
Abstract
In this paper, thermomechanical treatment is employed to eliminate the internal stress of the metal wire and the residual torque of the loop generated by knitting. Combined with materials science and textile science, it is found that the color of the warp-knitted metal mesh fabric becomes darker gradually with increase in the treatment temperature. During the annealing process, martensite grains grow before austenite due to poor thermal stability. The hardness and strength of the warp-knitted metal mesh fabric decrease slightly due to the unstable internal structure. Moreover, the loop deformation is small. Subsequently, the reverse transformation occurs at a certain annealing temperature and martensite gains transform into austenite grains. The original austenite grains have good thermal stability while remaining relatively stable. After exceeding a certain annealing temperature, it grows gradually with the increase of annealing temperature, forms a single austenite phase structure with a larger crystal grain size finally. As the number of applied springs increases, the force of the loop is uniform, the recrystallization of the metal wire proceeds fully. At this time, when the processing temperature is 800°C and the springs are fully utilized, the strength, hardness and loop deformation are maximized.
Introduction
Textile made by the metal wire that is usually used in the special field. The metal mesh fabric has both the design features of general textiles and the characteristics of metal products. Its products were used in aerospace and rocket manufacturing,1–2filtering industry,3-4 and building field.5–6 Plain metal mesh fabric has poor ductility, easy tearing, and unstable structure, which limits the development of metal mesh. 7 In the past two decades, metal mesh fabrics have been a key component of the scalable satellite antenna, aperture antennas with large mesh were used to increase the gain. 2 At present, warp-knitted metal mesh fabric with good elasticity, ductility, and stable structure has been attended. The raw material is usually made of the ultra-fine metal wire, such as stainless steel wire (SSW), tungsten wire, molybdenum wire, and graphite fiber bundle.
The ultra-fine metal wire exists the residual torque due to bending in the knitting process, grains in the metal are reordered due to external force. The warp-knitted metal fabric with large mesh is curl easily after knitting. Therefore, it is an important issue to solve the residual stress of warp-knitted metal mesh. However, the actual research on warp-knitted metal mesh fabric technology and equipment is still insufficient. Thermomechanical treatment is generally used to eliminate the internal stress of metal wire in material engineering. 8 In the analysis of thermomechanical treatment with metal, microstructure,9–11 hardness, 12 and mechanical properties 13 are the main research contents. Zhao 14 studied the recrystallization and grain growth behavior of stainless steel wires (SSWs) with a diameter of 12μm at 1073–1223k temperature. Among them, temperature and time are the key factors affecting mechanical properties. Shao 15 studied the mechanical test of warp-knitted metal fabrics with small mesh.
The current research on the warp-knitted mesh fabric mainly focuses on structural design16–17 and simulation,18–19 but the appearance performance of the warp-knitted mesh fabric is rarely studied, with no mention of metal fabric with large mesh. In addition, flatness research mainly concentrates on the appearance of textiles, which is generally characterized by defect image processing and wrinkle performance. Abril 20 and Mirjalili 21 evaluated fabric appearance by analyzing fabric wrinkle through imaging surface fabric. This method is not applicable to the warp-knitted fabric with large mesh. One of the reasons is that the warp-knitted fabric is uneven due to the special structure. Another important reason is that the mesh of fabric is too large; there is a certain error in evaluating fabrics by image processing. Therefore, this paper adopts a novel method to evaluate the appearance performance of the warp-knitted metal fabric with large mesh through deformation of the loop structure.
In this paper, materials science and textile science were combined, 316L SSW was used to knit flexible warp-knitted large mesh metal fabric. By using the method of pre-tension and high-temperature annealing, grain-boundary structure of austenitic SSW was controlled, residual stress in wire and residual torque in loop were eliminated. The influence of structure deformation of loop on fabric appearance flatness was studied after the thermomechanical treatment, by focusing the actual position of the loop before and after treatment, the loop deformation formula was deduced and verified with the actual appearance performance of the fabric. The research on the structural deformation of warp-knitted metal mesh after thermomechanical treatment was helpful to better optimize the design of the homogeneous structure. It will improve the application performance. It also can provide a certain foundation for the development of the research field.
