
Abstract
Five types of multilayer nonwovens for clothing and footwear parts were obtained by the adhesive bonding method. The thickest middle layer of the material consists of evenly laid coarse camel or sheep fibers or of reconstituted cotton fibers from flaps, the upper and lower layers consist of knitwear, and polymer adhesive is located between the layers. The layers are bonded by thermal pressing at a temperature of 150 ± 5°C for 2.0 ± 0.2 min. The microstructure and morphology of fibers, polymer adhesive, and multilayer nonwoven fabric were investigated by FT-IR spectroscopy, SEM, and X-ray phase analysis. The chemical interaction between wool fibers and polymer adhesive, the geometric dimensions and shape of the fibers, the structure and morphology of the cross section of the layers of the material, and the change in the degree of crystallinity of the material have been established. The investigated coarse and thick fibers of camel and sheep wool are more suitable for the production of nonwoven textile material. In the process of thermal exposure, the molten polymer diffuses into the structure of the nonwoven layer and knitted fabric. The diffusion and excellent adhesion of the molten polymer to the fibers ensures the solidity and strength of the composite. The developed design provides high strength of the material as a whole and adhesive strength between layers, high heat-retaining properties, and the use of a mesh adhesive film provides sufficient air and vapor permeability.
Introduction
In the modern textile industry, nonwoven and laminated materials are certainly in demand and have their rightful place and importance. In recent years, nonwovens have become an extremely important segment of the textile industry, used for the manufacture of clothing and footwear mainly for functional purposes: insulation, support, and reinforcement [1,2]. A review of research into production technology, classification, and properties of nonwovens is given in [3]. For the manufacture of nonwoven and laminated materials, various bonding methods are used: needle-punched bonding [4–7], chemical bonding [8,9], thermal bonding [10], and thermochemical hybrid bonding [11,12]. Technical nonwoven materials are used to reinforce polymer composites [13,14], sandwich materials with a nonwoven layer [15,16], and electromagnetic shielding in electrical installations [17,18]. Some polymer-textile materials on a biological basis, for example, based on calcium alginate [19] and collagen [20,21], have excellent fire resistance.
A large group is represented by insulated nonwoven materials with heat-retaining and temperature-regulating properties. The improvement of the heat content of the material is achieved due to the heterogeneity of the layers and the use of microcapsules with a phase transition [22–25]. With the use of heat-retaining, electrically conductive phase change materials, membranes increase thermal comfort and the efficiency of thermoregulation [26–29].
Fibrous raw materials are the main component for nonwovens, which determines the physical, chemical, and other functional properties of the final products. Nonwovens used for footwear and clothing must have both high sorption and permeability [30]. Bioactive composites and natural fibrous materials meet these requirements to the greatest extent [31]. Waste wool fibers are a potential source of thermal and acoustic applications due to their natural properties [32–34].
Among natural fibers, sheep wool is one of the oldest textile fibers used by mankind [35], and camel wool has been widely used since the 70s and 80s of the last century. Wool is used to make rough rugs and garments including sweaters, coats, as well as industrial belts, awnings, fabrics and blankets, etc. [36,37]. Wool fibers are characterized by strength, gloss and smoothness, excellent insulation, warmth, and round or oval cross section.
The length, strength, thinness, crimp, moisture absorption, and other properties of wool fibers depend on many factors (species, breed, body part, and conditions of animal rearing) [38–41]. Generally, wool fibers are thicker and coarser than other natural fibers, and these rates vary considerably for individual fibers. In enterprises for the production of wool, a sufficient amount of coarse fibers, waste, which is not subject to spinning and knitting, accumulate. On the other hand, wool, being a heat insulator, perfectly retains heat. Meanwhile, there is a shortage of warm, comfortable, lightweight, soft lining materials for shoes and clothing based on natural raw materials. The main purpose of this study is to assess the potential use of coarse sheep and camel wool, as well as waste cotton textile material, as a nonwoven thermal insulation layer in a multilayer material for shoes and clothing.
Experimental
Materials
The washed, cleaned, but not suitable for spinning, coarse fibers of sheep and camel wool and their waste were provided by the private enterprise “M. Sayfullaeva” in Tashkent. The average length of camel wool fibers was 8–8.5 mm, sheep wool fibers - 4–4.5 mm. The fibers were laid in an even layer with a thickness of 1.8 ± 0.2 mm in the direction of the length of the material and fixed with a needle-punched bond (Figure 1(a)) on an IM-2500 machine. Technical parameters of needle punching process: working width of the web - 2.2 m, piercing frequency - 280–300 min-1, distance between needles - 8 mm and 5 mm, piercing density - 6000 m−2, and productivity - 80–84 m/h. Images of needle-punched nonwoven fabric made of camel wool (a), disheveled textile waste before (b) and after treatment with an alkali solution, acrylic emulsion, compaction and drying (c).
Shredded and disheveled waste of cotton textile material was provided by the company “ASIA TEKSTIL REGENERETION” LLC in Tashkent (Figure 1(b)). For the purpose of reuse in the textile composition, the pieces of material were crushed to an average fiber length of 4–5 mm. Before the formation of the layered material, preliminary preparation of the fibrous waste was carried out (Figure 1(c)). To do this, they are kept in a 2% NaOH solution at room temperature for 12–24 h, washed with water and dried to constant weight. In the process of processing in an alkali solution, the surface of the fibers is cleaned of impurities, the fibers themselves become looser, which facilitates the interaction of the fibers with acrylic glue. The crushed waste of cotton material is sprayed with a 10% acrylic emulsion at a mass ratio of waste:emulsion = 100:50, placed in an even layer 1.8 ± 0.2 mm thick. After drying at room temperature, it is compacted using pressure rollers, dried to constant weight at a temperature of 60°C.
Properties of the used knitted fabrics.




Acrylic emulsion, produced by JSC “NAVOIAZOT” (Republic of Uzbekistan), caustic soda, as well as dry polymer film adhesive were purchased in the market of the city of Tashkent.
Obtaining a multilayer nonwoven lining materials
The scheme for the formation of a multilayer composite material is shown in Figure 2. According to this scheme, five variants of laminated materials were obtained (Table 2). Scheme of the formation of a multilayer material. 1 - outer knitted fabric, 2 - camel or sheep wool, 3 - polymer glue, 4 - lower knitted fabric, 5 - installation for attaching layers, 6 - general view of the composite material, 7 - cross section of the material. Variants of the formation of a multilayer nonwoven lining material.
