
Abstract
A wet wipe is a commercial product made of a fibrous substrate impregnated with a lotion that often comes folded and individually wrapped for convenience. The present work relates to wet wipes’ composition to clean the baby’s body. Wet wipes were produced from two spunlace nonwoven fabrics consisting of polyester/viscose and a wetting solution. Objective performance evaluation was carried out to determine the efficiency of the wipes for manufacturing and end uses. The lotion formula comprising surfactants, a solubilizer, preservative compounds, perfumes, and mainly purified water is selected to deliver the intended benefits of a baby wet wipe. Besides, physical, mechanical characteristics, and moisture management parameters of the wet wipe fabrics were measured. Optimal lotion (oil–water emulsion) stirring conditions were illustrated using optical microscopy. Lotion foamability appears as an undesirable phenomenon upon the manufacturing of the wet wipe. A mixture design, an extreme vertices design, was used to study the influence of the compounds on the foam volume. The relative contribution of each compound in the lotion to generate bath foam was discussed. Because wet media are more effective than dry media for surface cleaning, the optimum wet pick-up ensuring the best wiping efficiency about of 83.2% was found to be about 3 g of lotion for 1 g of fabric. Assuming that a wipe sample could be performed in less than 3 min, it was also confirmed that the developed wipe remains effective with a moisture content of 242% and can be comparable with other commercial wipes.
Introduction
Rising consumer expenditure on baby care products and growing per capita income of female workforce are the key factors fueling the baby wet wipe market growth around the globe. Parents are concerned about the baby’s sensitive skin, especially the diaper area. The global baby wipes market size was valued at US$4.6 billion in 2019 and is expected to grow at a compound annual growth rate of 5.2% from 2020 to 2027. 1 While diaper sales growth is relatively concentrated in the Asia-Pacific region and Africa, sales of wipes are expected to grow substantially across all global regions.2,3 Apart from baby care, many wipes application areas exist such as personal care, healthcare, commercial, transportation industry, optical industry, electronic, and computer industry. Baby wet wipes account for almost 70% of total wet wipe sales and, based on volume, these wipes represent over 80% of all wet wipes used in Europe. 4
A disposable wet wipe consists of three main components: the textile substrate, the lotion helping cleaning, and the package. The substrate is a nonwoven fabric of 40–60 gm−2. 5 Generally, they are blends of cellulosic fibers (viscose, lyocell, and cotton) with synthetics; mainly polyester and polypropylene.5,6 Bamboo is used for Pampers® baby wipes. Munoz et al. demonstrated the presence of polyester (polyethylene terephthalate (PET)), high-density polyethylene (HDPE), and polyethylene/vinyl acetate (PEVA/EVA) in some flushable wipes and PET in all non-flushable wipes. 7 Viscose fibers are in wet wipes as they provide sufficient wettability for most cleaning lotions because of the relatively high surface energy of viscose (50 dyn/cm). 5 Viscose is also designed to reduce friction when wiped across the skin surface. 8 The polyester fibers provide the necessary strength to the product for durability 9 but take a considerable time to degrade. 10
Spunlace (49% of the market), air-laid, dry-laid, wet-laid, needle punched, and composite nonwoven fabrics are used for wet wipes. 11 Hydro-entanglement technology, commonly known as spun lacing is a common method for producing soft, flexible webs having an optimum cross-direction modulus. It is a mechanical type of bonding using high-speed jets of water to strike the web so that the fibers knot about one another. Since the product does not require any chemical binder, this technology is desired for baby and personal care wet wipes. Soukupova et al. 10 demonstrated that both fiber strength and entanglement play a role in the nonwoven mechanical properties. Nevertheless, the influence of the entanglement intensity of the fibers predominated over the impact of the mechanical properties of the constituent fibers. Wet and dry strength, friction coefficient, softness degree, liquid retention, absorption capacity, and dynamic wiping efficiency are the main criteria to select the nonwoven destined to wet wipes applications. 12 At least a portion of the fibers must have a surface energy that is high enough to allow them to be wetted by the lotion. 13 Indeed, the wipe should be tolerant to lotions and keep the applied liquid in the product until use. 14
Formulating a hypoallergenic, safe, and effective baby wipe can be challenging as the wipe must meet regulatory, safety, and performance measures while remaining aesthetically pleasing. It is preferred that baby wipes are formulated with a very large percentage of purified water. However, water alone is not enough to effectively remove water‐insoluble residues from baby skin and to prevent the growth of microorganisms or maintain a healthy skin pH.15,16 In babies, water is rapidly absorbed into the skin, even within 10 s. This has the potential to disrupt the barrier function by increasing the space between skin cells. Furthermore, tap water is more alkaline than the pH of the skin in the weeks following birth. Skin integrity can be compromised if the acidity of the skin is altered.17,18 Thus, a baby wipe must also contain an extremely mild surfactant to lower surface tension for better cleaning, a preservation system to ensure product freshness before and during use, a pH adjusting system to maintain a solution pH similar to infant skin (pH: 4.5–6), optionally, skin‐benefiting ingredients that reduce frictional damage and replenish the skin lipids, perfumes and vitamins, etc. 19 In 2016, a recommendation was made by the European roundtable meeting on best practice healthy infant skincare stating that a wet wipe for baby skin should contain pH buffers to maintain the slightly acidic pH of the skin, should be free of potential irritants, and should contain well‐tolerated preservatives. 20
Baby wet wipes are available in bulk packaging (tubs, flexible films, canisters, flatpacks, etc.) to protect them from any form of contamination and damage. The packing seal shall be secure and allows resealing as many times as possible ensuring the non-used wet wipes are not dry. 21
Few authors have dealt with the manufacturing complexities of wet wipes in the production line. The effect of the lotion formula, the nonwoven composition and construction properties, the substrate wet pick-up, and the lotion distribution within wipes on cleaning efficiency are not well understood.