Experimental
The standard atmospheric condition was adopted for the test which was 20 ± 2.0 0C temperature and 65 ± 4.0% relative humidity.
Raw materials
Chemical composition of 316L stainless steel fiber (wt. %).


Ultra-depth three-dimensional microscope image of SSW with a diameter of 0.05mm.

The process of the preparation and thermomechanical treatment for the warp-knitted metal mesh fabric.

Physical photo of the warp-knitted metal mesh fabric (a) natural state; (b) straight state.

Microscopic simulation diagram of one unit for (a) CAD simulation diagram; (b) SW-Front view; (c) SW-Top view; (d) SW-Left view; (e) theoretical fabric simulation of the warp-knitted metal mesh fabric.
Thermomechanical treatment
Since the metal mesh fabric after knitting was extremely crimped, a certain thermomechanical treatment was required to make its appearance and performance smoother. In this test, Figure 5(c) is a floor-type high-temperature German Nabertherm furnace LH15/14-351930; it was used to conduct heat treatment on the warp-knitted metal mesh fabric. In the beginning, the heating rate was 4°C/min, and then the heat preservation was done for 2 hours; finally air cooling was performed. A customized planar metal mesh heat treatment device, as shown in Figure 5(a) and (b), can control the use of four-sided springs. The number of the spring determines the applied tension of the metal mesh fabric during the thermomechanical treatment. Table 2 and Table 3 both show the heat treatment technology of the SSW and the warp-knitted metal mesh fabric, respectively. The structures of the loop were observed by the Leica Super Depth of Field Video Microscope DVM6, which could express the deformation degree of the warp-knitted metal mesh fabric by recording the length of loop extension. The heat setting device for the warp-knitted metal mesh fabric (a) 3D model; (b) object picture; (c) instrument of the muffle furnace. Heat treatment technology of 316L SSW. Heat treatment technology of the warp-knitted metal mesh fabric.


Microstructure
The microstructure of the warp-knitted metal mesh fabric with different temperatures and stresses was observed by Leica CA190 HD and Leica Microsystems CMS GmbH DM2700M RL metallographic microscope (D-35578 Wetzlar Germany), as shown in Figure 6(a). Physical drawing of test instrument (a) a microstructure tester; (b) a digital microhardness tester.
Microhardness test
Vickers microhardness testing system was employed for measuring the microhardness of the warp-knitted metal mesh fabric according to GB/T 4340.1–2009. The system consists of a digital microhardness tester (HVS-1000ZCM-XYY, Shanghai Suoyan Testing Instrument Co., LTD.), a digital camera and a computer with an image processing program, as shown in Figure 6(b). The hardness test method of metal materials was carried out in accordance with the national standard GB/T 4340.1-2009. The selected loading force was 100gf and the pressure holding time was 10 seconds. At 40X, the sample stage was loaded once every 2 mm of movement; each sample was loaded 6 times. The diagonal length of the indentation at each loading point was automatically calculated, and the hardness value was read directly by the data. Calculating the average value of the remaining points within the error range, and the microhardness value of the sample.
Tensile test
The metal mesh fabric will definitely be subjected to tension in actual engineering applications, so unidirectional stretching was used for characterization. At first, the XL-2 yarn tensile tester was used to carry out tensile test on the yarn of the stainless steel wire according to GB/T 3916. The clamping distance was 500 mm, and the tensile speed was 500 mm/min. Ten samples were tested for each group; five effective values were selected to take the average value.
Assuming that the metal mesh was only subjected to external force in the actual process, the unidirectional tensile properties of metal mesh in the tensile state were mainly studied. At present, there was no specific test standard for the tensile properties of metal fabrics with big mesh. In order to obtain relatively standardized test results, the breaking strength of stainless steel wire warp-knitted mesh fabrics was referred to GB/T 4925-2008 “Fishing nets—Method of test for the determination of strength and breaking elongation of netting of synthetic fiber.” YG028 fabric strength machine (Ningbo Textile Instrument Factory) was used for tensile test on the warp-knitted metal mesh fabric. The clamping distance of the instrument was 100mm (2 meshes × 3 meshes), the tensile speed was 20mm/min. The sample cloth was cut into 2 meshes × 5 meshes. (The stainless steel wire was easy to break after bending, in order to avoid the damage of rigid clip on metal mesh fabric and ensure the reliability of data, it was necessary to add cushion at the upper and lower clips to protect the fabric.)