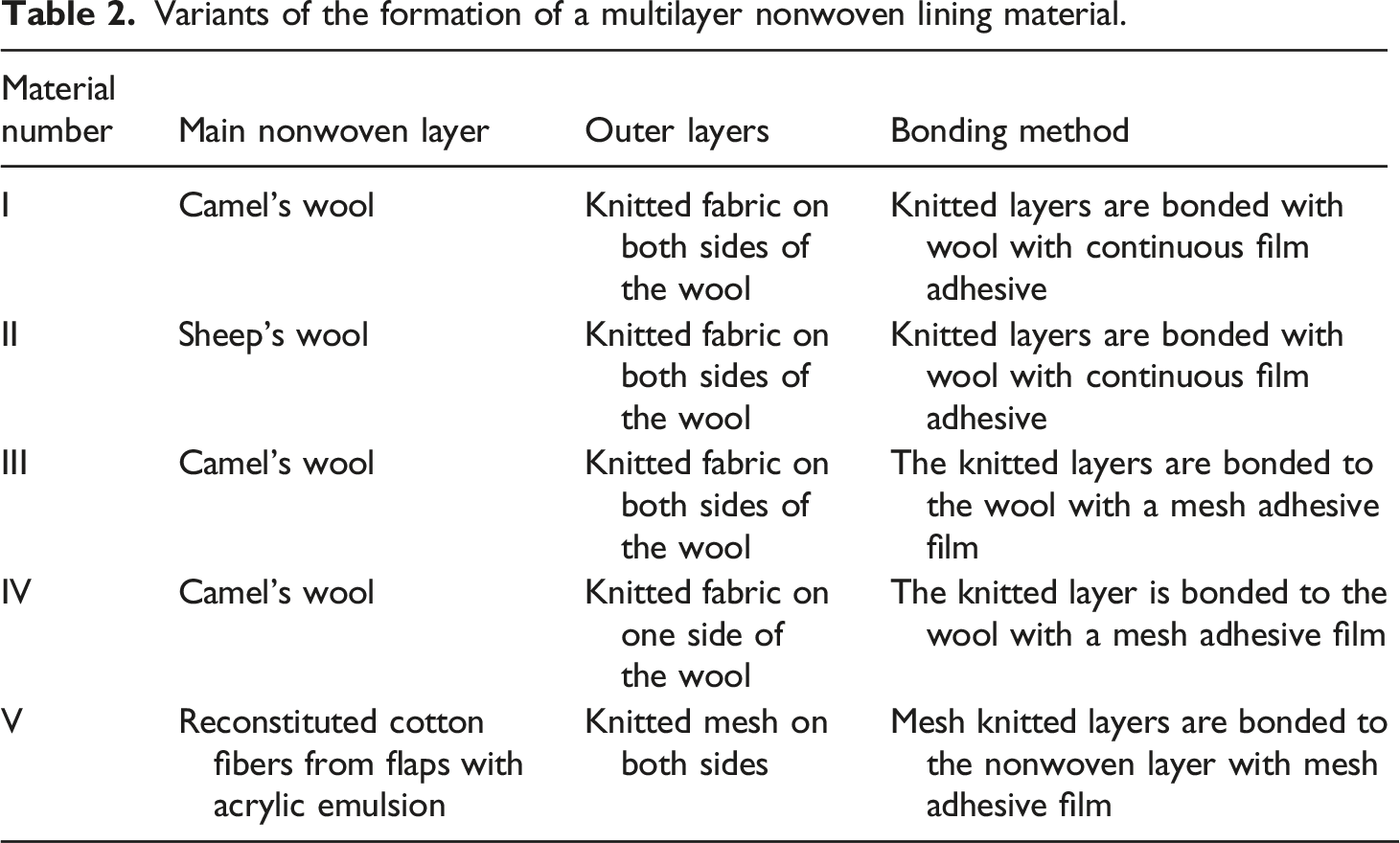
The designs of the five materials obtained are shown in Figure 3. Construction of multilayer materials. Materials I and II (a): 1 - upper knitted fabric, 2 - camel or sheep wool, 3 - continuous film adhesive, 4 - lower knitted fabric. Material III (b): 1 - upper knitted fabric, 2 - camel wool, 3 - mesh film adhesive, 4 - lower knitted fabric. Material IV (c): 1 - camel wool, 2 - mesh film adhesive, 3 - upper knitted fabric. Material V (d): 1 - mesh knitted fabric, 2 - fibrous waste with acrylic emulsion, 3 - mesh film adhesive.
To obtain materials, layers are laid according to the indicated design in Table 2 and Figure 3. Multilayer materials are formed by simultaneous duplication of all layers under pressure and with heating. For this, the complete material is passed through heated pressure rolls. Upon receipt of all materials, the temperature of the shaft is 150 ± 5°C and the contact time of the material with the shaft is 2.0 ± 0.2 min. The layers are attached to each other under the pressure of the heated shafts of the redundant installation.
Characterizations
The structure of the samples was determined using infrared spectroscopy with Fourier transform (FT-IR) Nicolet IN10 Company Thermo Fisher Scientific (USA) in the scanning range of 500–4000 cm−1. Samples were prepared using KBr tablets; sample identification was performed using OMNIC Spectra software and from literature.
The morphology of the surface and cross section of the starting fibers, as well as fibers sized with starch and collagen solutions were studied using a SEM – EVO MA 10 scanning electron microscope (Carl Zeiss, Germany).
X-ray phase analysis of the initial substances and their complexes was carried out on a diffractometer of the “EMPYREIN” system by the X-ray powder method in the range of °2θ angles from 5 to 90 with a step of 0.0130 in the scanning mode. Scan time approximately 40 min, scan type - continuous. The sample length is 10 mm, the anode material is copper, the research temperature is 25°C. The degree of crystallinity of the samples was calculated as the ratio of the total scattering of crystalline phases to the total scattering from amorphous and crystalline regions.
Tests of physical-mechanical and hygienic properties of materials for compliance with the requirements of “EN ISO 20,345/A1: 2007 Personal protective equipment - Safety footwear” were carried out at the certification center “CENTEXUZ” TITLI. The lining material for shoes must meet the following basic requirements: the minimum breaking force is 15 N, the abrasion resistance is at least 25,600 dry cycles, the vapor permeability is at least 2.0 mg/cm2·h. Testing equipment made in Japan, room temperature 20 ± 3°С, relative air humidity 65 ± 5%.
