
Abstract
In this research work, the simultaneous effects of braided sutures made up of silk filament were studied with respect to parameters such as filament twist (0-6 Twist/inch), braiding angle (28.8°–34.8°) and braid structure (1/1, 1/2 and 2/2) on tensile strength, elongation, bending stiffness and friction were investigated by using response surface methodology. The influence of independent and dependent values has been studied using the categorical central composite design of experiments. The optimum conditions for enhanced handling characteristics of braided silk suture were 3.7 twist /inch of silk filament twist level, at a 28.8°braid angle, and a 1/2 braided structure. The handling characteristics of the suture can be enhanced by choosing suitable braiding parameters.
Introduction
The unique properties of silk fibres provide important clinical repair options, particularly in joining the tissues together. Sometimes, sutures are used to repair tissue which is in damaged condition. The use of sutures in the medical field is decided by their end-use applications and suture properties. There are two types of suture thread broadly used in the medical field. It can be classified as absorbable and non-absorbable. If we use an absorbable suture, it automatically decomposes in the body and this type of suture is very much used for internal surgical operations. Similarly, non-absorbable suture threads are used in the case of external surgical operations and they should be removed by a surgeon after a surface incision has healed. More recent studies reveal that silk fibre and films obtained from silk fibroin show equivalent biocompatibility. 1 The cocoons of the Bombyxmori are the principal source of silk. Because they feed on mulberry leaves, the silk produced by B. mori is also known as mulberry silk. Silkworms that do not feed on mulberry leaves are called wild silk.2,3 Silk possesses a unique combination of desirable characteristics such as better biocompatibility, high oxygen and water vapour permeability and is a versatile tool for long-term drug delivery compared to synthetic sutures. Silk filaments can be purified in water-based chemicals without cross-linkers and is compatible with common sterilization methods. 4
The ideal suture should satisfy physical, mechanical, handling and biological characteristics. 5 Surgeons select sutures primarily considering the handling characteristics of sutures and evaluate the handling characteristics of sutures by the number of throws required for secure knots. The type of knot used in wound closure affects knot security. Suture size also acts as a vital character in knot performance, especially in monofilament sutures. 6
The frictional force acting between the sutures makes the knot more secure. As the bending rigidity of the braided sutures is less than monofilament sutures, they show better handling characteristics compared to monofilament sutures. 7 Knot performance depends on the surface properties of the suture material. The frictional force is higher for sutures made of braided structures since the threads have movement, which means higher knot-holding capacity. In braided structures, knot untying does not happen during knot failure, and it is possible to achieve good knot security with just two-throw knots, so it is unnecessary to make more throws to increase knot strength. 8
The braided structure is made by interlacing three or more filaments or yarns transversely to the axis, to obtain a denser, wider or stronger structure. The bundles of filaments in a braided structure follow helical paths, simultaneously forming interlacements between them. Braided structures show nonlinear responses during the application of tensile loads in the axial direction. 9
The braid angle also affects the tensile strength and breaking elongation of the suture. Flexural, frictional and compressive forces are forces produced in the knotting zone of the suture during application of tensile load. 10 Knotting capacity defines how a surgeon can move over the surface of the suture during knotting. Knot security is directly proportional to the coefficient of friction between sutures. Increasing the suture-to-suture coefficient of friction leads to improved knot security. However, resistance to suture movement contributes to knot increases, making suture sliding difficult. The knot tie-down is proportional to the suture’s bending rigidity in an indirect way. 11 The success of suturing does not depend on a single criteria and that requires simultaneous fulfilment of different abilities desired during suture knotting and wound healing. 12 An investigation was carried out to study the impact of braid structure and take-up rate on the mechanical properties of tubular braided polypropylene ropes. 13
There have been ongoing attempts to develop the braided structure so that tissues can be reinforced while still being flexible. In this connection, a study was conducted by exploring the deformation behaviour of braided structures. The elongation increases linearly with decreasing braid angle of the braided structures. 14 The interaction between internal structure and mechanical properties of the braided structure was examined. The distance between yarns, area and aspect ratio of the braided structure are affected by the braid angle; as the angle increases, the structural density and thickness increase as well. 15 To accurately identify and predict the mechanical properties of the structure, accurate geometric modelling of braids is needed. A basic three-dimensional geometrical model for the yarn paths that make up tubular braids, taking into account the crimp of braided yarns with various structural parameters, has been developed. 16
There is a shortage of literature on the relationship between braiding parameters and their impact on the handling properties such as elongation, friction and flexibility of braided sutures. Further study is needed to optimize the handling properties. Because good handling characteristics as well as high strength are required for knotting of surgical sutures.
