
Abstract
In several applications, the industrial and protective fabrics might be subjected to punching by the rigid sharp spikes. Fabric resistance to the penetration of the puncher at a constant rate was studied. The analysis of the factors influencing the resistance of the fabric and an explanation of the puncture mechanism were generated. Punching force-displacement curves were obtained and four noticeable fabric failure modes were observed. A special setup was designed so that the fabric sample can be subjected to the biaxial stresses during the puncture tests. This paper studies the puncture behaviors of the plain, twill 1/3, and twill 2/2 woven fabric designs. It was found that the increase in the number of fabric layers from one to three and the number of picks/cm from 17.6 to 27.2 would elevate the punching resistance and the punching energy by 354% and 333%, respectively, with the insignificant change in the values of specific punching force and energy. Plain weave design proved to have higher values than twill design. A high correlation was observed between fabric tensile strength, fabric Young’s modulus, fabric failure energy and its punching force and punching energy.
Introduction
Recently, the protection against impact by a sharp puncher or spike has been studied actively. It is important to point out that protective clothing should be punching resistant. Penetration resistance is one of the most important parameters considered within the properties of the fabric designed for protection against various types of mechanical punching.
The puncture behavior of woven fabrics has been reported [1,2]. However, current penetration resistant clothes have many weak points such as heavy weight, high cost, bulky shape, and uncomfortable characteristics [1]. The soft vest should be comfortable, low cost, and lightweight. Stab resistance can be categorized into two classes according to sharpness of the punching tool edge: punching and cutting [2]. In the first case, the puncher will pass through the material without cutting, while in the second situation the puncher will cut the material by its sharp edge. In the field of body armors, there are a variety of materials used to improve stabbing resistance. It was revealed that anti-stabbing fabric high levels of stiffness and shear strength are important. Many researchers have studied the stabbing resistance of multi-layer fabrics [3–11]. Under their investigations were either natural or synthetic fabrics of different weave structure types. A nonlinear correlation and the initiated tension state can be observed, depending on the tension state and the woven fabric’s architecture [13–19]. Mesoscale models allow the virtual testing of woven fabrics on the yarn level, but their application is still challenging [14,15]. The membrane tensions influence the major forming mechanism of shearing. The fabric shear properties play a significant role in resisting the punching. The shear response of the woven fabrics under membrane tensions is defined by the respective tension state on each axis. It can be addressed to the resulting normal friction forces at the crossing points. The introduction of the hybrid geotextiles improved the puncture resistance, and the hybrid geotextiles containing 3 D mesh fabric could furthermore enhance their punching properties [12].
The punching force depends on the shear properties of the fabric. In-plane shear together with bending of the woven fabric determines to the great extend the ability of the fabric to deform under the punching force. Moreover, the puncher may pull the yarns during its movement, and this is limited by inter yarns friction. So, the yarn pull-out was found to be correlated with the fabric shear properties [15,16]. The experimental results showed that the yarn pull-out force is a function of shear modulus, number of intersections, and fabric tightness. The shear behavior of the fabric along the principal directions is dependent upon the structural parameters of woven fabrics in the weft direction [17–19]. The weft density is the most dominant parameter that affects fabric shear properties. As the initiated tensions on one axis are partially deflected to crossing yarns, the complex tension states can be expected in the fabric [3,4,7].
The fabric punching resistance was investigated by several authors either in a quasi-static test or dynamic condition [10]. However, the punching behavior of the woven fabric under biaxial initial tension acting on the fabric has not been thoroughly investigated. The goal of this research work is to improve the understanding of mechanisms and characteristics of fabric punching resistance, investigate, and evaluate the punching processes of the textile materials. Setup was designed to apply biaxial tension on the fabric during testing. The puncture behavior of woven fabric and the factors affecting the woven fabric punching force and punching energy were investigated as a function of the fabric structure and specifications.
Materials and methods
Material
Different types of cotton yarns were spun and used to produce several fabrics at STIA Spinning and weaving company. Their specifications and results of the different fabric samples testing are given in Table 1. The different fabric properties were tested according to the ASTM Standards. The fabric strength was tested according to the ASTM D5035-95, mass per unit area of fabric was tested according to D3776/D3776M – 20, the warp and weft count of woven fabrics was tested according to ASTM D3775 – 17e1, and the linear density of yarn was tested according to ASTM D1907/D1907M.
Specifications of the woven fabrics.