The dependence of the tensile strength on the relative elongation of materials was determined according to the interstate standard “GOST 3813-72 (ISO 5081-77, ISO 5082-82) Textile fabrics and piece-articles. Methods for determination of breaking under tension” using a tensile testing machine AG-1, the maximum breaking force of the device was 1000 N.
The adhesive strength between the layers of materials was determined according to the interstate standard “GOST 17,922-72 Textile fabrics and piece-goods. Method of tearing load determination” using an AG-1 tensile testing machine. A 300 × 50 mm sample was cut from the finished material. The adhesion strength between the layers of the material is determined Fabrics and textile pieces. Method of Tearing Load Determination “using a tensile testing machine AG - 1. Cutting the adhesive layer with a sharp object at a distance of 50 mm, delamination into two layers was made from the narrow edge of the sample. Thereafter, the ends of each layer were individually tucked into the clamps. When the START button is pressed, the upper active clamp begins to rise at a travel speed of 100 mm/min. The maximum load at rupture of the layers is taken as the adhesion strength between the layers of the material.
The heat-holding property of the materials was evaluated according to the “ASTM D7984-21 Standard Test Method for Measurement of Thermal Effusivity of Fabrics Using a Modified Transient Plane Source (MTPS) Instrument” using a device for determining thermal conductivity - AW-2. The principle of operation of the device is based on comparative analysis. The heaters of the device are designed so that they maintain the set temperature (36.6°C) all the time. After the heaters of the device are heated to the desired temperature, they stop working, as soon as the heaters begin to cool down, they turn on again. There are two timers on the control panel of the device. The first timer is designed to measure the total test time - 7200 s. The second timer only works while the test board heater is running. The duration of the instrument’s operation with the sample is also recorded. The heat-holding capacity (W %) of the sample is calculated using the formula below
a - duration of heater operation without sample (sec)
b - duration of the heaters with the sample (sec).
The air conductivity of materials was determined according to the international standard “GOST ISO 9237-2013 Textiles Method for determination of the permeability of fabrics to air” using the air conductivity meter OSM AP-36; sample dimensions 160 × 160 mm.
The vapor permeability of the materials was determined according to the interstate standard “GOST 938.17-70 Leather Method for determining vapor permeability.” Distilled water is poured into four glasses 45 mm high and 55 mm in diameter to a height of 30 mm. A rubber gasket is placed on the shoulders of each glass, and a sample of the material is placed on it. A metal ring is placed on the sample and the through cover is screwed on. The glasses are placed on a stand in a desiccator filled with 1 dm3 of concentrated sulfuric acid, and kept in a thermostat at a temperature of 20 ± 3°C for 18 h, after which each glass is weighed. After weighing, the beakers are placed in the same desiccator and kept under the same conditions for 6 h. Then each beaker is weighed again. Water vapor permeability (A) in mg/cm2·h is calculated by the formula
The resistance of materials to abrasion was determined according to the state standard “GOST 9913-90 Textile materials Methods for determination of wear resistance” using a device for determining the resistance of fabrics to abrasion M 235/3, the rotation speed of the abrasives was 47.5 ± 2.5 r/min, and the sample size was a circle with a diameter of 50 mm.
Results and discussion
FT-IR
In FT-IR spectra of camel and sheep wool, absorption bands related to the bonds of a protein macromolecule (Figures 4(a) and (b)) were found, in the spectrum of crushed cotton waste: absorption bands of cellulose (Figure 4(c)) and in the spectrum of adhesive: absorption bands of acrylic polymer (Figure 4(d)). In addition, the FT-IR spectra of camel and sheep wool fibers turned out to be almost identical. FT-IR spectra of camel wool fibers (a), sheep wool fibers (b), cotton waste (c), polymer adhesive (d) and polymer adhesive interaction products with fibers of camel wool (e), sheep wool (f), cotton waste (g).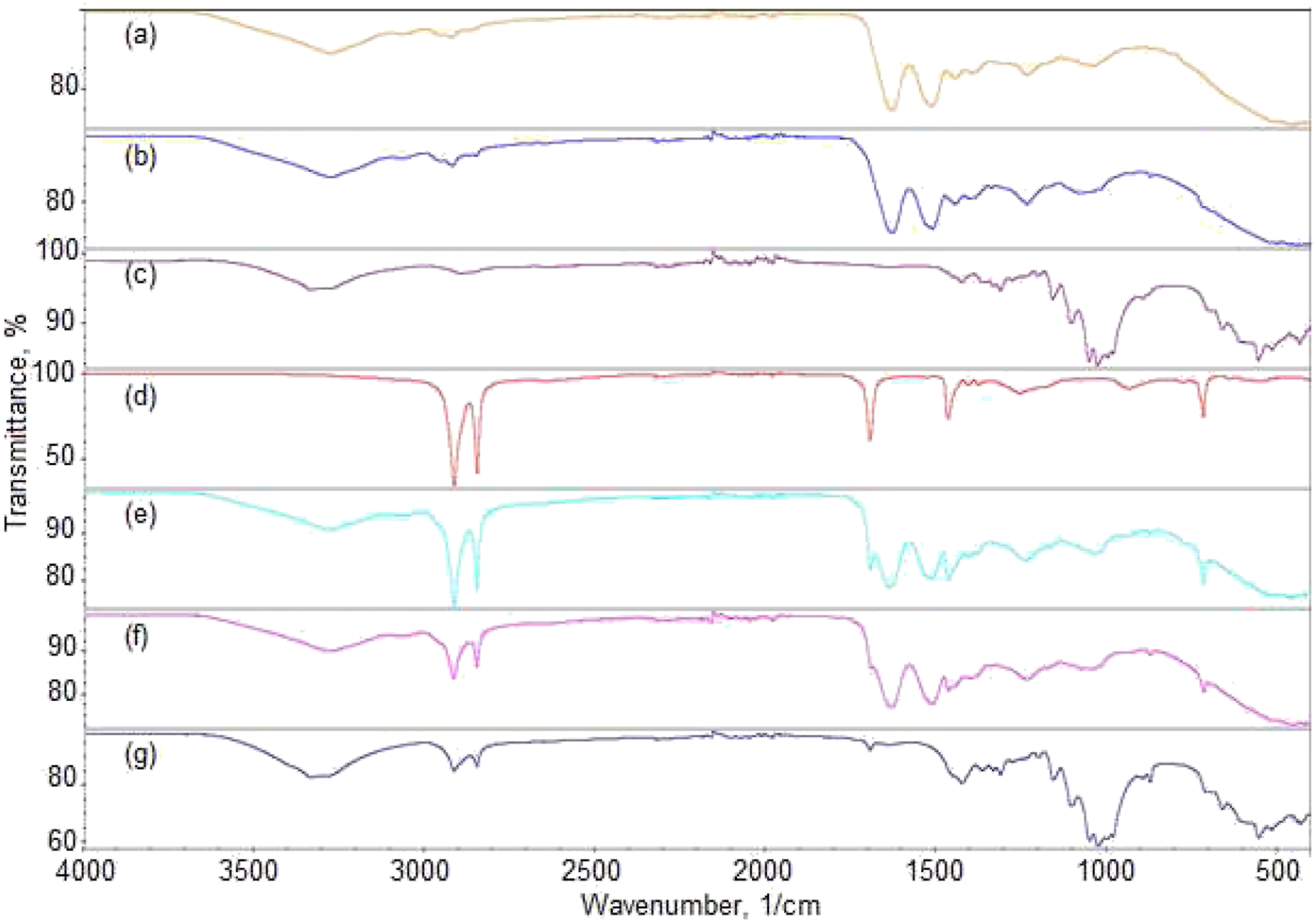
The following characteristic absorption bands were found from Figure 4.
