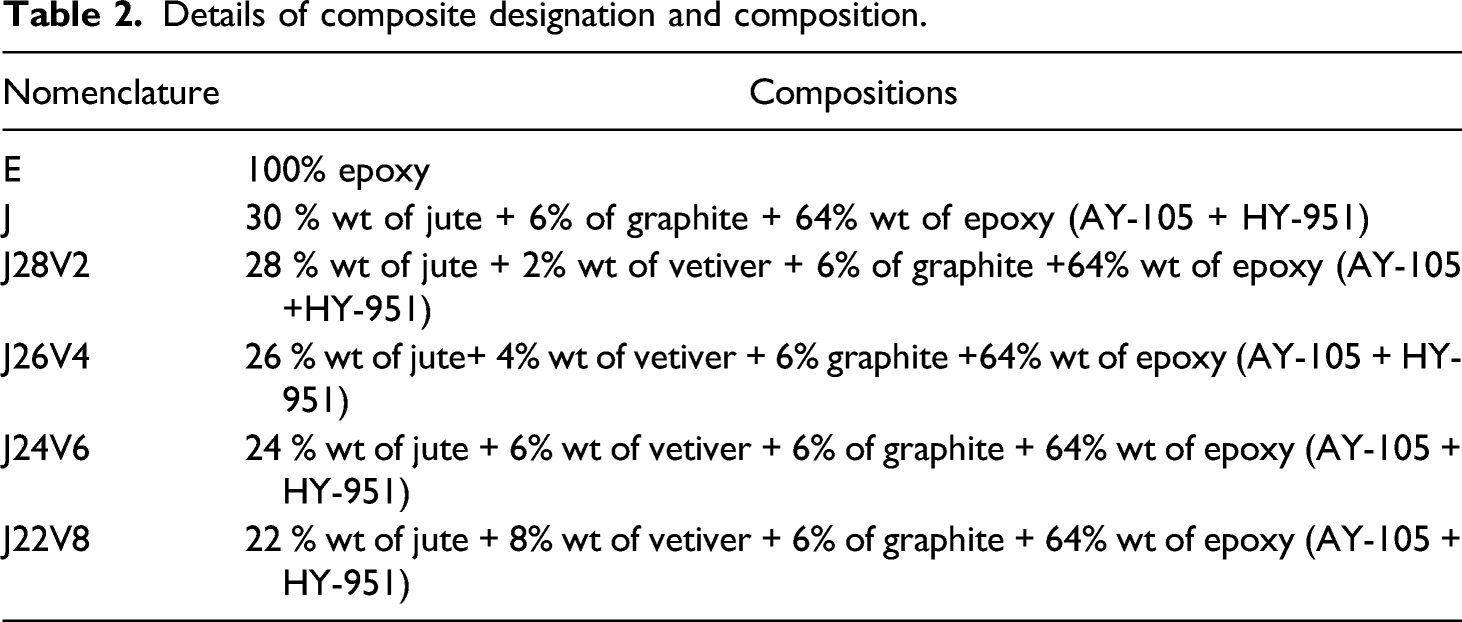
Details of composite designation and composition.

Tensile and flexural testing.
Tensile testing specimens were prepared to have dimensions 165 mm × 20 mm × 3.2 mm as per standard ASTM D 638 with gauge length 53 mm as exhibited in Figure 8(a) and (b). Dumbbell-shaped specimens before performing tensile testing, (a). Vetiver fiber/Epoxy polymer composites; (b). Jute fiber/Epoxy polymer composites.
Flexural testing specimens were prepared as per standard ASTM D 790. The dimensions of the rectangular-shaped flexural specimens were 80 mm × 20 mm × 3.2 mm with a span length of 48 mm. The INSTRON testing equipment has been used for testing.
Results and discussions
Mechanical characteristics
Tensile properties of hybrid composite and a comparison of Tensile properties (ultimate tensile strength, UTS) of all combinations have been measured (averaged from five tests) to enhance their mechanical performance, a property which prominent factor for the structural applications.