Methods
Sample dimensions
In this work, a new method was suggested to simulate a concept for the punching of fabric under biaxial stress. The sample, strained in the X-Y plane, was subjected to punching by a spike. The test sample geometry is shown in Figure 1. The value of (a) was taken as 25 mm. The sample is gripped in X and Y-axis, as shown in Figure 1.

Fabric sample divisions.
Three samples were tested from each fabric, and the average values were reported.
Punching test
The main aim of using the designed fixture was to be able to run the biaxial extension on the fabric before applying the punching force under predetermined pre-tension (Fx and Fy) in X or Y direction. The fabric sample was fixed into a special attachment in such a way that the punching force caused biaxial stress during the puncher penetration. The initial pre-tension in both directions X and Y-axis (Fx and Fy) can be adjusted, as illustrated in Figure 2.

Fabric sample under punching.
The sample holder was placed on the lower jaw of the universal material testing machine as shown in Figure 3(a). The upper jaw moves downwards at the constant speed of 100 mm/min, pushing the puncher through the sample. The load-extension curves of all tested fabrics were recorded and analyzed. In the existing set-ups, used to study the punching performance of the fabrics, the value of the pre-tension cannot be defined. On the suggested design, the value of the pre-tension can be controlled and continuously measured during the punching process. The weft and warp were pre-tensioned before the test by the movable jaw in both directions. Figure 3(b) shows a sketch of the attachment designed to apply pre-tension on the sample in both weft and warp directions. The pre-tension in each warp and weft directions should be equal at the start of the test. In order to measure the pre-tension, one of the jaws in X and Y axis were supported on a load cell. The tension value was displayed on the load indicator, Figure 3(b). This clamping system could effectively eliminate the slippage of the tested samples during the punching by the blade. Biaxial tension de-crimps warp and weft yarns, when extended simultaneously, triggers the mechanical response of the fabrics to the punching force.

