
Abstract
The circular economy is still a hypothetical field in Europe. Different shredding and manufacturing machinery parts in textile industries are presumed to enhance product quality and performance. The quality and performance of recycled textile products play a vital role in the development of textile recycling technologies. The quality is principally associated with the mechanical and tribological properties of machinery parts. In this article, TiCN Coating is used to determine the coefficient of friction of post-consumer cotton fabric. The scanning electron microscope, optical and mechanical profilometer, and tribometer were used for surface and tribological evaluations. The TiCN coating was found smooth and homogeneous. The average coating surface roughness parameters Rmax, Rz, Rp were 0.24 µm, 0.21 µm, and 0.20 µm, respectively. The dynamic coefficient of friction values was found 0.38 to 0.30 in the warp and 0.33 to 0.28 in weft directions. The increase in sliding distance is used for industrial applications and evaluations. The increase in distance deformed and fractured cotton fabric surface. The coefficient of friction and deformation becomes constant after 40 m of sliding distance. Based on coefficient of friction values, permanent deformation, fracture, and morphologies evaluations TiCN coatings could be used operationally for surface modification of textile machinery parts. The surface modification of textile machinery parts with TiCN coating can enhance the quality and performance of textile products.
Introduction
The Circular economy is a collection of economical, management, technical and sustainable strategies. The manufacturing of products with reasonable quality and the least waste is a challenge of the twenty-first century. Mostly recycling is used to transform textile wastes into valuable products [1,2]. The textile wastes possessed damaged and distorted surfaces. These wastes with various surface defects produced functional problems like wear, stresses, and surface fatigue in textile industries [3,4]. Separation, sorting, cutting, shredding, recycling, processing, and finishing are important working steps during recycling [5]. These operational steps define the quality and performance of textile products [6]. Additionally, the mechanical components and tools need a smooth surface, high abrasion resistance, and an optimized coefficient of friction (COF) for these working steps [7–10]. Such increasing needs required innovation and the development of new coatings [11].
The diamond-like carbon (DLC) coatings, nitride coatings (TiAlN, TiCN, TiN, etc), carbide coatings (SiC, WC, VC, etc.), thin-film oxides (Al2O3, Cr2O3, ZrO2, etc.) and boride coatings (e.g., diborides of Ti, Cr, Mo, V, etc.) are used for tribological property evaluations [12–14]. The development and need for new coating materials with suitable properties is a demand of industrial applications [15]. These coating materials provide better wear, abrasion and corrosion resistance to textile machinery components and tools [16]. The utilization of these coatings on textile machinery parts increases both the service life of parts and the performance of the textile products [17]. Metal matrix ceramic composites (MMCs) coatings are extensively studied for wear and abrasive applications. The coatings of these materials improve the functional properties of textile machinery parts and the quality of textile products [18–20]. It also reduced the replacement sequence of machinery parts. The suitable selection of matrix materials for machinery parts and coatings can change wear properties according to required applications [21]. Furthermore, different compositions of nitride, carbide, oxide and diborides coatings films provide columnar, equiaxed, elongated microstructure. The creation of coatings microstructure usually depends on coating synthesis techniques and other physical parameters [22].
Various techniques can be used for fabric friction determination. In the reported techniques, the coefficient of friction (COF) was measured with dynamic and static conditions. Mostly, COF evaluations required different formulations for linear and inclined planes [23–25]. For dynamic planes, the mathematical equation is expressed as follows.

In the second method, the inclined plane is used to evaluate the fabric friction constant. Similar parameters are used, and a new formulation is described as follows.

In this article, TiCN thin-film coatings were used for tribological property evaluations to increase the quality and performance of post-consumer textile products. A new tribometry method was developed to find out the COF of post-consumer natural and artificial textile fabrics. The sliding and reciprocation principles were utilized for measurements. The optimization was performed by varying the sliding amplitude, normal force, time, and sliding speed. TiCN coated steel balls were used to investigate the coefficient of friction (COF) against cotton textiles. The wear of cotton fabric was investigated using the tribometer, by changing normal load, distance, and speed from 0.5 to 9 N, 0 to 80 m, and 1 to 10 mm/sec, respectively. The scanning electron microscope (SEM) was used for surface characterization of cotton fabric and TiCN coating. Optical and mechanical profilometer were utilized for TiCN coated ball’s surface roughness estimations.
Materials and methods
The textile post-consumer waste was a medium level weft setting (C2 fabric code) plain-woven cotton fabric. The fabric samples have 237 grams per square meter weight (GSM) and 0.45 mm thickness. The yarn density was 36 threads/cm in warp and 18 threads/cm in the weft direction. The textile fabric was cut into small rectangular strips of size 50 × 25 mm for COF evaluations. The epoxy adhesive was used to mount the fabric strips on mild steel 25 × 10 × 50 mm blocks. The adhesive was daubed directly on steel blocks and allowed to cure for 20 seconds. The curing time stops the seepage of epoxy into porous fabrics. The twist value of cotton fabric was kept constant. Moreover, the subjective assessment [26] of fabric was shown in Table 1.
Subjective assessment of post-consumer cotton textile.

