
Abstract
In the past two decades, a number of models have been built to simulate the motion of polymer jet during melt blowing. Unfortunately, the complex interaction between polymer jet and air flow field has been rarely reported. In this work, a phase-field method was applied to simulate the coupling effects between polymer and air flow during melt blowing and the computed results were compared with the results of the model built through level-set method and experimental results. Velocity in the x direction, velocity in the y direction, whipping amplitude and diameter of polymer jet were discussed, respectively. It was found that the velocity predicted by the present model was higher than that predicted by the level-set method. However, both of them are close to the experimental value. The calculated final fiber diameter based on the phase-field method is much closer with the experimental value than that based on the level set method. Based on the model, the effect of polymer surface tension and slot angle on the polymer jet velocity were discussed.
Introduction
Melt blowing is a one-step process for converting polymeric raw materials into ultrafine fiber nonwovens. During melt blowing, the polymer melt is extruded through small holes into converging high-speed hot air streams, and attenuated by the drag force of air until reach the collector positioned some distance away from the melt-blowing die, as depicted in Figure 1. Due to its small fiber diameter, melt blown nonwovens find applications in a variety of areas such as filtration, sorbent, and insulation [1].
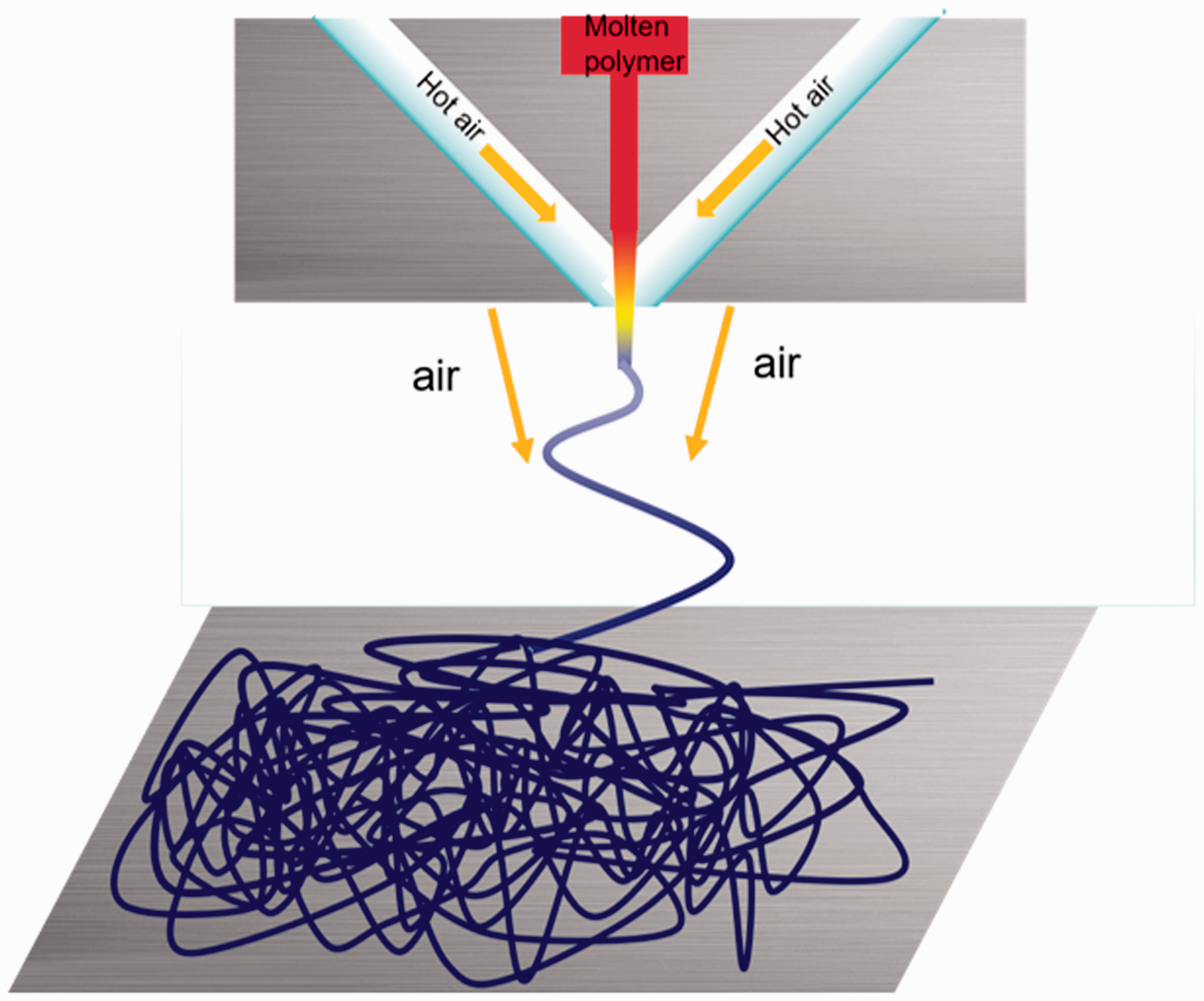
Schematic of the melt blowing process.
In the melt blowing process, the key flow element is a polymeric liquid jet stretched by a high speed gas flow. The motion of melt blown polymer jet, which influences the properties of final product, has always been an interest of the researchers. However, the motion of the polymer jet, especially the velocity is difficult to measure directly. The work of Uyttendaele and Shambaugh firstly introduced the photography technique to acquire the jet velocity during melt blowing [2].
In their method, the velocity was obtained based on the jet diameter measured from the photographing image and the law of mass conservation. However, due to the limitation of photographic technology in 1990, the images tend to be blurred when the jet velocity is increased. Thus, the air velocity adopted in their experiment was low (17–55 m/s) [3]. For the polymer jets in a relatively higher air velocity (90 m/s), Laser Doppler Velocimeter (LDV) is a better option to investigate the velocity. Wu and Shambaugh [4] examined the jet velocities in three-dimensional space with LDV.
Bresee and his coworkers [3,5,6] measured the jet velocity by analyzing triple-exposed images obtained with the high speed camera and high pulsed laser. The jet velocity was obtained according to the laser pulse separation time and jet moving distance during the interval time. They claimed that the air pressure of the machine in their research was supplied at a commercial condition. Unfortunately, the photographing images they offered did not show the jet whipping during melt blowing.
Beard et al. [7] captured the melt blown jet whipping for the first time with 2000 frame/s photographing speed. However, the successive images of the jet motion and the discussion of jet velocity were not presented in their work. With high-speed camera working at frame rate of 5000 frame/s, the previous work of our group [8] recorded the melt blown jet path. Based on the images recorded, the jet whipping and velocity were measured.
Since the measurement of the jet velocity is time and cost consuming, and is limited by the processing and measuring conditions. Numerical method has been the alternative option to the experimental measurement to acquire the jet motion information during melt blowing. Uyttendaele and Shambaugh [2] firstly carried out the modelling work of melt blown polymer jet. In their model, the motion of polymer jet was assumed to be one-dimensional. After that, Rao and Shambaugh [9] and Marla and Shambaugh [10] conducted two-dimensional and three-dimensional modelling work, respectively. Besides, Chen and Huang [11], Zeng et al. [12], Jarecki and Ziabicki [13] and Sun et al. [14] also have done a great deal of work regarding the modelling of the melt blown jet motion. However, their numerical results of jet velocities were all underpredicted comparing with the experimental data available [5,15]. One of the reasons for the underprediction could be the negligence of the interaction between the polymer and the air in their models.
It is known that the process of melt blowing involves a complex interplay of the aerodynamics of air flow with polymer jets. Therefore, the coupling of the air flow with the polymer can have a significant effect on the formation of melt blown fibers. In our previous study, a level-set method has been applied to simulate the air-polymer coupling effect during melt blowing, and the gap between simulation value and experimental value has been reduced [16]. In the present work, a method called phase-field has been employed to establish the air-polymer coupled model during melt blowing. The phase field method, not only convects the fluid interface with the flow field, but it also ensures that the total energy of the system diminishes correctly. In the present model, the mixing energy of two immiscible fluids is included, which was not considered in our previous model established by level set method. The computed results of the present model were compared with that from the level set method, and the experimental value for verification. The model construction, mesh generation and solving were all performed in Comsol Multiphysics.
Model construction
Geometry
A one-orifice slot die with a blunt nosepiece is employed in our research. Figure 2 shows the cross-sectional view and top view of the die studied. The dimensions of the die are listed in Table 1.

