
Abstract
Thermoelectric (TE) materials based on conjugated/conductive polymers can directly convert heat into electricity, and thus found promising applications in energy scavenging and cooling technologies. The performance of these thermoelectric materials is governed by different parameters like the nature of the material, thermal stability, electrical conductivity, Seebeck coefficient, and thermal conductivity. Although the traditional inorganic semiconductor materials such as PbTe (Lead Telluride), Bi2Te3 (Bismuth Telluride), SiGe (Silicon-Germanium), SnSe (Tin Selenide), and Skutterudite (CoAs2) are giving high performance, they have some inherent limitations, such as poor processability, toxicity, rare availability, and high cost of manufacturing. Whereas, organic conjugated polymers such as polyacetylene (PA), polyaniline (PANi), Poly(3-hexylthiophene) (P3HT), polypyrrole (PPy), poly 3,4-ethylenedioxythiophene (PEDOT), etc. have low cost of synthesis, light in weight, low toxicity and better processibility. Organic textile thermoelectric generators (T-TEG) can be prepared by in-situ polymerization of the conjugated polymers onto textile substrates. This article reviews the preparation, design and performance of these T-TEGs. Various approaches and scopes of improvement of efficiency of the thermoelectric effect of the T-TEGs are discussed. Various potential applications of the T-TEG in different fields are also described.
Keywords
Introduction
Textile is one of the indispensable parts of human life, along with food and shelter. The primary role of the textile is to cover and protect the human body from the adverse environment. However, it shows promising applications in wearable thermoelectric for body heat conversion. Artificial Intelligence has led to the development of wearable devices like smart glasses, smart watches, smart fit bands, even the development of electronic skins [1,2]. These developments have led to a broad research interest in self-driven wearable technologies. To meet the requirement of these self-driven smart devices, energy harvesting technologies can be sought where equipment like solar cells and technology like piezoelectric and thermoelectric can be utilized [3–6]. The innovations in the field of thermoelectric have obtained wide accolades globally in recent years. The thermoelectric generator helps in the conversion of electric energy directly from the heat with zero environmental pollution [7]. This Thermoelectric generator is also referred to as TEG in the thermoelectric system. Thermoelectric technology can be applied to the textiles with few challenges in fabrication, but it will allow the textile to act as an energy harvester itself [8].
Clothing is worn by humankind since its existence on the earth. It has acted as an item of utility and adornment. Textiles have been worn next to the skin, making it a perfect medium for utilizing body heat in order to generate power. It has unique features like comfort, flexibility, air permeability, etc. Now, these features are missing in semiconductors based materials. Thus, textiles can be a perfect material as a thermoelectric generator to generate electricity utilizing body heat [9].
Textiles are composed of fibers. This technology will allow fabrics and fiber within to act like thermoelectric material when they are functionalized with organic conjugated polymers like poly(3-hexylthiophene) (P3HT), poly 3,4-ethylenedioxythiophene (PEDOT), polyaniline (PANi), polyacetylene (PA), polypyrrole (PPy), etc. When these conjugated polymers are coated on the fiber, yarn, or fabric surface, electro-active textiles would be developed, which have a synergy of both the properties of the conjugated polymer and the textiles. The yarns and fabrics coated with the conjugated polymers can act as thermoelectric legs leading to the development of one dimensional, two dimensional or three-dimensional structure based thermoelectric generator. The developed TEG can be utilized in wearable, wireless, low power health care devices. This article is dealing with the preparation, characterization, properties, and applications of these TEGs [9,10].
Thermoelectric effect
The thermoelectric effect can be defined as the direct conversion of thermal energy into electric energy and vice versa. This effect is governed by physical transport properties like electric, thermal conductivity, and Seebeck coefficient, and its efficiency is defined by a dimensionless unit i.e, figure of merit. The thermoelectric effects (Peltier, Thomson, Seebeck) & Joule effect are the main phenomena that occur in a thermoelectric device [11].
The Seebeck effect can be defined as the conversion of thermal energy into electric energy. This effect can be utilized for power generation. The device that is used in such applications is called a thermoelectric generator (TEG) [11]. In 1821, the German physicist Thomas Johann Seebeck discovered this effect. The Seebeck effect happens when there is a temperature difference amongst two dissimilar conductors leading to the creation of potential difference across conductor ends, as shown in Figure 1, where two different conductors (A & B) are connected to create the junction of the circuit. As shown in Figure 1, conductors A & B are joined electrically in series and parallel thermally. The hot junction has temperature Th, and the Cold junction has temperature Tc [11,12].

Schematic diagram of the Seebeck effect.
Peltier effect is the phenomenon of cooling of one junction and the heating of the other when an electric current is maintained in a circuit of material consisting of two dissimilar conductors. This effect can be utilized in applications of heating and cooling. TEC, which stands for a thermoelectric cooler, is the device that is used in such applications acting as efficient temperature controllers. Peltier effect was discovered by a French watchmaker Jean Peltier in 1834 [11].
The Thompson effect defines that heat is released or absorbed in any conductive material having electric current flow because of the temperature difference between two ends of the conductor. Thomson (Lord Kelvin) had discovered this effect in 1851. It is known as the Thomson effect. The Joule heating takes place when a conductor with the flow of electric current produces heat [11].
Radiant body heat can be converted into electrical energy utilizing the temperature difference between the body and the outside cold atmosphere. Thermoelectric (TE) mat1erials which have poor thermal conductivity and high electrical conductivity are excellent to convert body heat into electrical energy [13]. Therefore, the thermoelectric (TE) effect can be successfully employed for scavenging waste body heat to convert in electrical energy to play some wearable electronic devices and circuits [10].
The thermoelectric material is governed by the Seebeck effect, which can be explained by Seebeck coefficient (S) and thermoelectric power (TEP) or Thermopower. The Seebeck coefficient is given in equation (1)

