
Abstract
Recent advances in the development and application of bio-based (natural fiber and biopolymer) composites are gaining broad attention because the resulting polymer completely degrades and does not release harmful substances. In this study, natural fiber 3 D braided yarn textile PLA (Polylactic acid) bio-composites are developed by film sequencing followed by hot-press compression molding. Bio-deterioration and thermal stability of the composites are analysed for storage, machining, transportation, and in-service uses in different environmental conditions (compost and thermal). Composite samples with different fiber wt.% (0, 22, 44) are exposed to compost soil. Tensile testing is performed under different configurations to characterise the tensile properties. Prepared bio-composite specimens are evaluated for weight loss and reduction in tensile properties over soil burial time, to observe the rate of biodegradation of braided yarn textile bio-composites. Fourier transform infrared (FTIR) and scanning electron microscopy (SEM) is employed to analyse the biodegradability of the composites. To study the thermal stability of the prepared bio-composites thermogravimetric (TG) analysis is carried out. Results showed that biodegradability, tensile properties and thermal stability of the composites are enhanced significantly with the reinforcement of 3 D braided yarn fabric.
Introduction
Nowadays, it is important to replace synthetic polymers with biodegradable and renewable polymers to reduce environmental pollution and plastic waste landfill problems [1]. Polybutylene succinate (PBS) [2] and polylactic acid (PLA) [3] are outstanding biocompatibility polymers, ensure that suitable biodegradable materials or products are properly produced. In both academic research and industrial applications, the production of composites containing biopolymers reinforced with bio-fibers has been a very important goal [4]. Natural fiber reinforced biodegradable composites could be used in applications such as automotive, aerospace, marine, civil structures, packaging, sports, healthcare application, communication and electronic industries [5,6].
PLA is a linear aliphatic thermoplastic biopolymer produced from renewable agricultural resources such as starch and sugar on a large scale [7–9]. The researchers are interested in the good mechanical characteristics, biodegradability and biocompatibility of the PLA polymer as the best alternative for some synthetic polymers [10]. Also, it requires low energy for production and low greenhouse gas emission, which is more for non-biodegradable resins [11,12]. However, its use in many applications is limited by low thermal stability, brittleness and low barrier properties [10,13]. Hence, it is important to alter the brittle nature and enhance the impact strength, thermal stability and other mechanical properties by adding natural fiber as reinforcement in the PLA matrix [14–17]. Natural fibers such as sisal, jute, elephant grass, kenaf, hemp, bamboo, coir and flax reinforced PLA composites are developed by using injection moulding and hot-press compression moulding methods [18–21].
Due to the interaction of the natural soil, compost, active sludge, lake, and marine environment, PLA composites will be degraded. Researchers used natural fibers and starch in the PLA matrix and enhanced the strength of the composite without compromising biodegradation [22]. Zhang et al. [23] mixed starch and wood floor with PLA and conducted the biodegradation experiment in the outdoor soil environment. They found that the addition of starch in the PLA increased the degradation rate than the wood floor, as it acts as a biological fuel. Rajesh et al. [24] investigated the biodegradable behaviour of short sisal fiber reinforced PLA composite by analysing the weight reduction, mechanical strength and surface roughness before and after the soil incubation test. They found that PLA composites kept in soil for 90 days show higher weight loss and decrease in tensile strength. Rajesh et al. [18] also conducted farmland soil biodegradation tests on untreated and treated elephant grass fiber reinforced PLA composites for 90 days. The untreated fiber composites showed 25% weight loss, meanwhile, the treated fiber composites showed 4.71%. It is concluded that the biodegradability of the composites is reduced due to improved fiber-matrix interfacial bonding with the fiber surface treatment. Ochi [25] prepared unidirectional green composites with kenaf fiber and PLA (emulsion type) resin. The biodegradability test on prepared