Average surface roughness parameters of TiCN coated steel balls for tribological performance.

TiCN coated steel balls were utilized for surface tribological properties. The steel balls with 10 mm diameter were coated using arc plating PVD-unit PLATIT-π80 with lateral Rotating ARC-Cathodes (LARC) technology. The deposition temperature was kept at 450°C. The deposition was done on three clean HSS (X82WMoV6 5) substrates for each coating. The coating thickness was 2–3 µm. The coating surfaces were characterized and evaluated scanning electron microscope (SEM) (Zeiss EVO® MA-15), Contour GT-K3D optical microscope, and mechanical profilometer (Mahr Perthometer).
Innovative method
The tribometer was used to find COF, deformation, and wear on cotton fabric as shown in Figure 1. The experimental setup was shown in Figure 1(a). The tribometer consists of two parts as shown in Figure 1(b). The upper part comprises a ball slider and lower support was used to fasten the fabric samples. The CETR/Bruker UMT-2 can slide with 0–200 N force and 0.5–15 mm/sec speed range on fabric surface (Figure 1(c)), respectively. The lower support can be used to adjust the horizontal position of the sample. The cotton samples are clamped on a circular stand on two sides for smooth tracks and to avoid wrinkling or buckling during testing, see Figure 1(d).
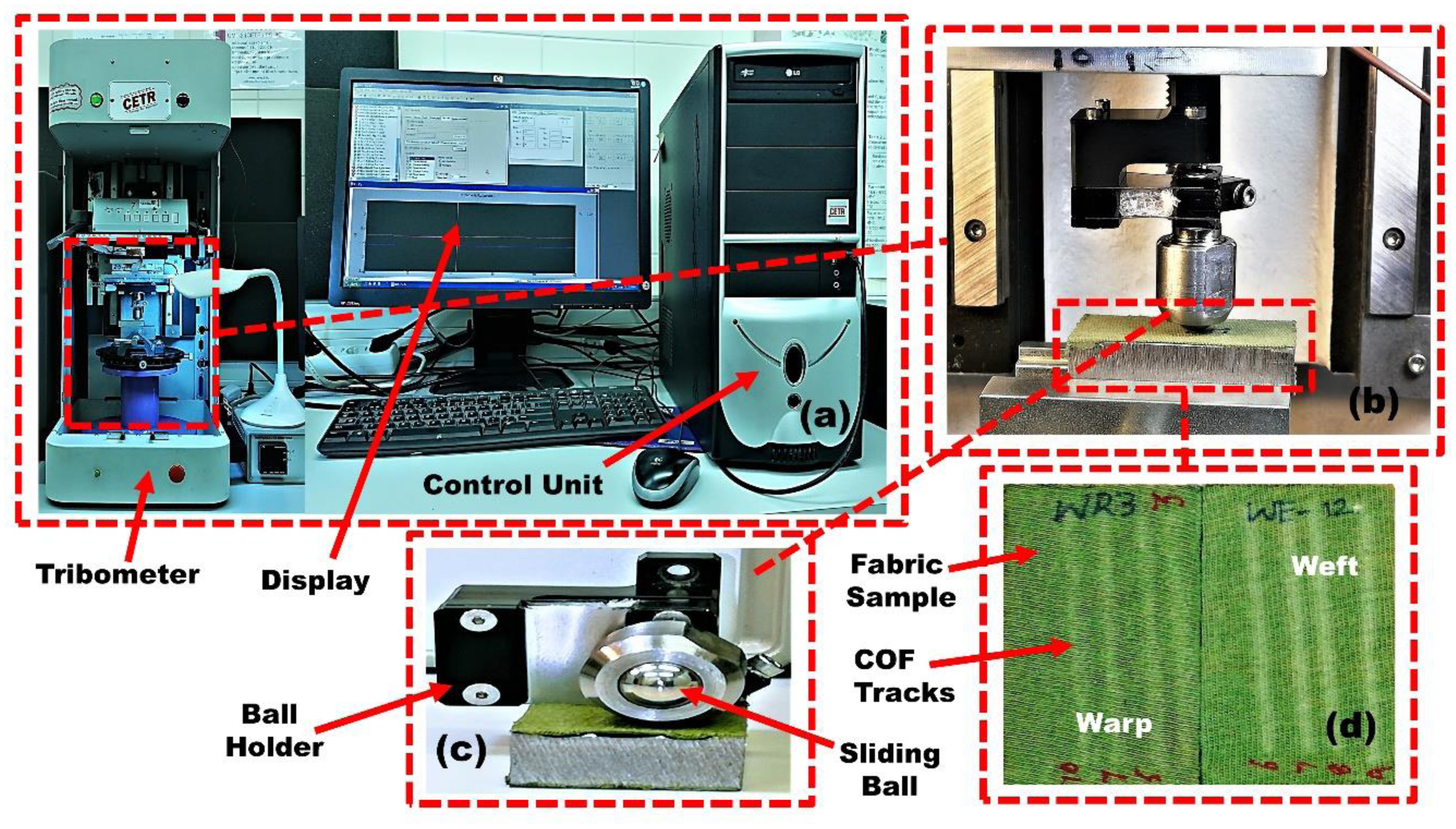
Experimental setup: (a) CETR/Bruker UMT-2 equipment, (b) experiment setup, (c) ball slider, and (d) fabric sample.
Tribological properties of cotton fabrics have been investigated in weft and warp directions. Ten samples were used to measure and check COF, deformation, and wear resistance between the coated balls and fabrics in weft and warp directions. Initially, COF for 40 mm of fabric distance was evaluated using variations in normal load and speed from 0.5 to 9 N and 1 to 10 mm/sec, respectively. The test time was changed from 4 to 40 sec. The TiCN coated steel balls were utilized as the counter bodies. Finally, the deformation and wear have been studied using wear distance varying from 0–80 m. The distance variations for deformation and wear are considered as optimization of fabric COF for manufacturing and recycling applications (Table 2).
Results and discussion
Initially, the cotton fabric was characterized using SEM. After testing, the SEM images are shown in Figure 2(a) to (d) for the weft and warp directions, respectively. The fibers are arranged in weft and warp directions. At lower magnification, SEM images 2a (X 50) and 2c (X 50) the cotton fabrics have round fibers. These fibers joggled on cotton fabric surfaces in three dimensions due to bobs and jerks produced by micro and macro stresses during surface treatments. At higher magnification, SEM images 2b (X 5.00 K) and 2d (X 5.00 K) confirmed the surface damage and distortion of cotton fabric. Fiber bobs, jerks, distortions, surface damage, and fibers joggling were also produced. These defects produced due to physical and chemical treatments during local and commercial use of textile fabrics, see Figure 2(a) to (d), respectively [27]. Hearle et al. demonstrated the detailed and standard collection of more than 1500 SEM images. The SEM image collection provides information about, fabric failure due to wear, stresses, physical and chemical treatments. The collection also proved that newly formed textile fabric had smooth and defect-free surfaces [28].