In equation (1),
The Thermoelectric

In equation (2), ZT is a dimensionless value,
Thermoelectric devices
Thermoelectric (TE) devices are small solid-state devices used for power conversion, power generation, and refrigeration applications. The typical dimension of the TE devices is in the range of few square centimetres with a thickness of few millimetres. The TE devices that generate electricity from the temperature gradient are called TE generator (TEG) and when employed for cooling effect by the supply of direct current (DC) are called TE cooler (TEC). Large numbers of thermocouples are associated electrically in series or thermally in parallel to form a staked configuration building such TE devices [15].
Thermoelectric generator (TEG)
TE generators are composed of both p-type and n-type semiconductors, which are connected electrically in series and thermally in parallel, as shown in Figure 2. Such association of the semiconductors in the devices convert heat energy to electricity as per the Seebeck effect, as discussed in the section 2. If Qh is the higher heat flux applied on the hot surface and Qc is the lower heat flux applied on the cold surface of a TE generator, then holes (h+) in the p-type semiconductors and electrons (e–) in the n-type semiconductors will drift towards the cold side. This movement of the charges causes a current flow (I) in the associated circuit in the direction opposite to the direction of the movement of the electrons. The p-type leg and n-type leg form a junction at one side and attached with the help of a conductor (commonly, a copper strip is used as conductor). As clearly defined V1 is the voltage from the p-type leg at the cold side of the thermoelectric generator, and V2 is the voltage at the n-type leg on the cold side of the thermoelectric generator. An appreciate the electrical connection of the device with an external load (RL) in a closed-loop will run the load by the device due to the thermal gradient created [16]. The pairing of n-type and p-type semiconductors is called a thermocouple. If temperature difference (ΔT = Th – Tc) across the TEG device increases, electric output power increases and vice versa [11]. The low thermal conductivity of the TE material prevents rapid heat dissipation and benefits the enhancement of the electrical output [13]. The efficiency of TEG can be improved by either enhancing ZT value or by reducing the heat loss or improving heat energy utilization by adjusting the structure [8]. A TE generator can consist of many thermocouples which either can be connected in series to enhance the voltage output or can be connected in parallel to increase the current output [16].

Representation of a TEG device.
Thermoelectric cooler (TEC)
A thermoelectric cooler is a device, as shown in Figure 3. This device can be used to convert electric energy to heat energy by using a principle known as the Peltier effect. “Peltier effect” or thermoelectric cooling is generated when p/n junction is supplied with a voltage, which causes the creation of electron/hole pairs in the vicinity of the junction, and these electron pairs flow away from the junction, causing cooling at one junction end and heating on other ends [9].

Schematic diagram of a TEC device with p & n thermoelectric couples.
Thermoelectric materials
Though many materials show more or less thermoelectric effects, an ideal TE material must have a good Seebeck coefficient, low thermal conductivity (

Different materials are classified concerning their thermal κ and electrical σ conductivities.
Inorganic thermoelectric materials
The choice of materials for wearable thermoelectric devices (TE) can be split into inorganic and organic-based materials. Inorganic TE materials show better thermoelectric performance due to their higher stability than that of the organic TE materials, and therefore inorganic TE materials are conventional and common in use. Such inorganic materials are PbTe(Lead Telluride), Bi2Te3 (Bismuth Telluride), SiGe(Silicon-Germanium), SnSe (Tin Selenide)and Skutterudite(CoAs2), etc. which are being widely explored, and the ZT value can reach as high as 2.6 [18]. Therefore, the thermoelectric materials can be classified into three categories viz. semiconductors, ceramics, and polymers. In recent times, some polymers and carbon-based materials have displayed interesting thermoelectric material properties [19].
Organic thermoelectric materials
Organic thermoelectric devices can be prepared by using conductive and non-conductive polymers. The three majorly used non conducting polymers are polyvinylidene fluoride (PVDF), Poly(3-hexylthiophene) (P3HT), and poly(3-octylthiophene) (P3OT). Thermoelectric conductive polymers are polyacetylene (PA), polyaniline (PANi), poly 3-methylthiophene (P3MT), polythiophenes(PTh), polypyrrole (PPy), Polyphenylenevinylene (PPv), poly 3-butylthiophene (P3BT) and poly 3,4-ethylenedioxythiophene (PEDOT) [20].
Polyaniline (PANi) is the most researched conductive polymer in recent times due to its good thermal stability, easy synthesis from solution, chemical stability, easy application, and high electrical conductivity. After this poly(3,4-ethylenedioxythiophene):poly(4-styrenesulfonate) (PEDOT: PSS) is mostly used polymer with good processability from chemical solutions, better charge transport properties, thereby providing good electrical conductivity but have a demerit of its hygroscopic behavior arising from PSS phase. Additionally, it has low resistance to a humid environment [9].
PEDOT: PSS coated carbon nanotubes (CNTs) have become one of the most widely used composites as TE material. In Figure 5, a junction structure is shown, and this junction helps in improving the thermoelectric transport properties of carriers. At the interface, a group or series of electrons channels are formed. As the CNT has good electronic transmission property, it significantly improves the electrical conductivity in this composite film to ∼40,000 S/m. Because of dissimilarity in molecular vibrational spectra of PEDOT: PSS and CNT a reduction in transportation of phonons at the nodes is observed, and as a result, it prevents the increase of thermal conductivity of the hybrid material [21].

Schematic representation of PEDOT: PSS-CNT junction.
Table 1 gives a summary of ZT values of organic and inorganic thermoelectric material. With the usage of various nanofillers in host structure, nanocomposites, nanowires, nanograins, etc. are prepared for the improvement in thermoelectric performance of the TE materials. With the help of phonon scattering nanostructures, the thermal conductivity of TE material can be reduced [23].
Summary of thermoelectric properties of conjugated polymer-based material.