composites is carried out in a garbage processing machine for four weeks and the experimental values showed a 38% reduction in weight of composites after four weeks. A comparative study on biodegradability has been carried out by Yussuf et al. [26] on PLA/kenaf and PLA/rice husk composites for 90 days in normal garden soil. It is concluded that reinforcement of kenaf fiber with PLA showed higher biodegradability compared to rice husk. Kumar et al. [27] prepared composites by reinforcing woven and nonwoven flax fiber with PLA using hot-press compression molding method. After 90 days of soil incubation test there is a 20% and 25% of weight loss for woven and non-woven flax fiber reinforced PLA composites.
Natural fiber reinforced PLA composites with upgraded mechanical, thermal, and biodegradable properties can be used in many practical applications. Most of the researchers used natural fiber in a short form randomly distributed in the PLA matrix or unidirectional woven, or plain-woven form. Though natural fiber reinforcement improves the properties of the composites, the enhancement in the strength is not up to level due to non-uniform stress distribution in short fiber composites. Similarly, due to the high crimp in the warp and weft directions of fiber yarn in woven fabric composites [28,29]. Thus, it makes incompatible for practical applications. Hence, it is decided that problems associated with short fiber reinforcement, unidirectional and woven form reinforcement can be enhanced by reinforcing flax fiber in the PLA matrix in the braided form to enrich the thermal and mechanical characteristics of PLA composites.
Braiding is a method to create a thicker, stronger material by diagonally interlacing three or more threads in the direction of the product [30]. These materials have better out-of-plane properties (for example stiffness, strength and toughness), lower manufacturing cost, easy to handle, high energy absorption and high damage tolerance compared to tape laminates [31,32]. Hence, the composites reinforced with braided fabrics are potentially used in marine, automobile and aerospace industries [31,33]. Rajesh and Pitchaimani [34] experimentally showed that the mechanical properties of the natural fiber woven fabric with flat braided yarn filled polyester composites are increased compared to conventional yarn woven fabric and short and random fiber filled polyester composites. Rajesh and Pitchaimani [35] also conducted dynamic mechanical analysis and free vibration tests on the woven fabric with braided yarn, woven fabric with conventional yarn and knitted fabric with conventional yarn reinforced polyester composites. The results showed that the woven fabric with flat braided jute yarn has higher storage modulus and loss modulus compared to woven fabric with conventional yarn and knitted fabric with conventional yarn composites. The natural frequency of the woven fabric with braided yarn composites is increased due to higher stiffness associated with these composites. Based on these studies, effort has been put to analyse the properties of the natural fiber 3 D braided yarn plain woven fabric (NFBF) reinforced fully biodegradable composites. The wear resistance and thermal buckling resistance properties of the PLA composites are improved with the reinforcement of textile fabric with 3 D braided flax yarn compared to neat PLA [36,37].
The effect of natural fiber 3 D braided yarn woven fabric (NFBF) reinforcement with PLA on thermal and biodegradable properties of PLA bio-composites is not explored so far. The present work focuses on the manufacturing of woven fabric with braided yarn reinforced PLA composites and analysing the effects of NFBF on biodegradable properties and thermal characteristics of PLA composite for possible use in packaging, construction and automotive interior applications as shown in Figure 1.
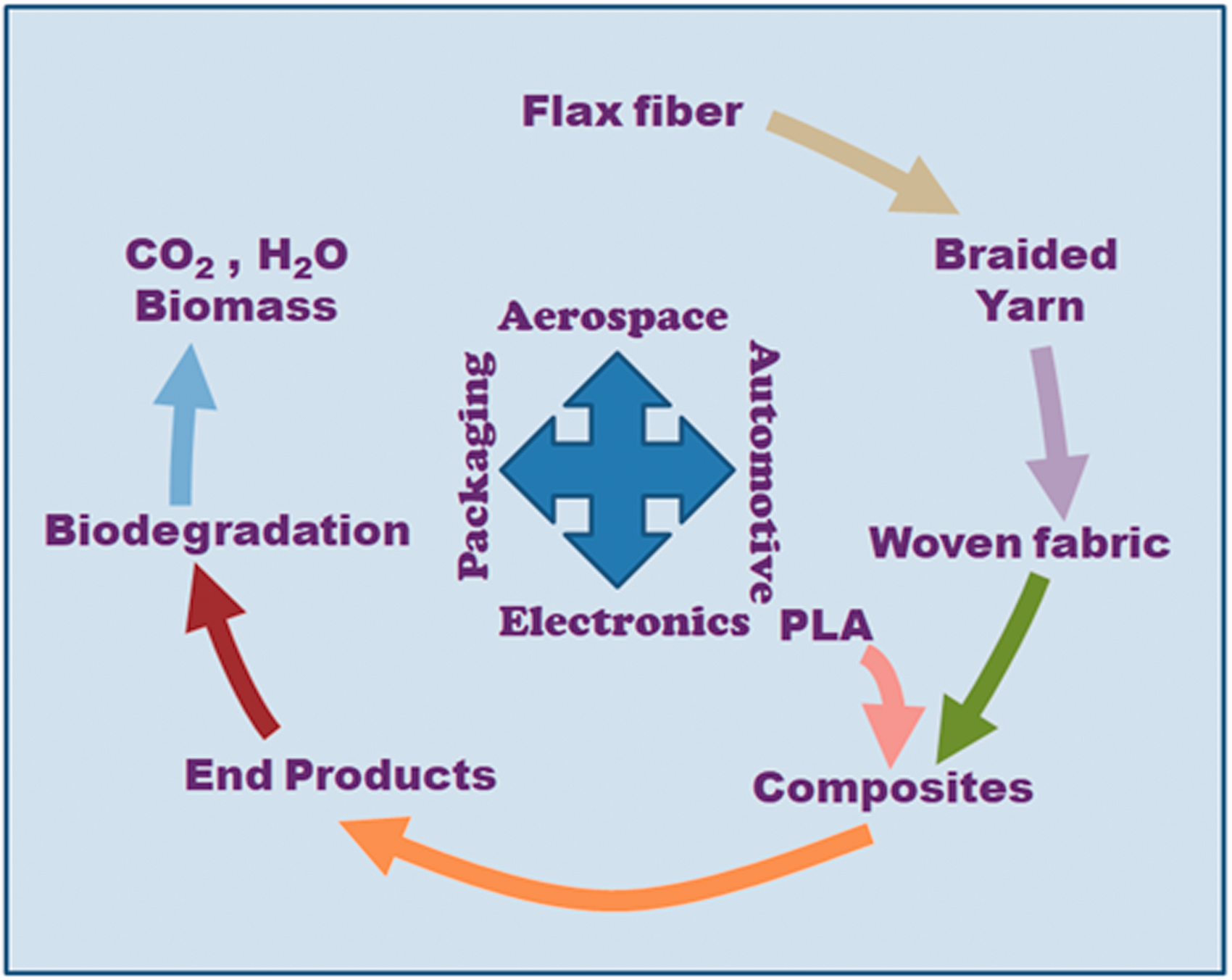
Schematic of manufacturing of braided flax yarn woven reinforced PLA composites.
Experimental work
Materials and composite fabrication
Flax fiber is used as the reinforcement, whereas polylactic acid (PLA 3052 D) is used as the matrix to fabricate the PLA composites. The reinforcement and matrix materials are purchased from Nature Tech India Ltd. Chennai, India and The Matrix Enterprises, Tirupur, India, respectively. Dichloromethane (DCM) is used as a solvent and it is supplied by Sri Durga Laboratory Equipment Suppliers, Mangalore, India. Properties of filler material and polymer are reported in Table 1.
Properties of PLA polymer, braided yarn and fabric.