The effect of silk filament twist levels, braid angle and braid structure on tensile, elongation, bending stiffness and friction was investigated in this study. In addition, using Design Expert Software, the handling characteristics of sutures were optimized using response surface methodology (RSM).
Materials and methods
Materials
Mulberry silk filaments with 40 deniers were purchased from m/s Silk sericulture board, Bangalore, India.
Degumming
The removal of sericin from raw silk filaments is important because sericin can cause harmful effects after surgery. 17 Raw silk filaments were treated with 0.1% of aqueous sodium carbonate solution at 100°C for 30 min. Degummed silk filaments were washed in water to remove sodium carbonate.
Development of braided suture
A circular braiding machine with the Central Composite Design model was used to produce braided sutures using mulberry silk filaments with three twist levels (0, 3 and 6 twist per inch). The resultant suture size was USP 3-0 (diameter = 0.23 mm).
Three different braided structures, one over one (1/1), one over two (1/2) and two over two (2/2) were braided on a circular braiding machine (Figure 1). The braid angle was measured by an image processing method by calculating the angle between lines parallel to the interlaced filament and the braiding axis. The braid angle was measured in the angle between these two lines. Three-degree braid angles such as 28.8°, 31.5° and 34.8° were maintained for all three structures. Braided structure.
Experimental design
The effects of three independent braiding parameters, namely, filament twist level (twist/inch), the braid angle (degree) and braided structure (1/1, 1/2 and 2/2) on tensile strength, elongation, bending stiffness and friction of braided silk sutures were studied using the response surface methodology (RSM) using central composite design (CCD) because the response surface methodology gives a strong coefficient approximation to find the relationship between parameters and response. 18 The Design Expert 13 (Stat-Ease Inc., Minneapolis, MN, USA) software was used for regression, graphical analysis and optimization.
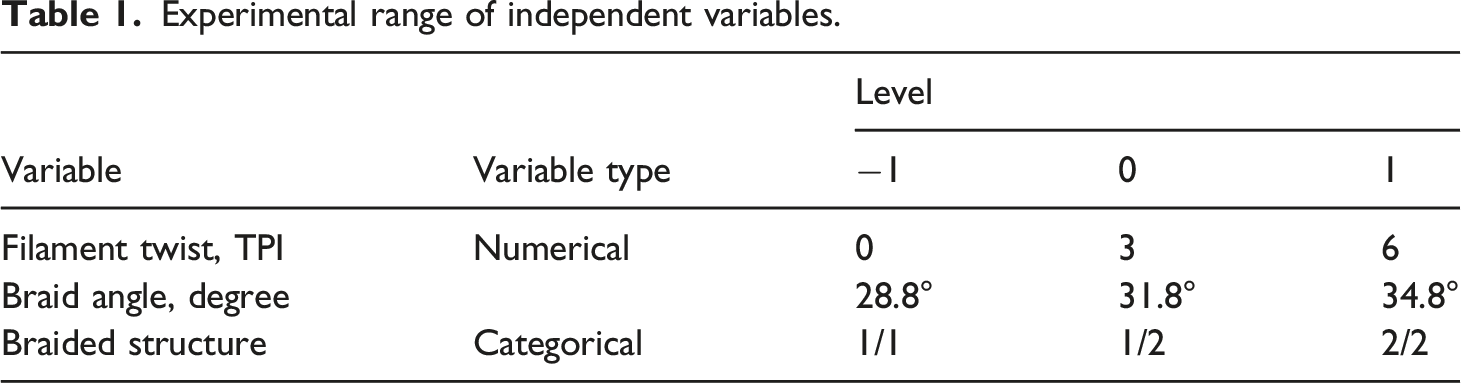
This is a second-order fractional factorial design combined with centre points and axial points supplemented to a full factorial design (2k). A CCD has three types of design points: factorial, axial and centre points. All point explanations will be in the form of factor coded values. The variables were coded to lie at ±1 for factorial and axial points and 0 for centre points for statistical computations. Because the α value is considered to be ±1, the points are in the middle of the face of the factorial space. In this study, the number of experimental runs, based on face centred Central Composite Design (CCD), was 11, corresponding to 4 factorial points, 4 axial points of each numerical factor and 3 centre point replications for one level categorical factor. So the total number of experimental runs is 33 for three-level categorical factors. The numerical factors are filament twist and braid angle. The categorical factor is braided structure such as 1/1, 1/2 and 2/2.