Results and discussion
Analysis of microstruction
In this study, microstruction can be used to observe the physical state and chemical state of the metal. Figure 7 and Figure 8 manifest the optical micrograph (OM) images on the longitudinal section of polished and unpolished the warp-knitted metal mesh fabric, respectively. After thermomechanical treatment, a black oxidation hardening layer appeared on the metal surface, so it was necessary to prepare metallographic samples by grinding and polishing treatment. The front side of the metal mesh was polished with 2000 mesh sandpaper. The sandpaper should be polished in two different directions for two times, each rotation about the two directions was between 45° and 90°. The surface of fabric after the heat treatment showed more serious damage than that of untreated fabric. The color of the warp-knitted metal mesh fabrics darkened gradually as the temperature of thermomechanical treatment increased. The untreated warp-knitted metal mesh fabric was silver-white; the treated warp-knitted metal mesh fabric was copper color, blue, blue-purple, and black after 400°C, 500°C, 600°C, and 800°C, separately. Moreover, at the same stress intensity, the fatigue crack propagation of fabric grew faster as the increase of the temperature. Martensite appeared when the annealing temperature was 400–600°C. The average grain size of martensite began to be larger than austenite, indicating that martensite occurred before austenite under the same annealing condition, on account of the release of the residual stress during the annealing process, it came into being martensite. When the annealing temperature was 600°C, the martensite content was reduced greatly. It was found that the martensite had poor thermal stability at high temperatures and it began to transform into austenite by reverse transformation. When the annealing temperature was 800°C, the martensite no longer existed. It was completely reversed to austenite. OM images on the longitudinal section of the unpolished warp-knitted metal mesh fabrics. OM images on the longitudinal section of the polished warp-knitted metal mesh fabrics.
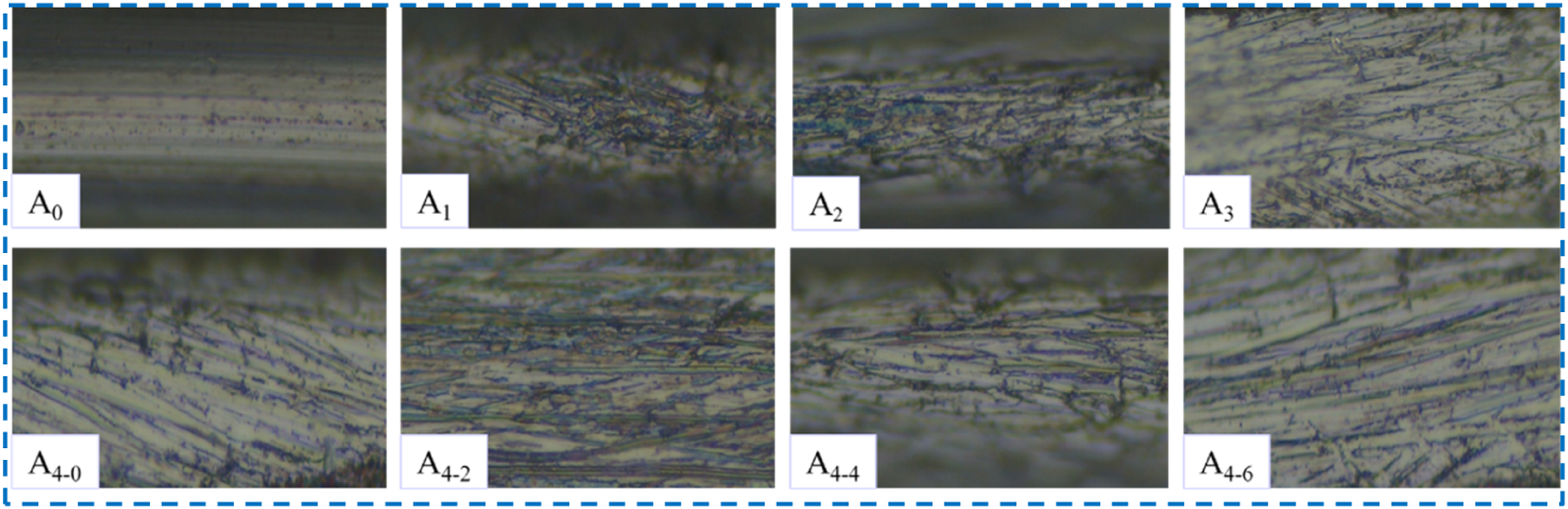
As part of austenite was derived from martensite of the reverse transformation, the average grain size of martensite was larger than that of austenite during annealing. It was inferred that there were two ways to form austenite with larger grain size after annealing. One was that the initial austenite grain grew and the austenite became more stable, the other was that martensite of the reverse transformation produced new austenite. Figures A4-0–A4-6 show that with the increase of pre-tension, dislocation occurred between crystal grains, the mobility of atoms in the metal was strengthened. The nucleation was promoted