22
The tensile-fractured specimens have shown in Figure 9. Tensile-fractured dumbbell-shaped specimens, (a). Vetiver fiber/Epoxy polymer composites; (b). Jute fiber/Epoxy polymer composites.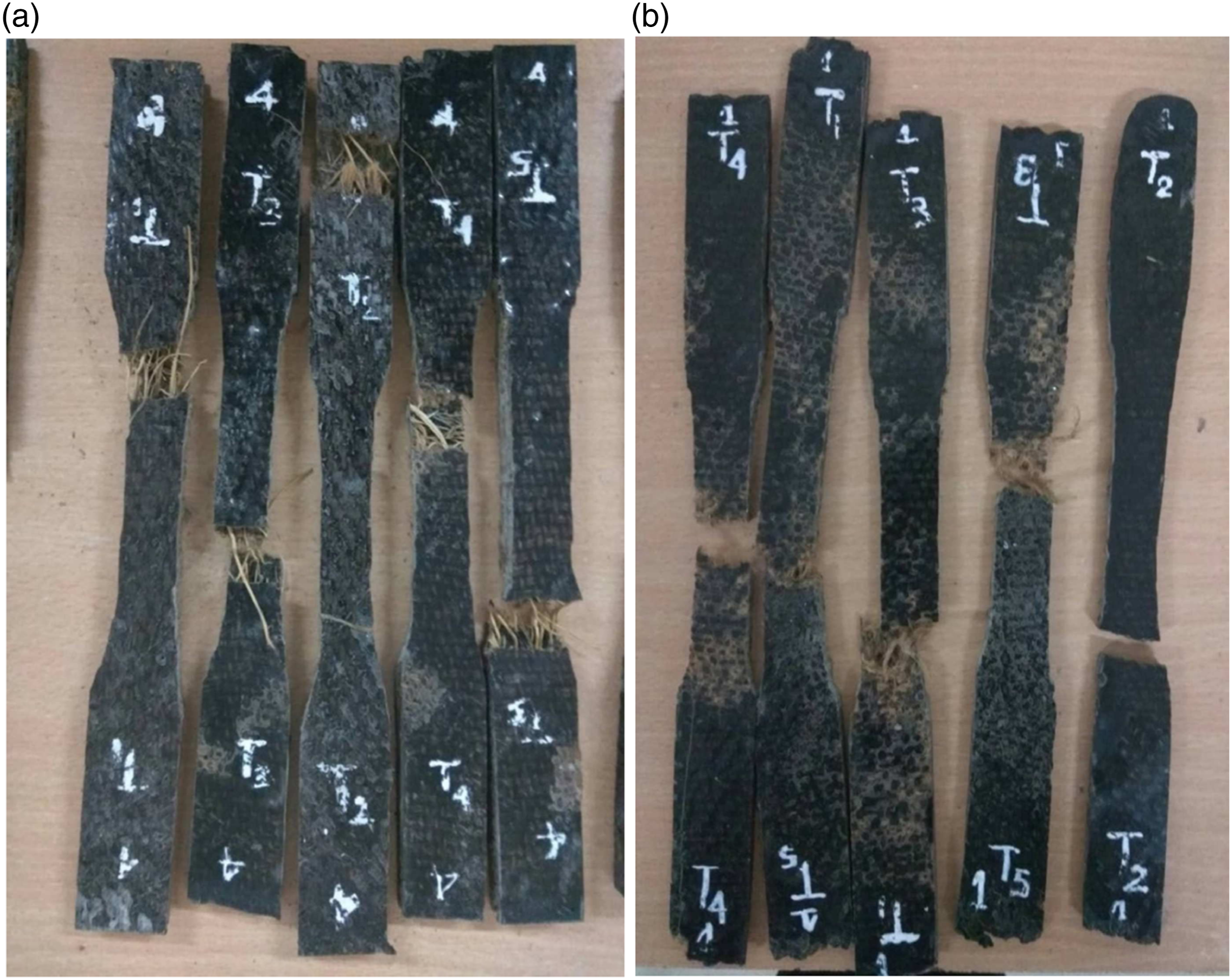
The response from ultimate tensile strength values (MPa) is plotted in Figure 10. Jute and Vetiver hybridized specimen, the tensile strength values increase with increased addition of vetiver fiber in a modified epoxy matrix, but, the tensile strength of 8% Vetiver decreases. Decrease in tensile strength due to the percolation threshold happened at 6 wt% and 26 wt% Jute fibers.
23
To achieve the improvement in mechanical properties as discussed in the scanning electron micrograph morphological analysis section, the interaction of particle to particle has to be avoided when the vetiver fiber obtained its maximum peak point of critical loading. Due to the completely closed structure, the hydrogen debonding substantially