Though the conjugated polymers are now commercially available, low or nontoxic, and easily processable, the major limitation of them is their moderate electrical conductivity. The electrical conductivity and charge transport characteristics can be enhanced by doping with a suitable dopant [33]. Whereas, inorganic TE materials are rarely available, toxic, limited processability, and requires high cost for their manufacturing. Moreover, the working temperature range of these inorganic TE materials is generally above 200°C that makes them unsuitable for the applications of the human body heat scavenging mechanism [33,34].
Mechanical properties of thermoelectric material
Mechanical properties play a significant role while designing the practical applications for thermoelectric modules as it helps in assuring the durability of the module. Certain mechanical properties play a crucial role while developing the practical TEG’s such as elastic modulus Poisson’s ratio, strength and fracture toughness [35]. The mechanical properties of organic thermoelectric materials with flexible application include elastic modulus [36], elastic range and yield point [37], toughness [38] and strain to fracture [39]. These mechanical properties depend on the structure of individual molecule and the packing of molecules in the solid state [40]. The tensile modulus can help in improving the applications related to deforming by reducing the interfacial stresses between its layers [41].
The organic polymer PANI polyaniline, can be combined with ZnO and CNTs for creating nanocomposite films with improved mechanical properties and cam be used in energy harvesting devices [42]. Mechanical property of a thermoelectric films can be determined by its molecular structure. The size of side chain for a given attachment density predicts the softness behaviour of the film [41]. At the atomic scale, mechanical properties of a material depend on bonding between its atoms, stronger the bond more energy is required for atomic separation [43].
The organic polymer-based thermoelectric devices can be fabricated by coating organic polymers on flexible textile substrates and it helps in attaining foldable displays and flexible roll-to-roll production. For manufacturing of thermoelectric materials which are stressed during bending, knowledge of mechanical properties plays an important role in determining the longevity of that material. The mechanical properties of PEDOT:PSS film shows its dependence on Relative humidity. Figure 6 shows that the higher value of relative humidity makes this material more plastic and lesser value, making it more brittle [44]. So, it is very important to avoid the premature failure of thermoelectric devices due to mechanical overstraining by understanding the changes in its mechanical properties under certain condition of Relative humidity [45].
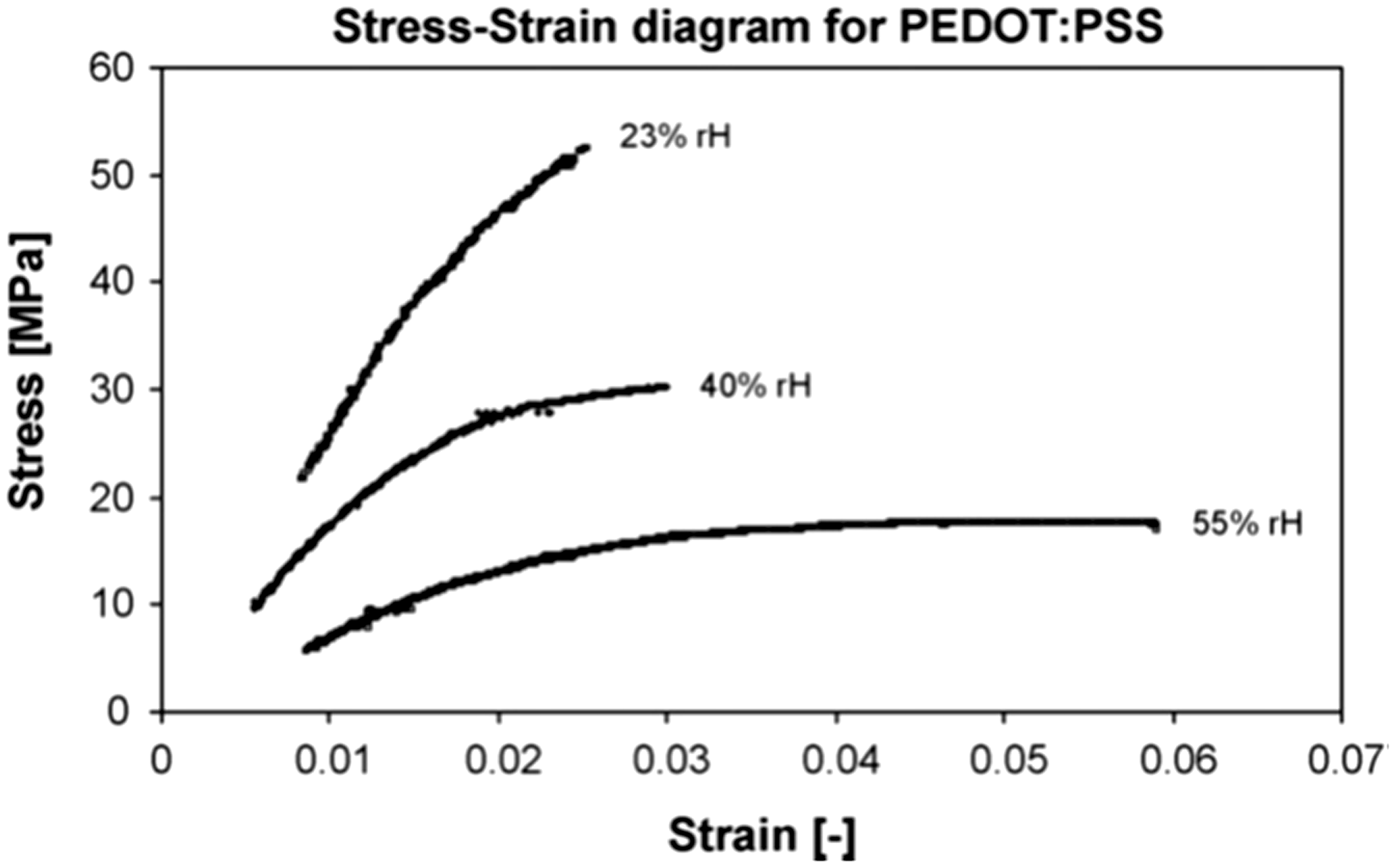
Stress-strain diagrams for typical results obtained at different relative humidity’s.
Textile thermoelectric material
Clothing is worn by humankind since its existence on the earth. It has acted as an item of utility and adornment. Textiles have been worn next to the skin, making it a perfect medium for utilizing body heat in order to generate power. It has unique features like comfort, flexibility, air permeability, etc. Now, these features are missing in semiconductors based materials like inflexible electronic materials. Thus, textiles can be explored as a thermoelectric material to generate electricity using body heat. Textile components fibers, fabrics, and polymer films are all flexible material. This technology will allow fabrics and fiber to act like thermoelectric material with the use of high-performance inorganic and organic polymers [8,9].
Both the inorganic and organic TE materials have their inherent limitation in terms of their structural rigidity, lack of processability to form fibers or films to drape body shape or curved heat source for successful applications in wearable electronics. However, Conjugated polymers have a good affinity with most of the textile fibers and can be easily coated on the surface of the textile substrates to prepare hybrid TE materials, which will be flexible, durable, comfortable, and light-weight. Such composite textile TE materials are emerging as promising materials due to their drape ability to mold human curved body shape properly for maximum body waste heat scavenging. These are then called flexible thermoelectric (FTE) materials, which as fabricated and work at many low temperatures than that of the inorganic TE materials. Moreover, they are light-weight, comfortable, air, and moisture permeable, possessing high σ, low κ, which makes them very attractive for this application.
Fabric-based thermoelectric material
Fabric-based thermoelectric materials are composed of fabric and coating of thermoelectric material on them. Textile thermoelectric material was prepared by coating commercial polyester fabrics with PEDOT: PSS as shown in Figure 7. The fabric-based thermoelectric material thus created give Seebeck coefficient S of range 15.3–16.3 µV/K at 300 K and electrical conductivity of range 0.5–3 S/cm and give 0.045 μWm−1K−2 power factor at a temperature of 390 K [46].