Properties of the PLA polymer are obtained from a supplier. Where braided yarn density, tensile strength and yarn number are calculated based on ASTM standards (D3800, D2256 and D1059). Similarly, braided yarn fabric GSM (gram per square meter), moisture content, yarn count and tensile strength are calculated according to ASTM D3776, D2495, D3775 and D5035.
Fabrication of braided yarn and woven fabric
In this study, flax fabric made of 3 D braided yarns is used as reinforcement to improve the mechanical properties of the PLA composites. Initially, Flax yarns are produced with the help of a rotor twisting machine are altered into braided yarn using a solid braiding method, as shown in Figures 2 and 3. Figure 2 represents the principle of four-strand braided yarn. Initially, the right yarn goes left moving below the top yarn. Then left yarn moves right passing below the top yarn and right yarn and above the bottom yarn (as red line arrow is shown in Figure 2). The top yarn moves downwards and the bottom yarn moves upwards. Like this the first interlacement completes. This procedure is continued up to the required length. Finally, the resulting product is a solid type of braided yarn. The structure of the prepared 3 D braided yarn can be seen properly from the longitudinal and cross-sectional view of the braided yarn in Figure 3.

Braiding principle with four simply twisted yarns [38].

Four strand 3 D braided yarn SEM images (a) Longitudinal view (b) cross-sectional view.
Further, these braided yarns are weaved with plain-woven architecture using the handloom technique, as shown in Figure 4. Rajesh and Pitchaimani [34] concluded that plain and basket type of woven fabric reinforcement improved the properties of the composites. So, reinforcement used in this study is fabricated using plain weave architecture. The diameter of braided yarn fabricated using a solid braiding method is 0.52 mm and plain woven braided fabric thickness is 0.9 mm.

Natural fiber woven fabric with 3 D braided yarn (a) fabric and (b) SEM image of a portion of the fabric.
Fabrication of composite laminates
Composite material considered for the present study is fabricated in two stages. In the first stage, PLA and natural fiber 3 D braided yarn plain woven fabric (NFBF) reinforced PLA thin sheets are fabricated. Initially, the PLA pellets are dissolved in dichloromethane (DCM) using a mechanical stirrer with a speed of 1200 rpm. Initially, a known amount of PLA/DCM solution is poured into an aluminium mould having a size of 200 mm × 200 mm × 10 mm and pure PLA thin sheets of thickness 0.5 mm are prepared. Further, to prepare the natural fiber reinforced PLA composite, a known amount of PLA/DCM solution is poured, and then braided flax fiber fabric with a size of 200 mm x 200 mm is placed over the solution. Then the remaining known amount of PLA/DCM solution is poured again over the fabric. In the second stage, NFBF/PLA sheets (as core) are sandwiched between PLA sheets (as skin) to prepare the composites through the layer stacking method. The sheets are compressed at 180° C with a pressure of 5 MPa in a compression moulding machine. Flow-chart of the fabrication process used in this study is shown in Figure 5. The pressure is applied in two steps to avoid voids formation and to allow evaporation of gases. In the first step, the pressure of 2 MPa is applied for 5 minutes and then a pressure of 5 MPa is applied for 10 minutes. After allowing room temperature curing for 6 hours, laminates are taken out from the mould and sized as per the standards for various tests. The natural fiber reinforced PLA composites are manufactured with different weight fractions, and the weight fraction (WF) is evaluated using equation (1)
In this study, composite laminates with two different thicknesses are prepared. For the biodegradability test, 1.5 mm [39] thin composite plates are prepared with three variations, such as 0 wt.% (pure PLA), 22 wt.% and 44 wt.% and are named as NFBF0, NFBF22 and NFBF44 respectively. For thermal properties studies, 3 mm [7] thick composite plates are prepared with four variations as 0 wt.%, 11 wt.%, 22 wt.% and 33 wt.% and are represented as NFBF0, NFBF11, NFBF22 and NFBF33 respectively.

Flow-chart of composite laminate preparation using hot press method.
Test methods
Density test
Density test on the neat PLA and its composites is performed according to ASTM D792 and this density is represented as experimental density (ρexp). Using the relation between filler weight fraction (Wf) and matrix weight fraction (Wm) theoretical density (ρth) of the composites are evaluated (equation (2)) [40].