decreased. The unusual mechanical response of hybrid composite is because of the plasticizing effect, which is dependent on weak interactions between the jute, vetiver, and epoxy.
24
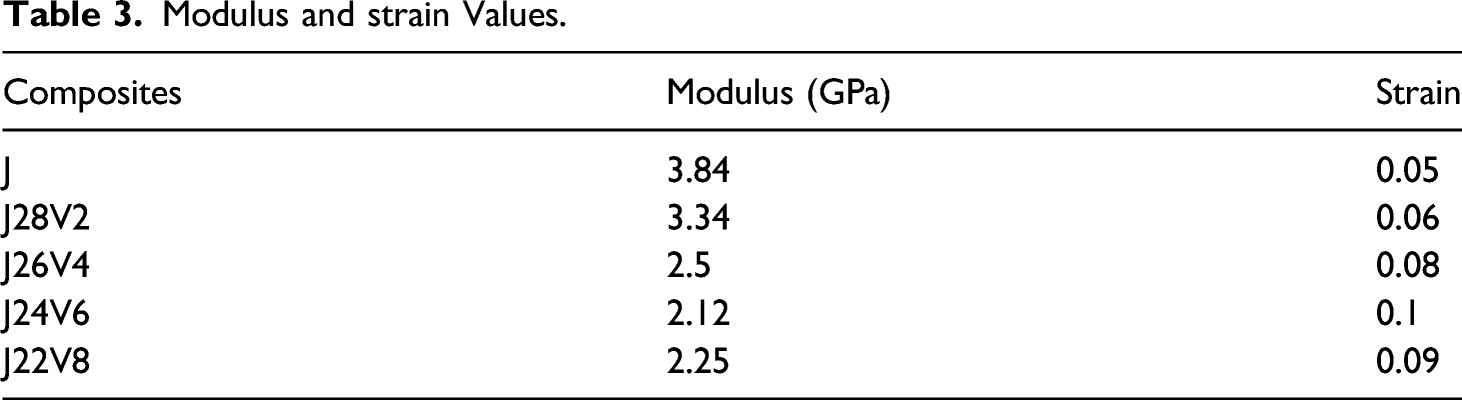
The ultimate tensile strength of 212 MPa was found at 6% of vetiver fiber and 24% of jute which was more than 200% as observed in different studies.25,26 Respective modulus and strain values are mentioned for various compositions in Table 3. Tensile behavior (MPa) of varying vetiver fiber weight. Modulus and strain Values.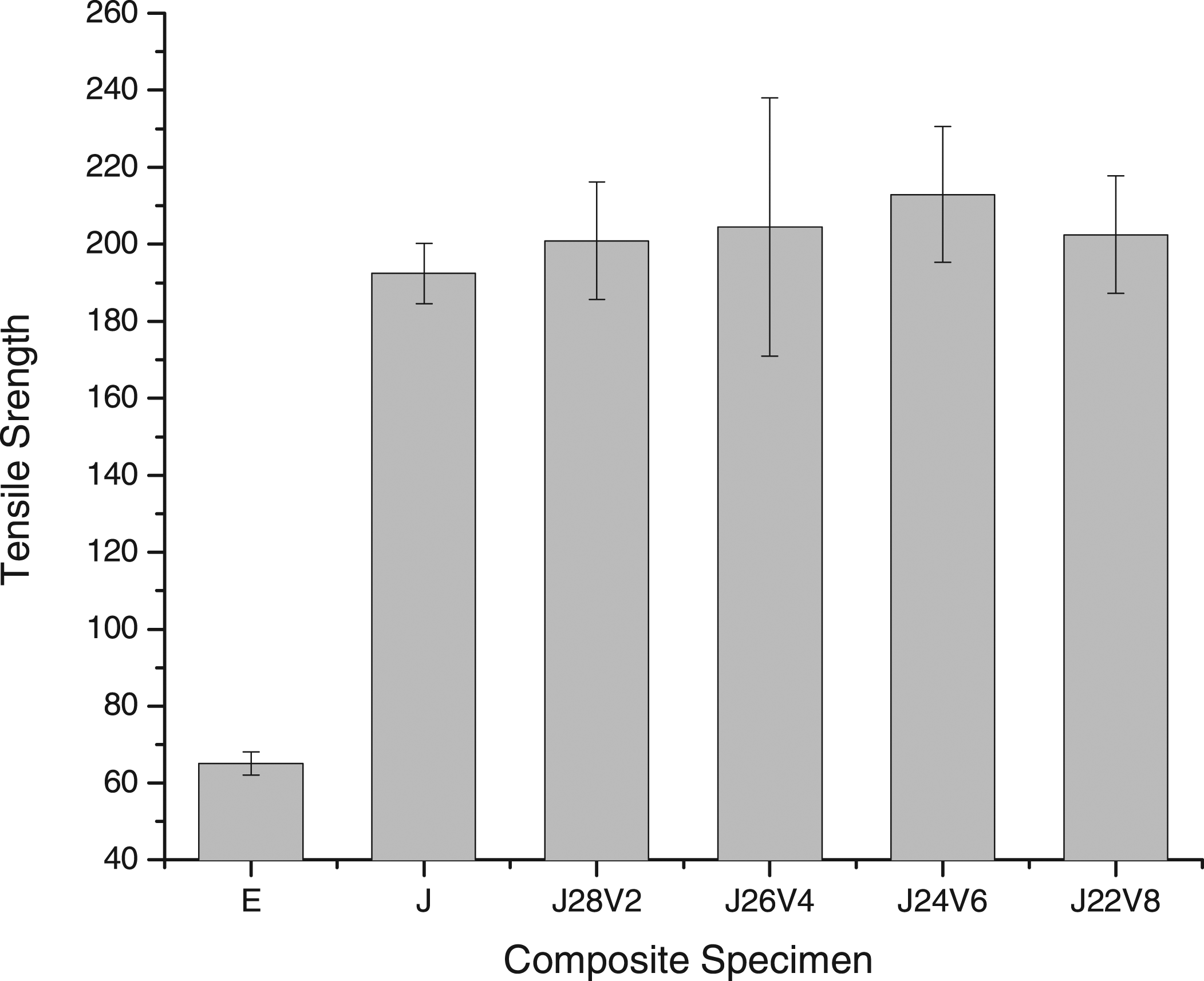
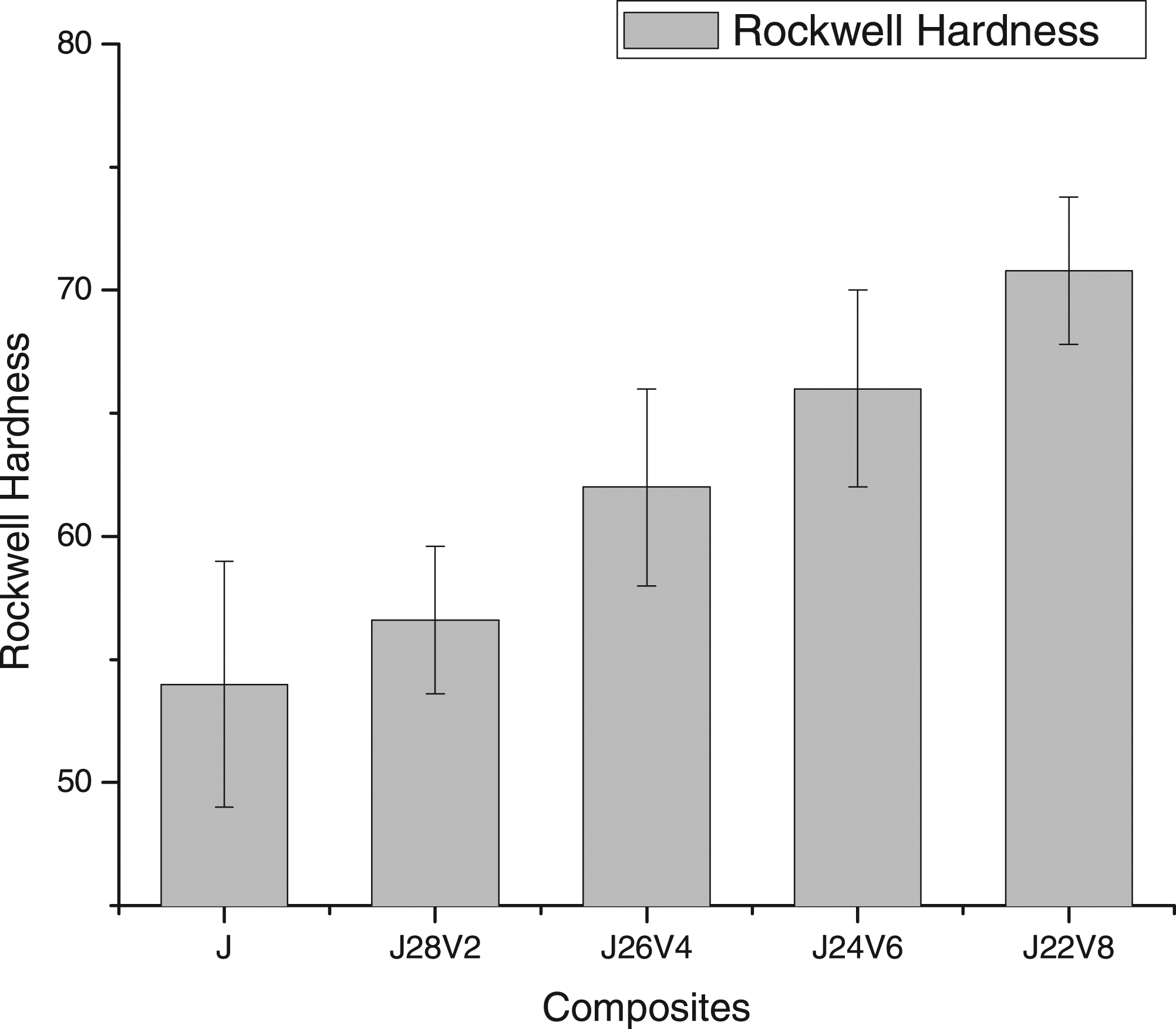
Flexural strength and hardness of epoxy, Jute, and vetiver reinforced epoxy composites are plotted in Figure 11 and Figure 12 respectively. Due to the modified epoxy matrix, there is a huge increase in the flexural strength of the composites. The increase in flexural strength is optimum for composite with 6 wt% vetivers. The flexural strength rises