during phase transition, the crystal grain refinement led to an increase in the number. It was summarized as follows: during the annealing process, the martensite grains grew before austenite due to poor thermal stability, then transforming into austenite grains at a certain annealing temperature. However, the original austenite grains had good thermal stability under stability relatively. When exceeding a certain annealing temperature, they began to grow gradually as the annealing temperature increases, finally it formed a single austenite phase with a larger average crystal grain size. Hence, the annealing temperature plays an important role in transforming the inner environment of the warp-knitted metal mesh fabric.
Analysis of microhardness and tensile
In the process of using, the warp-knitted metal mesh fabric will inevitably encounter various collisions. Figure 9 shows the microscopic images of the warp-knitted metal mesh fabric after indentation. As we could see from the Figure 9, the color of the warp-knitted mesh fabric became darker gradually as the temperature increased in thermomechanical treatment. Figure 10 shows the microhardness of samples under different temperature and tension processes. The enhancement of surface hardness was considered to be the result of crystal grain refinement, residual stress, and martensite transformation. Shown in Figure 10 a0 and A0, the hardness of the 316L SSW and untreated warp-knitted metal mesh fabric did not change much, the hardness was about 252HV. It indicated that the wire was not damaged much during the feeding process and the looping process. The change of the surface hardness after knitting metal mesh fabric was very seldom. In the same pre-tension, the hardness dropped sharply at 400°C and increased significantly from 500–800°C. The range of martensite and the crystal grain size was not stable; this was due to the residual stress in metal wire was eliminated gradually. The mobility of atoms in metals was enhanced. The atoms were rearranged by the diffusion of iron and carbon elements in SSW. The original imbalance became an equilibrium organization. When the pre-tension was constant, the hardness decreased at 400°C, increased obviously from 500 to 800°C. Martensite and crystal grain size were unstable in this range. At a certain temperature, with the increase of pre-tension, the surface hardness of the warp-knitted metal mesh fabrics increased from 308HV to 355HV. It was due to the crystal grain refinement and crystal grain boundary increase after a certain amount of pre-tension, which led to the increase of dislocation resistance. Microscopic images on surface of the warp-knitted metal mesh fabrics after microhardness indentation. The hardness of samples under different temperature and pre-tension process.