Biodegradation test
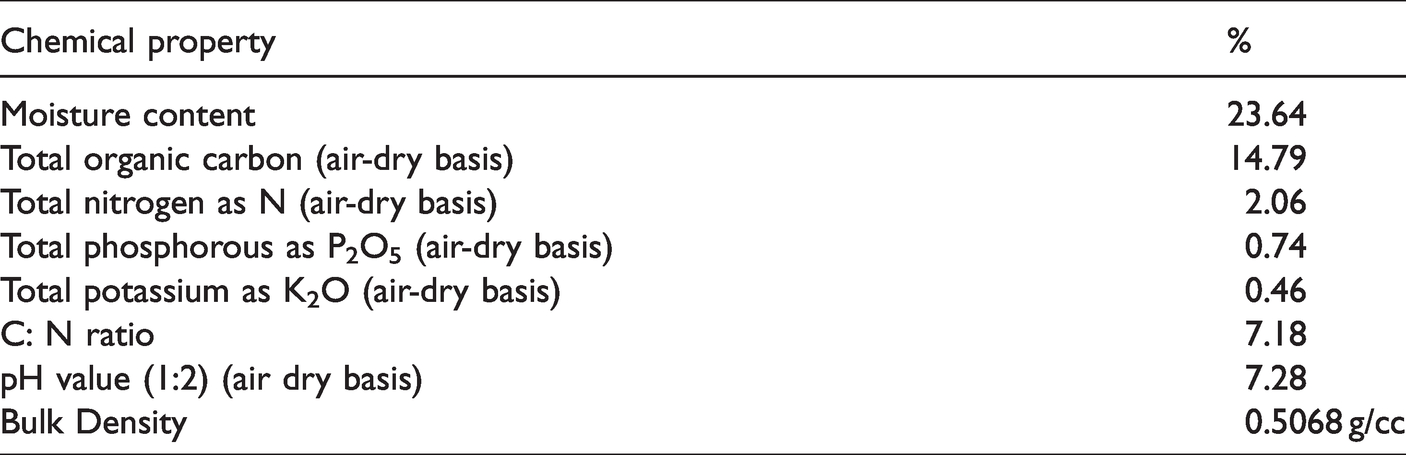
The dumbbell-shaped specimens are cut from the prepared PLA and NFBF/PLA composite laminates. In the present work, municipal compost soil is used to study the aerobic biodegradation of the pure PLA and its composites. Municipal compost soil is collected from Unique Waste Processing Company Ltd. Mangalore, India. The compost soil chemical properties are reported in Table 2, which are obtained from the supplier. In plastic crates of size 600 mm × 400 mm × 285 mm the compost soil is filled up to a height of 250 mm, and holes are created at the bottom of the crate to release the excess water. The PLA and NFBF/PLA composite specimens are buried in the compost soil at 125 mm deep from the soil surface. Then the crates are placed outdoors and watered every day (except rainy days) to maintain the moisture of compost soil. After 15, 30, 60, 90 days of incubation, specimens are removed from compost and cleaned with distilled water to remove compost components from the specimen surface. Finally, the specimens are vacuum dried for 12 hours at 50° C to remove moisture content and achieve constant weight. Followed by this, these specimens underwent weight loss measurement, tensile test, FTIR spectra and SEM image analysis.
Chemical properties of the compost soil used in the present study for biodegradation test.
Biodegradability of the prepared PLA and NFBF/PLA composites is assessed based on weight loss, reduction in tensile properties (strength and modulus) and surface appearance. Equation (4) is used to calculate the sample percentage weight loss (WL).

Tensile specimens before and after biodegradability test.
Fourier transform infrared spectroscopy
The infrared spectra of the composites specimens before and after biodegradation are recorded on a Bruker Alpha 400 FTIR spectrometer equipped with silicon carbide as an IR source. The samples were recorded with 24 scans having a resolution of 4 cm−1 with the spectrum range of 500–4000 cm−1.
SEM analysis
Scanning electron microscope (SEM) image analysis is performed on Jeol JSM-6380LA scanning electron microscope to study the composite surface appearance before and after the biodegradation test. Gold sputtering is done on a composite specimen surface to avoid charging.
Statistical analysis
A one way analysis of variance (ANOVA) and the Student-Newman-Keuls (SNK) multiple comparison tests are performed to find any statistical significant differences of composites tensile strength and modulus before and after biodegradation test at the 5 per cent level of significance.
Tg analysis
Thermogravimetric analyser (Exstar TG/DTA 6300 manufactured by Seiko Instruments, Japan) is used for measuring thermal degradation properties of flax fiber, pure PLA and NFBF/PLA composites. The analysis is carried out from 25° C to 500° C in a nitrogen environment at a rate of 10° C/min [42].
Results and discussion
Density and void content
Theoretical and experimental densities and void content of the neat PLA and NFBF composites are listed in Table 3. The presence of void content in the composites will affect the physical and mechanical properties of the composites [43]. The natural fibers are porous materials and natural fiber 3 D braided yarn fabrics (NFBF) are loosely packed structures. Hence, the reinforcement of these fabrics increases the void content of the composites, which can be observed in Table 3. Also, the air gap or void content increases with the layer-wise sequencing of the PLA and fabric. The void content of the composites further increases with the filler content. The composites with 44 wt.% of fabric showed maximum void content of 3%. The void content values are within the acceptable limit.
Specifications, density and void content of the neat PLA and NFBF composites.

Biodegradability
Influences of wt.% of fabric with braided yarn and burial time on weight loss of PLA and its composites are shown in Figure 7.