Numerous methods are available to determine surface cleanability, ranging from subjective visual techniques to molecular scale techniques. 22 In practical situations, the method selected is based on the cleanliness level required, the type of surface material, and the type of soiling. Cleanability is commonly determined as the color change of the soiled or cleaned surface material. Contact angle measurements are employed in precision cleaning (e.g., in semiconductor industries) to detect soiling on surfaces. The measurements were based on different hydrophobic-hydrophilic characteristics of soiling and solid surfaces. 23
Lee et al. 24 developed a method to determine the contaminant removal performance of wiping cloths based on image analysis. The correlation coefficient between the image analysis and the gravimetric method was very high, at a correlation coefficient equals 0.97, and with a significance level of 95%. The same study revealed that the wiping efficiency measured using image analysis has a close relationship with the wiping speed, the viscosity of the contaminant, and the wiping pressure at the significance level of 95%. Nandy et al. 25 determined the efficiency of microbial removal/killing of pathogenic bacteria using a variety of commercial disinfecting wipes to clean and disinfect common reusable medical devices, after contamination with surrogates. The ASTMD 1792–20 26 specifies that in wipe media the minimum absolute collection efficiency for lead dust from a smooth surface shall be 75% or better, as measured against a known mass of lead dust that was placed on the test surface. Swab and wipe test kits with colorimetric indicators are also available for contaminants, including lead, chromate, cadmium, amines, aliphatic and aromatic isocyanates, etc. 27
Microbial contamination of wet wipes can occur during their manufacture. The majority of the contaminants are present in the source of water and in the raw materials, including the nonwoven as well as in equipment and plumbing lines. 28 Antibacterial evaluations of the used water and the final baby wet wipe are crucial. Before releasing baby wipes for sale to consumers, an evaluation of the final product should be completed for the presence and level of microbes within the product over the short and the long term. Currently, safety testing is accomplished via animal test models, non-animal in vitro test models, and clinical human subject testing. 29 Common methods used to assess the tolerability of wipes are repeated insult patch test (RIPT) to control allergy and irritation, cumulative irritation test (CIT) to control irritation, phototoxicity/photoallergy (PT/PA) to control photoallergy (UV-induced) and irritation, ocular installation to control eye irritation, and safety-in-use to control suitability. 19
Manufacturing complexities of baby wet wipes are frequent and include the water quality, the converting processes, the folding configurations, the stack orientation, the packaging formats, and especially the lotion formulation.
Foamability of the lotion appears as an undesired phenomenon, which undoubtedly complicates the lotion application on the wipe through the production line. In fact, a pure liquid does not produce foam, but the decrease in surface tension by the addition of surfactants allows foam production. A bubbly liquid is obtained when a non-equilibrium dispersion of gas bubbles in a relatively small volume of liquid containing surfactants exists. 30 These surface-active macromolecules adsorb at the gas/liquid interfaces and are responsible for both the tendency of a liquid to foam (foamability) and the stability of the resulting dispersion. 31 It has been shown that the amount of foam formed depends on the machinery responsible for its production as well as on the properties of the liquid composition (surface tension and critical micelle concentration (CMC)); whereas the stability of the foam produced is primarily a function of the liquid composition. 31 Surfactants are classified as cationic, non-ionic, anionic, and amphoteric by the presence of formally charged groups in their head. When dissolved in water, surfactants concentrate at water/air or water/oil interfaces. 32 Due to the influence of the type of surfactant and the solution agitation speed, the foamability of surfactant solutions can be hard to control. 33 A theory of the amount of foam produced by compression/decompression cycles of a soft porous media (dishwasher sponge) was developed by Johnson et al. 34 The amount of foam produced was found to be dependent on both the amount of surfactant within the media and the decompression of the media as this is the mechanism of where the air penetrates into the soft porous fabric.