Figure 11 shows the depth of field images. As can be seen from the diameter of a1-a3, with the increase of the treatment temperature, the diameter of SSW increased slightly. Figure 12 and Table 4 illustrate mechanical properties of SSW. Moreover, as the temperature increased, the breaking strength decreased slightly and the breaking elongation decreased significantly. It pointed that the brittleness of the SSWs decreased after heat treatment. The load–displacement curvature of the SSW increased after heat treatment at 800°C. Ultra-depth three-dimensional microscopes of untreated SSW and treated SSW. Load-elongation curve of 316L SSW after different processes. Mechanical properties of 316L SSW after different processes.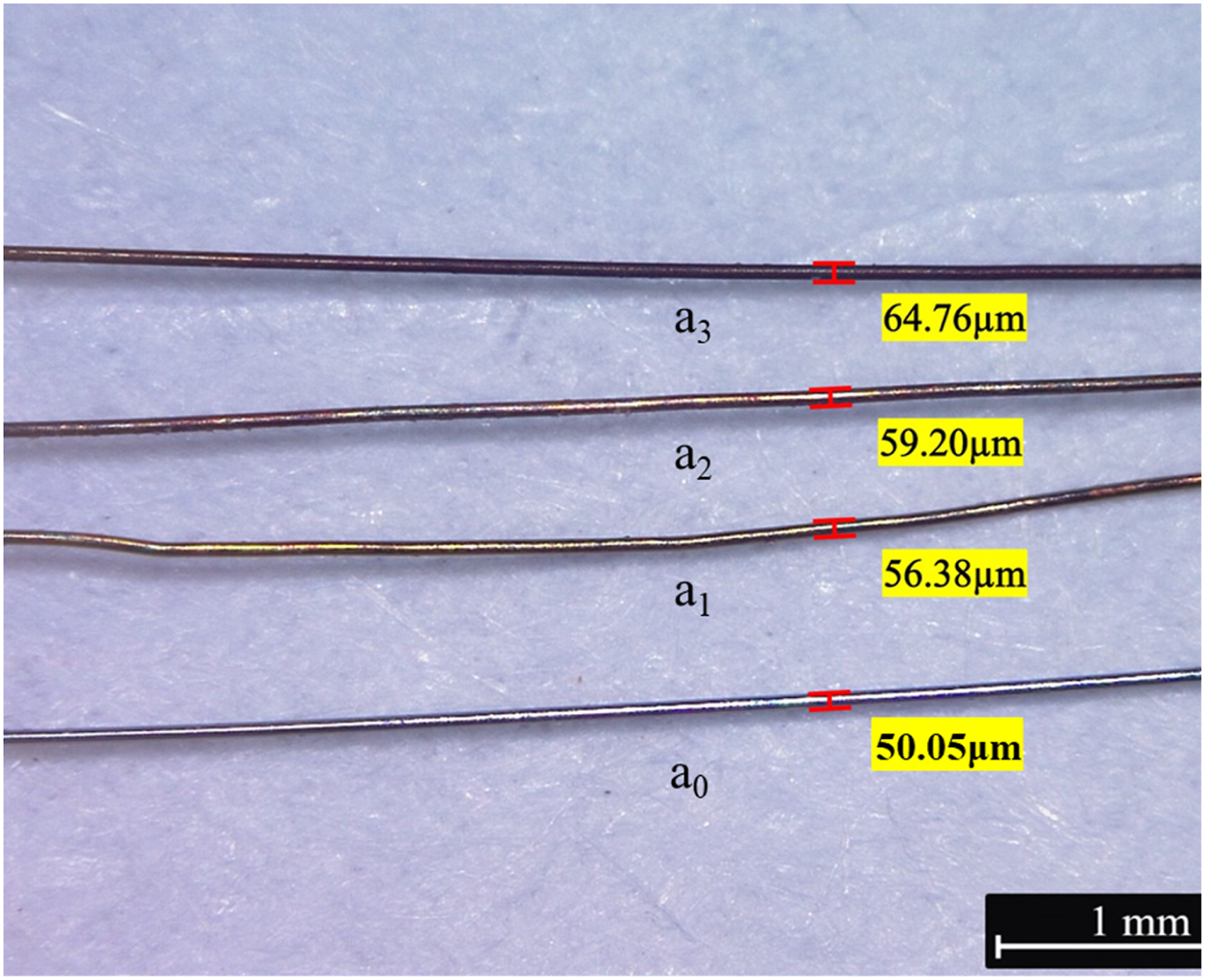

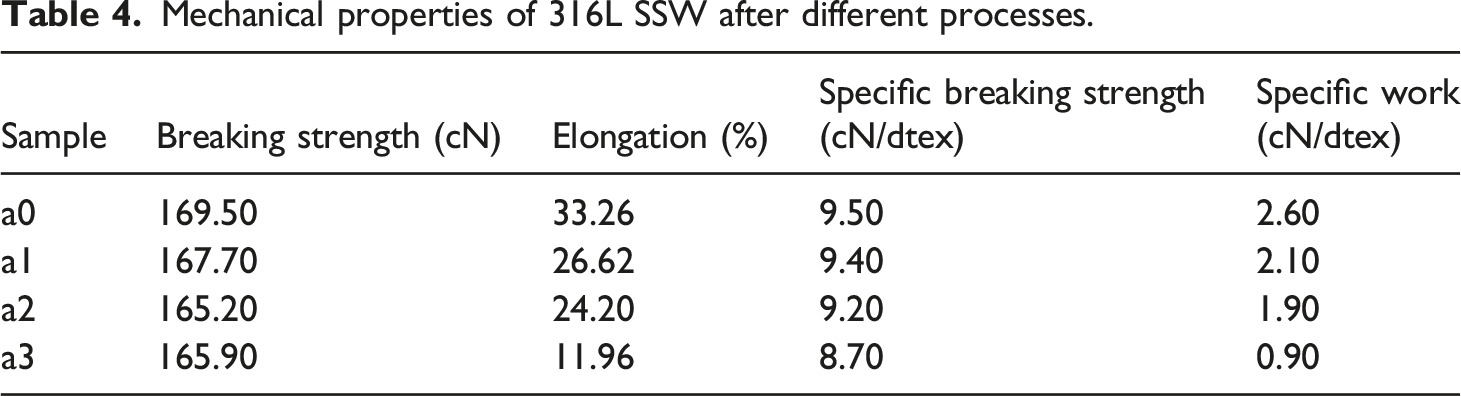
Figure 13 shows the failure process diagram of the warp-knitted metal mesh fabrics in tensile test. Figure 13(a) shows the clamping distance and the unstretched state of the metal mesh fabric. Figure 13(b) – (d) show the failure process of the warp-knitted metal mesh fabric. During the tensile process, the residual torque inside the metal wire was first eliminated. The tensile stress of the metal wire was concentrated until the weak point appears, then the crack extended rapidly, finally the fabric reached the failure condition. It first broke at the joint of the left pillar and tricot stitch as shown in Figure 13(b), then it broke at the right joint of the same row as shown in (c), and finally the damage occurred at the joint located in the lower part of the clamping fabric as shown in (d). The fabric kept breaking at the joints. It pointed out that the joint of the pillar stitch and tricot stitch was severely damaged during the stretching process of the warp-knitted metal mesh fabrics. Figure 14 is a load–displacement curve of the warp-knitted metal mesh fabrics under different stretching processes. Figure 14(a) shows that under the same pre-tension condition, the maximum force at fracture decreased with the increase of temperature. Figure 