Sample holder setup for fabric punching test.
Experimental design
The experimental design consists of studying the effect of the following parameters on the fabric punching resistance: Fabric structure, yarn count, number of picks per cm, number of layers. The effect of pre-tension and the fabric design of the multilayer samples were investigated.
Results and discussions
Mechanism of spike penetration in woven fabric
Woven fabrics are subjected to a wide range of complex deformations during usage under different types of forces. Punch-resistance is based on the method for determining the so-called punching-on resistance of the textile materials, meaning the fabric resistance against a force of a spike tip after it punched in. Therefore, it is used to measure the amount of force that a textile material can withstand before an object like a puncher can penetrate it and cause damage [18]. On the other side, woven fabrics change their configuration, especially by shearing. Due to the interlacing of warp and weft yarns in woven fabrics, the initial tensions result in the higher frictional forces at the crossing points. The movement of the yarns determines the shear behavior and is characterized by the friction at the interaction points, which increases at the higher normal forces [13,18,19]. According to the analysis of the punching process of the fabric during the puncher penetration while it is tensioned in both directions X and Y-axis, as illustrated in Figure 2, the punching mechanism can be divided into 4 phases:
Analysis of punching force-displacement curve
The punching force-displacement of the fabric behaves similarly for all types of fabrics. It starts with the decrimping of both weft and warp yarns under the punching force and followed by stretching of the yarns and formation of the fabric cone. Finally, penetration of the fabric by the puncher’s tip occurs. During the continuous movement of the puncher and full penetration, the punching force drops due to the yarn strain recovery. Also, it is followed by the variations because of the stick-slip movement of the surrounding yarns. Figure 4 shows the typical curve of the punching force-displacement curve.
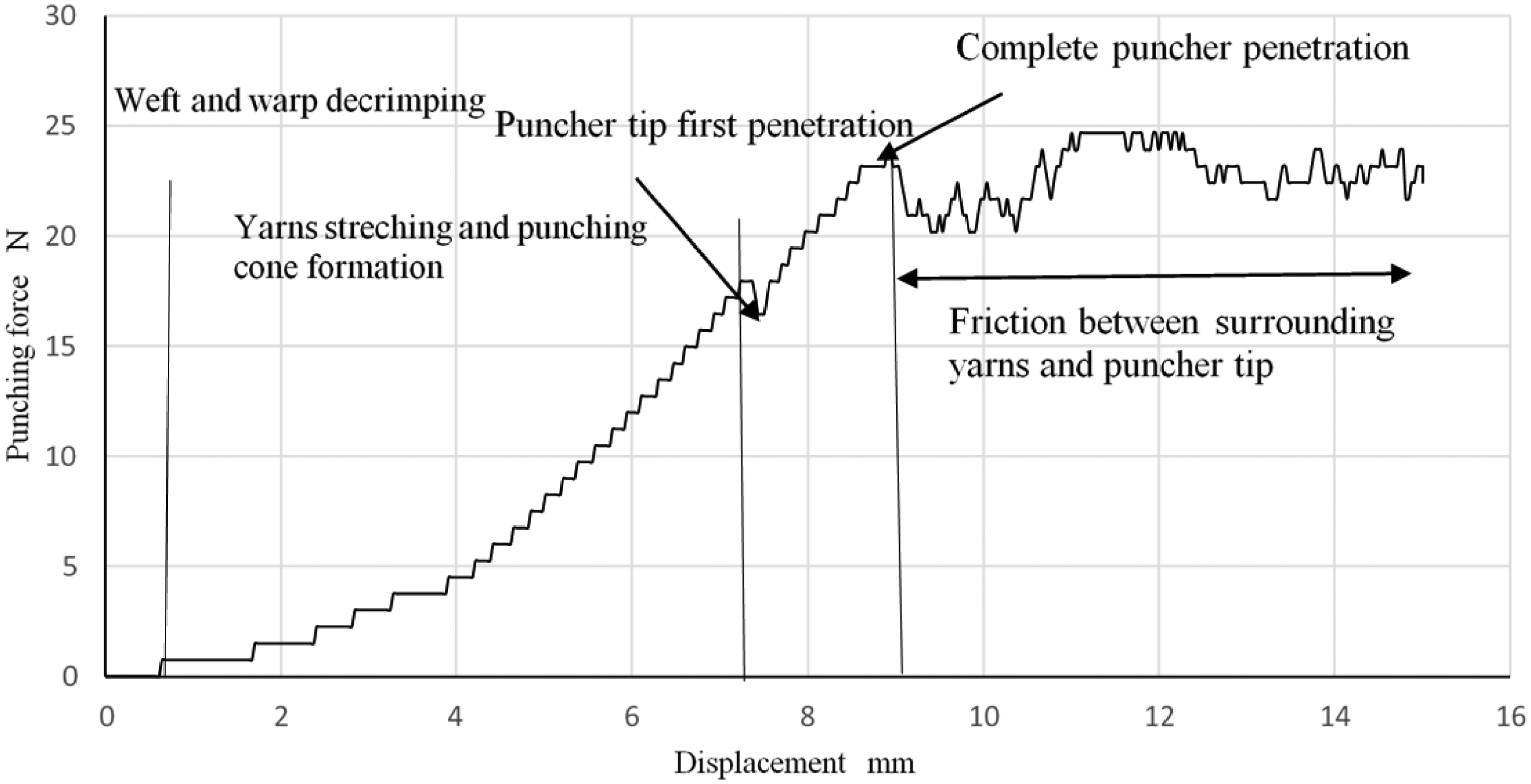
Typical curve of punching force-displacement diagram of puncher.
Analysis of yarns movement inside fabric under punching force
During different phases, the punching force varies depending on the yarn breaking force, yarn decrimping force, and the fabric in-plane shear properties. These are the main forces that determine the fabric punching resistance during phases I and II. While the fabric in-plane shear properties and the friction between the puncher’s body and the surrounding fibers are more effective in phase III. Figure 5 shows the sequence of fabric deformation during the puncher tip penetration in the low-density fabric and high-density fabric. The punching tip penetration leads to the creation of a shear force at the different areas surrounding it, as shown in Figure 5(a) and (b).

Fabric deformation during the puncher tip penetration in the fabric.
Figure 6(a) shows the fabric deformation during penetration of the puncher tip. Figure 6(b) represents the model of fabric deformation under punching force; red lines show the position of yarns before punching deformation. After penetration, the warp and weft yarns are sheared.