Therefore, from the R&D laboratory, the lotion formulator must anticipate the stage of industrial transposition so that the lotion formula developed is feasible on a larger scale. This work is intended to provide manufacturers of wipe sampling media solutions to solve some industrial complexities. In fact, this study was undertaken to further evaluate optimum stirring conditions of lotion compounds and to adjust the lotion formula in order to minimize undesirable foamability. The second goal was to describe the results of the effect of the wipe wet pick-up on the wiping efficiency of two developed wet wipes using the gravimetric method. The dry rate of wet wipes was also recorded and compared to commercial ones. Certain additional comparisons of the physical and mechanical properties of the wipes are included. Antibacterial tests and tolerability results of the developed baby wet wipes were also presented.
Materials and methods
Nonwoven testing
Two types of nonwoven fabrics samples, labeled S1 and S2, were produced by the hydroentanglement bonding technique. Both fabrics are made from 50% viscose (CV), and 50% polyester (PES) blends. Dry wipes are compared in terms of mass according to EDANA NWSP 130.1. R0 (15), 35 thickness according to EDANA NWSP 120.1. R0 (15), 36 absorption capacity of liquid using EDANA NWSP 010.1. R0 (15), 37 and air permeability according to NWSP 070.1. R0 (15) 38 under 100 Pa pressure.
Tensile strength was measured in both the dry and wet states, according to IS 15891-3
39
to simulate practical conditions of manufacturing. A tensile testing machine, equipped with an autographic recorder to register applied force was used (LLOYD LR 5 K). Wet samples (50 cm × 200 cm) were soaked for at least 1 h in a solution containing 1 g of a non-ionic wetting agent per liter of distilled water. A constant rate of extension of 100 mm/min was applied. The nonwoven specific strength and the fabric density were determined according to equations (1) and (2)
10


All fabric samples were conditioned under standard atmospheric conditions of 21 ± 1°C and 65 ± 2% relative humidity for 24 h before testing.
Details of reference fabrics.

aA mean value ± standard deviation.
Scanning electron microscopy (SEM) images of the dry wipes were obtained on a scanning electron microscope VHX-6000, operating at (5 kV) and magnification of 500x.
Wet wipes production
Wetting solutions were applied on dry spunlaces S1 and S2 by a drip system through the production line and liquid amounts were arranged through squeezing rollers. In fact, large diameter rolls of dry wipes are unwound, vertically cut, folded, moved over rollers above which a drip system wets the wipe at a low rate, squeezed to ensure a precise wet pick-up, transversally cut, and then stacked. The package is finally bagged in a packing machine and a lid is placed for better sealing (Figure 1). Wet wipes production line.
Lotion formulation
Lotion composition initially includes 81.5% of purified water. Water purification is a step-by-step process requiring a combination of technologies, each of which varies according to the ability to remove specific contaminants: chlorination treatment, multilayer filters, microfilters, osmosis unit, and a UV-C treatment. The used water has a pH in the range 5–6, a hardness of 0–1 ppm, a TDS: 22–40 ppm, a conductivity ranged from 0 to 9 μs, and a chlorine level of 0ppm (20°C). Besides, the purified water was microbiologically tested against Mesophilic aerobic bacteria, Salmonella, Pseudomonas Aeruginosa, and Staphylococcus Aureus.
Lotion composition.

aNot specified.
Lotion homogenization
The obtained lotion (oil/water emulsion) is stirred mechanically using a laboratory paddle agitator allowing variable rotation speeds at room temperature. Oil-in-water emulsion was carried out with a stirring speed ranged from 60 rpm to 255 rpm, and a stirring time ranged from 10 to 30 min. In fact, energy is required to break up the particles of the dispersed phase into smaller droplets. Indeed, gentle agitation ensures circulation emulsion without causing droplet rupture. 50 If the agitation continues, the collision between the droplets becomes more frequent and a certain coalescence may appear. It is therefore recommended not to mix emulsions too long, especially if the stirring speed is high. 50 Initially, compounds 2 and 4 were added to the aqueous phase and then solubilizer (compound 3), and perfumes (compound 5).
Optical microscopy is the most widely used type of microscopy for characterizing emulsion microstructures because it is relatively inexpensive and easy to operate. The droplet size and morphology of multiple emulsions were investigated using a Laica DM 50 microscope. After one droplet of the emulsion is deposited on the slide using a pipet of 1 mL, a smear is made and no glass cover slide is needed above the emulsion. To maintain consistency in the experimental conditions, observations were carried out in duplicate and recorded 3 min after stirring.