Experimental range of independent variables.
Experimental design for the independent variables and their mechanical properties.

The equations were validated by the analysis of variance (ANOVA), and a value of p<0.05 was considered statistically significant. The nature of the fitted quadratic model was transferred by the coefficient of determination R2 and predicted R2 (Pred-R2). The response surface was used to decide the individual and interactive influences of the test variable on the handling properties.
As indicated by the Central Composite Design plan, thirty-three tests were performed to explore the three indicated factors and the trials are presented in Table 2.
Statistical investigation was conducted by using the ANOVA technique with a 95% confidence level. The p-values obtained for these models are <0.0001 for tensile, elongation, bending stiffness and friction. These values indicate that acquired quadratic models are significant and can be used to forecast the handling characteristics of braided silk sutures.
Evaluation of tensile and elongation braided silk suture
Tensile strength in terms of Newton and elongation as the ratio of percentage extension of suture to the initial gauge length were determined using a Dak-universal testing instrument. As stated by the American Standard Method ASTM D2101-82, a constant-rate-of-extension of 90 mm/min and a gauge length of 150 mm were maintained. Each sample was evaluated five times. Equal gauge length was maintained for all samples tested to compare tensile strength and elongation of sutures with different structures. The top end of the suture was gripped by the moveable jaw to undergo longitudinal traction. All tests were carried out under testing conditions of 21°C and 65% relative humidity. 19
Bending stiffness
The bending stiffness of samples was measured using the cantilever beam principle. A braided silk suture of length 10 cm was positioned on a flat surface and 1 cm of one of the ends was made to project outside the flat surface. The distance between the flat surface and the deflection of the sample was measured. Bending stiffness was calculated based on the following equation (1)