Preparation of PEDOT: PSS coated polyester thermoelectric fabric: (a) a dip-coating process and (b) the prepared thermoelectric fabric.
Fiber/yarn-based thermoelectric material
Fibre/Yarn based thermoelectric materials are composed of fiber/yarn coated with thermoelectric material and it provides more design flexibility in TEGs as compared to TEGs made out of fabrics. In Figure 8(a), dip coating process of PbTe nanocrystals on glass fibers is shown. This thermoelectric material has exhibited thermal conductivity of 0.228 Wm−1K−1 at 300 K temperature, Seebeck Coefficient of 1201.7 μVK−1, the electrical conductivity of 104.4 S/m, and power factor of 0.15 mWm−1K−2 [47].
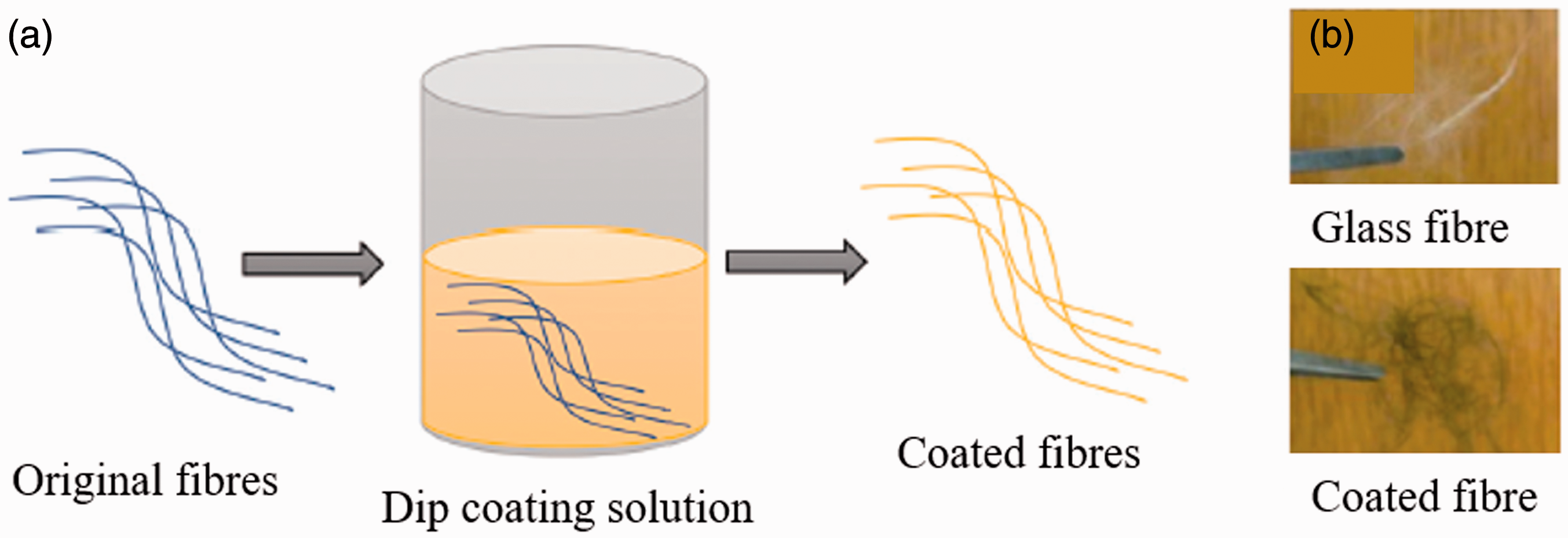
Preparation of thermoelectric textile fibers and yarns. (a) Fibre dipped in dip coating solution and (b) representation of coated and uncoated glass fiber prepared by Liang et al. (2012).
PEDOT: PSS composite, waterborne polyurethane, and multiwalled carbon nanotube (MWCNT) are used to develop water processable thermoelectric material [48]. At room temperature, this thermoelectric material shows a Seebeck coefficient of ∼10 μV/K and electrical conductivity of ∼13,826 S/m and a power factor of ∼1.41 μWm−1 K−2. This water-based composite has good thermoelectric performance and good processability as compare to other organic solvent-based thermoelectric material, and this water-based thermoelectric composite is coated on cotton and polyester yarns, as shown in Figure 9. The results show that cotton staple yarn is less suitable than the polyester filament yarn for the coating. Fabric-based thermoelectric generators are prepared using these coated yarns as thermoelectric legs.

Preparation of thermoelectric yarns. (a) Coating process of yarn and (b) MWCNT, waterborne polyurethane, and PEDOT: PSS based thermoelectric composite is coated on polyester yarn.
Coating METHODS
Different methods can be used for bonding the organic thermoelectric materials to textile/substrates (fiber, yarn, and fabric) such as coating, filming, dyeing, printing, etc. A highly durable conductive silk yarn is prepared through coating with PEDOT: PSS that exhibits excellent properties that are desired for e-textile applications [49]. There are various coating methods reported in the literature for the preparation of Conjugated polymer-based textile materials. The most common methods are in-situ chemical, electro-chemical, and vapor phase polymerization [50–56]. By these processes, various textile fabric, fiber, and for many electronic applications, including a thermoelectric generator.
In-situ chemical polymerization
In the in-situ chemical polymerization process the textile specimen if first dipped into a monomer solution, then dipped into an oxidant solution and kept for a predetermined time at a cold temperature for oxidative polymerization of the monomer and coating over the textile surface as shown in Figure 10. A suitable dopant can be added with the oxidant solution during the polymerization process. The electronic properties of the coated textiles depend on the polymerization condition, reagents concentrations, types of dopants and their concentration, the interaction between the textile substrate and the conductive polymers, etc. This process is easy to adopt in both laboratory, and commercial set-up for the preparation of conjugated polymer coated textiles. Limitation of the process is that the textile substarte should have an affinity to the polymer and precursor of the polymer must be soluble in the media where the polymerization will be carried out [54].