substantially with rising in fiber and gradually decreases for 8 wt% fiber contents. The uniformly distribution of the load from the matrix to the filler particles i.e., graphite because of their strong interfacial bonding and further enhancement can be obtained by keeping the graphite in a uniform dispersed manner. Flexural behavior of varying vetiver fiber weight percentage. Hardness behavior of varying vetiver fiber weight percentage.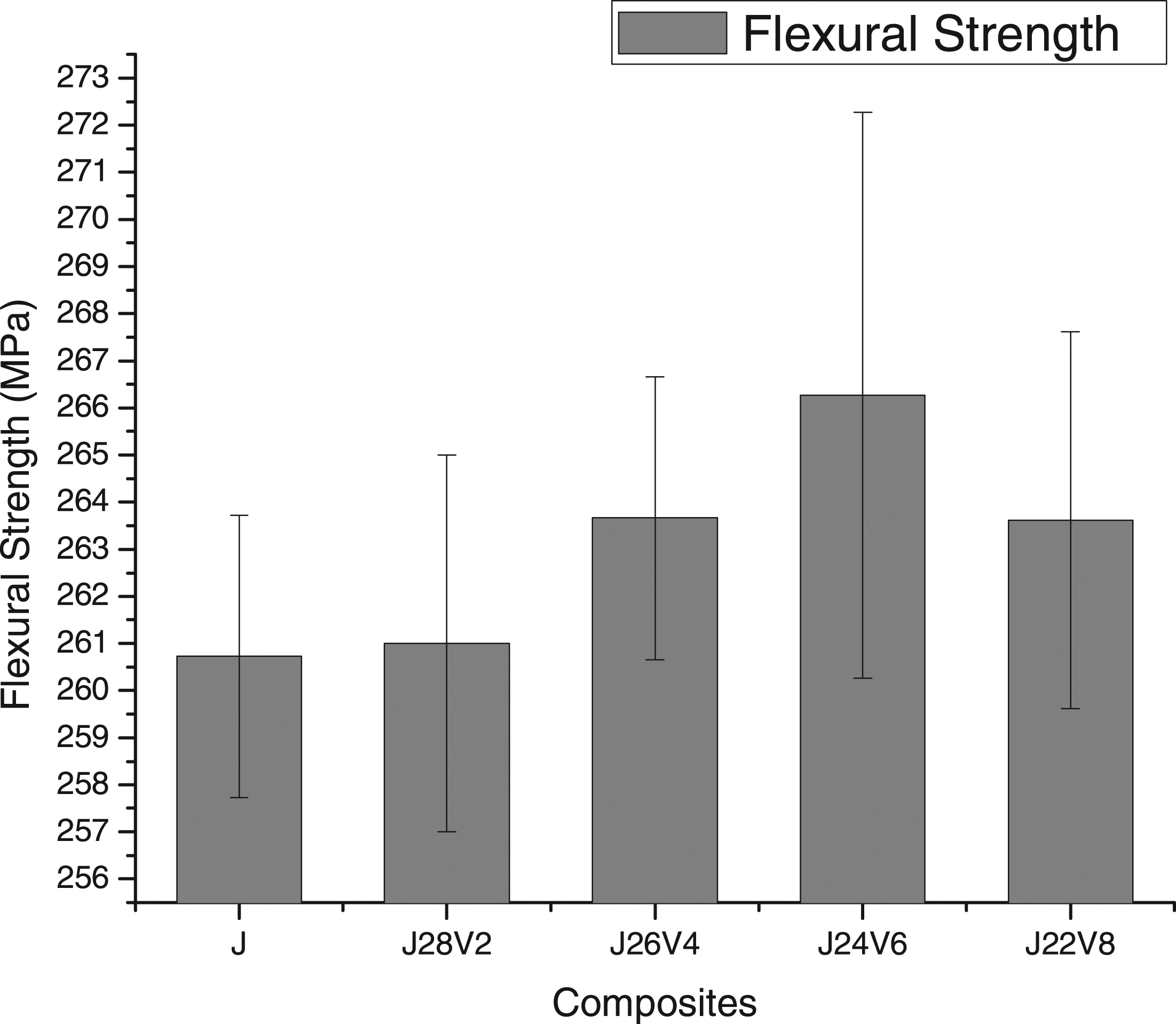
The mechanical characteristics like tensile or flexural strength are predominantly increased due to the increase in the fiber content except at 8 wt%. Due to the assumption of mechanical percolation the normal enhancement of the values decreases after 6wt% by the addition of fiber especially in the epoxy polymer. The same is observed in the SEM images because the fundamental compatibility of the type of fiber in the polymer material results in the formation of voids and agglomeration often at low loading.