Percentage weight loss of PLA and NFBF/PLA composites for 90 days compost burial.
Percentage loss of weight for pristine PLA and NFBF/PLA composites increases with the increased compost soil incubation time. A more significant increase in percentage weight loss is noticed for NFBF/PLA composites compared to pure PLA. This indicates the reinforcement of fabric with braided flax fiber accelerates the biodegradation of the PLA. The pure PLA polymer does not show much degradation after 15 days of incubation time similar trend is noticed by Yussuf et al. [26] Pure PLA sample showed a weight loss of about 0.56% for 90 days of soil burial. Due to its hydrophobic nature, the moisture absorption rate is low [44]. Hence pure PLA polymer degrades very slowly in soil [45]. On the other hand fabric with braided flax fiber is easily biodegradable in the compost soil by micro-organisms (such as fungi and bacteria). Figure 7 indicates that the biodegradation features of composites are improved by fabric with flax braided yarn reinforcement with PLA. The reason is the presence of hydrophilic groups in the natural fiber (flax fiber) of the composites, which facilitates the easy absorption of the micro-organisms and moisture from the compost. Due to moisture absorption natural fiber swelling takes place and this generate the matrix micro-cracks on the composite surfaces [44]. Also, this process weakens the fibre-matrix adhesion property of the composites as shown in Figures 14 and 15. This results in a greater exposed area for micro-organisms and water with the PLA [46]. This is responsible for the increase in the percentage loss of weight for the composite with an increased burial time. Figure 7 shows for 22 wt.% of NFBF reinforcement weight loss is 3.01% and for 44 wt.% of NFBF reinforced composites showed an higher amount of weight loss of about 7.66%. An increase in NFBF content increases the cellulose content of the fiber and this leads to increased moisture absorption of the composite. The moisture absorption has a synergetic effect on the rate of biodegradability [26]. Because of this reason loss of weight is increased for NFBF44 reinforced PLA composites compared to NFBF22 reinforced PLA composites.
Infrared spectra analysis is performed to examine the biological impact on the chemical structure changes of the native and deteriorated composites. Figure 8 presents the FTIR spectra of 44 wt.% fabric with braided yarn reinforced PLA composites before and after biodegradation test in compost soil. The FTIR spectrums of composites before and after biodegradation test are compared to study the appearance and change of the transmittance peaks. The peaks at 2880.41–2999.31 cm−1 attributed to C-H (Alkane group) strong vibrational stretching. Peaks between 1084.92–1186.27 cm−1 assigned to stretching of ester bonds [47]. The 1186.27 cm−1 can be attributed to C-O in PLA and 1084.92 cm−1 is attributed to C-O in cellulose [48]. The carbonyl aldehydes in lignin and acetyl ester in the hemicellulose are carbonyl groups and these are found due to stretching peak in the spectra at 1631.55 cm−1 for composites before biodegradation [49,50]. After biodegradation of composites this peak is absent this is may be due to dismissal of hemicellulose and lignin. The strong and sharp peak is observed at 1755.24 cm−1 co-related to C = O (carbonyl) stretching of acetyl groups of natural flax hemicellulose. Biodegradation contributes to a more extreme peak at about 1755.24 cm−1 due to esterification reaction [49]. Peaks at 3435.81–3683.19 cm−1 related to O-H stretching bonds. A shift in this peak represents the level of hydrogen bonding and the frequency with higher level denotes the fibre is free from bonding [51]. FTIR spectra results support the biodegradation of braided flax fiber filled PLA biocomposites.
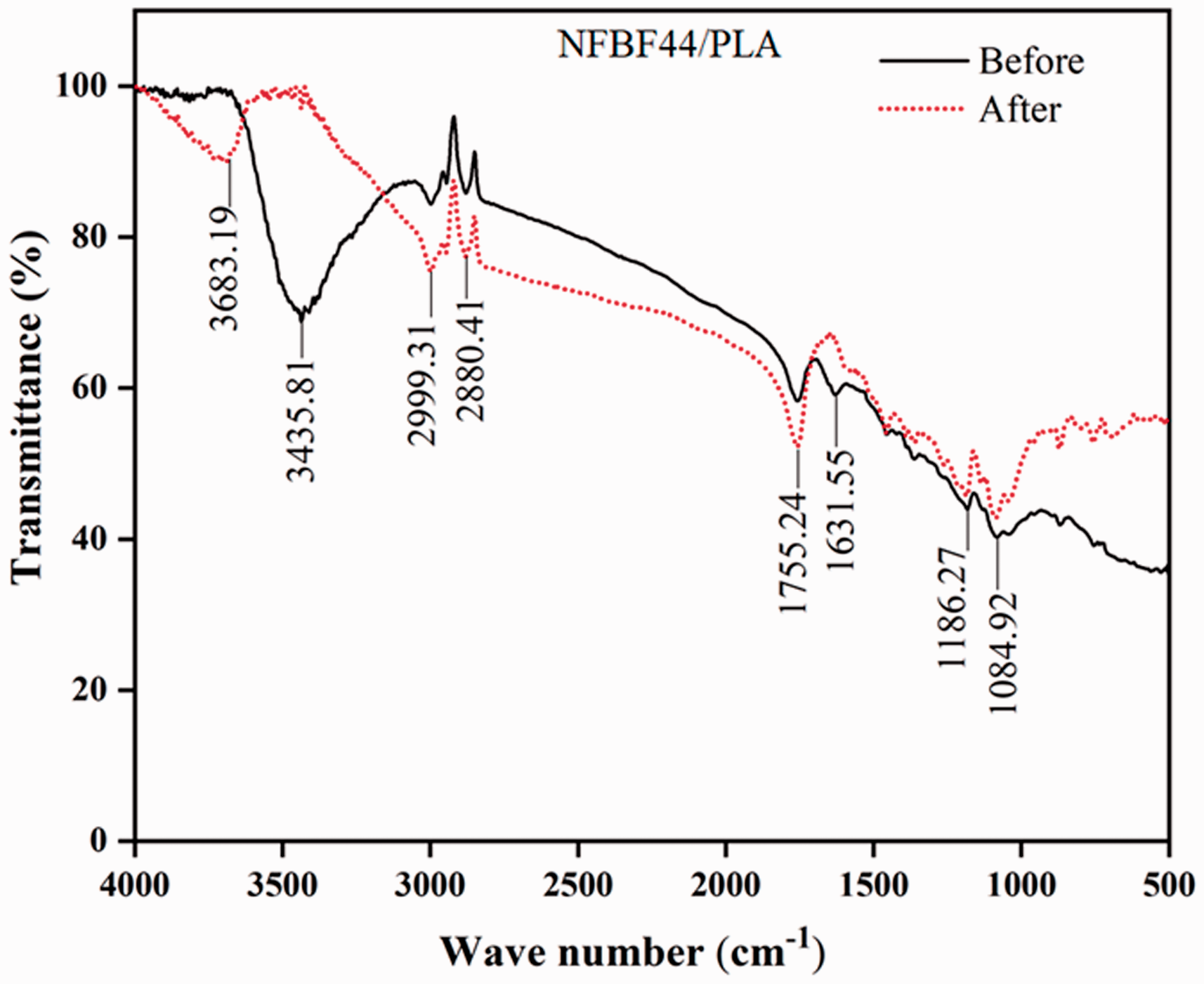
FTIR spectra of 44 wt.% NFBF filled PLA composites before (0 day) and after (90 days) biodegradation test.
SEM images of the pristine PLA and NFBF/PLA composites before and after the soil incubation test are shown in Figure 9(a) and 9(b), respectively. Surfaces of PLA and its composites are clean and smooth before soil incubation. However, after 90 days of incubation test, the surfaces are appeared with pores and groves due to the erosion of the matrix. Micro-cracks are observed on composites surface which is formed by swelling of natural fiber due to water absorption. In composites, the resin surface is degraded first resulting in exposure of fibers to the environment. The fiber breakage, peeling and gap between fiber bundles are observed in NFBF44 composite as shown in Figure 9(b) (Enlarged). This is the evidence of enhanced degradation of fiber-rich composites by absorbing more water and microorganisms.