Fabric deformation under punching force. (a) Tip shape and fabric deformation during punching; (b) Model of fabric deformation under punching force.
Assuming the puncher tip causes a move of the yarns in both weft and warp direction in the primary jammed area, the forces acting on the puncher tip would be equal to the jamming force of the fabric in the four directions (Fj). At the same time, the secondary jammed areas, Figure 7, resist the progress of the penetration by the fabric shear force.

Forces acting on warp and weft yarns during punching. (a) Forces acting on yarns; (b) Forces generated on warp yarn during movement of puncher; (c) Forces acting at weft and warp interlacement.
Forces, acting on the yarns due to the penetration of the puncher tip on the warp and weft yarns, are shown in Figure 7(a) to (c) [19,20]. The forces acting on the yarns, given in Figure 7(a), are:
1 – Yarn tension in weft (TI) and warp (T2) directions.
2 – Friction force acting on the yarns due to the movement of the yarns at the point of the intersections.
3 – Jamming force due to the jamming of the fabric in warp and weft directions (Fj1).
4 – Jamming force due to the jamming of the fabric in the secondary jammed area (Fj2).
Forces acting on the yarns in the zone of punching, Figure 7(a), differ from the moment of the tip touching the fabric surface and continuously increase as the puncher’s tip moving down. The forces, generated on warp yarn during movement of the puncher through the fabric in weft direction due to the inter-yarns’ friction at the point of crossing of warp and weft yarns, are shown in Figure 7(b). Similarly, other forces act on the weft yarns hence, the weave is formed by the intersections of the warp and weft yarns. While the forces created at an intersection are as shown in Figure 7(c), where:
Ti – Tension on the weft yarn, i is the yarn number and i = 1, 2, … , n
Fuji – Jamming force due to the movement of the puncher into the fabric plane
Ni – Normal force acting at the intersection due to the punching force
F1xyzi – Frictional force acting at the point of the intersection due to the movement of the weft yarn during fabric jamming
F2xyzi – Frictional force acting at the point of the intersection due to the movement of the weft yarn during fabric jamming.
The force acting on each yarn in warp or weft direction represents the resultant of all these forces. Consequently, the punching force has different values, according to the following conditions:
1 – The failure of the fabric under punching takes place when the tip of the puncher pushes all the yarns aside and breaks all the yarns accidentally located under its tip. In this case, assuming the tip diameter (tip), the yarn’s diameter (dy), the number of punched warp yarns per (dtip) is (n), then the number of yarns in contact with the puncher tip in weft direction
Where: p2 = (1/number of warps/cm)
The number of yarns in contact with the puncher tip in warp direction
Where: p1 = (1/number of weft/cm)
The total breaking yarns in both directions
The punching force due to yarn breakage
Where: Ny is the yarn breaking force (N).
At warp and weft interlacement, if dtip < dy, then n = 1
The blade will penetrate only when
PF/Ny ≤ (load required to break of one yarn interlacement only)
2 – However, there are several probabilities for the fabric failure. For instance, when the puncher tip passes through the space between the warp and weft yarns and none of the warp or weft yarns breaks, so a minimum value is recorded. In this case, the punching force is required to overcome the friction between the yarns and the puncher’s surface, such as in the case of a low value of warp/cm or weft/cm. Punching force is determined by the value of the jamming force and the yarn-puncher’s metal coefficient of friction.
3 – Other values of punching force can be recorded in the following cases: The failure of the yarns around the puncher’s body reduces the pressure on it Low yarn friction force results in the low shear properties Low value of warp/cm and/or weft/cm.
Table 2 illustrates the different categories of the punching force results. The investigation confirms the above discussion about the probabilities of fabric failure under the punching.
Failure shapes of fabric under punching.

