
Abstract
The present research work explores the consequence of eco-friendly sodium bicarbonate treatment on drilling behavior of jute fiber reinforced polyester composites. The fiber surface treatment was done by immersing the jute fibers in sodium bicarbonate solution (10 wt.%) for five days at room temperature. The raw and treated jute fiber composites were produced through compression molding process. The drilling behavior was expressed in terms of delamination factor (at entry and exit) and surface finish. The response surface methodology coupled with three factors—three levels Box–Behnken Design was used to study the interactive effects of process variables (drill diameter, feed, and cutting speed) on delamination factor and surface finish. Furthermore, the significance of the developed model was examined through analysis of variance. The chip morphology of the fabricated composites was examined to assess the quality of the drilled hole. The fractography analysis of the machined surface has also been carried using scanning electron microscopy. The outcomes revealed that the sodium bicarbonate treatment of jute fiber improved the machinability of the composites.
Keywords
Introduction
Natural fiber reinforced polymeric composites are extensively used as a structural member in automobile, aerospace, and construction fields because of their better mechanical properties, biodegradability, high strength to weight ratio, economical, abundant availability, etc.1,2 Among various natural fibers, jute fiber is one of the widely used reinforcement materials for producing polymer composites for different structural applications. India, Nepal, Bangladesh, Thailand, and China are the largest producers (about 95% of world production) of jute fiber.3,4 A substantial aggregate of research has been conducted on characterization of jute fiber added polymeric composites. The outcomes revealed that the jute fibers increase the overall performance of polymer composites significantly.5–8 Furthermore, these jute fibers are subjected to chemical treatments to enrich the interfacial adhesion between polymers and jute fibers; therefore, improvement in properties of the composites could be achieved.
In the recent past, few literatures demonstrated the favorable effect of sodium bicarbonate (SB) treatment on composite properties in terms of improved interfacial bonding, mechanical properties, viscoelastic properties, stiffness, thermal stability, and vibration characteristics.9–12 The SB solution is slightly alkaline because of the formation of carbonic acid (H2CO3) and hydroxide ion (OH–); its interaction with natural fibers surface is comparable to that which ensues during a typical sodium hydroxide treatment. 13 In this context, the effect of concentration of SB treatment (0, 5, and 10%) on mechanical properties of flax/epoxy composites was estimated and conveyed that the 10% treatment offered higher mechanical properties. 10 In another work, the mechanical properties of sisal/epoxy composites were explored in terms of treatment time (24, 120, and 240 h), maintaining the SB solution concentration as 10%. The results disclosed that the samples added with 120 h treated fibers have superior mechanical properties. 13 From the above literature, it is evident that the SB solution with a 10% concentration and treatment time of 120 h can produce better results for natural fiber-based polymeric composites.
In general, an engineering component is obtained by assembling the independent parts which are produced through primary and secondary manufacturing processes. The former one (hand lay-up, compression molding, vacuum bag molding, etc.) gives near-net shape to the products while the latter process (machining, drilling, grooving, etc.) is necessary to assemble the different parts. Among various secondary manufacturing processes, drilling (hole making) is one of the most commonly used processes for joining structural parts. The damage of composites in the form of melting polymers near to hole, surface finish, delamination, and fiber pull-outs are major drawbacks of using this process for composites. 14 In addition to this, the speed, feed, depth of cut, tool geometry, tool material, and drill tool diameter also affect machinability of the composites. Therefore, it becomes absolutely necessary to address this issue scientifically for the benefit of users of natural fiber-based composites.
To this aim, Sridharan et al. 15 studied the machinability of jute/epoxy composites in relation to fiber treatment and graphene addition. The outcomes revealed that the fiber treatment and graphene addition enhanced the machinability of the composites. Maleki et al. 16 explored the quality of drilling in jute/epoxy composites by considering the feed rate, speed, and drill tool geometry. The output variables like size of delamination, thrust force, quality of hole edge, and surface roughness were accounted in this investigation. Similarly, Vinayagamoorthy et al. 17 fabricated the benzoyl chloride treated vetiveria zizanioides reinforced polyester composites and performed drilling process to determine the optimum drilling parameters. The outcomes disclosed that the drilling process done under optimized conditions eliminates the wastages in terms of men, materials, resources, and production time in the manufacturing industries.
Consequently, the current work is intended to fabricate the raw and SB treated jute fiber polyester composites and investigate the effect of cutting parameters and drill diameter (5, 10, and 15 mm) on delamination, surface roughness, and type of chip formation. Response surface methodology (RSM) was used to optimize the delamination factor at the entry and exit. The significance and relevance of models were examined using analysis of variance (ANOVA). In addition, microstructural characterization of the drilled hole surface in the raw and treated fiber added composites was also given.
Materials and methods
Materials
The reinforcement agent (jute fiber) was procured from M/s Jute Board, India. The matrix system, such as unsaturated polyester resin, Cobalt naphthalate (accelerator), and Methyl Ethyl Ketone Peroxide (catalyst), was supplied by M/s Covai Seenu and Company, Coimbatore, India. M/s SRL Pvt. Ltd., India, provided the commercially available sodium bicarbonate (NaHCO3).
Chemical treatment
SB treatment was used to remove the non-cellulosic constituents existing in the jute fibers. For this, the jute fibers were soaked in 10 wt.% of SB solution for 120 h at ambient conditions.
1
The fibers are then cleaned in distilled water and dried in a hot air oven for 12 h at 80°C.
9
The reaction of SB treatment is given in equations (1)–(3).