In the FT-IR spectrum of camel wool fibers: 3277.64 – ν N−H , 2924.24 – ν C−H , 1633.34 – ν C=O (band amide I), 1514.87 – δ N−H (band amide II), 1446.96 – δ O−H , 1393.14 – δ C−H , 1234.60 – δ NH + ν CN , 1040.89 – ν C−O , and 452.87 – δ O=C−N .
In the FT-IR spectrum of sheep wool fibers: 3278.78 – ν N−H , 2920.68, 2850.88 – ν C−H , 1632.82 – ν C=O (band amide I), 1514.62 – δ N−H (band amide II), 1447.64 – δ O−H , 1406.16 – δ C−H , 1237.07 – δ NH + ν CN , 1077.90 – ν C−O , 872.91 – δ N−H , and 503.99 – δO=C−N.
In the FT-IR spectrum of cotton waste fibers: 3332.85 – ν O−H , 2898.32 – ν C−H , 1427.50 – δ C−H , 1361.17, 1334.57 – δ O−H , 1314.26 – δ C−H , 1204.15 – ν C−H , 1159.64, 1108.45, 1054.78 – ν C−O , 1028.65, 1001.42, 983.68 – δ C−H , 663.16, 557.50, and 518.15 – pyranose ring.
In the FT-IR spectrum of polymer adhesive: 2915.32, 2848.81 – ν C−H , 1696.91 – ν C=O , 1468.25 – δ C−H , 1256.35, 937.14 – ν C−O , and 717.48 – δ C−H
In the FT-IR spectrum of the product of interaction of camel wool fibers with polymer adhesive: 3277.83 – ν N−H , 3068.92, 2916.00, 2848.76 – ν C−H , 1694.74 – ν C=O , 1640.06 – ν C=O (band amide I), 1515.81 – δ N−H (band amide II), 1466.83 – δ C−H , 1407.18 – δ C−H , 1237.98 – δ NH + ν CN , 1041.43 – ν C−O , 875.11 – δ N−H , 717.88 – δ C−H , 518.13, and 463.84 – δ O=C−N
In the FT-IR spectrum of the product of interaction of sheep wool fibers with polymer adhesive: 3278.40 – ν C−H , 2916.62, 2849.22 – ν C−H , 1636.03 – ν C=O (band amide I), 1513.92 – δ N−H (band amide II), 1466.85 – δ C−H , 1406.30 – δ C−H , 1235.88 – δ NH + ν CN , 1043.08 – ν C−O , 873.42 – δ N−H , 717.44 – δ C−H , and 463.10 – δ O=C−N
In the FT-IR spectrum of the product of interaction of cotton fibers with polymer adhesive: 3333.62 – ν O−H , 2916.11, 2849.71 – ν C−H , 1697.06 – ν C=O , 1427.32 – δ C−H , 1370.22, 1334.79 – δ O−H , 1314.33 – δ C−H , 1203.84 – ν C−H , 1159.50, 1104.44, 1054.78, 874.39 – ν C−O , 1028.65, 1001.42, 983.60 – δ C−H , 662.00, 557.10, and 518.14 – pyranose ring.
FT-IR spectral absorption bands of chemical bonds of wool and cellulose fibers, acrylic adhesive, and products of their interaction.

Like the original fibers of camel and sheep wool, the spectra of the products of their interaction with polymer adhesive turned out to be almost identical. As can be seen from Figure 4, as well as the data in Table 3, in the FT-IR spectrum of the product of thermal interaction of wool with polymer adhesive, the absorption bands of stretching and deformation vibrations of C−N bonds of the peptide group of wool, stretching an C−Nd deformation vibrations of C−N bonds of wool and polymer adhesive remain almost unchanged. The absorption band of deformation vibrations of the O−H groups of wool in the product was not found. A shift of absorption bands of stretching vibrations of C=O and C−O bonds of wool and adhesive, deformation vibrations of the skeleton of O=C−N wool is observed. These changes indicate the occurrence of a chemical interaction between the wool molecule and the polymer adhesive. Possibly, transesterification occurs due to the hydroxyl group of the protein macromolecule and the ester group of the adhesive macromolecule with the formation of new ester bonds between the wool and the polymer. This assumption is to some extent confirmed by the study of the microstructure of wool and the product of its interaction with adhesive.
Now we analyze the FT-IR spectra of cotton fibers and the product of its interaction with adhesive. As can be seen from Figure 4 and the data in Table 3, the interaction product mainly contains absorption bands of cellulose without significant changes. The absorption bands of stretching vibrations ν C−H and ν C=O of acrylic adhesive are preserved. Small shifts of some absorption bands were found in comparison with the initial substances. The results obtained indicate that during the heat treatment of the laminated material, no chemical interaction occurs between the components, but an adhesive interaction takes place.
SEM
The geometrical dimensions and morphology of fibers and materials have been investigated. Both camel and sheep wool contain fibers of varying thickness and length (Figure 5). SEM images of camel (a, c) and sheep (b, d) wool fibers.