Suture-to-Suture friction
Yarn friction tester was used to measure suture-to-suture friction.
21
Five samples of length 15 cm were used and were hanged individually with a weight of 20 cN. Two samples were entangled horizontally to form a way that the other sample was dragged up vertically through the traversed space between them (Figure 2). The dragging speed of the vertical suture was kept at 60 mm/min. The friction force during the vertical movement was recorded for dynamic friction. Schematic diagram of suture friction resistance tester.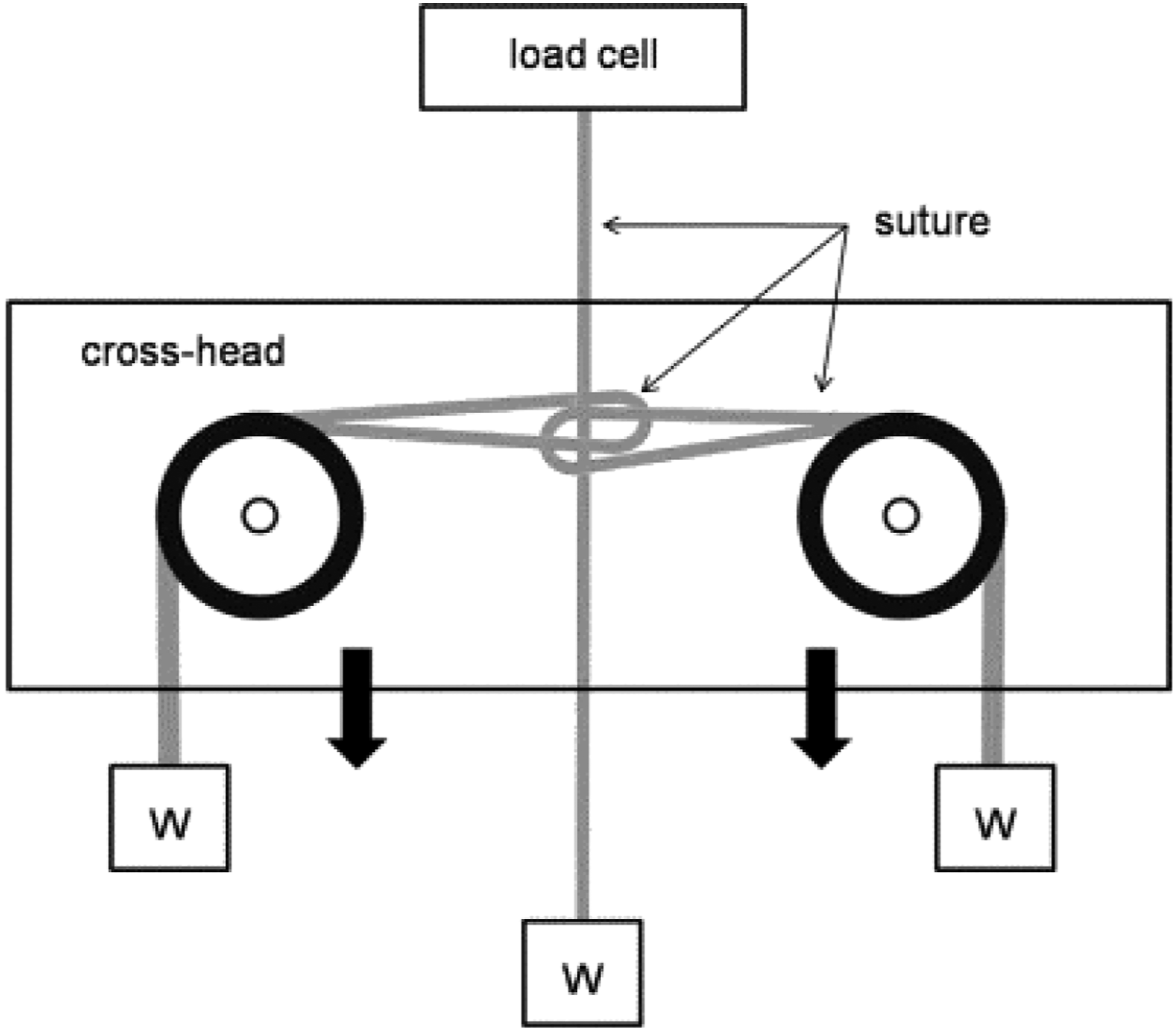
Results
Effect of the braiding parameters on tensile strength
Considering the p-values, only the filament twist (X1), braiding angle (X2) and their squared values (X12 and X22) have significant effects on the tensile strength. The coefficients of the response surface models of tensile strength for each braid structure are expressed in equations (2–4).
Figure 3(a) illustrates the contour plot for the effect of filament twist and braid angle on the tensile strength of a 1/1 braided structure. The highest value of tensile strength, 48.3 N is obtained at a filament twist of 6 twists per inch, a braiding angle of 28.8° and a 1/1 braided structure. The results show that with increasing twist per inch of silk filament, there is an increasing trend in the tensile strength. This may be because the twist motion of intertwining imposed on the silk filaments causes the cohesive force to increase due to the positive pressure generated by the contact of filament materials inwards, which was a primary source of circumferential friction resistance during the twisting motion process.
22
Effect of (a) filament twist and braiding angle of 1/1 structure, (b) filament twist and braiding angle of 1/2 structure, (c) filament twist and braiding angle of 2/2 structure and (d) perturbation on tensile strength of the silk sutures.