In-situ chemical polymerization.
In-situ electro-chemical polymerization
Instead of oxidant, electrical energy is used for polymerization of monomers in the electrochemical polymerization of the conductive polymers. In-situ electrochemical polymerization can be conducted in an electrochemical cell where two electrodes are connected to an external power supply (direct current). The cell is filled with a solution of monomer, electrolyte, and dopant, as shown in Figure 11 [54]. Due to electrochemical reaction, polymer synthesis occurs, and polymer molecules are deposited on the anode surface. If the anode is covered with textile fabric, the fabric gets coated with the conjugated polymer uniformly [57]. The quality of the polymer coating and the performance of the prepared conductive fabrics towards e-textile applications depends on the nature of the electrode, electrolyte, supply voltage, temperature, time, dopant, etc. [57,58]. The process provides better control over the process parameters and weight add-on and gives best electrical conductivity with excellent morphology. However, limitation of the of the process is the sample size which is the size of the electrode.

Schematic diagram of the experimental set-up for electrochemical polymerization: (1) polymerization bath, (2) monomer and electrolyte solution, (3) anode, (4) cathode, (5) electrical wire, (6) power supply and (7) textile fabric affixed on anode surface.
In-situ vapour-phase polymerization
In the case of in-situ vapour phase polymerization, textile material is first impregnated with an oxidant solution and then exposed to the vapour of monomer for in-situ polymerization or vice-versa as shown in Figure 12 [54]. Experimental set-up is complex as compared to other two processes and either precursor or oxidant must be available in vapour phase. However, in this process there will be minimum wastage of the chemicals and both batch wise and continuous production of the coated textiles can be feasible.

Experimental set-up of in situ vapor phase polymerization.
Textile thermoelectric generator
Textile thermoelectric generators (T-TEGs) in the form of fibers, yarns, and fabrics are establishing their positions in the e-textile market as the very promising materials for wearable applications. These T-TEGs have excellent mechanical properties, heat & moisture permeability, and cost-effective mass production [10]. Based on the structure of the device developed, they are categorized into four different classes, viz. (i) One-dimensional (1 D) T-TEGs in fiber yarn/filament/yarn forms, (ii) Two-dimensional (2 D) T-TEGs that are fabric-based, (iii) Three-dimensional (3 D) T-TEGs with assembled TE yarn/filament/fiber into textile cloths, and (iv) 3 D TTEGs with incorporated inorganic TE ingots. As flexible materials, these materials can cover body contour perfectly and utilize body temperature in the most efficient way to convert to an electrical signal. 3 D T-TEGs are more useful for this purpose due to their structural advantage [10].
The TE fibers, filaments, and yarns are flexible enough to be suitable for weaving, knitting, and embroidery to prepare 3 D wearable garments. The knitted structures are highly stretchable (500%), bulky, porous, and giving better performance in terms of thermal insulation. There are various woven structures such as plain, twill, and satin that can be prepared from the TE yarns. Various decorative patterns can be made on the garment by the embroidery technique using needles and TE yarns or filaments. By these methods, various p-type and n-type TE yarns can be electrically connected in series joining electrodes from the top and bottom of the fabric surface [10]. By application of thermoelectric polymer PEDOT: PSS on fabric and connecting these coated strips with conducting material like metal wires, etc. A thermoelectric generator is created and ZT value of 0.42 is obtained [46]. In another study, glass fabric TEG in conjunction (n-type Bi2Te3 and p-type Sb2Te3) is prepared with superior ZT values [59].
A flexible thermoelectric generator is fabricated using a three-dimensional fabric and thermoelectric material coated yarns, as shown in Figure 13. Even though it is a low-performance prototype but its efficiency can be further improved by improving transport properties or finding a material with high ZT value like inorganic thermoelectric material that can be used [60]. It is also observed that P3HT coated cotton fabric has better performance than that of PEDOT: PSS coated cotton fabric [10,61].

Structure design of 3 D fabric TEG.
Optimizing thermoelectric generator
As discussed earlier, for achieving high thermoelectric performance, a TE material must have a high Seebeck Coefficient (S), high electrical conductivity (σ), and low thermal conductivity (κ). Ideally, the value of these variables is not obtained for the desired level of performance because these parameters are strongly independent and challenging to bring about simultaneously in a material. Therefore, it is scarce to have TE material with intrinsically high ZT value. However, researchers are striving towards developing materials of high ZT values and found that textile composites coated with Conjugated polymers and CNTs in nano or micro-scale could be efficient materials to address the issue. Figure 14 demonstrates how higher ZT value can be achieved in TE nanocomposites. This concept opens up new avenues for the synthesis and design of new-age TE materials based on conjugated polymer-coated textile nanocomposites [18].