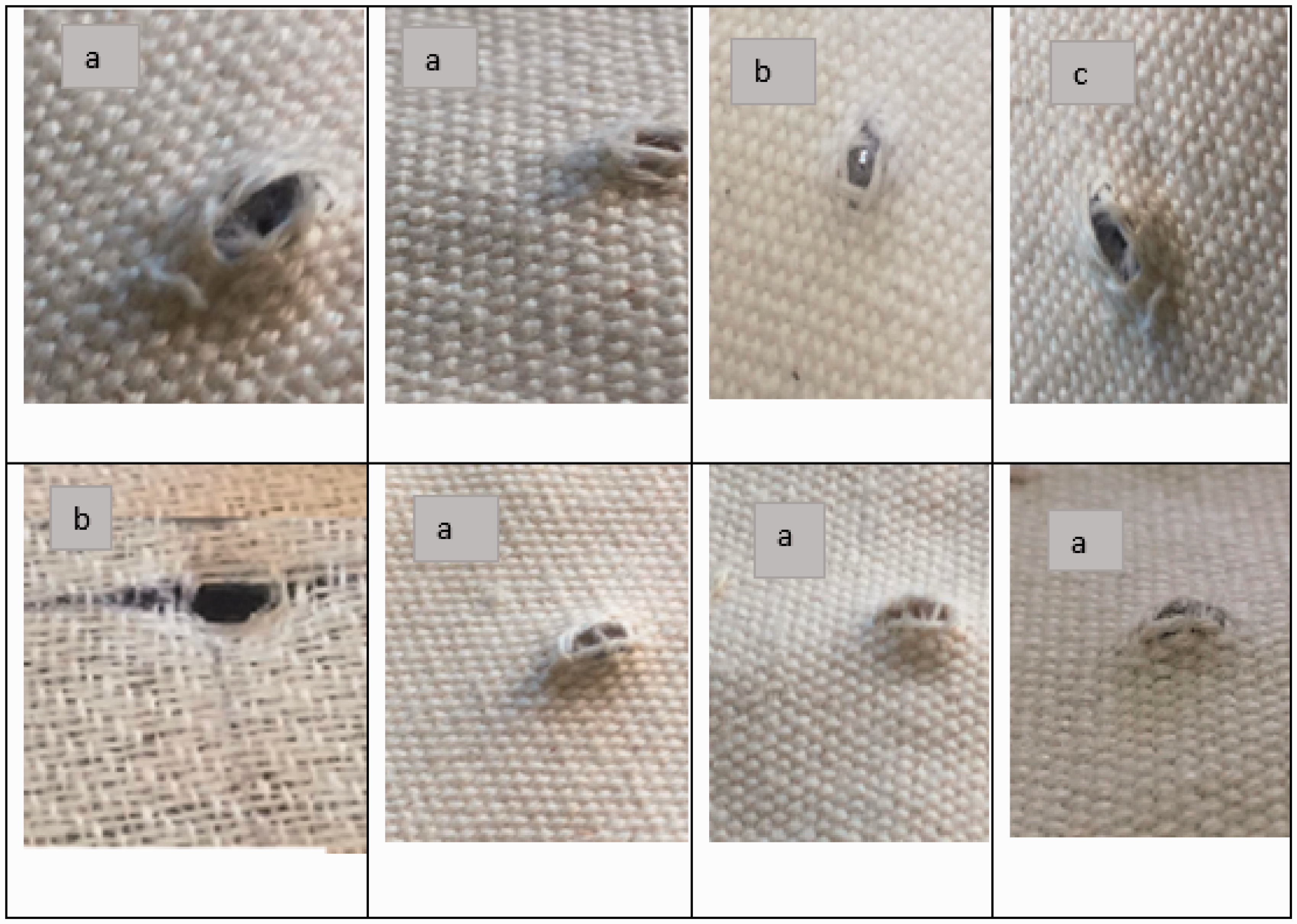
Case a- Yarn breakage during punching, Case b- Puncher sliding without yarn breakage, Case c- a & b
In the ring-spun yarns, which are formed from spun short natural fibers, the number of fibers would vary. Generally, there is a variation in fiber diameter and irregular fiber packing density along the yarn diameter as illustrated in Figure 8(a) Moreover, the yarn diameter varies along its length. The frequency distribution of the yarn diameter is shown in Figure 8(b). In most cases, the frequency curve is skewed to the right with the high value of kurtoses and therefore, affecting the fabric surface topography [21]. The analysis of the surface fabric image reflects the variation in the yarns diameter that face the puncher’s tip, as shown in Figure 8(c). The value of the punching force would differ whether it starts at one of the points a, b, c, or d, depending on the weave design. The presence of yarn floats such as in the case of twill or satin structure would ease the sliding of the puncher tip between the yarns, pushing them aside, and the low punching force is expected. Generally, the puncher may examine all the above conditions depending on the nature of the fabric.