The impact of vetiver fiber content on the hardness of the hybrid reinforced epoxy composites is presented in Figure 7. The hardness of epoxy reinforced with 2 wt% vetiver fibers was increased from 54 to 56.6 Rockwell hardness relative to the 0 wt% vetiver. This remarkable increment in hardness is due to uniform distribution of the load on to the fibers, which limits the penetration of the test ball on to the surface of the composite material and consequently lifts the hardness of composite material. 27
Due to the good adhesive bonding in nature and use of the matrix, better wettability as well which has an impact on predominantly increasing in hardness values due to increase in fiber content.
Water absorption test
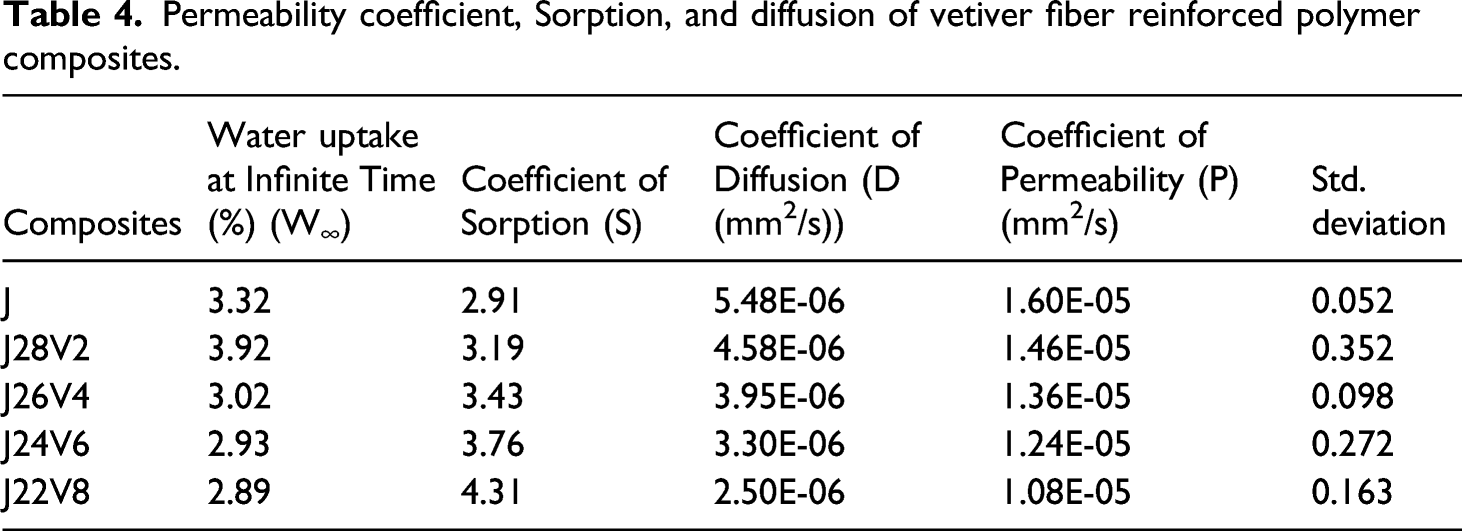
Permeability coefficient, Sorption, and diffusion of vetiver fiber reinforced polymer composites.