Foam test
Lotion foamability must be controlled in the wet wipes production line and on the final wipes as it causes unpleasant aspects. The pour test used is previously described by Ross-Miles51,52 and adopted as ASTM D1173-53. 53 The foam test consisted of pouring 200 mL of a solution (for 60 s) into a graduated beaker from a height of 90 cm already filled with 50 mL of the same solution. When pouring, the container is tilted only once to allow the lotion and foam to freely flow into the beaker. After 150 s, the bottom of the meniscus of both the foam and liquid levels in the cylinder were recorded. 54 Foamability measurements were carried out in triplicate.
Wipe wet pick-up
The wipe lotion wet pick-up percentage 
Wiping efficiency measurement
Objective evaluation of the wet wipe’s performance is needed for the manufacturer to fully understand the performance of the proposed wipes.
The assessment of wiping efficiency
Wiping efficiency is calculated gravimetrically using equation (4)
The gravimetric method was successfully used by Hossain et al. 55 and Dey et al. 56 to evaluate lotion transfer to baby skin for clinical tests.
Antibacterial tests
At birth, baby skin does not have all the necessary defenses to protect against pathogens; thus, it is of utmost importance to keep contaminates off of the skin. Since microbial growth is enhanced in moist environments, baby wipes are at risk for microbial growth. Antibacterial properties of the wet wipes were investigated against total bacterial to simulate real end use conditions of wet wipes.
Other tests were carried out against pathogenic germs: Pseudomonas aeruginosa according to ISO 22717, 57 Staphylococcus aureus according to ISO 22718, 58 Escherichia Coli according to ISO 21148, 59 and Candida albicans according to ISO 18416. 60 All tests were performed in triplicate. To assure a baby wipe product is effectively preserved and able to overcome this type of contamination, a confirmatory lab test must be utilized to ensure microbial growth will not occur during normal product use. Specifically, the test should involve adding a defined number of some organisms to a defined quantity of product and then monitoring the survival and/or growth of the added organisms over time. This test is commonly utilized on product that has been freshly made and on product aged under ambient or accelerated (high temperature, high relative humidity) conditions. The test method is clearly described by Crémieux et al. 61
Results and discussion
Characterization of spunlace nonwoven fabrics
Two spunlaces produced from the same supplier, S1 and S2, sharing a similar fiber blend and characteristics for which are shown in Table 1 will be used in this study. Substrate S1 is denser and thicker. In fact, the increase in the feed rate of carding (during the web formation step) machine increases the number of fibers in a given mass per unit area. More number of fibers in cross-lapper web will lead to a greater number of fibers per unit area in the final spunlace fabric. The same reason can be applied to the thickness. However, it is observed that spunlace S1 has a lower liquid absorption capacity compared to S2. Recently, Maiti et al.
62
explained that the increase in jet pressure hydroentanglement process results in a decrease of liquid absorption capacity of spunlace nonwoven samples by the compaction of fabric web. So, the porous nature of hydroentangled webs reduces at high jet pressure leading to a decrease in liquid absorption capacity. Air permeability is not a property directly affecting the performance of a wet wipe but can give an idea about its pore structure and tortuosity enabling ascent of the liquid within the structure.
5
Air permeability values of S1 and S2 are different from each other. It can be concluded that air permeability changes according to fabric area density. This is an expected result that the number of fibers which the air passes through is less for sample S2 (Figure 2). But when other cellulosic fibers are considered, air permeability values change because the rougher fiber surfaces make more friction with air passing through.