SEM images: (a) (X 50) weft round fibers, (b) (X 5.00 K) weft rough and distorted fibers, (c) (X 50) warp round fibers (d) (X 5.00 K) warp rough and distorted fibers.
The SEM images of TiCN coated balls are shown in Figure 3(a) and (b). The surface was smooth with a homogeneous distribution of coating. The surface roughness was also measured to analyze TiCN coating surface [29]. According to Table 2, the surface roughness parameters Rmax (0.43 µm), Rz (0.33 µm), and Rp (0.25 µm) computed using Contour GT-K 3D optical microscope were observed lower than surface roughness parameters Rmax (0.35 µm), Rz (0.27 µm), and Rp (0.15 µm) computed using a mechanical profilometer (Mahr Perthometer) [30]. The scratches are also observed on the tested ball surface after testing.

SEM images of TiCN coated steel balls: (a) (X 1.50 K) scratches and impurities evaluation (b) (X 5.00 K) scratches observation.
The typical COF graphs of cotton fabric in the warp and weft directions were shown in Figure 4(a) and (b), respectively. Initially, force, speed, and time have been changed to study COF. The Graphs 4(c) and 4(d) show the response of fabric COF for force and speed variations. The results show that at a constant speed of 1 mm/sec, in the case of TiCN coated steel balls, for the value of force increasing from 0.5 to 9 N the COF value decreases from 0.37 to 0.30 in the warp and 0.34 to 0.28 in the weft directions. Similarly, at a constant force of 8 N, in the case of TiCN coated steel balls, for the value of speed increasing from 1 mm/sec to 10 mm/sec the cotton fabric COF value decreases from 0.32 to 0.28 in the warp and 0.30 to 0.22 in the weft directions.