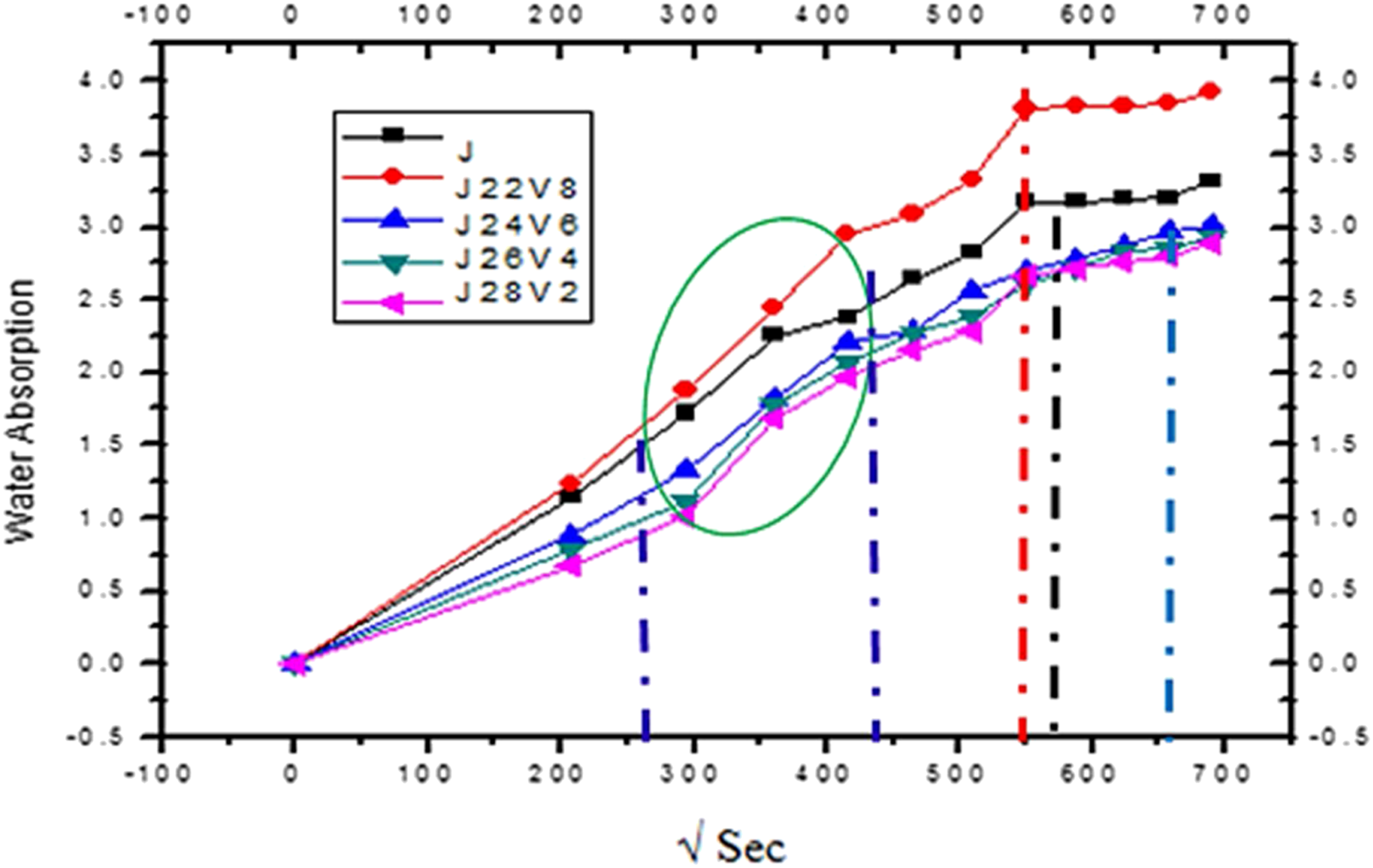
Water absorption (%) as a function of the square root of time (√sec).
The higher value of sorption coefficient means that composite gets saturated in less time and vice-versa. The Permeability coefficient gives the impact of the sorption coefficient and coefficient of diffusion as well. The diffusion properties of composites were explained by Fick’s laws,
29
Table 3 showed the values of WA parameters for different composite samples. It is evident from the results that specimens with maximum vetiver w/t% had maximum sorption coefficient as compared to the samples with low vetiver content, which shows that vetiver increased the hydrophobic character in the composite. The region of the square root of time from 260√sec to 440√sec shows the substantial increase in the absorption of water of all the composite samples due to hydrophobicity of the fiber and also due to cellulose content present in the fiber which causes swelling of the fiber and from the time of 550√sec shows the reaching of the maximum WA. Results of absorption tests also revealed that among the composite composition, 30% weight fraction of jute produce better results for sorption, diffusion, and permeability coefficient which states that this specimen is best suited for practical applications as exhibited in the Figure 14 and this trend was also supported by void volume results presented earlier. Bibliometric analysis on the applications of Vetiver/Jute reinforced epoxy composites in Structural applications.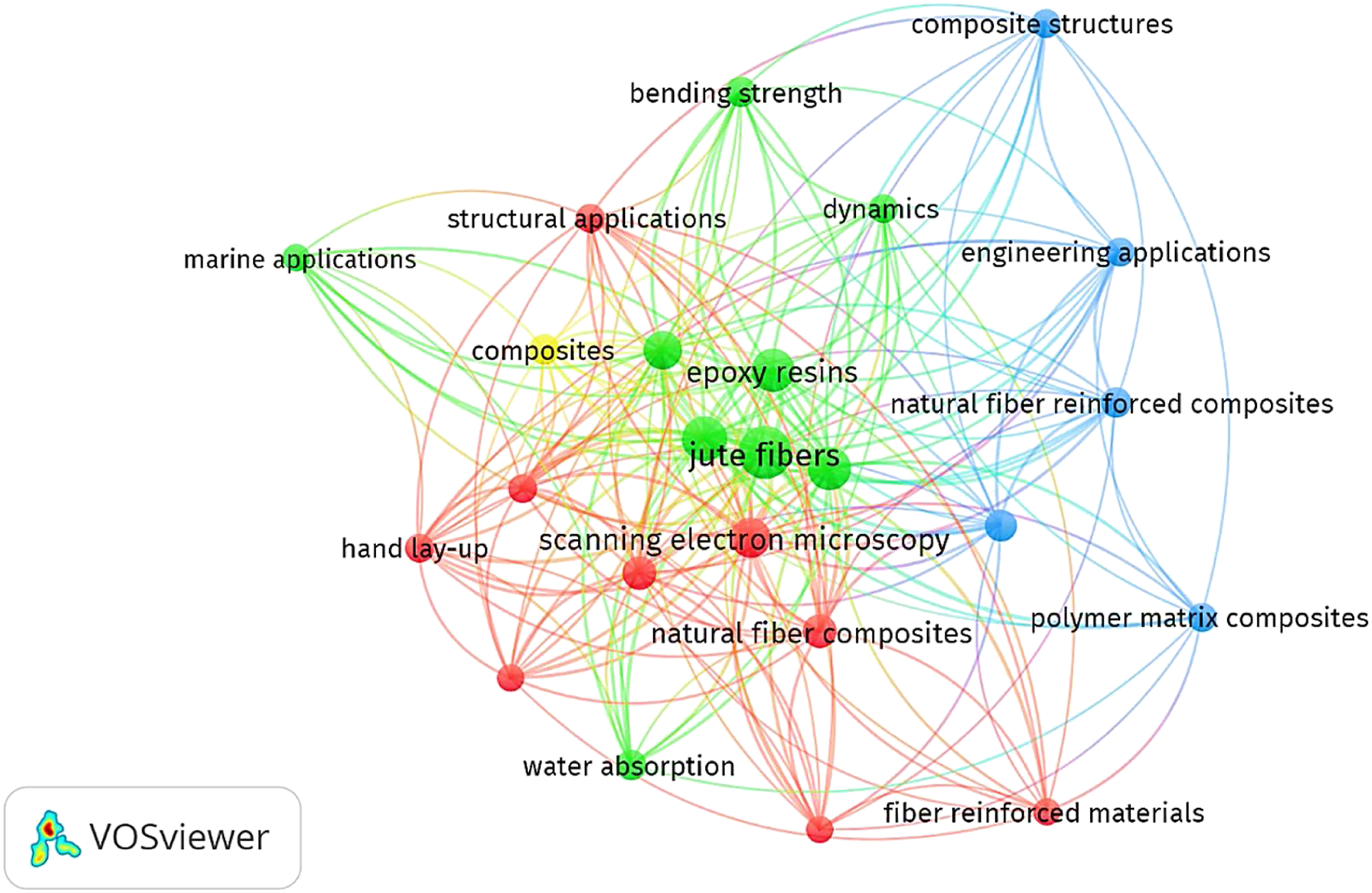
Due to the high hydrophilic nature of the vetiver fiber, because of its hollow structure, the fiber is very sensitive to moisture. As a result of this behavior, the interfacial adhesion suffers and adversely affects the mechanical properties and dimensional stability.
Morphological analysis