The diameter of the woolen fibers used varies from 20 to 160 µm, and the average fibers have a diameter of 40–50 µm. This is about three times the diameter of cotton fibers and about four times the diameter of silk fibers. As is known, wool fibers with a diameter of 14–19 µm are recognized as the most suitable for spinning [42]. Many natural fibers have a hollow space (lumen) resulting in low densities, and have nodes at irregular distances that divide the fibers into individual cells. The surface of natural fibers is rough and uneven and provides good adhesion to the matrix in a composite structure [43,44]. Unlike cotton and silk fibers, the investigated woolen fibers do not have a genital space, not in the form of a tube, but in the form of a dense bulk fiber (Figure 5 c, d). Coarse, dense, and irregular in diameter fibers of camel and sheep wool are difficult to spin. This circumstance proves the expediency of using the investigated fibers as a nonwoven layer of multilayer materials for clothing and footwear.
The polymer adhesive has a uniform, smooth structure and a thickness of about 100 µm. Figure 6 shows the cross-sectional morphology of a multilayer composite material. Cross section of a multilayer composite material. 1, 4 - knitted fabrics, 2 - camel wool, 3 - adhesive.
As can be seen from Figure 6, the main thickness of the material is occupied by a nonwoven woolen layer, in which the fibers are located, to a greater extent, longitudinally. There is a thin adhesive layer between the wool and knitted layers. Here, it can be seen that the diameter of the wool fibers in the nonwoven layer is much larger than the cotton fibers in the knitted fabric. The thickness of the knitted layer of the material is about 450 μm, which corresponds to the thickness of the original knitted fabric. The spreading thickness of the melted adhesive layer is greater (120–140 μm) than the thickness of the polymer adhesive film itself. The glue melted when heated diffuses into both the woolen and the knitted layer; therefore, its volume of distribution is wider than the thickness of the original film.
Polymer adhesive combines very well with both wool and cotton fibers. The adhesive bond firmly binds the main wool layer with the fibers of the surface knitwear (Figure 7). The adhesive strength of the layered nonwoven material is provided by the adhesive bonding of the layers [45]. Cohesion within the fabric is the result of greater entanglement and friction between the fibers and bundles that make up the nonwoven fabric [46]. Adhesive bond of wool fibers and fibers of the knitted layer.
The multilayer composite material achieves high adhesive strength of the fiber-adhesive bond. Apparently, the melt glue wets the wool fibers well. Figure 8 shows that some wool fibers “sink” in the melted glue. You will notice good adhesion of the adhesive to the fiber surface. The absence of a phase interface in some places of contact between the glue and the fibers once again proves the formation of a chemical bond between the adhesive polymer and the protein molecule of the wool. Morphology of a mixture of wool fibers modified with polymer adhesive.
In material V, the interfacial interaction of the molten adhesive with the surface of the nonwoven layer of crushed cotton waste has a slightly different character. The cross section of hollow (capillary) cellulose fibers is almost circular, with an average fiber diameter of 15–17 µm (Figure 9(a)). After thermal interaction of cellulose with acrylic emulsion, the fibers are somewhat flattened, with an adhesive layer appearing on the surface (Figure 9(b)). SEM images of reconstituted cotton fibers from flaps (a) and of the product of the thermal interaction of cotton fibers with an acrylic emulsion (b).
As can be seen from Figure 9(a), after thermal action, the fibers are oriented in the direction of shear and become flatter than rounded.
X-ray phase analysis
Natural polymers (wool and cotton) have an amorphous structure with crystalline regions. Camel and sheep wool exhibit exactly the same X-ray spectrum. Figure 10 shows the spectra of X-ray phase analysis of wool fibers, acrylic adhesive, and the product of their interaction. X-ray diffraction patterns of wool fibers (a), acrylic adhesive (b) and the product of their interaction (c).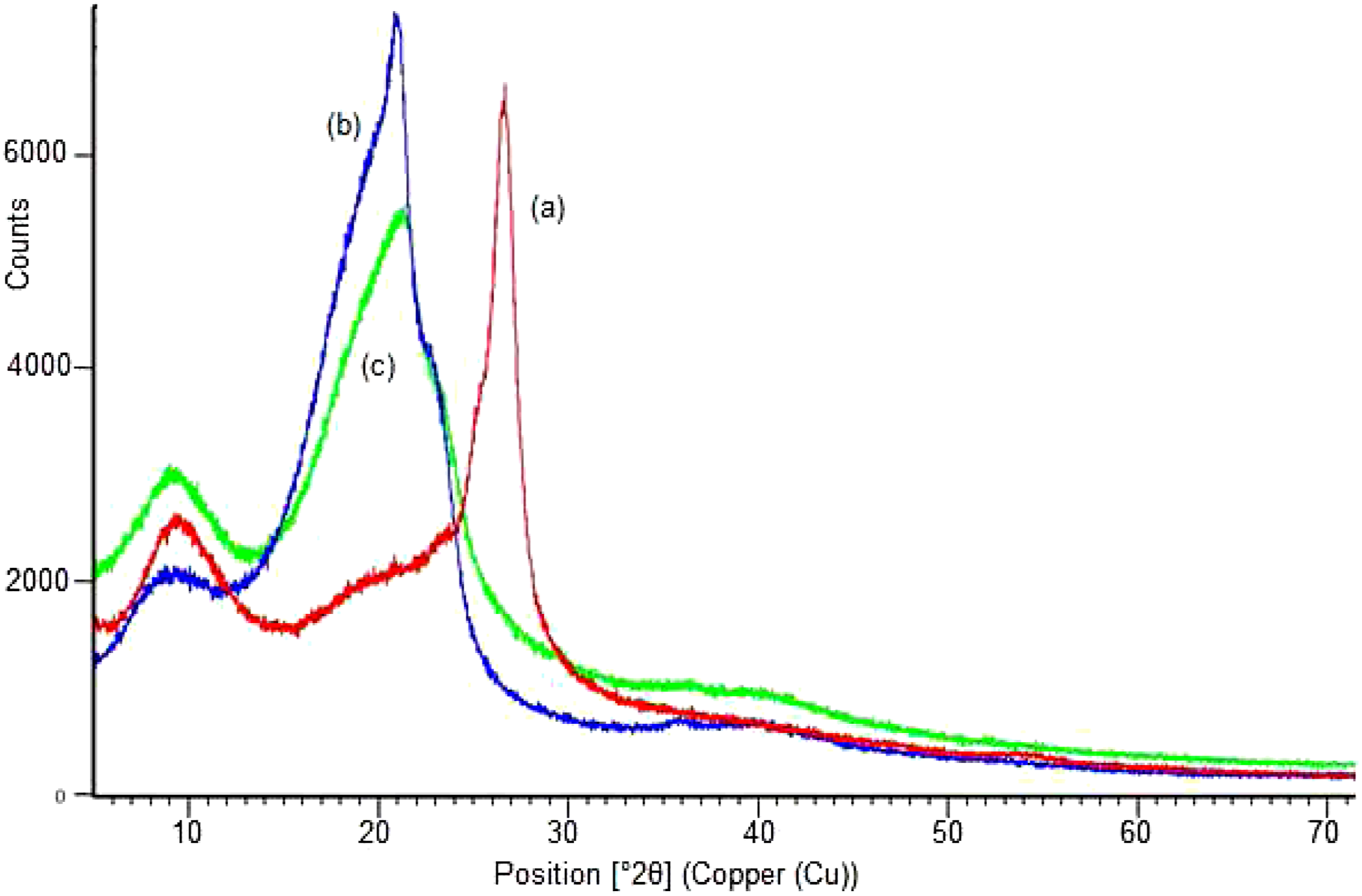
As can be seen from Figure 10, the initial polymers are amorphous substances with a certain region of crystallinity. The crystalline phase of wool exhibits an intense reflex at an angle of diffraction (°2θ) of 26.5, for polymer adhesive at an angle of 21, and the product of their interaction at an angle of 21.5. In the product of the interaction of the components, the crystalline region of the wool disappears; it is possible that the protein molecule is incorporated into the structure of the polymer. The intensity of the reflection of the crystalline phase of the interaction product decreases in comparison with the intensity of the crystalline phase of the polymer. If the degree of crystallinity of the initial wool fibers is 65%, of polymer glue is 67%, and the degree of crystallinity of the product of their interaction decreases to 47%. This may be due to an increase in the porosity and volume of the polymer after thermal interaction with the wool. The result to some extent explains the increase in the width of the polymer film in the composite material found in the SEM studies.