Fiber distribution in the yarn cross-section, frequency distribution of ring-spun yarn and fabric surface image. (a) Fiber distribution in the yarn cross-section; (b) Frequency distribution of ring-spun yarn; (c) Fabric surface image.
Fabric punching energy
According to the above analysis of the fabric punching model, the energy required to punch the fabric (Epunching) can be defined by the following components: EC: Energy to cut the yarns. ED: Energy to deform all other yarns in the area around the punching line. EJ: Energy to jam yarns. EF: Energy to overcome the friction between fabric layers. EFB: Energy to overcome the friction between the puncher and yarns. EM: Energy to move the fabric during punching.
Therefore, the total absorbed energy by the fabric can be expressed as:
All components of punching energy are a function of the yarns and fabric specifications as well as dimensions of the puncher and its geometrical parameters. To increase the punching force, the components can be determined that lead to the high value of the punching resistance energy.
Fabric parameters affecting fabric punching force
From the analysis of the theoretical model, it was revealed that the punching force and the fabric resistance to the penetration force of the blade tip depend on several factors. In the experimental part some of these factors were considered.
Effect of weft density on fabric punching force
The fabrics of different weft/cm were tested. Figure 9 shows the behavior of the punching resistance of one plain weave fabric, samples 4, 5, and 6. The analysis of the results indicates that the increase of the picks/cm increases the punching force and the punching energy. The punching energy increased as the number of weft/cm increased from 27.2, 22.4, 17.6 picks/cm to be 0.31 J, 0.26 J, 0.25 J, respectively.

Punching force – displacement for single-layer plain weave.
Effect of yarn count on punching force
The fabric firmness factor, affected by the yarn count, and the shear modulus are highly correlated; hence, the shear angle decreases as the yarn count (Tex) increases leading to an increase in the fabric tightness [21]. Consequently, the punching force and energy would be elevated as the yarn count (Tex) increases. Figure 10 shows the yarn count effect on punching force and punching energy of fabric samples 1 and 2. Figure 2 shows that the yarn count affects both punching force and punching energy. However, its effect on punching energy is more noticeable.

Effect of yarn count on punching force and punching energy.
The dependency of fabric shear behavior on fabric weft density was found to be the most important factor [17,21,22]. Results confirmed that an increase in fabric weft density and weft yarn count leads to an increase in fabric shear rigidity along X and Y directions. Consequently, the punching force increases as weft density and weft yarn count increased.
Effect of fabric design on fabric punching force
The fabric design depends on the number of intersections per repeat. The plain weave has the highest value compared to the other weave designs. Consequently, a higher punching force is required to push the blade through the fabric. Besides, the fabric shear force was found to depend on the float length. The shear modulus decreases as the float yarns increases [22]. Therefore, the plain weave is likely to have higher shear modulus than the other types of fabric designs, for instance, twill, satin, etc., resulting in higher punching force, as shown in Figure 11.

Fabric punching force versus displacement for plain and twill 3/1 fabrics.
Effect of fabric pre-tension on fabric punching force
The increase of the fabric pre-tension on one set of yarns, weft or warp, would remove the crimp in the yarns. The fabric becomes tensioned directly under the punching force, reducing the shear angle. The fabric would be difficult to jam as it comes to be more open. This would assist in the penetration of the puncher tip. The testing of sample 7 was under the pre-tension force at 0 and 40 cN. It was found that the punching force decreased from 103 N to 85.12 N, respectively. Also, the punching energy falls drastically from 0.4 J to 0.26 J.
Correlation between fabric punching force and fabric mechanical properties
Considering the multi-factor nature of the fabric punching process in which the fabric would be subjected to tension, shear, bending, and friction, there is a necessity to find out the correlation between different mechanical properties of the fabric, that are directly a result of the fiber, fabric design and its specifications. The fabric tensile force and its Youngs’s modulus play a significant role in determining the fabric behavior under the punching force. Both properties define the deformation of the fabric under punching [15,17]. Results show, Figure 12, a high correlation between the fabric tensile strength and the punching force, punching energy and fabric tensile energy, punching energy and fabric Young’s modulus.

Correlation between fabric punching force and energy and fabric mechanical properties. (a) Punching force versus fabric tensile strength; (b) Punching energy versus fabric tensile energy; (c) Punching energy versus fabric Young's modulus.
Effect of fabric multi-layer structure on fabric punching force and punching energy
Effect of number of fabric layers
To enhance the punching resistance, the multi-layer structure is usually used. Figure 13 shows the value of the punching force for the multi-layer sample.