Preparation of composites
The composites were produced by incorporating the raw and SB treated fibers into polyester resin using compression molding process. The length and content of jute fibers used were 50 mm and 30 wt.%, respectively. The reinforcements were evenly spread over the bottom portion of the steel die (300 × 300 × 3 mm3), and the matrix was poured into the mold. The mold was then closed and a load of 20 N was applied for 12 h to ensure the uniform thickness of the sample. Finally, the post-curing was done at 80°C in a hot air oven for 2 h.
Drilling process
A vertical milling CNC machining center (Make: Winner, maximum spindle speed: 6000 r/min, power: 15 HP) was used to drill the holes in fabricated composites (Figure 1). High-Speed Steel (HSS) twist drills with 5, 10, and 15 mm diameters were used to conduct the investigation. The holes were drilled in dry conditions to avoid the risk of coolant or cutting fluid absorption by the composites. Drilling experimental setup.
Design of experiments
Independent factors and their ranges.
Delamination and surface roughness
During drilling process, the parameters like cutting speed, feed, and drill tool diameter causes delamination and variations in surface finish of the hole surface. The delamination effect was witnessed at the drilled hole surface and measured using the optical microscope. The delamination factor (Df) was determined using equation (4)
18

The surface roughness plays a leading role in determining the accuracy of machining process. The arithmetic mean surface roughness (Ra) on the surface of the drilled hole was measured by using MITUTOYO SJ-210 Series portable surface roughness tester. The Ra value was measured at four different surfaces and the mean value was noted and reported.
Statistical analysis
The ANOVA was used to examine whether the developed model was significant or not with a confidence level of 95%. Furthermore, the BBD results obtained were fitted into the second-order model (equation (5)).
19

Chip morphology
Chip morphological analysis was performed to predict the quality of holes drilled on composites. For this, the chips obtained during drilling of each holes were collected and analyzed. The type of chip produced in the composites may differ based on the operating parameters and materials used.
Morphological Analysis
The scanning electron microscope (EVO 18 – CARL ZEISS) was used to examine the drilled hole surface, fiber pull-out during drilling, and fractured region at the entrance and exit of drill tool. The samples were sputter-coated with gold prior to scanning to obtain clear images. 20
Results and discussion
Statistical analysis
Response outcomes through Box–Behnkan Design.

Delamination factor at entry (Df Entry)
Analysis of variance table for Df (Entry).

Another way to evaluate the model is by perceiving the closeness of adjusted R2 and predicted R2. For a model to be significant, the difference between the two should be less than 0.2. Moreover, the model should be suitable for predicting the responses and is evaluated by considering adequate precision. For a model to be significant, the value should be greater than 4. 17 In this case, the difference between adjusted R2 and predicted R2 was 0.11 and 0.08, respectively, for raw and treated fiber composites and the adequate precision was noted to be 8.59 and 7.53, respectively, for these composites, which confirmed that the model is significant.
A model developed for entry of delamination factor of raw and treated fiber composites is given in equations (6) and (7), respectively, which is a function of cutting speed, drill diameter, and feed.