The dependency of thermoelectric parameters on charge carrier density and the concept of maximization of thermoelectric figure of merits (ZT).
Heat spreader
The heat spreader is a device used for maximizing the output power of TEG It is attached to the interface between TEG and skin to enhance the heat flow from human skin to TEG The heat spreader provides better heat dissipation and better cooling to increase the temperature gradient. It is made of copper and nickel coated taffeta and laminated onto a knitted fabric by some adhesive like thermoplastic polyurethane [62]. The metal layer helps for a better collection of body heat. The knitted structure and thermoplastic adhesive are durable and flexible enough to be suitable for wearing in various body parts in the form of full-arm sleeves, chest, back, etc. TEG can be sandwiched between two heat spreaders to be used for mounting into clothing, as shown in Figure 15.
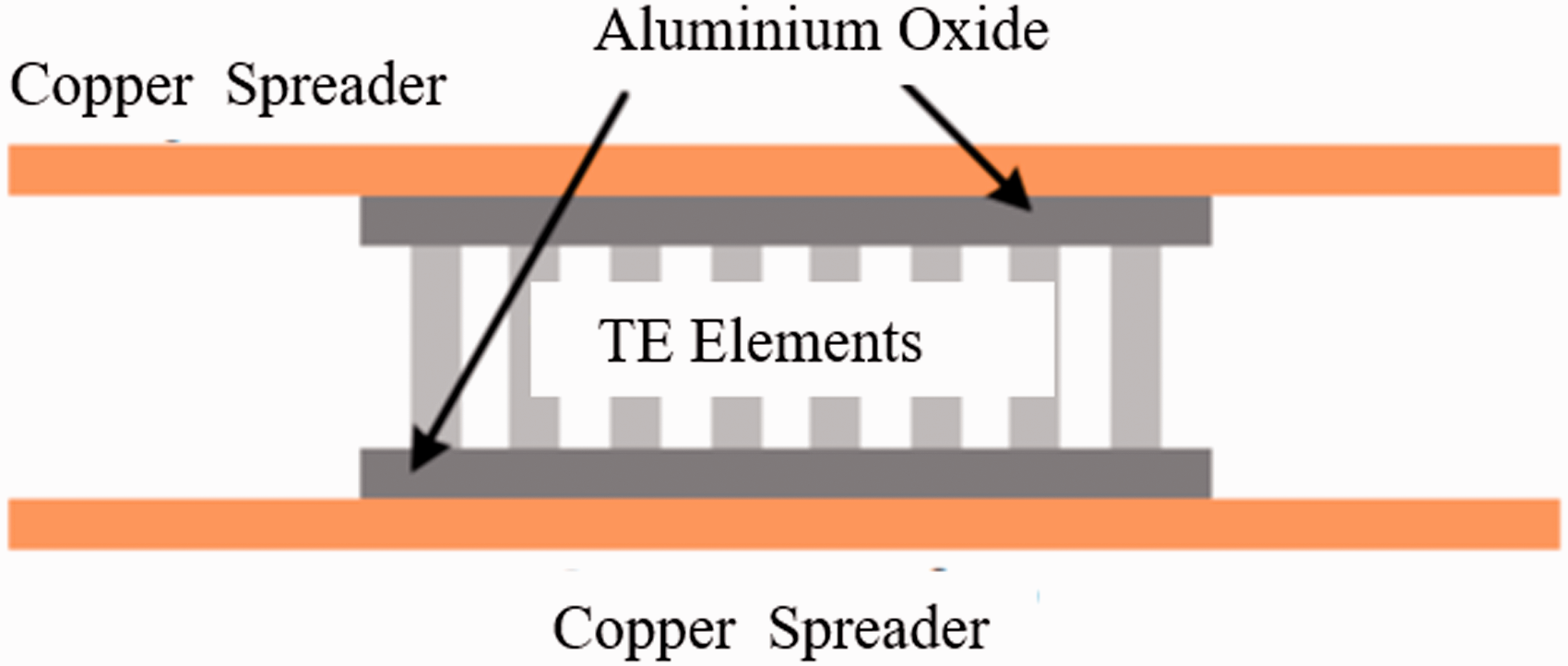
Schematic diagram of a TEG device mounted between two copper heat spreaders.
Approaches for enhancing the thermo-electric performance of conjugated polymers
The thermoelectric properties of these flexible organic polymers can be further enhanced by various techniques such as doping and de-doping, post-treatment, crystallization, and molecular orientation [64].
Doping and de-doping
Dopants are used for creating charge careers in the TE materials, which are responsible for electronic conduction. Doping and dedoping are the opposite phenomena and govern various electronic properties such as density and mobility of the carriers and oxidation level. As a result, electrical conductivity and the Seebeck coefficient are largely influenced [65–67]. There are various dopants explored by various researchers for obtaining satisfactory results such as dimethyl sulfoxide (DMSO), tetra hydro furan (THF), potassium hydroxide (KOH), etc. [66,68]. The dopants can enhance electrical conductivity in several order of magnitude, mainly due to enhancing charge transport and reorientation of the molecular chains of the conjugated polymers [69]. Various organic solvents are used as dopants for PEDOT: PSS to enhance electrical conductivity as high as 1000 S/cm. Seebeck coefficient of PEDOT: PSS can be enhanced from 15 µV/K to 90 µV/K by de-doping with KOH because of the reduction of charge carriers.
Post-treatment
The conformation and oxidation level of PEDOT can be changed by post-treatment for optimizing the ZT value [70]. Microstacking structure and oxidation level can be altered to improve the thermoelectric properties of (PEDOT: PSS) poly(3,4-ethylenedioxithiophene): poly(styrenesulfonate) organic films. Various parameters like different kinds of solvents [70], organic solutions of inorganic salts [71], post-treatment methods [72–74] and temperatures [75] can influence ZT value of PEDOT [67]. ZT value of 0.42 can be achieved at room temperature after doing de-doping of PSS at a different level by immersing PEDOT: PSS in ethylene glycol and it is concluded that reducing the dopant volume is a workable technique for increasing ZT value of PEDOT: PSS films [67]. They found that H2SO4 post-treatment of PEDOT: PSS can enhance electrical conductivity up to 4380 S/cm [59]. The high value of the electrical conductivity is achieved mainly because of the structural rearrangement of the PEDOT: PSS when treated by H2SO4 [76]. A triple post-treatment is conducted with concentrated sulfuric acid (H2SO4), sodium borohydride, and formamide (CH3NO) to improve the performance of PEDOT:PSS TE films and it gives a power factor of 141 μWm−1 K−2 at 25 °C. Due to the removal of excess insulating PSS, the carrier mobility is enhanced as well as post-treatments with H2SO4 and CH3NO increase in electrical conductivity. Also, NaBH4 treatment subsequently optimizes electrical properties by changing the oxidation level [77]. The function of acid and base treatment is to increase the electrical conductivity and adjust the oxidation level of the PEDOT, respectively [73,74] Besides, PEDOT: PSS thermoelectric performance can be enhanced by its treatment with a solution of various inorganic salts like ZnCl2, CuCl2, InCl3, LiCl, NaI, etc. These salt solutions help in the separation of PSS and alter the conformation of PEDOT chains. PEDOT: PSS films give Seebeck coefficient of 26.1 µV/K, the electrical conductivity of 1400 S/cm and power factor of 98.2 µW m−1K−2 when treated with N-dimethylformamide (DMF) solution of ZnCl2 [71].
Crystallinity and molecular orientation
The charge carriers can move along the polymer chains of the conjugated polymers as well as hope through interchain. However, hopping of charge is limited, and chain mobility is dominating [66]. Therefore, a defect-free polymer chain with continuity will enhance the charge mobility. Molecular orientation and crystallinity of the conjugated polymer improve the alignment of the polymer chains. In this way, highly crystalline PEDOT is prepared by the process of vapour phase polymerization. Thus electrical conductivity as high as 8000 S/cm is achieved [78]. The electrical conductivity of iodine doped polyacetylene (PA) is increased by up to 105 S/cm (10-fold) by 5-fold mechanical stretching. The mechanical stretching improves molecular alignment, thereby improving electrical conductivity [79].
Recent trend in applications of thermoelectric generators
There is tremendous growth has been observed in the research and development of thermoelectric generators. The increased research interest in thermoelectric generators and their applications can be determined by a literature survey counting the number of articles published in the last 10 years (2011 to 2020) regarding this material. The survey has been conducted online in ScienceDirect.com, which is the world's leading source for scientific, technical, and medical research. The number of publications is categorized into four types i.e i) Review articles ii) Research Articles iii) Book Chapters and iv) Conference abstracts. More than 8000 articles are published in the last ten years on the research and applications of TEG, as shown in Figure 16(a) to (c). The trends in the research and applications of TEG (Figure 16 (b)) reveal continuous increment and likely to be exponential. So, it is evidenced that application based researches on the thermoelectric generator are immensely gained interest in the last 10 years [80,81].