SEM photomicrographs of pure PLA and NFBF/PLA composites before and after (90 days) biodegradation test a) PLA, b) NFBF44 composite.
Figure 10(a) represents the stress-strain curves of the pure PLA and NFBF/PLA composites before biodegradation. The pure PLA received maximum tensile stress and Young’s modulus of 40 MPa and 1.37 GPa respectively. The PLA polymer tensile strength and percentage strain are increased with the reinforcement of NFBF. Oksman et al. [52] noticed that the increase in long heckled flax fiber (reinforced in the form of handmade roving architecture) content the tensile strength of the composites is decreased compared to pure PLA strength. In the present study, it showed increased strength with an increase in NFBF content. It is may be due to the architecture of the fiber reinforcement which improved the fiber-matrix bonding (Figure 13) and it results in stress transfer from PLA polymer to strong flax fibers. Khondker et al. [53] study reveal that the reinforcement of braided jute/PLA yarn enhanced the mechanical properties by improving the wettability of matrix over fiber bundles, matrix fusion and interfacial-adhesion characteristics. The 44 wt.% NFBF reinforced PLA composite showed the highest strength and modulus of 48 MPa and 1.61 GPa and these values are 20% and 17.51% high compared to pure PLA. Kumar et al. [5] performed a tensile study on the flax woven fabric/PLA composites fabricated by compression molding method and reported a tensile strength of 21 MPa. Similarly, Adomavičiūtė et al. [54] carried experimental investigation on flax weft knitted fabric/PLA composites manufactured by hot-press method and ultimate strength of these composites is 28 MPa. Compared to these composites tensile strength of the present NFBF/PLA composite is high (48 MPa). Improved fiber-matrix adhesion, architecture of reinforcement fiber and wettability of the fiber bundles might be reason for tensile strength enhancement of flax braided/PLA composites. Rajesh and Pitchaimani [34] also concluded that the mechanical properties of the jute braided yarn composites is better than conventional yarn composites. Figure 10(b) shows the tensile stress-strain curves of PLA and its composites after degradation (after 90 days of soil incubation) test. From Figure 10(b), it can be observed that there is a decrease in the tensile properties of the composites due to biodegradation. NFBF/PLA composites stress-strain curves are changed after biodegradation. This is maybe due to a decrease in strength of the reinforced fiber and reduction in fiber-matrix bonding after 90 days of soil incubation, which can be seen from Figure 9(b).

Stress-strain curves of PLA and NFBF/PLA composites (a) before biodegradation and (b) after biodegradation.
Reduction in tensile strength and Young’s modulus of PLA and NFBF/PLA composites concerning burial time are shown in Figures 11 and 12. The strength and modulus of the PLA and its composites are high before the soil burial test. From Figure 11, it is clear that the tensile strength of neat PLA and NFBF/PLA composites decreased rapidly from 0 to 15 days, and there is a gradual decrease from 15 days to 90 days. This is due to the moisture absorption of the PLA and its composites. Reduction in tensile properties of the 44 wt.% of composites can be explained from Figures 13 to 15, respectively. From Figure 13 it can be observed that the fiber and matrix have good interfacial bonding and fibers are in a good circular shape (original shape). Hence these composites are able to sustain maximum load or stress. Figure 14 shows the fungal growth in the composites and also it shows matrix, lignin and cellulose leached out surfaces of the fibers after 30 days soil burial test. Figure 14 also indicates the initiation of fibrillation of the fibers. This represents the initiation of composites deterioration. Due to this reason, composites are unable to sustain the higher loads and hence composites showed lower tensile properties. After 60 days of soil burial test (Figure 15) the fibers are further fibrillated and also fungal growth started on the fibers. Crawford et al. [55] study shows that fungal growth significantly affects the tensile properties and dry mass of natural fiber composites. Also, they showed, the effect depends on the composite exposure condition, time, fiber type and fiber architecture (length scale of fibers). Because of this reason, the load-bearing capacity of the composites further decreased. Significant reduction in strength and modulus of the NFBF/PLA composites with an increase in filler content is observed for 90 days of incubation. The NFBF44 reinforced PLA composite is achieved a higher reduction in tensile strength and modulus of about 96% and 89% respectively. The main chemical compositions of natural fiber (flax fiber) are cellulose and lignin. The biodegradation of these materials (cellulose and lignin) includes random chain scission of the bonded b-1, 4-glucosidic and side chains of the phenyl propane [25,56] and this results in degradation of fiber strength, hence reduces the strength and modulus of the composite.