The 3D response surface plots of Df (Entry) for raw and SB treated jute fiber added composites are presented in Figure 2. It was worth noting that the Df (Entry) reduced with the increase in the cutting speed (Figure 2(a)). The reason is, increasing the cutting speed softens the polymer matrix due to high temperature generated between the tool and the composites, which reduces the Df (Entry). An opposite trend was observed for Df (Entry) with respect to an increase in the feed rate and drill diameter (Figures 2(b)–(c)). This may happen because the increase in feed rate signifies the increase in penetrating velocity which causes damage in the profile of the composites.
17
Furthermore, the increase in drill diameter increases the material removal rate and the contact surface between tool and composites increase the thrust force on the tool that affects the Df (Entry). The composites incorporated with SB treated fiber also show a similar trend as that of the raw fiber composites, but with reduced Df (Entry) values (Figures 2(d)–(f)). This may be attributed to the increase in strength of treated fiber composites.
22
Df Entry of raw (a–c) and SB treated (d–f) jute fiber composites.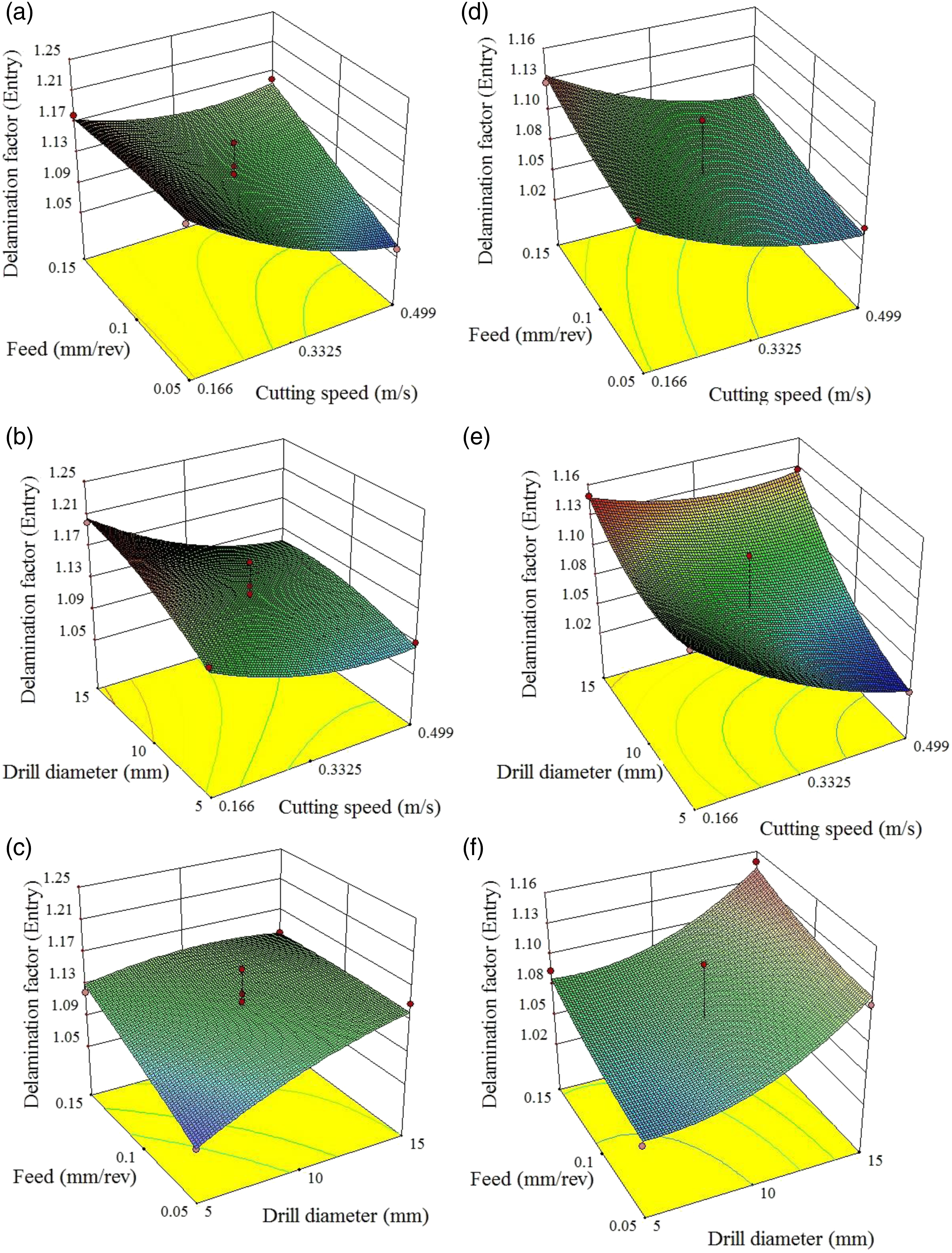
Delamination factor at exit (Df Exit)
Analysis of variance table for Df (Exit).

The correlations between the response parameter (Delamination factor (exit)) and the independent variables (cutting speed, drill diameter, and feed) were modeled by quadratic regressions. The regression model developed for exit of delamination factor of raw and treated fiber composites are given in Equations (8) and (9), respectively.