(a to c) No. of research paper published on topic TEG and TEG+ application in last 10 years.
Application of thermoelectric generator
Textile thermoelectric generators (T-TEGs) are solid-state devices with no moving parts, light-weight, quiet, mouldable, tailorable, and durable. Therefore, they can boost energy scavenging from waste body heat as a renewable energy source. This will reduce the emission of greenhouse and toxic gases to the environment. To be a successful technology, these T-TEGs can be used in industries and private life [58]. Integrating such T-TEGs in garments can address many problems like wearability, durability, mouldability, foldability, washability, etc. and can be used for transducing a range of energies like piezoelectric, triboelectric, photovoltaic, and thermoelectric effects [82]. T-TEGs find wide applications in cogeneration, aerospace, medical thermostat, military microsensors, etc. Thermoelectric generators find their application in usage at power plants where they are recycling the energy by converting waste heat into electricity. TEGs can also be used in automobile sector where they can convert the waste heat energy of engines to electricity and in past space probe already used TEGs as R-TEGs(radioisotope-TEGs) using radioactive material to create a temperature difference and recently, this technique was used in smartwatch powered by body heat [10,83–85]. AiQ Smart Clothing®, MYANT®, and Ohmatex® are companies who have developed various TE sensors integrated into sportswear, protective clothing, military wears, and medical devices for health monitoring and interactive functions [86–88]. The ASSIST centre of North Carolina State University, USA, are developing T-TEGs and sensors to be incorporated into wearable garments for the application of health and environment monitoring [89]. In this way, the intriguing applications of T-TEGs are broadly classified as wearable power generation, self-powered sensing, and Peltier cooling [10]. The spacer fabric shaped Textile TEG gives a voltage density of 520.9 V/m2 on temperature ΔT = 47.5 K and a power density of 51.5 mW/m2. This developed TEG can power electronics used for monitoring of healthcare and the environment. The output voltage and power density of spacer fabric-based TEG under various temperature differences (ΔT) and external resistance, respectively, are shown in Figure 17 [90].

The output power density and output voltage density T-TEG from various external resistance and temperature difference ΔT respectively.
Health monitoring sensors
Most of the health monitoring devices run with minimal power about 1 mW or less. These health monitoring devices can be self-powered when T-TEG is equipped with suitably. For example, pulse oximeter, which is a body-powered wireless device run with 62 µW power [91–93]. Ultra-low-power medical monitors like flow rate monitors, E.C.G., E.E.G., etc. can be empowered by creating temperature differences of 2 °C over an area 4 cm2. Textile TEG can also power several typical electronics including body thermometer (1.5 V/30 µW), thermo-hygrometer (1.5 V/30 µW), ultraviolet detector (3 V/30 µW), pedometer (3 V/75 µW) at ΔT∼20–45 K for healthcare and environmental monitoring. The TEG is reported to be steady at ∼3.85 V as ΔT ∼47.5 K with a current of ∼402 µA [90,94]
Power generation through the human body
A suitably designed T-TEG, when equipped in the garment in the right location on the human body, it can generate electrical power about 10–30 µW/cm2 in an average climate. The total heat dissipated from the whole human body is approximately 60–180 W depending on body activity [95,96]. The amount of electrical power generated depends on various factors like the thickness of the T-TEG, its area, and its ZT value. Thicker T-TEG can generate more power than that of a thin one. And a larger size TEG produces lower power per unit area. Though the human body is generating a lot of heat during usual and high activity equivalent to the heat produced by a few laptops, all amounts cannot be utilized for power generation [94] because the ambient condition such as humidity, wind, and air temperature influence the heat dissipation rate from human skin. The efficiency of conversion of this heat energy into electricity is only from 0.4% to 0.2%. For a thin T-TEG, the obtained power varies in the range of 30−7 µW/cm2 of human skin [91–93,97]. If thermoelectric devices with a conversion efficiency of ∼1%, can be achieved, the generated power would be ∼0.6–1.8 W, which is enough to run many wearable sensors [95].
Wireless sensor network adoption
Wireless sensors operated by T-TEGs will be useful means where no external power supply or battery is required. As a result, T-TEGs address the issue of the requirement of external power source, battery lifetime, and discontinuous operation. The only requirement is the temperature difference between human skin and ambient that always exist in tropical and cold countries. In some cases, a temperature difference of a few degrees is also suitable for the generation of enough emf to run a wireless sensor. However, more developments are required for the generation of more energy-efficient thermoelectric generators aiming to maximize energy conversion [99].
Power sources for wireless sensor networks and internet of thing
To run networks of wireless sensors and internet service, an uninterrupted power source is required. T-TEGs can be very useful as a power source to empower these devices of wireless technologies. The minimum power requirements for these devices are 70 µW at ΔT = 25 °C, operating temperature: 40–250°C, for an area: 1–10 cm2. And the requirement for body-centred autonomous microelectronics are minimum power requirements 70 µW; ΔT = 5 °C, operating temperature: 37 °C, output voltage: 10 µV, for the area: 1–10 cm2. There are practical instances about such applications as in IMEC, Belgiumhj as, a wireless electroencephalography system that has been developed that requires microwatt power generated by a TEG [94].
Wearable electronics self-powering sensors and devices
PEDOT and other conjugated polymers provide a durable coating on most of the textile substrate by in situ chemical polymerization process. At a temperature difference of 25 K, a voltage of 5 mV can be generated, which gives a new way of application of these textile-based thermoelectric generators [98]. To run various sensors and monitoring devices in wearable electronics, minimal power of from few microwatts (μW) to 1 watt is required [100]. Depending on the size, thickness, position, material of the TEG, and temperature difference created, such harvesters are useful to run those sensors and actuators without an external battery. The wireless technology is truly operating under these TEGs, which are very intriguing for adaptive sensing stimuli such as heat, pH, gas, acoustic, pressure, electricity, etc. for healthcare and environmental monitoring [10,94,101,102].
Peltier cooling
The theory of the Peltier effect can be successfully employed for solid-state cooling. The solid-state cooling obtained by TEG devices has many advantaged over conventional refrigeration techniques. The conjugated polymer base TEG devices have high reliability are compact and small, robust with no movable parts, therefore provide consistent error-free operation. The T-TEGs are found suitable for human body thermal regulation as their thermo-electric performance is excellent [103]. The cooling performance of PPy coated textile fabrics are evaluated with the Seebeck coefficient of ∼10 µV K−1 [104]. A thermally suspended device made of organic conjugated polymers is fabricated and precisely monitored for thermo-electric cooling by a thermal imaging technique [105]. This device shows a maximum temperature difference of 41 K, establishing a high potential of the device towards cooling performance. Most recently, a T-TEG is prepared by Wang and Zhang, 2020, that exhibit a temperature reduction by 23.6 °C recorded by an infra-red (IR) camera, as shown in Figure 18 [10].