5
Scanning electron microscopy images of dry wipes (a) Spunlace S1 (b) Spunlace S2.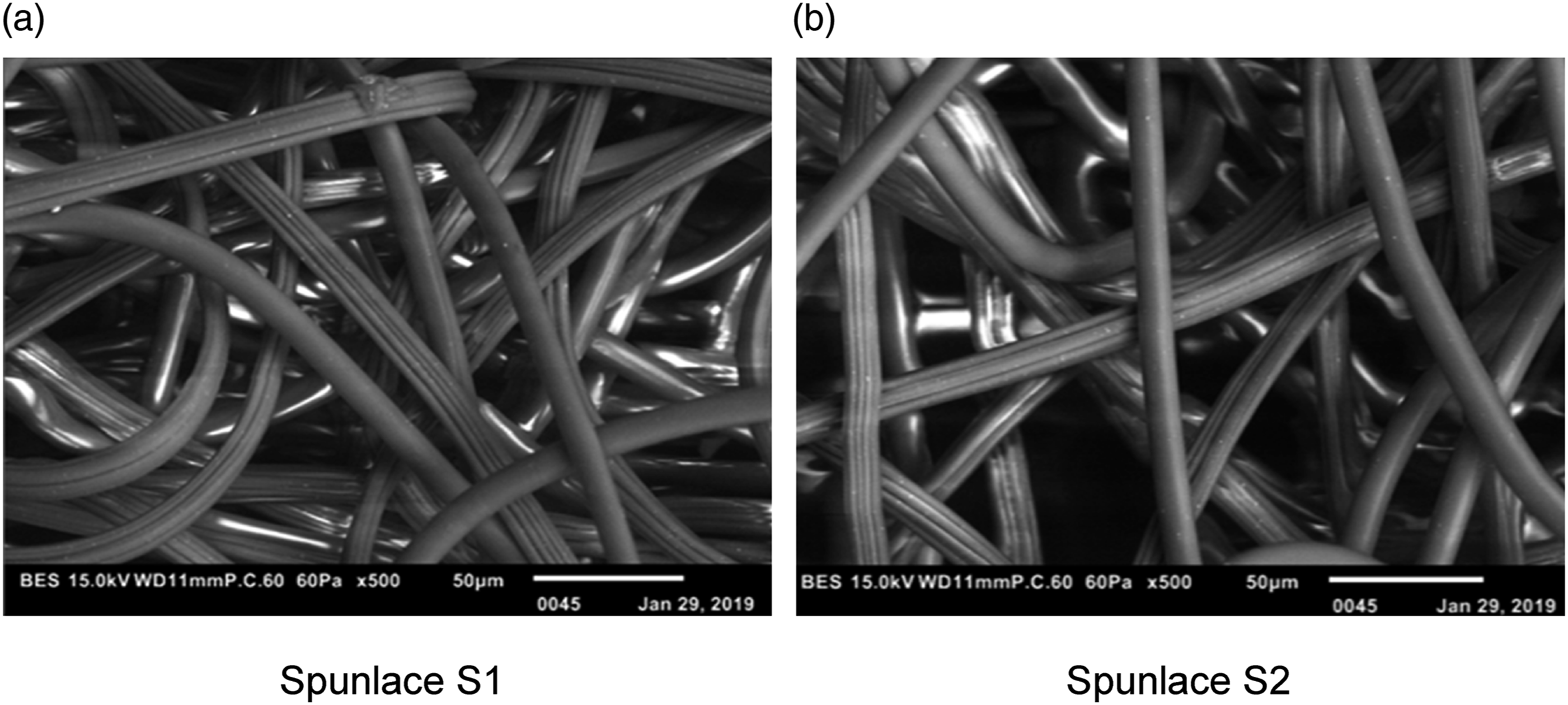
In both substrates, the fibers have a serrated cross-section as a result of the coagulation conditions of viscose fibers 63 and round polyester cross-sections with effective diameters of 17.2 μm and 14.2 μm, respectively (Figure 2). According to Hoof et al., 64 the special mix of round and shaped fibers provide more airy fluffiness of Pampers® wipes, round fibers allow absorbency, thick trilobed fibers allow air fluffiness, and micro-fine trilobed fibers allow opacity. On the other hand, the presence of a large number of pores in spunlace (S2) samples provides more capillary channels to transport liquid and explains their high absorption capacity. Fiber orientations of the nonwoven fabrics were determined by angle measurements on SEMimages of the fibers with the horizontal axis. Spunlace 1 shows randomly distributed fibers while S2 shows layered fibers with predetermined orientation (54°–88°). This means that they are oriented more on the machine direction.
Figure 3 shows the tensile strength of wet and dry wipes as a function of elongation. Results show that the ultimate strength values of the tested nonwovens are slightly different: S1 shows a slightly lower tensile strength compared to S2 although it is heavier. The calculated specific strength in machine direction of S1 and S2 was 2.27 Tensile strength of wipes as a function of elongation (machine direction).
Figure 4 shows that the tensile strength in the cross-machine direction is lower than that in the machine direction for all dry samples. In general, the tensile strength in the wet state was higher in comparison with that in the dry state. The extension of fabrics in the wet state was slightly lower in cross-machine direction. The samples cut on the machine direction were significantly stronger and less extendible due to predominance of fiber orientation in the machine direction resulting from the web formation technique.