Figure 3 shows a 3D response surface plot depicting the interactive effects of independent variables on Df (Exit). It was perceived from Figure 3(a) that the increase in cutting speed reduced the Df (Exit). This could be due to the fact that low torque is sufficient to remove the material when the drill bit is close to the bottom surface of composites which reduces the damage of the composites at the exit region.
17
Similar to the Df (Entry), the escalation in feed rate and drill diameter also increased the Df (Exit) (Figures 3(b)–(c)). The reason is that when the tool removes more material at a higher speed, the skin layer of the composites gets damaged, which elevates the Df (Exit). The composites reinforced with SB treated fiber also show a similar trend with reduced Df (Entry) values (Figures 3(d)–(f)). This could be explained by taking into account that incorporating treated fiber into the polyester improves the strength of the composites, which reduces the Df (Entry).
23
Df Exit of raw (a–c) and SB treated (d–f) jute fiber composites.
Surface roughness at hole surface
Analysis of variance table for surface roughness.

A model representing the relationship between surface roughness and independent parameters for raw and treated fiber composites are given in equations (10) and (11), respectively.

In general, the Ra value in natural fiber composites depends on various factors like operating parameters, fiber arrangements, and thermo-mechanical properties of composite elements. As a result, the hole surface of composites contrasts from that of conventional metals.
24
The variations in Ra value with respect to the variations in cutting speed, drill diameter, and feed are shown in Figure 4. Surface roughness of raw (a–c) and SB treated (d–f) jute fiber composites.
Figure 4(a) shows that the Ra decrease gradually with an increase in cutting speed, which specifies that for jute fiber composites, higher cutting speed is good for making holes. Contrarily, the Ra increased with the increases in drill diameter and feed rate, which affects the quality of machined surface (Figures 4(b)–(c)). This could be because increasing the drill diameter and feed rate results in a higher material removal rate. Therefore, a larger drill diameter and feed rate are not ideal for jute fiber-based composites. Moreover, a similar trend of results was witnessed for SB treated fiber composites (Figures 4(d)–(f)), but the Ra value in all cases was slightly lower compared to raw fiber composites. This may be attributed to the improvement in strength and stiffness of the fiber and interfacial bonding between the composite elements after the SB treatment. 23 Thus, higher cutting speed, smaller drill diameter, and lower feed rate could be preferred for making holes in jute/polyester composites.
Chip formation
Chip formation in the drilling process is a common phenomenon that happens when the composites undergo plastic deformation. The type of chip (continuous or discontinuous) formed during the drilling process depends mainly on the operating conditions and properties of materials used in the composites. The chips formed during a drill of the raw and treated fiber composites are shown in Figure 5. It was noticed that the chips formed in both the composites are discontinuous in manner that was due to the brittle nature of the polyester matrix.
23
A similar type of chips was formed under all operating conditions; hence, for the sake of conciseness, the chips formed with the operating conditions of 0.166 m/s cutting speed and 0.05 mm/rev feed rate were considered for discussion. Some of the literature also reported the formation of discontinuous chips during the drilling of natural fiber composites because of the brittle nature of polymer matrices.25,26 Chip formation during drilling operation in: (a) raw and (b) SB treated fiber composites at 0.166 m/s cutting speed and 0.05 mm/rev feed rate.
Morphological analysis
The SEM images of the drilled hole walls of raw and SB treated jute fiber composites are depicted in Figure 6. The rough surface with pits, delamination, and matrix cracks were seen in the raw fiber composites (Figure 6(a)). This happens because the raw jute fibers have weak interfacial bonding with the polyester matrix, which causes damage to the composites when the drill tool travels through it at any operating conditions. The above studies also confirmed that the raw fiber composites have poor responses to the drilling process. On the other hand, the SB treated fiber composites showed a smoother hole surface (Figure 6(b)). The delamination and micro-cracks are reduced in these composites due to better bonding between the constituents. Furthermore, these composites have a good surface finish than the raw fiber composites and were evidenced in the above studies. SEM image of hole surface in: (a) raw and (b) SB treated fiber composites at 0.166 m/s cutting speed and 0.05 mm/rev feed rate.
Conclusions
The raw and SB treated jute/polyester composites were fabricated using the compression molding method and its behavior upon drilling was investigated. The delamination factor at entry and exit and surface roughness of the holes were considered as the output responses. The results revealed that the increase in cutting speed reduced the delamination factor at entry as well as at the exit due to softening of the polymer matrix at high temperatures. Contrarily, the increase in feed rate and drill diameter increased the delamination factor at entry and exit because of increased penetrating velocity and area of contact. Owing to the improved strength of the composites after reinforcing the SB treated jute fibers, the delamination factors and surface roughness were found to be reduced. Furthermore, the quality of holes was examined using SEM analysis and observed a smooth surface with less damage in treated fiber composites. The developed models were validated and found to be significant. Finally, the sodium bicarbonate treated jute fiber reinforced polyester composites are favorable for the drilling process at optimized machining conditions and could be used for various industrial applications which require secondary manufacturing processes.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.