The SEM micrographs for developed hybrid composite fracture in the tensile test were shown in Figure 15(a) to (e). Generally, fibers are non-uniformly dispersed in the matrix, and neat pull out, dislodgement, and debonding of some of the fibers with the matrix can be observed easily. Particularly, a large smooth surface is visible, together with pull-out and broken fibers. The fracture phenomenon, based on the morphological study of SEM micrographs, seems to involve both fiber fracture and pull-out as well as matrix macro-crack. SEM micrographs for different weight percentages (0, 2, 4, 6 & 8%) of vetiver in jute reinforced epoxy composite has been shown in Figure 15(a) to (e) respectively. SEM micrographs clearly show the incompatibility of vetiver fiber with epoxy matrix, easily understood with pull out of vetiver fibers from the matrix. The continuous fiber was used which is equal to the length of the casting, therefore, even due to debonding, fracture of vetiver fibers occurred more than pull out. Composites with 2, 4 & 6 wt% vetiver have greater bonding with the epoxy but decrease in 8wt%. It is observed that the hydrogen bonds are formed between the epoxy and the disparate hydrophilicity of vetiver fiber resulting in less efficient adhesion, so the same was reported for larger weight fractions of vetiver.30–32 This less efficient adhesion of vetiver and epoxy matrix leads to the formation of voids, which is visible in the 8wt% fiber specimen of SEM.33–65 A related investigation has been performed on the Biomaterials with biopolymer-based binding-agents with natural-fiber reinforcements as documented by Sevastyanov D.V. et al.
47
The work had discussed the mechanical characteristics and processes for generating the most commonly utilized bio-degradable polymers (poly (lactic acid & poly-hydroxy-alkanoates). The physical and mechanical characteristics of Natural-fibers, and also their benefits over synthetic fabrics when reinforcement polymeric materials, were addressed. The possibilities for polymeric biomaterials that can be used in numerous manufacturing sectors were explored.47,63–72 Scanning Electron Microscopy of developed composite specimens. (a)SEM of Specimen J (b) SEM of Specimen J28V2, (c) SEM of Specimen J26V4 (d) SEM of Specimen J24V6, (e) SEM of Specimen J22V8.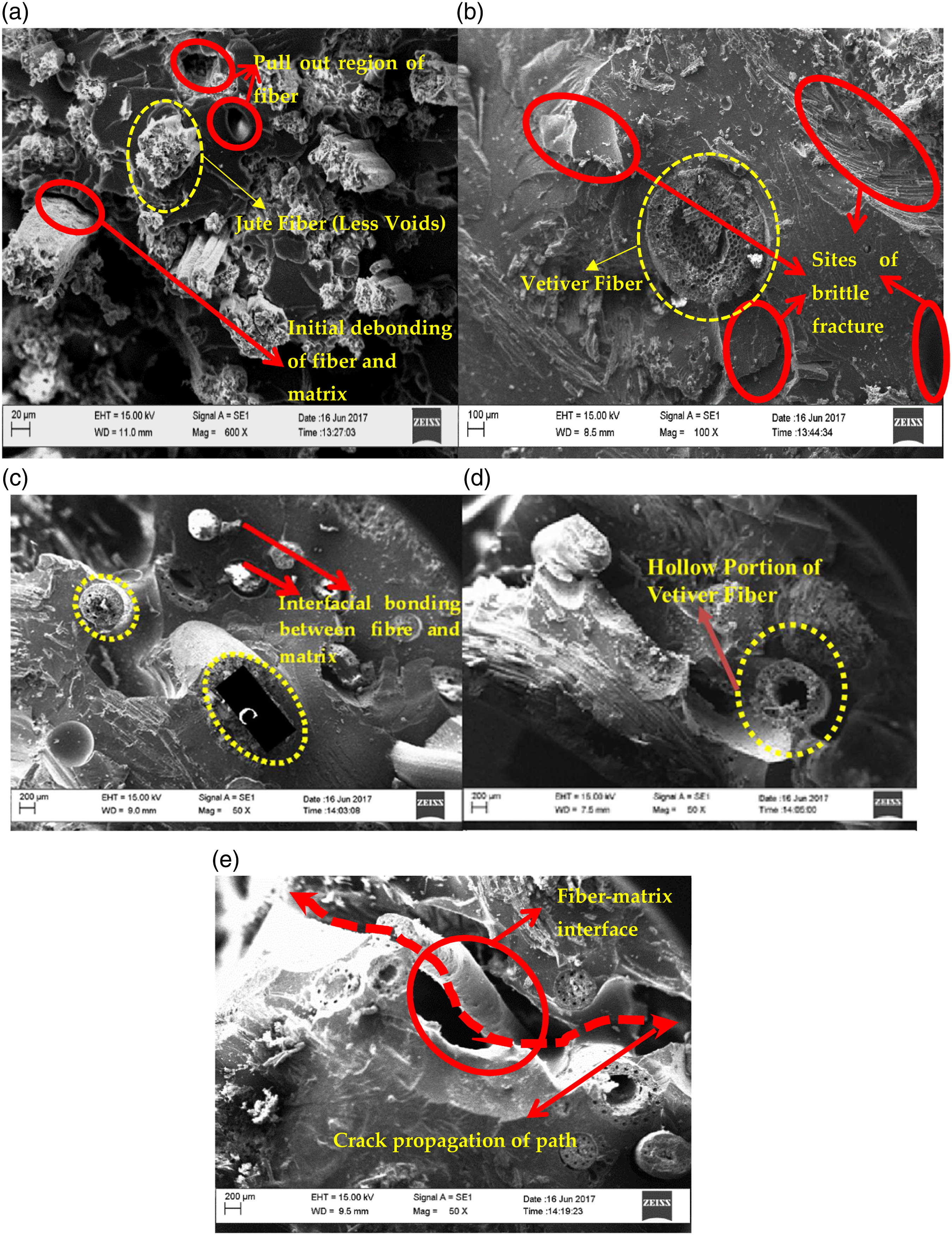