14(b) shows that under the same temperature, the fracture strength increased gradually with the augment of stress. Because when the 6 springs were applied, the warp-knitted metal mesh fabrics had uniform stress, stable austenite, and maximum hardness. Stretching process of the warp-knitted metal mesh fabrics. Force–displacement curve of the warp-knitted metal mesh fabrics with under (a) different temperature; (b) different pre-tension.

Analysis of deformation
In order to better analyze the deformation process of the flexible warp-knitted metal mesh fabric after thermomechanical treatment, it was necessary to establish a mechanical model and explain its change trend numerically according to the loop structure. The deformation of the metal mesh fabric was mainly caused by the special knitting structure. In this paper, it was mainly represented by the structure deformation of a single loop. However, the structure of the warp-knitted fabric was complex and changeable. The ideal model was established without loop deformation. First, according to the verticality or parallelism of space vector, six basic constraint points were defined; the engineering constraint algebraic equations were also derived. Second, it was assumed that the centerline of stainless steel wire was a continuous differential arbitrary spatial curve, and then the centerline curve was scanned in Solidworks software to generate a three-dimensional geometric meso-model directly. Figure 15(a) is the theoretical model of the loop, in which BCD was a semi-circular arc curve and AB, DE, and EF were approximate straight line segments. The model included three parts: the column, the arc, and the extension line of the loop; the end of the extension line of the loop was the starting point of the next row. A loop model consisting of six basic constraint points can deduce the theoretical models of the tricot stitch and the pillar stitch, as shown in Figure 16. The theoretical model of the loop in fabric structure. The theoretical model of the structure (a)tricot stitch; (b)pillar stitch.