Figure 3(b) illustrates the contour plot for the effect of filament twist and braid angle on the tensile strength of a 1/2 braided structure. The increase in braid angle results in a decrease in tensile strength at all levels. This may be due to the helical profile in the braided construction and force applied to the structure making filaments parallel to the braid axis. Figure 3(c) illustrates the contour plot for the effect of filament twist and braid angle on the tensile strength of a 2/2 braided structure. The effect of the braid structure on tensile strength was not significant (p-value= 0.4074). From the contour presented in Figure 3, it was observed that there was no significant effect of the braided structure on the tensile strength of the suture. The perturbation plot for tensile strength presented in Figure 3(d) revealed that filament twist and braid angle have a significant influence on the tensile strength


Effect of the braiding parameters on elongation
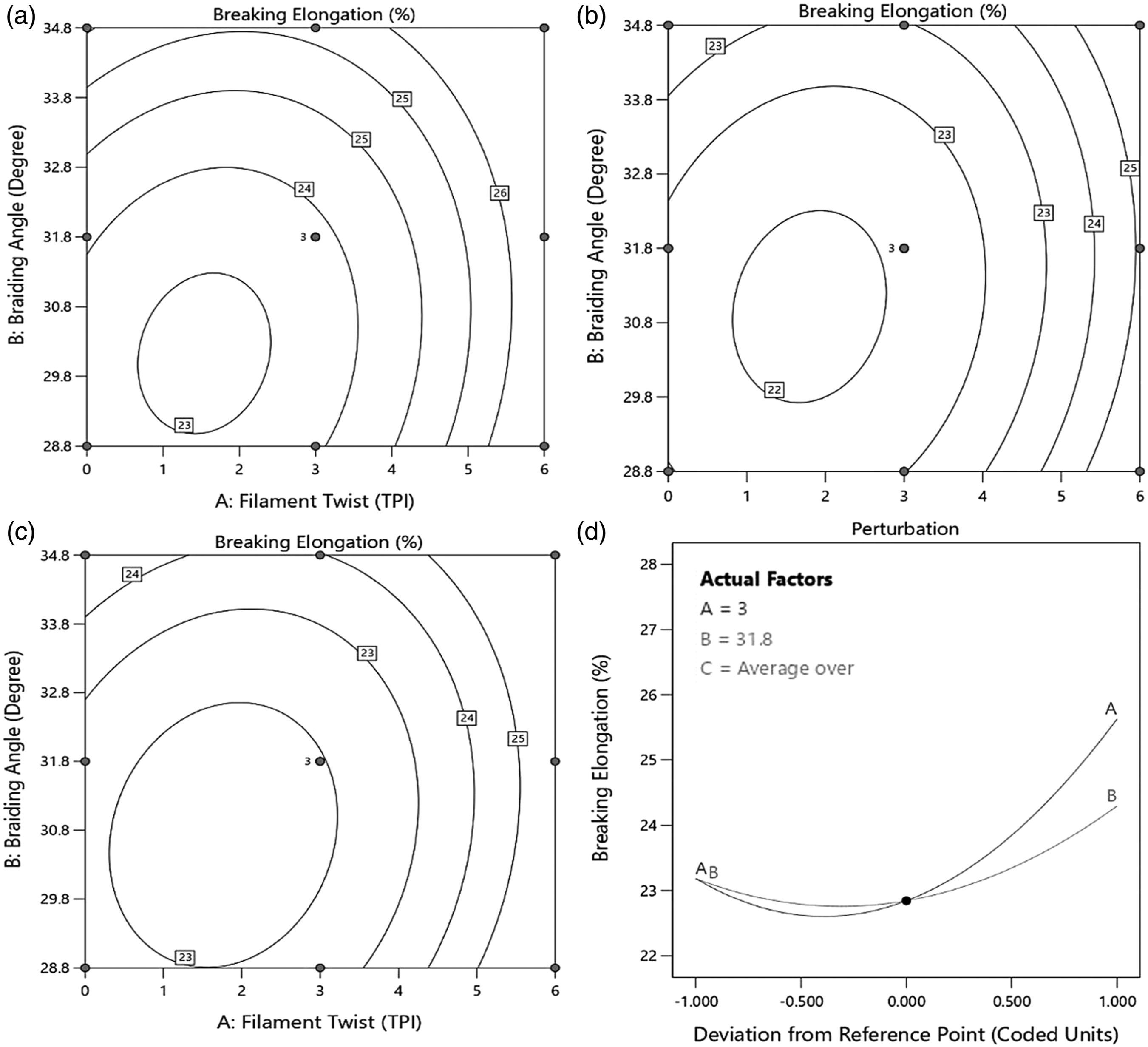
The coefficients of the response surface models of elongation for each braid structure are expressed in equations (5–7). The impact of braiding parameters on elongation, as indicated in the below contour plots, is shown in Figure4. From Figure 4(a), it is noted that a higher twist level of silk filament increases breaking elongation. This may be due to the number of plaits per unit inch being increased at the higher twist level of silk filament. The maximum value of breaking elongation of 28% is obtained at a filament twist of 6 twists per inch, a braiding angle of 34.8° and a 1/1 braid structure. The relationship between the three factors and elongation as the response was given in equation (2). Figure 4(b) illustrates the influence of filament twist and braiding angle of the 1/2 structure on breaking elongation. The length of an element of filaments situated with respect to the braid axis increases when the braiding angle increases. Figure 4(c) illustrates the influence of filament twist and braiding angle of the 2/2 structure on breaking elongation. Higher values of breaking elongation are obtained at high levels of twist per inch and 1/2 braided structure. The perturbation plot for breaking elongation is presented in Figure 4(d) Effect of (a) filament twist and braiding angle of 1/1 structure, (b) filament twist and braiding angle of 1/2 structure, (c) filament twist and braiding angle of 2/2 structure and (d) perturbation on breaking elongation of the silk sutures.