(a) COF versus time in Warp direction, (b) COF versus time in Weft direction, (c) COF versus force variations and (d) COF versus speed comparison.
Different observations and evaluations can be predictable using friction results. The COF was found slightly higher in warp direction than in weft direction. The difference in thread density, higher twist value, fabric weight (GSM), and woven plain fabric pattern could cause that type of response [23,31,32]. Generally, such a response is not found in other commercials, natural and artificial polymers. The fabric structure and material nature of the counter body can also affect the change in COF value. The cotton fabric SEM images are shown in Figures 2(a) and (c) and 5(a) and (b), respectively. At higher magnification, the threads (composed of fibers and yarns) aligned from left to right in a parallel direction (weft) serves as a reference track for TiCN coated balls sliding. For reference, the SEM images are shown in Figures 1(d) and 2(a) and (b), respectively. Due to fabric surface distortion and damage, more encounters are experienced during sliding between the cotton fabric and coated balls.

(a) SEM image of fiber deformation in weft direction and (b) SEM image of fiber deformation in warp direction.
The sliding distance was increased to see COF and wear for more information. At a load of 3 N and 1 mm/sec speed, for 80 m of sliding distance, the TiCN coated balls heavily deformed cotton fabric plastically. This plastic deformation produced both local fabric material removal and wear on the fabric surface. This phenomenon corresponding to Figure 6. Initially, the COF values change remarkably with wear distance in the weft and warp directions. After 30 meters of sliding distance, the COF values became constant for both directions. Moreover, the plastic deformation also caused the fracture of cotton fibers. The SEM images of the fracture of cotton fibers for warp and weft directions are shown in Figure 6(c) and (d), respectively. This phenomenon is an indication of better grip and low cutting resistance between the cutting tooltip and fabric surface. The results show that COF has huge importance for textile industry practices. Kothari et al. studied the cutting and the shredding phenomenon of textile materials. The group showed that cutting and shredding could be expressed in terms of cutting resistance index (CRI) [33].

(a) COF versus time (b) COF versus sliding distance observations, (c) SEM image of Weft fibers fracture (d) SEM image of warp fibers fracture.
The TiCN coatings can impart low cutting resistance and better grip during cutting between tooltip and fabric surface [34,35]. The metallic coatings with COF values lower than 0.20 may be observed as suitable for the manufacturing of textile products and virgin materials. However, the textile wastes with rough, deformed, and distorted surfaces required higher COF values for better quality and performance of recycled textile products [24,36,37]. The results have proved that TiCN coatings completely deformed and fractured cotton fabrics. The fabric, plastic deformation, and fracture of cotton fibers are an indication of a suitable grip between metallic balls and fabric surface. Therefore, TiCN coating can be used efficiently for cutting and shredding tools during recycling to enhance the quality and performance of recycled products. Moreover, higher the values of the thread setting density, linear density, weight per square meter (GSM), and tensile properties better will be the performance and quality of textile products [38,39]. The recycled textile and composites materials have reasonable applications in optical sensing, automobiles and medical industries [40,41]. Based on literature and experimental results, it can be concluded that relative sliding COF value between textile waste and metallic components during shredding, cutting, and recycling should be greater than 0.25 due to damage, rough, and the distorted surface of textile fabrics. Similar results have been demonstrated in our previous research [42]. Higher COF values offer better grip, lower cutting resistance, and hence better performance and recycled quality products.
Conclusion
The different physical parameters of post-consumer cotton fabric (listed in Table 1) were measured using subjective assessment. The SEM evaluations showed round fibers, macro joggling, jerks, bobs, distortion, and damage on cotton fabric. These surface defects probably were produced due to physical and chemical treatments during service life. The TiCN commercial coating was produced for fabric tribology. These coatings were found smooth and uniform. surface roughness parameters Rmax, Rz, Rp were found 0.24 µm, 0.21 µm, and 0.20 µm, respectively. The lower surface roughness and higher hardness values are indications of reasonable quality and performance of textile fabrics during recycling. The dynamic COF values were obtained from 0.37 to 0.30 in the warp and from 0.35 to 0.23 in weft directions. The COF values became constant after 40 meters of sliding distance. The increase in sliding distance causes plastic deformation and fracture of cotton fibres. The higher COF values, hardness, lower surface roughness, and uniform distributions of TiCN coating offer reasonable fabric grip and lower cutting resistance. These characteristics make TiCN coatings a reasonable candidate for surface modification of textile machinery parts. The TiCN coating use in textile recycling industries could also increase the quality and performance of recycled textile products.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was financially supported by Ministry of Research and Education, Republic of Estonia, Tallinn University of Technology and project KIK 19019 “Developing of textile waste shredding technology and innovative materials to adding value to textile waste and support the circular economy”.