Effect of compost soil burial on tensile strength of the PLA and NFBF/PLA composites.

Effect of compost soil burial on Young’s modulus of the PLA and NFBF/PLA composites.
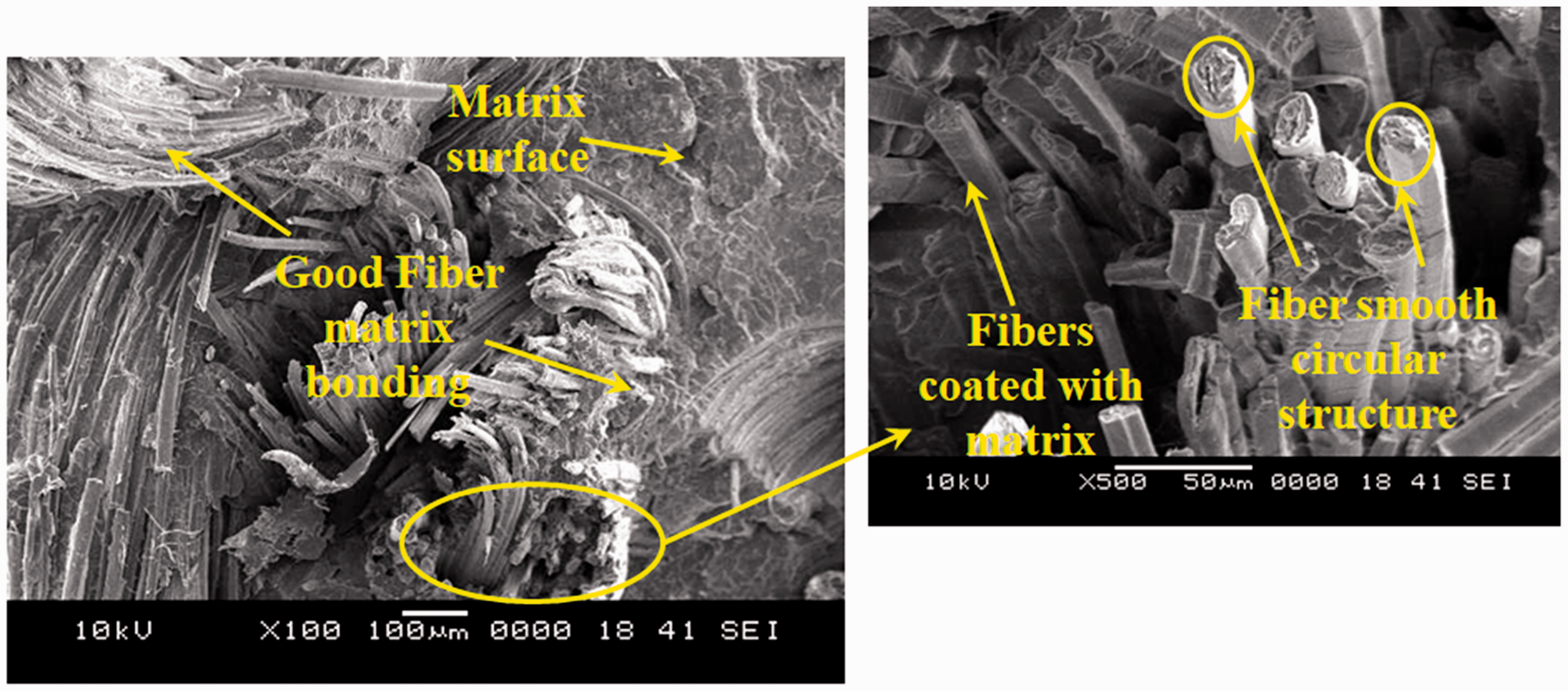
SEM micrograph of the tensile fractured surface of the NFBF44 composite before biodegradability (o days).

SEM micrographs of the tensile fractured surface of the NFBF44 composite after 30 days of soil burial test.

SEM micrographs of the tensile fractured surface of the NFBF44 composite after 60 days of soil burial test.
Weight loss measurement, change in FTIR spectra, reduction in tensile properties (strength and modulus) and SEM micrographs confirm the severe biodegradation of the composites with an increase in fiber content.
The one way ANOVA and SNK statistical analysis results of tensile strength and Young’s modulus before and after biodegradability test are presented in Tables 4 and 5 respectively.
Statistical analysis results of mean tensile strengths before (0 days) and after soil burial (15–90 days) test.

*shows groups that are statistically different p < 0.05 (According to Newman-Keuls tests).Means followed by different alphabetical letters (a, b and c).
From statistical analysis (ANOVA and SNK tests), it is observed that the tensile strength of neat PLA (NFBF0) and fabric with braided yarn reinforced PLA composites (NFBF22 and NFBF44) are significantly different with variance ratio (F) of 7.473 and probability value of 0.012 (p < 0.05) before the biodegradability test. It can be observed from the SNK results shown in Table 4 that the tensile strength of neat PLA (NFBF0) and NFBF33 composites are significantly different. However, the second material i.e NFBF22 composite tensile strength is significant with the NFBF0 and NFBF33 respectively. Meanwhile, statistical analysis of Young’s modulus data (Table 5) showed the results are significant (p = 0.074) among the groups before the biodegradability test. This may be due to very less difference associated between the modulus results of the PLA and its composites. After the biodegradability test (after 90 days soil burial) it is noticed that the variance ratio (F) is increased up to 249.340 and probability value is decreased to 0.000 (p < 0.05) and these values shows that the composites NFBF0, NFBF22 and NFBF44 are significantly different. After the biodegradability test the tensile strength of the composites decreases drastically due to biodegradation associated with fibers fibrillation and micro-organisms (as shown in Figures 14 and 15). Similarly, the Yong’s modulus data also showed increase in variance ratio value (3.520 to 297.240) and decrease in probability value (0.074 to 0.000) after the biodegradability test. After the biodegradability test statistical analysis (ANOVA and SNK) shows that the Young’s modulus of the neat PLA and composites are significantly different (p < 0.05) among the groups, which are represented with different alphabets (such as a, b and c). Statistical analysis also confirms the significant biodegradation of the composites by showing significant difference with the reduction in tensile strength and modulus as the soil burial time period increased.
Statistical analysis results of mean Young’s modulus before (0 days) and after soil burial (15–90 days) test.