Waste fibers of cotton material contain pronounced areas of crystallinity, as evidenced by intense signals in the X-ray spectra in the range of diffraction angles (°2θ) 15, 23, and 27 (Figure 11). In the product of the interaction of cotton fibers with acrylic adhesive, the intensity of signals at diffraction angles (°2θ) 15 and 23 decreases, and at 27 it disappears. This indicates a decrease in the number of crystalline phases and the degree of crystallinity of the sample. The degree of crystallinity of cotton fibers is 72%; of product of their interaction with the adhesive is 56%. X-ray diffraction patterns of cotton fibers (a) and the product of their interaction with acrylic adhesive (b).
Thus, during the thermomechanical interaction of both wool and cotton fibers with acrylic adhesive, a decrease in the degree of crystallinity occurs in comparison with the original fibers.
Properties and application of materials
The dependence of the tensile strength on the relative elongation, both along the length (Figure 12) and along the width (Figure 13) of the obtained laminated materials, was investigated. Tensile strength versus elongation in length. Sample numbers I-V in accordance with Table 2. Tensile strength versus elongation in width. Sample numbers I-V in accordance with Table 2.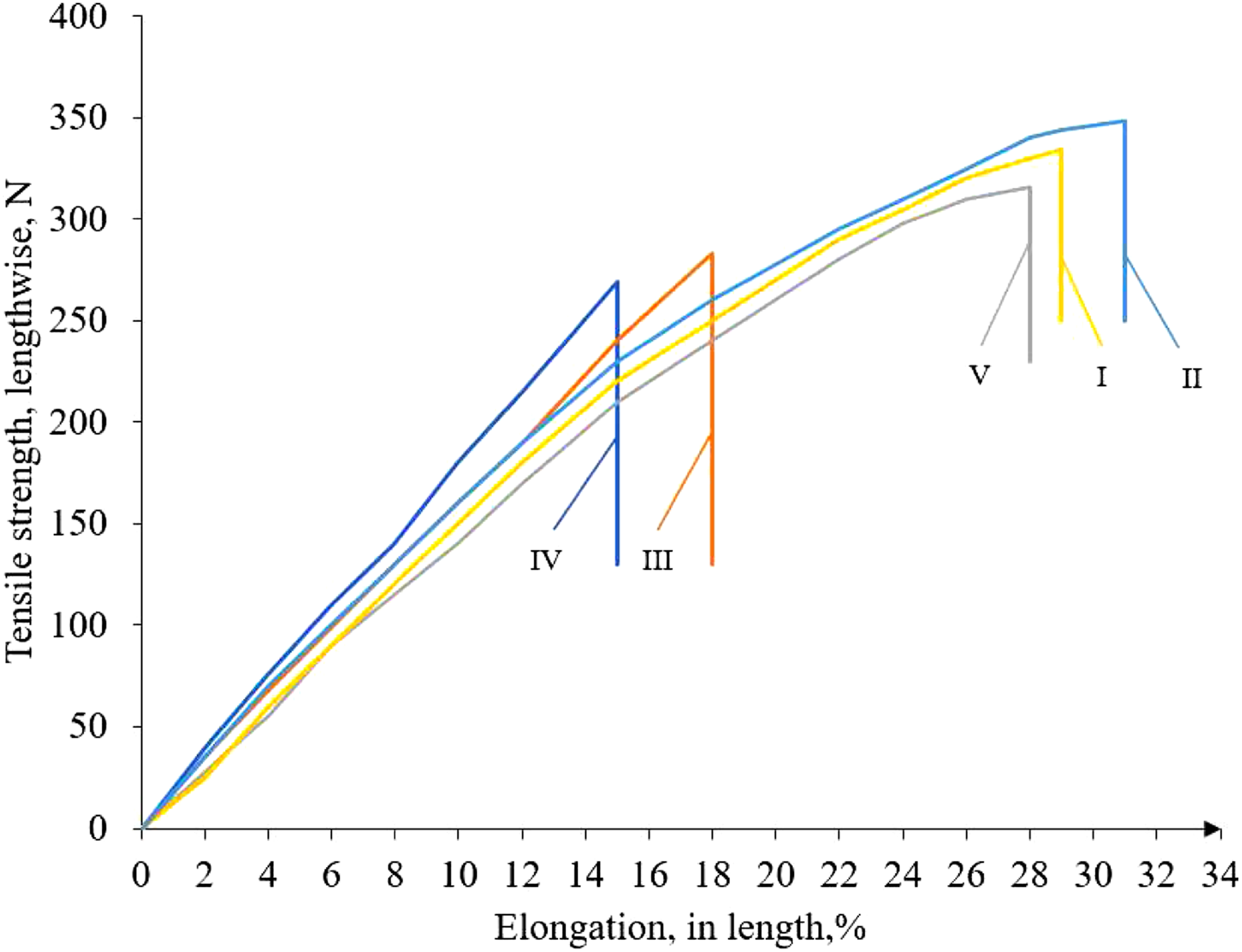
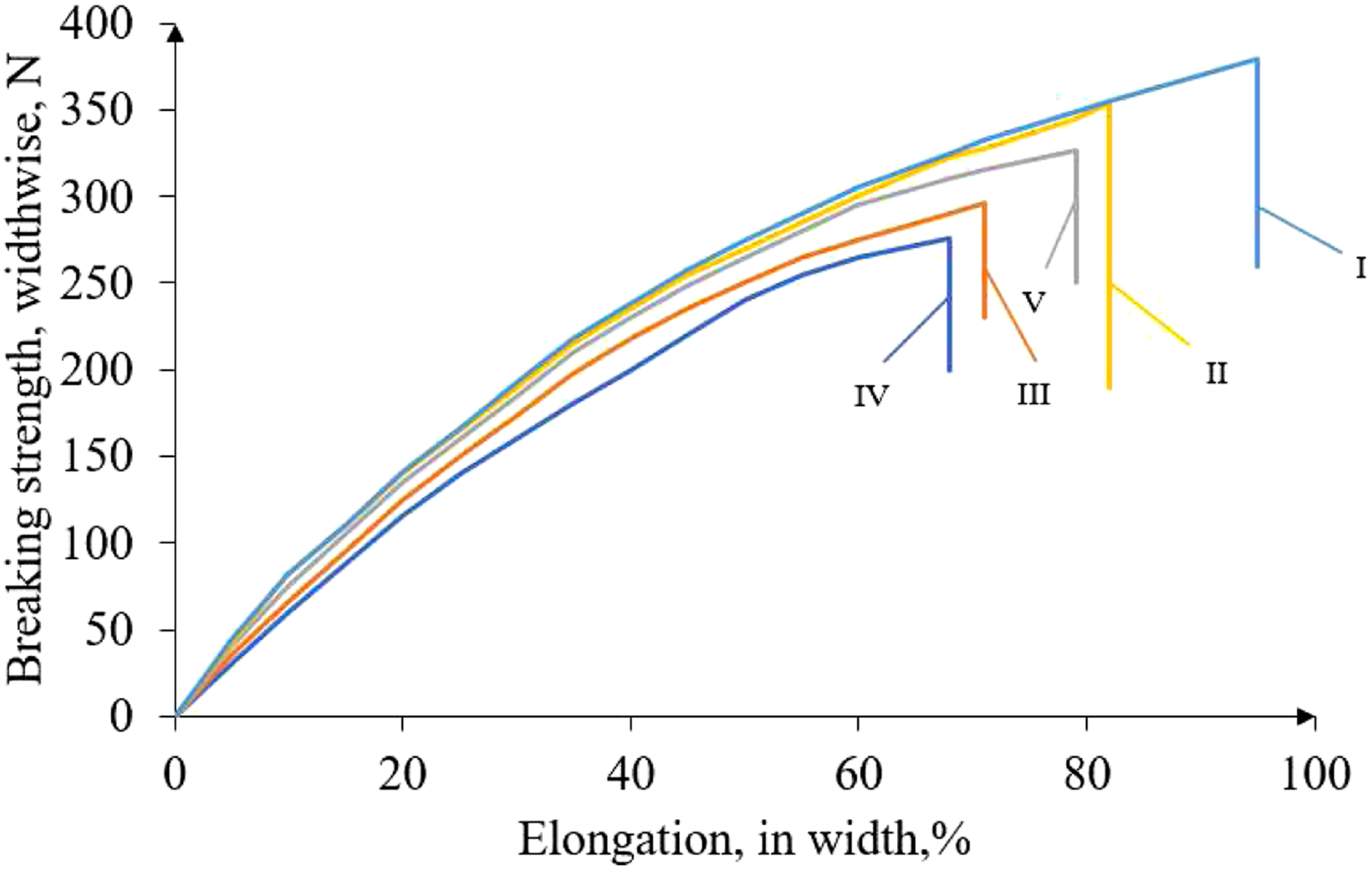
According to the interstate standard “GOST 12.4.303-2016 protective clothing for low temperatures technical requirements,” the breaking load of the lining material for protective clothing must be at least 200 N in length and 150 N in width. As can be seen from these figures, all the obtained materials have a high tensile strength, more than 250 N. As expected, the highest strength was found for materials (I and II) containing a knitted fabric at the bottom and top. Moreover, for all materials, the relative elongation in width is approximately three times greater than the elongation in length. This is due to the properties of knitted fabrics.
Materials I and II have higher indicators for other physical–mechanical properties. At the same time, tests of the hygienic properties of composite materials were carried out.