Effect of the braiding parameters on bending stiffness
Bending stiffness is another property that influences the handling characteristics of braided sutures. The coefficients of the response surface models of bending stiffness for each braid structure are expressed in equations (8–10). The interaction between filament twist (X1), braiding angle (X2) and braid structure (X3) shows elliptical contours and this is the pattern obtained when there are perfect interactions between factors. The contour plot for bending stiffness based on filament twist and braiding angle of the 1/1 structure is shown in Figure 5(a). It shows that bending stiffness decreased as filament twist was increased from 0 to 3 twist per inch and decreased from 3 twist per inch. The braid angle has an indirect effect on bending stiffness because of the difficulty in moving such filaments; lateral deformation is reduced due to the decrease in space between suture filaments.
23
Effect of (a) filament twist and braiding angle of 1/1 structure, (b) filament twist and braiding angle of 1/2 structure, (c) filament twist and braiding angle of 2/2 structure and (d) perturbation on bending stiffness of the silk sutures.
The contour plot for bending stiffness based on the effect of filament twist and braiding angle of the 1/2 structure is shown in Figure 5(b). The 1/1 structure has a lower value of bending stiffness for a constant value of braiding angle. The highest value of bending stiffness, 2.85 cN/mm2, was obtained with a 2/2 structure and a braiding angle of 31.8°. Figure 5(c) shows the contour plot of the effect of filament twist and braiding angle of 2/2 structure on bending stiffness. The perturbation plot for bending stiffness is presented in Figure 5(d)


Effect of the braiding Parameters on Friction
The coefficients of the response surface model bending stiffness as provided by equations (11–13). Figure 6(a) illustrates the contour plot for the effect of filament twist and braiding angle of the 1/1 structure on friction. It is clear that both filament twist and braid angle have a direct effect on friction because increasing braid angle causes high peripheral forces as opposed to suture movement. The contour plot for friction based on the effect of filament twist and braiding angle of the 1/2 structure on friction is shown in Figure 6(b). Figure 6(c) shows the contour plot of the effect of filament twist and braiding angle of the 2/2 structure on friction. An increase in frictional values was obtained when the braided structure reached towards 1/1 braided pattern from a 2/2 braided pattern. A higher value of friction of 18.1 cN is obtained with a 1/1 structure, a filament twist of 6 twists per inch and a braiding angle of 34.8°. The perturbation plot for friction is presented in Figure 6(d) Effect of (a) filament twist and braiding angle of 1/1 structure, (b) filament twist and braiding angle of 1/2 structure, (c) filament twist and braiding angle of 2/2 structure and (d) perturbation on friction of the silk sutures.



Optimization of handling characteristics
Constraints used for optimization.

Forecasted values given by the model.

Experiment results conducted at optimum parameters.

*PV: predicted value; EV: experimental value.
Conclusion
The effect of different braiding parameters was studied, such as filament twist, braiding angle and braid structure. The optimum independent variables for having the maximum tensile strength (40.2 N), minimum breaking elongation (23.13%), minimum bending stiffness (1.94 cN/mm2) and at friction of 15 cN were achieved with 3.7 twist/inch of silk filament twist level at 28.8° braid angle, and a 1/2 braided structure. To confirm the performance of optimal parameters, confirmation tests are replicated three times and the mean experimental values of tensile strength, breaking elongation and bending stiffness are 40.27 N, 23.8%, 1.95 cN/mm2 and 15.2 cN, respectively. Statistical means show that the observed outcomes are similar to the expected values. The quadratic models obtained using response surface methodology were accurate and can be used for prediction of the handling properties of braided silk suture.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.