10
The calculated specific strength in cross-machine direction of S1 and S2 was 0.655 Tensile strength of wipes as a function of elongation (cross-machine direction).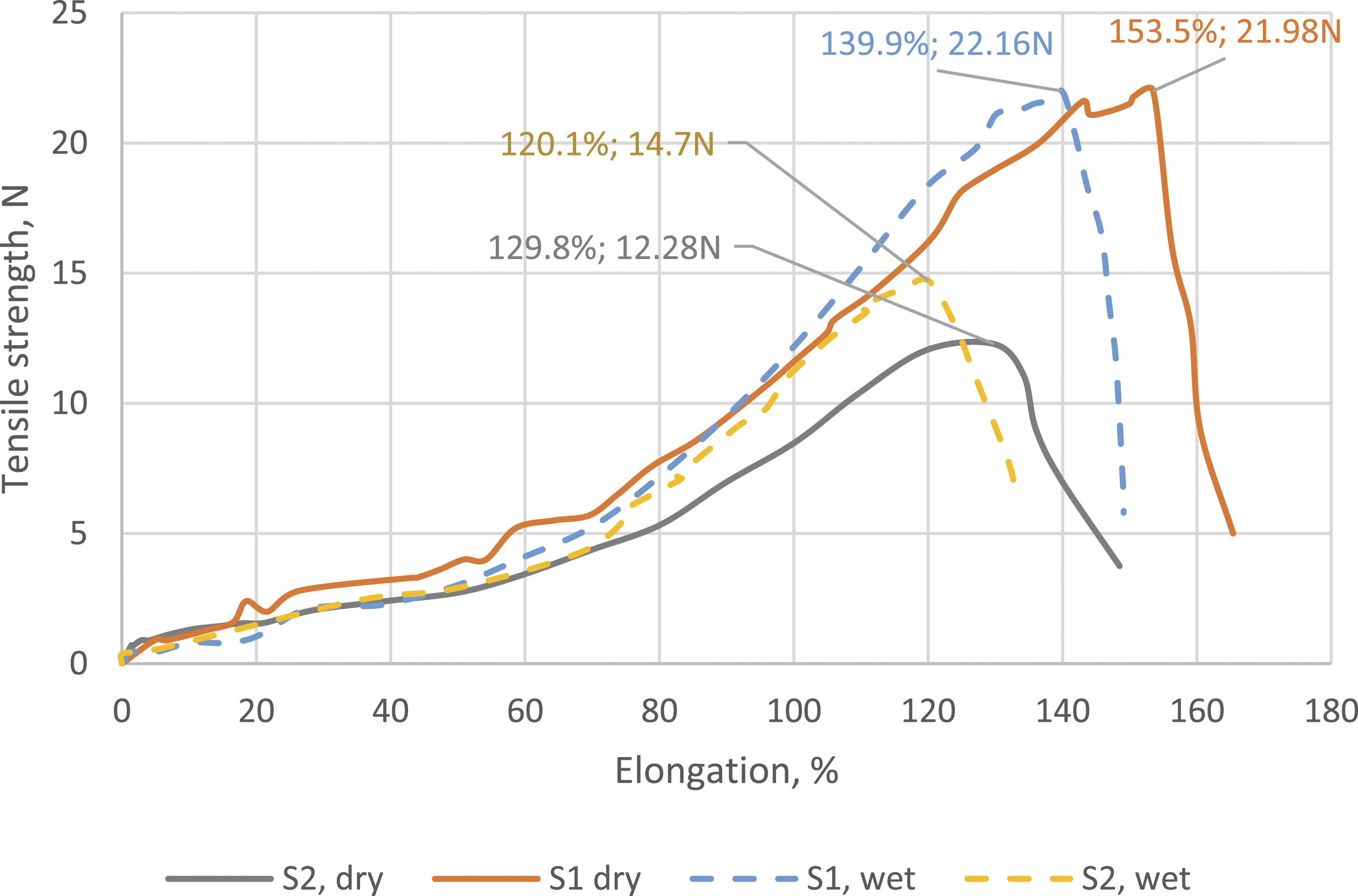
Microscopic study of the emulsion system
The formation of emulsions by breaking down one liquid in the presence of another may be achieved by mechanical means. In some instances, simple stirring may be sufficient. Where the interfacial tension is very low, the energy needed to form an emulsion is correspondingly small and may be provided by the thermal motion of the molecules. 67
Various mixing conditions were applied on the prepared lotion and oil droplets were observed by Laica DM 50 microscope using a ×50 magnification as shown in Figure 5. The required amount of each compound (wt.%) was added to the solution (Table 2). Some optical views of emulsions under different mixing conditions (a) 60 rpm, 10 min; (b) 60 rpm, 20 min; (c) 110 rpm, 10 min; (d) 110 rpm, 20 min; (e) 250 rpm, 10 min; and (f) 250 rpm, 20 min.
The obtained emulsions have a homogeneous appearance to the naked eye and therefore do not show any sign of phase separation. They are also stable because they persist without phase separation for 5 days or more. 68
Figure 5 shows some optical microscopy images of the same emulsion formula stirred under different mixing conditions.