Then the length of the loop can be obtained from Pythagorean theorem and Trigonometric function




Similarly, the arc radius is
Among them, assume that
Therefore, the formula for calculating a and c is
It was assumed that the deformation of the loop only stretches along the horizontal direction; loop deformation model was established as shown in Figure 17. This was based on the assumption made by observing the warp-knitted metal mesh fabric under the microscope. The movement distance GG’of the loop center line was the deformation amount. Compared the actual position of the loop before and after treatment, the loop deformation formula was deduced and verified with the actual appearance performance of the fabric Loop deformation model of the warp-knitted metal fabric.


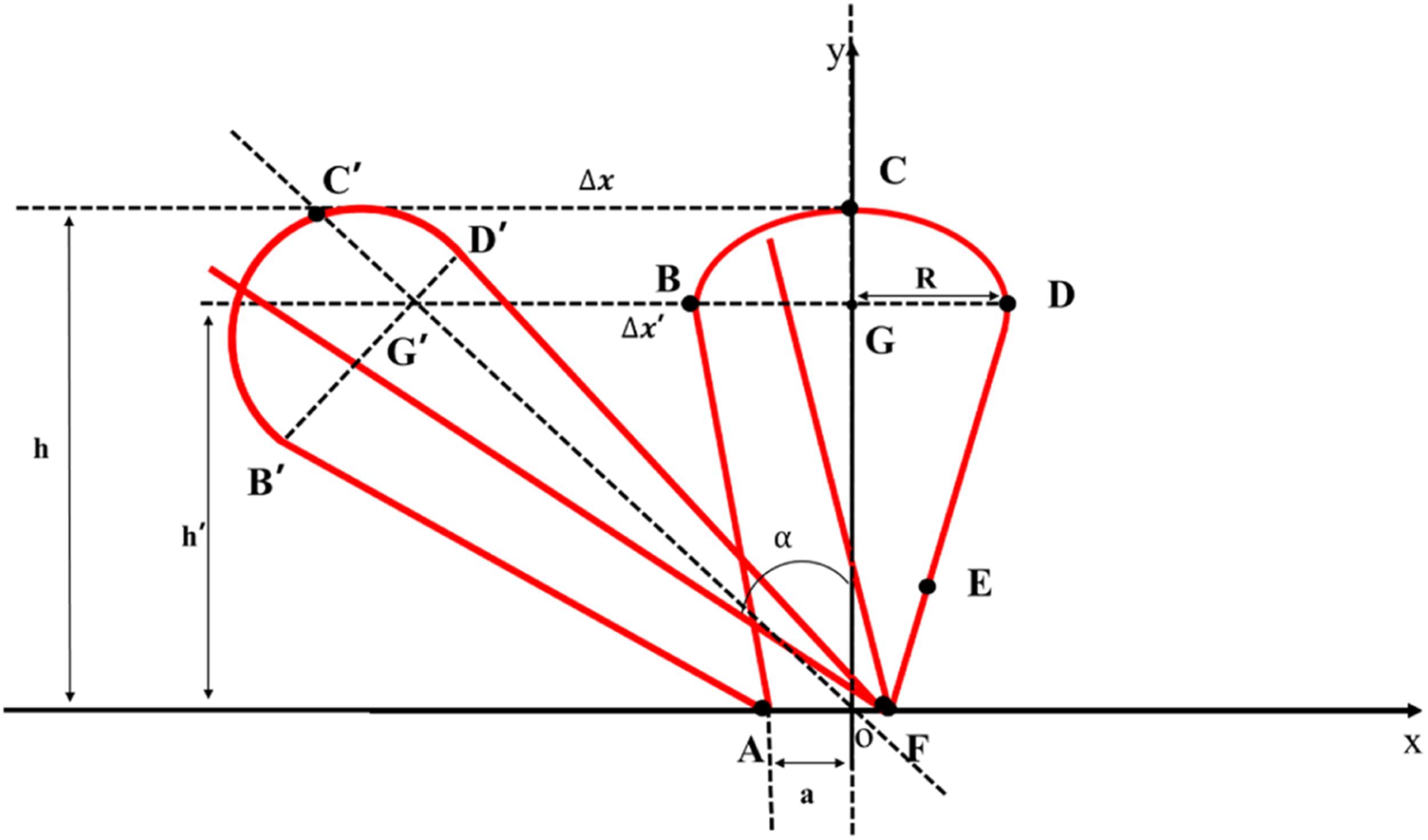
Therefore, the deformation of the loop is
After observing of the appearance of the warp-knitted metal mesh fabrics in Figure 18, the appearance of A4-6 was best. The loop deformation of A4-6 was maximum, reaching 38%. This was because in an ideal state, the loops of the warp-knitted fabric were in a vertical state, then the loops deviated when these subjected to force. As the metal wire was deformed, the movement of the dislocation between the crystal grains caused the residual stress inside. Furthermore, when the stress was greater than the yield strength of the material, it was deformed. Through heat treatment, the mobility of atoms in the metal was strengthened. The atoms were rearranged through the diffusion of iron and carbon elements in the metal wire, The original imbalance became a balanced organization. Figure 19 shows the degree of loop deformation by the extension line length of the pillar stitch at the side and the tricot stitch at the junction. It showed clearly that the longer the extension line of the pillar stitch and the tricot stitch was, the greater the deformation of the metal mesh loop was. This point was the consistent with the above conclusion. When the heat treatment temperature of the metal mesh was 800°C and 6 springs were applied on each of the four sides, the smoothness of the metal mesh was the best under the natural state. The reason was mainly that the nucleation rate and the recrystallization of the metal wire material aggrandized with the increase of the annealing temperature, the recrystallized grains appeared equiaxed