Fabricated wearable TEG experimental temperature profile recorded by IR camera.
Consumer applications
Nowadays, thermo-electric or thermo-powered cookers, mobile phones, watches, calculators, and other electronic devices are getting popularity to utilize sunlight or solar heat as a renewable source of energy. In this line, waste body heat also can be used to run various gadgets and micro-devices in which areas used everyday life [94].
Sports and military
High physical activities like sports, military, athletics generate maximum heat from the human body. The human body needs to be cooled down for maximizing the performance without exhaustion by the performer. In the case of a hot climate, the requirement of a cooling garment seems mandatory. A TEG operation in Peltier cooling mode will be beneficial for cooling the micro-climate of the human body. The significant development in TE materials, with high ZT value, would cater to this specific application and meet the growing demand for such cooling garments for military, police, aircrew, athletes, etc. [94].
Miscellaneous
TEGs are one of the indispensable parts in space vehicles where sunlight or solar energy is not always present. There nuclear fission of radioactive materials is used as a heat source to convert electricity by TEGs [106]. Such TEGs can generate electricity up to a few kilowatts converting nuclear energy. Even body heat can be utilized to restore electricity by T-TEGs to run small sensors and devices like a wristwatch and health monitors. Several T-TEGs can be mounter suitably on the space suite to run many wireless transitions, gadgets, sensors, and actuators [92].
Limitation of thermoelectric generator
Though there are many advantages with the organic thermoelectric, few limitations we must consider. One of the most significant limitation is the power generated by TEGs is very less i.e in microwatt range and it becomes challenge to generate more energy from body heat for wearable TTEG applications. The figure of merit for inorganic materials is high at higher temperature differences but they are able to generate moderate power for industrial and commercial applications [107]. For wearable organic TEGs the figure of merit is very low and is difficult to achieve at low temperature differences. Higher cost of inorganic polymers is also a hindrance in path of development of TEGs [108]. The flexibility of materials used for making TEGs for wearable application is also a limitation for application in curvy human body as the techniques available for making thermoelectric material is complex and very expensive [109]. The TEG devices cannot be used for longer time due to poor thermal resistance, reducing the output of power generation [110]. Due to low ZT value, the highest efficiency of TEG is around 5–10% [111]. In wearable application of TEG, the temperature difference between environment and human skin is very little i.e (ΔT = 5–15°C) [112]. To harvest the optimum power from TEG is a challenge if internal load of TEGs does not match with external load then power output is very less [113]. TEGs made from inorganic thermoelectric material are very heavy for usage in wearable applications [10]. Thermal contact resistance is very high for inorganic thermoelectric material as they are very rigid for wearable application of energy harvesting [114]. The wearable TEG is very rigid and making it thinner for wearable application is difficult [115]. In automobile sector application of TEGs have few limitations of uneven temperature distribution, space and low efficiency [116]. In human body energy harvesting application, installing TEGs on skin or clothing is not much efficient due to uneven temperature differences between layers [117].
Conclusions
This article has reviewed the development of textile thermoelectric generators based on conjugated polymers. In comparison to conventional rigid inorganic thermoelectrics, conjugated/organic thermoelectric materials display many advantages for usage in thermoelectric generators. Conductive conjugated polymers have lower efficiency than inorganic materials but that can be balanced with their many benefits like mechanical flexibility, low manufacturing cost, abundance, low toxicity, better processibility, diversity of synthesis techniques, and light-weight devices fabricated using them. There is a good scope of improving thermoelectric efficiency of the conjugated polymer coated textiles like controlling morphology, improving crystallinity and molecular orientation of the polymer, doping and de-doping, suitable post-treatment, using a heat spreader, etc. The conjugated polymers have a good affinity with most of the textile fibers. They can be easily coated on the surface of the textile substrates to prepare hybrid TE materials, which will be flexible, durable, comfortable, and light-weight. These textile TE materials are promising because they possess high σ, low κ, and due to their conformability that enables sufficient contact with curved heat sources to maximize heat harvesting in comparison to rigid inorganic materials. Various applications of TEG are discussed in brief, like in health monitoring sensors, wireless sensor network adoption, wearable electronic sensor devices, sports, and military suits, etc. Therefore these organic TE materials are promising in heat-to-electricity conversion and could be possibly utilized in commercial applications.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.