*shows groups that are statistically different p < 0.05 (according to Newman-Keuls tests).Means followed by different alphabetical letters (a, b and c).
Thermogravimetric analysis
TGA thermograms of flax fiber, pure PLA and NFBF/PLA composites with a fiber content of 11 wt.%, 22 wt.% and 33 wt.% are shown in Figure 16. In Figure 16, thermal degradation of materials is divided into two stages based on the nature of the graph. The first stage of the degradation starts at the temperature range of 30° C to 250° C. In this stage, there is a small weight loss or thermal degradation of materials occurs in the range of 0.82% to 10.87%. This degradation occurs by evaporation of moisture content from the flax fiber, PLA and composites. Observation shows that the flax fiber has a higher content of moisture about 10.87%. The hydrophilic nature of the natural fiber is responsible to absorb moisture from the surrounding environment. The pure PLA has very less moisture content and the moisture content of the composite increased with the fiber content. Composite with 33 wt.% of NFBF showed higher weight loss due to moisture evaporation of about 5.18%. A very deep reduction in the percentage of weight loss is observed for a temperature range of 230° C to 350° C. This demonstrates the drastic decrease in thermal or heat stability of the flax fiber, PLA and NFBF/PLA composites in the 230° C to 350° C temperature range. In the second stage, the shoulder is obtained at the end of the process around 280° C – 350° C as shown in Figure 16. This is due to the residual mass of fiber, polymer and composites left after thermal degradation and this residual mass is called char [40,57,58].

Thermogravimetric analysis of (a) Flax fiber, (b) PLA and NFBF/PLA composites with (c) NFBF11, (d) NFBF22 and (e) NFBF33 composites.
Degradation temperature for 10%, 20%, 40%, 60% and 80% of weight loss of flax fiber, PLA and NFBF/PLA composites are recorded in Table 6. Results in Table 6, illustrate the increase in thermal degradation temperature of flax fiber reinforced PLA composites compared to pure PLA. NFBF 22 wt.% and NFBF 33 wt.% reinforced composites showed nearly the same thermal degradation temperature around 319° C which is higher than pure PLA and flax fiber. From Table 6, it is also observed that the residual mass percentage increased with the amount of fiber reinforcement with the PLA polymer. The 33 wt.% of NFBF reinforced PLA composite has the highest residual mass (char) of about 5.01%. The temperature of degradation and residual mass percentage of NFBF/PLA composites depends on interfacial characteristics with polymer, surface condition and nature of fibers [40].
Effect of thermogravimetric temperature on weight loss of PLA and NFBF/PLA composites.

These results represent that the thermal stability of the composites is enhanced with the reinforcement of the NFBF. This is might be due to good interfacial bonding between fiber and matrix. The previous investigations reported that good fiber-matrix bonding improves the uniform heat transfer in the composites and thus results in higher thermal stability of the composites [2]. Jang et al. [59] and Khuntia and Biswas [60] also reported thermal stability of the composites is increased with the natural fiber reinforcement compared to the neat polymer matrix.
Conclusion
In the present study solution casting is used to manufacture the neat PLA films and fabric/PLA films. Followed by this the film stacking and hot press compression molding methods are used to manufacture the composites. On the prepared composites biodegradability test and thermogravimetric analysis (TGA) are carried out. The obtained test results are summarised as below. The density of the composites increases with weight fraction of the flax fabric reinforcement. The weight loss measurement, FTIR spectra, tensile test and SEM analysis are performed to confirm the biodegradability of the composites. The weight loss of the composites increases with the increase in burial time for PLA and NFBF composites. However, NFBF composites experienced significantly higher weight loss compared to neat PLA. The NFBF44 composite showed maximum weight loss of 7.66% which is 14 times higher than neat PLA weight loss. FTIR spectra of composites after biodegradability showed a shift and change in the transmittance peaks due to biodegradability of composites. Tensile properties of PLA are enhanced due to the NFBF reinforcement. It is observed that tensile strength and modulus of NFBF44 composite are 20% and 17.51% high compared to pure PLA. However, after the biodegradability the NFBF44 composite showed maximum reduction in tensile strength and modulus of about 96% and 89% respectively. Statistical analysis also showed significant difference with the reduction in tensile strength and modulus as the soil burial time period increased. SEM micrographs showed deterioration in fiber matrix bonding, fibers fibrillation and fungal growth in the composite samples after biodegradation test. Change in transmittance peaks, reduction in tensile strength and SEM micrographs confirms the biodegradation of the composites. Similar to tensile properties the thermal degradation temperature of PLA enhanced due to the NFBF reinforcement. However, there is no significant variation in thermal degradation temperature with increase in weight percentage of NFBF reinforcement.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.