Punching force–displacement for multilayer samples No.6 and punching energy for multilayer samples. (a) Punching force – displacement for multi-layer samples No.6; (b) Punching energy for multilayer samples.
In the case of multi-layer fabrics with the same orientation of the warp and weft, both punching force and punching energy increase with the number of layers but not directly proportionally to it, as shown in Figure 13. The first layer would suffer deformation of the yarns under the punching load. Also, it would undergo the deformation due to the shear stress, as illustrated in Figure 6(b), besides the friction between the puncher blade and the surrounding yarn. All the layers are strained by the movement of the puncher. After the penetration through the first layer, the second one would be impacted by the punching force accelerating its failure. The friction force between the layers would prevent the free movement of the upper layers in the primary and secondary jammed areas, resulting in less punching forces acting on the puncher tip. This phenomenon would be repeated for the other successive layers. At the same time, the friction between different layers would resist the puncher’s movement. The fabric cone height was found to be less as the number of layers increases. Figure 13(a) indicates that the first punching in two layers or three layers started earlier than in one layer fabric due to the local effects of changing the stress state near the concentrated load application points and supports.
Effect of fabric weft density
The punching force-displacement, shown in Figure 14, is when using a different number of picks/cm. Better punching resistance performance has been achieved using multi-fabric layers with the higher picks/cm. In this way it will facilitate energy dissipation from the puncher as the secondary jamming areas would create a higher jamming force on the puncher's body. The weft density considerably affects fabric shear properties [17,18]. The shear modulus of the fabric is mostly dominated by the weft density. The fabrics with the higher picks/cm show the higher resistance to penetration, especially when several layers are used. The increase in the number of layers from one to three layers and the number of picks/cm from 17.6 to 27.2 elevates the punching resistance and the punching energy by 354% and 333%, respectively.

Punching force-displacement for multilayer plain weave. (a) Single layer; (b) Two layers; (c) Three layers.
Effect of weft yarn count
Figure 15 shows the effect of changing the weft count on both punching force and punching energy.

Effect of weft count and number of fabric layers on both punching force and punching energy.
The results of the tests for the samples with different weft count indicate that the increase in the linear density from 30 to 49 Tex increases the punching force by 125% and punching energy by 186.7% for a single layer fabric. While in the case of three layers of weft count 30 Tex, the increase reaches 229% and 247%. For punching force and energy of weft count 49 Tex, these percentages become 282% and 303%. Therefore, it would be recommended to use a coarse yarn to get a better punching resistance. However, with the increase in the weft yarn count, the areal weight of the sample increases, too. So, it is better to compare the values of the specific punching force and specific punching energy, as given in Table 3. The increase of the number of layers may reflect negatively on the specific cutting force while the specific cutting energy almost is the same. Additionally, the value of specific punching force and punching energy depends on the fabric design. Figure 16 shows that plain weave design proves to have the highest values followed by the twill design.
Effect of weft yarn count on specific punching force and specific punching energy.


Effect of fabric design on values of specific punching force and specific punching energy.
Conclusion
Quantification of the fabric punching force and energy and the related factors are of vital importance in the protective fabric engineering design. The punching mechanism of the fabric was analyzed. A special attachment was designed to apply a biaxial pre-tension on the tested specimens and record the values of the tension in X and Y directions continuously during fabric punching. The punching behavior of the woven fabric was investigated on different fabric designs and specifications. From the comparison of the punching force-displacement curves and the proposed damage model of the woven fabrics, a good agreement was observed.
The results revealed that: The fabric strength, fabric Young’s modulus, and the number of layers are the factors influencing the fabric puncture performance. Moreover, the fabric design would considerably impact the puncture force. Plain weave shows the highest specific punching force and energy. It is recommended to use plain weave fabrics with high picks/cm made of high linear density yarns (Tex). The value of the pre-tension force significantly affects the fabric punching force and energy. A high correlation exists between fabric tensile strength and failure energy and punching force and punching energy. The punching energy is also highly correlated with fabric Young’s modulus. Plain weave tensile strength and Young’s modulus would have an elevated specific punching force and specific punching energy in the case of single or multilayer structures. The pre-tension value substantially affects fabric punching behavior.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.