Droplets of different shapes and sizes (diameter values: 42.70 μm–81.95 μm) are observed in the emulsion stirred at 60 rpm for 10min referring to several different components in the lotion (Figure 5(a)). Small well-defined spherical droplets (average diameter values: 35.32 μm) were observed in the emulsion stirred at 60 rpm for 20 min (Figure 5(b)) due to the surfactant molecules with a little intense boundary line (interfacial layer). The above illustrations represent the effect of stirring shear rate on the size of the droplets of an emulsion.
Under mixing conditions of 110 rpm and for 20 min (Figure 5(d)), we can view the formation of two phases (aqueous and dispersed), as well as the presence of very small droplets (average diameter values: 10.71 μm) in the emulsion phase. It is noteworthy that these emulsions presented an average droplet diameter value lower than 10 μm, indicating that they are stable. 69
For a mixing speed higher than 110 rpm, the foamability of the lotion appears as an undesired phenomenon, which complicates the lotion application on the wipe in the production line, particularly at the liquid feeding and squeezing steps.
On the other hand, the droplets’ size decrease with the increase of stirring rotation and time and becomes invisible at 250 rpm for 20 min stirring time using Laica DM 50 microscope (50x magnification). Such a transparent system, with a high amount of water (extremely low viscosity), may consist of microemulsion (droplets’ size from 1 μm–10 μm). 66
Lotion formula adjustment
Foamability appears as an undesirable phenomenon in the wet wipe production line and in the final product. Two solutions were proposed: the first one is the adjustment of the lotion formula which should be carried out without affecting wet wipe performance, the second one (not discussed in this work), is the introduction of an antifoaming agent to the lotion formula. In the experimental part of this section, statistical analysis was conducted by taking the percentage of compounds 1–3 as input variables and the foam volume as the output variable. Minitab® 17.1.0 statistical software was used to design a mixture design.
In fact, mixture design, a special type of RSM (response surface method), is a very effective method for determining the proportions of variables of a blend. The output varies depending on the proportions, but the total remains constant as 1 (or 100%), they are therefore not independent. Mixture designs have been successfully applied to scientific research and development and have been implemented successfully in real-world problems.70,71,72,73
An n-component mixture is shown in the equation (5)
70

One of the widely used mixture design types is the extreme vertices design, which presents a design that covers only a smaller space within the simplex. The presence of both lower and upper bound constraints on the components often creates this condition.
These restrictions take the form of lower 
Output variables of extreme vertices design.

A response trace plot (Figure 6) shows the effect of each component on the response. Several response traces, which are a series of predictions from the fitted quadratic model (R2 = 98.75%), p-value < 0.05) presented in equation (7), are plotted along a component direction Response trace plot (volume foam).

The trace curves (Figure 6) show the effect of changing the corresponding component when we start at the location that corresponds to the reference blend. As the proportion of purified water in the mixture increases, the foam volume decreases. As the proportion of compound 2 in the mixture increases, the foam volume increases. In fact, compound 2 is composed of at least two surfactants (cetrimonium chloride and polysorbate 20) which may be responsible for solution foamability. The use of a single surfactant does not always ensure optimum stability of an emulsion. Therefore, the use of two types of surfactants is often more effective. One will ensure the stability of the interface, by decreasing the interfacial tension, while the other will prevent flocculation, by the electrostatic or steric effect. 32 High concentration solutions were characterized by fine and fairly uniform distributed bubble size, whereas lower concentrations clearly reveal a different foam texture with larger bubble sizes and broad distribution which quickly disappears (few seconds).
The proportion of compound 3, composed of one surface agent (Glyceryl Cocoate, < 0.12%), has no significant effect on the foam volume (see the green curve). Based on these findings, increasing purified water and decreasing surfactant concentration in the lotion (compound 2’s proportion) can avoid foamability. On the other hand, strict limits are prescribed in Table 2 and support the reduction of surfactants in baby lotion. Indeed, it is important to note that most baby wipes contain less than 0.3% of a mild surfactant; in contrast, bottled baby products contain 5%–20% surfactant. 74 Besides, commercial baby wipes contain high amounts of water: aqua wipes 99.6%, babynu 98%, babyhug 97%, JOHNSON’S Baby Skincare 97%, etc.
Minitab® 17.1.0 statistical software calculates an optimum solution using the desirability function to minimize foam volume, considering a target and an upper limit of 0–1 cl. Indeed, AATCC 167–2008. 54 classifies foam volume in six classes and considered foam volume ranged from 0 to 3 cl as very low foam.
The optimum lotion formula obtained using desirability function with a total desirability of 0.676 is as follows: 1.·Purified water: 89.96%. 2.·Compound 2: 8.92%. 3.·Compound 3: 0.12%. 4.·Compound 4: 0.80%. 5.·Compound 5: 0.20%.
Because an appropriate balance between effective wipe body cleaning and manufacturing conditions must be attained, the next sections are presented.