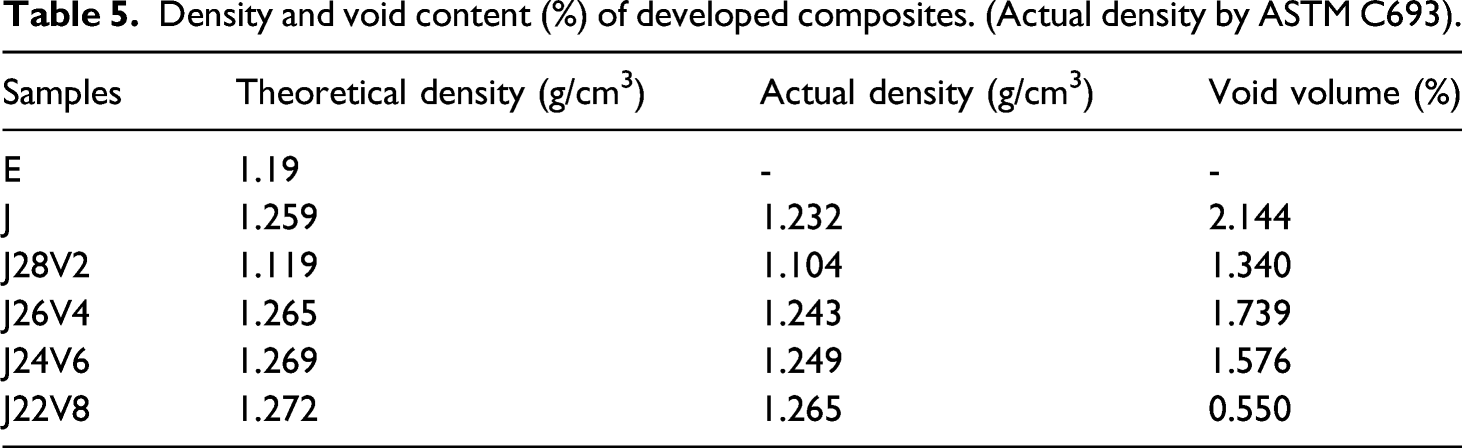
Density and void content (%) of developed composites. (Actual density by ASTM C693).
Conclusions
In this work, mechanical properties like tensile, flexural, and WA were determined to suggest possibilities of eco-friendly hybrid composites for various day-to-day applications. From the observations, • Study concluded the mechanical performance of jute reinforced composite is comparatively enhanced than vetiver reinforced specimen due to its hollow nature and poor adhesion with the matrix. • It was also noticed that the fiber failure indicates better load transfer through fibers and matrix with the incorporation of graphite filler. Optimized modulus values were achieved for a composite of J configuration. • Scanning Electron Microscopy of the fractured samples revealed the poor adhesion at the fiber and matrix interface. • The higher absorption percentages were observed for higher wt% of Vetiver as compared to 0wt%. However, WA values for 2wt% loading of vetiver were found to be minimum for all vetiver wt% for the entire period of observation. It is evident from the results that specimens with maximum vetiver wt% had maximum sorption coefficient as compared to the samples with low vetiver content, which represent the hydrophobic character. • Hollow structure along with the presence of cellulose and lignin in the vetiver fiber contributed to a substantial increase in the WA. • It has been observed that the hydrogen bonds are formed between the epoxy and the disparate hydrophilicity of vetiver fiber resulting in less efficient adhesion for larger weight fractions of vetiver. This less efficient adhesion of vetiver and epoxy matrix leads to the formation of voids, which is visible in the SEM.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.