An important indicator of thermalhydro comfort: vapor permeability was determined by visual observation (qualitatively, Figure 14) and according to the requirements of the standard (quantitatively, Table 4). Images of vapor permeability of materials: a - without material, with materials b - I and II, c - III, d - IV, e − V. Physical–mechanical and hygienic properties of multilayer nonwovens for clothing and footwear.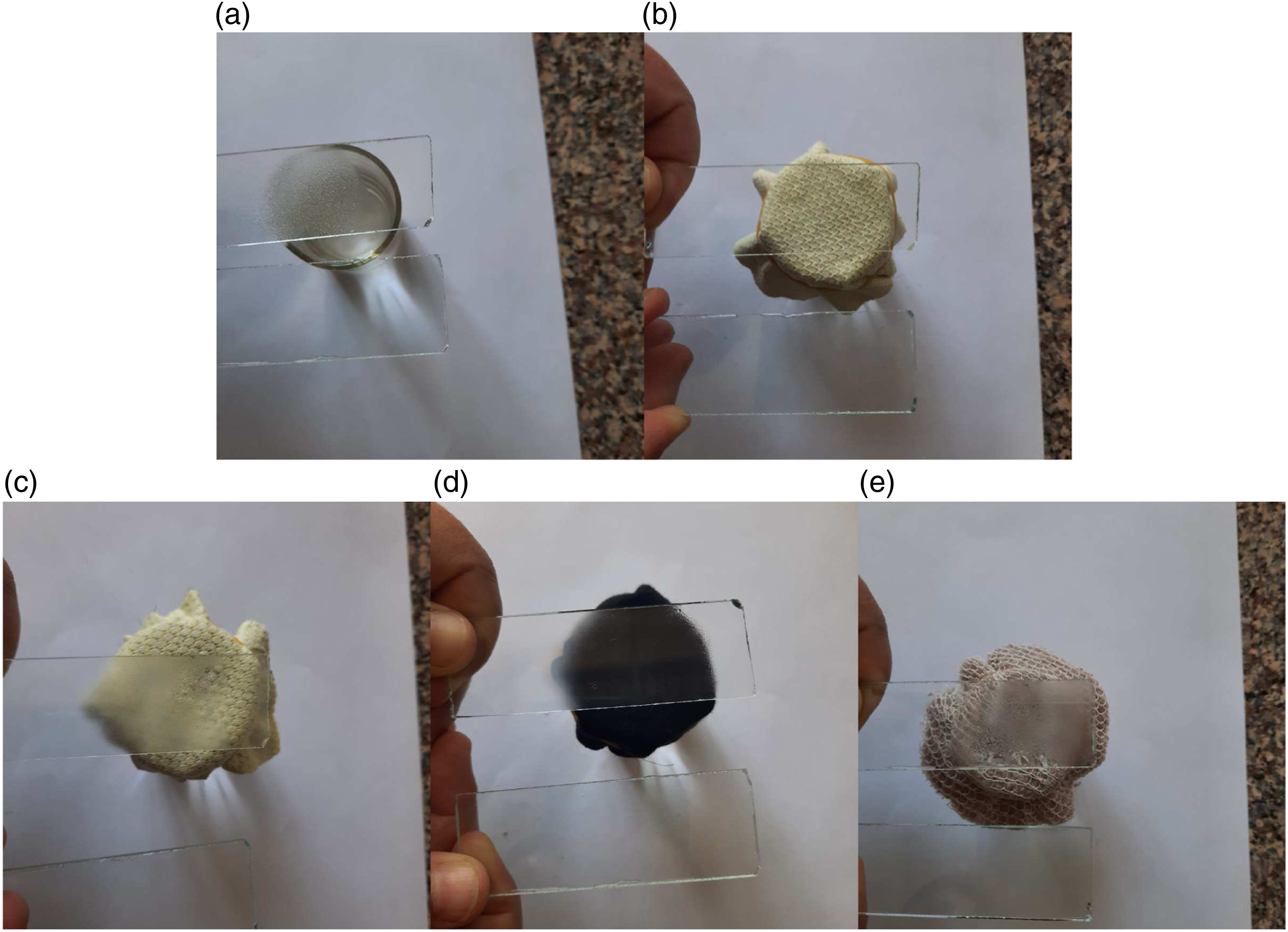

As can be seen from Figure 14, the hot water in the glass evaporates, after the condensation of water vapor; drops of water appear on the surface of the glass plate. Materials I and II do not allow water vapor to pass through; there are no water droplets on the surface of the glass plate. Materials III, IV, and V are highly permeable to water vapor. The first two laminates use a continuous adhesive film that seals the passage of water vapor. The following materials use a mesh adhesive film. In this case, pores remain in the laminate through which water vapor passes.
In the Table 4, the physical–mechanical and hygienic properties of the obtained materials are given in comparison with the analogue. The STEPPA laminated material from SIRETESSILE (Italy) was selected as an analogue. The heat-retaining layer of this material consists of 70% wool and 30% polyester, which is fixed on a polyester fabric backing.
The physical–mechanical properties of the developed materials generally meet the requirements of the EN ISO 20,345/A1: 2007 standard. Multilayer nonwoven materials based on camel and sheep wool, as well as textile waste, have satisfactory physical and mechanical properties for use in garments and footwear. Materials I and II have low air permeability. Accordingly, these materials cannot be recommended as a heat-retaining shoe lining. The continuous film adhesive used in the preparation of materials I and II impedes the passage of air. This disadvantage is eliminated by using a mesh adhesive layer. Materials III, IV, and V have high breathability values.
The quantitative parameters of vapor permeability confirmed the results of visual observation. At a rate of 2 mg/cm2·h for shoe lining materials, the vapor permeability of materials I and II turned out to be below mg/cm2·h. The vapor permeability of materials III, IV, and V is several times higher than the standard values. When comparing the air permeability and vapor permeability of all the materials studied, a good correlation and adequacy of the values should be noted. This means that these properties are significantly influenced by the state of the adhesive layer of the composite material. In samples with high air and vapor conductivity, a mesh polymer adhesive was used.
Finally, all materials have a high heat retention capacity, which is higher than that of a similar material. Materials III and IV have successfully passed all tests. For these materials, the indices of all properties turned out to be higher than the normative values specified in the standards and higher than those of a similar material.
Thus, in terms of their physical–mechanical and hygienic properties, materials III and IV can be recommended for use as a lining for insulated shoes, and materials I, II, and V for lining winter outerwear, a form-stable piece of clothing, or an insulated bedspread.
Research has been carried out on the use of the obtained materials for form-stable, insulated parts of clothing and shoe lining. To date, material IV has found practical application for the inner lining of insulated winter shoes (Figure 15). The back of the lining is not subject to abrasion, so a knitted layer is not necessary. The material has shown quite comfortable hygienic properties. Winter shoes and their insulated woolen nonwoven lining.
Conclusions
Coarse and thick fibers of camel and sheep wool, as well as shredded cotton waste, are suitable fibrous components of multilayer nonwoven fabrics for clothing and footwear. Various designs of multilayer materials have been obtained, about 75–80% of the volume of which is a nonwoven woolen or cotton layer and 20–25% is an adhesive and knitted layer. In the process of thermal exposure at a temperature of 150 ± 5°C for 2.0 ± 0.2 min, there is a chemical and adhesive interaction between the molten acrylic polymer and protein macromolecules of wool and physical and adhesive interaction between cotton fibers and acrylic polymer.
In the process of forming the composite, the melted adhesive polymer diffuses into the woolen and knitted layers; the melt is well combined with woolen and cotton fibers. The crystalline phase of the product of the interaction of wool and cotton fibers with acrylic polymer decreases in comparison with the original components, which leads to an increase in the porosity and volume of the composite. Adhesion, diffusion of melted glue into the fibers of the nonwoven layer and knitted fabric, chemical interaction of polymer macromolecules, and wool are factors of solidity and high strength of a multilayer insulated composite material based on wool.
The obtained multilayer nonwoven fabrics have satisfactory physical–mechanical and hygienic properties for use in garments and footwear. The material on the basis of camel wool is used for the lining of winter-insulated shoes.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.