Baby wipe wet pick-up
Because it is known that wet media are more effective than dry media for surface cleaning, wet pick-up might seem to be an important characteristic of premoistened wiping media. To evaluate the wipe wet pick-up, both the dry and humid wipe weights (after wipe squeezing) are measured. Hence, they are compared to determine the wet pick-up (by weight). The results of the hand wipe evaluation of melted chocolate recovery as a function of lotion wet pick-up are displayed in Figure 7. Effect of nonwoven wet pick-up on wiping efficiency.
As expected, wiping efficiency increases with the increase of the wet pick-up but has not exceeded 83.61%, precision was good with a relative standard deviation of 3.03%. From a wet pick-up of 245%, that is, (3.5 g of lotion per gram of fabric) the wiping efficiency remains constant and this may be because a part of the lotion is left behind on the sampled surface. A p-value > 0.05 is not statistically significant and indicates that the spunlace type has a non-significant effect on the wiping efficiency.
Having only 83.61% of wiping efficiency should be expected given the topography of the hand palm, which is crisscrossed with whorls and furrows and may be callused. Indeed, these results agree well with previous reports on lead dust recovery using hand wipes. Vostal et al. 27 conducted hand wiping using Wash’n Dri wipes to recover lead-containing dust from six children’s hands and reported a satisfactory recovery of 68.7% ± 1.49 from the first wipe. On the other hand, it is best to use a necessary and sufficient amount of lotion on the wipe so that all of the solution will be picked up by the wipe and not left behind on the sampled surface. 27 Added in large amounts to the wipe, lotion sinks to the bottom of the package, and the wipe becomes a breeding ground for mold and bacteria, and lotion drips from the wipe in uses. As an indication, the lotion transfer to the skin from the first to the third wipe was 1.52%, 2.63%, and 3.93%, respectively.
The results of wiping efficiency were then compared with two commercial wipes. The wiping efficiency percentage was ranged from 82.61% to 85.34%.
Precision should be improved with multiple wipes by averaging out the random operator variability in each wipe, such as the evaporation, the lotion transfer to the operator’s hand, the amount of pressure applied, the quickness of wiping, etc.
Drying rate of developed baby wet wipes
The drying rate might be worthy of consideration because it might relate to wipe performance. The drying rate of the wet wipes is presented in Figure 8. Mean moisture loss as a percentage of initial moisture content.
To evaluate moisture content, the wet weights and the dry weights of the wipes (at 105°C) were measured so that the moisture content (by weight) could be determined. Moisture content was measured by opening a wipe from its package, unfolding it completely and immediately placing it on an electronic balance with a precision of 10−4 g. Weight was recorded over several predetermined times. Temperature and relative humidity were 19°C and 62%, respectively. Assuming that a wipe sample could be performed in less than 3 min based on experimental experience, 75 it can be confirmed that the developed wipe remains effective with a moisture content of 242% and can be comparable with other commercial wipes. Glycerin present in wet wipes prevents premature drying of the lotion. 42
Antibacterial activity test results and tolerability of developed wipes
Antibacterial tests have been made and show that pathogenic germs: Pseudomonas aeruginosa, Staphylococcus aureus, Escherichia Coli, and Candida albicans were absent. For total bacterial, results were also satisfactory and lower than 100 CFU/g for developed wipes, limits are defined according to ISO 17516. 76
Human subject testing, using repeated insult patch test, occurs after the formulation assessment is complete, and it is determined safety risks are unlikely. Tests were achieved under the control of Good Clinical Practices (GCPs), demonstrated tolerance and confirmed developed baby wet wipes purported use.
Conclusion
In this study, an attempt has been made to develop baby wet wipes which adhere to strict criteria set and must pass a series of quality checkpoints during manufacturing. Objective evaluations of the wiping performance methods are always needed in order to fully understand the efficiency and limitations of each wipe quality.
Two nonwoven spunlaces were characterized consisting of polyester and cellulose (viscose) and an initial commercial wetting solution was proposed. Microscopic observations of several wetting solutions revealed that 110 rpm mixing speed for 20min was sufficient to obtain a homogeneous emulsion with small well-defined spherical droplets. Efficient foam control throughout the production line is mandatory in order to avoid operational disturbance and failure or wipe surface defects. Thus, investigations were conducted employing a three-component constrained mixture design to formulate a new lotion that generates a minimum foamability. An appropriate balance between effective wipe body cleansing and manufacturing conditions must be attained. Therefore, a necessary and sufficient wet pick-up was determined ensuring an optimum wiping efficiency of 83.2% was found using the gravimetric method. Besides, developed baby wet wipes remains effective during the first 3 min and even more with a moisture content of 242%. Experimental errors can’t be avoided using the gravimetric method, which is the general testing method used for determining the wiping efficiency and moisture content.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.