and homogenized gradually. When 6 springs were applied and the temperature was raised to 800°C, recrystallization was fully carried out. The fibrous structure was transformed into an equiaxed crystal structure. The crystal grain size had increased. At the same time, the metal mesh loop structure had the largest deformation and the warp-knitted metal mesh fabrics had the most flat appearance. Unprocessed and treated warp-knitted metal mesh fabrics (A0-A4-6) in the straightened state; (C`0-C`4-0) in the natural state. Depth of field map of the warp-knitted metal mesh fabrics (a) mesh edges; (b) joints.

Conclusions
The thermomechanical treatment was a technological method. It combined plastic deformation and heat treatment, which obtained the comprehensive effect of deformation and phase change strengthening. The purpose of this paper was to explore a novel method to evaluate the appearance performance of the warp-knitted metal fabric with large mesh through deformation of the loop structure. The following conclusions can be drawn. (1) Temperature treatment had influence on the hardness and strength of warp-knitted metal mesh fabric. Proper use of this material can effectively exert the advantages of material structure or prolong its service life. (2) During the stretching process of the warp-knitted metal mesh fabrics, the joint of the pillar stitch and tricot stitch was always damaged, which provided certain guidance for us to study the mechanical properties of warp-knitted structural materials in different fields. (3) This paper showed that studying its deformation by using the loop model will provide an effective reference for warp-knitted mesh fabric .This will be of certain premiere significance to the further study for microstructure deformation of metal fabric with large mesh. More specifically, the experiment of thermomechanical treatment of warp-knitted metal mesh fabric will provide a theoretical basis for broadening its application fields.
Footnotes
Acknowledgments
The authors acknowledge the financial support from the National Science Funds of China (11972172), the Open Project of Space Structure and Mechanism Technology Laboratory of China Aerospace Science and Technology Group Co. Ltd (YY-F805202111020), the Postgraduate Research & Practice Innovation Program of Jiangsu Province (KYCX20_1943).
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.