Geometry of the die. (a) Section view, (b) top view.
Dimensions of the die.

Figure 3 depicts the computational domain for the model in this study. For the slot die, the air flow is supplied in the form of two converging high speed air jets. Previous researches indicate that the z-component velocity of the air jets is negligible, therefore the motion of the polymer jet in the neighbouring area of the die is mainly in the x-y plane [17]. In view of the information above-mentioned, the computational domain of this model is set to be two dimensional. The main domain for computation is a rectangular area with the size of 30 mm in the x-direction and 50 mm in the y-direction. Previous research found that most of the attenuation and acceleration of polymer jet occur within 2 cm from the die [18–20]. Therefore, the computation domain is large enough for the study of polymer jet velocity under the die.

Computation domain and boundary conditions of the model.
Governing equations
In the Phase Field method, the fluid interface separating the immiscible phases is tracked by a Cahn-Hilliard equation. Here, the fluid interface is the region where the dimensionless phase field variable (Φ) goes from -1 to 1. The Cahn-Hilliard equation is split up into two equations (1) and (2)

Where t is time for the fluid motion (s), 
The interface thickness parameter is set to be hc/2, where hc is the characteristic mesh size in the region passed by the interface. The mobility parameter determines the time scale required by the Cahn-Hilliard diffusion and must be large enough to retain a constant interfacial thickness, while small enough so that the convective terms are not overly damped. In Comsol Multiphysics the mobility parameter is a function of the interface thickness, as described in equation (4)
Where
In the present model, the volume faction of polymer jet is defined by equation (5), and equation (6) is for air flow

The density (kg/m3) and the viscosity (Pa·s) of the mixture varying smoothly over the interface are defined by equations (7) and (8), respectively

Where parameters ρ, ρair and ρpoly are density of the fluid mixture, air flow and polymer jet, respectively. The parameters μ, μair, μpol are dynamic viscosity of the fluid mixture, air flow and polymer jet, respectively.
The transport of momentum and mass are described in equations (9) and (10), respectively

Where p is pressure of the fluid, μT is the turbulence viscosity, g is gravity acceleration, Fst is the surface tension force acting at the air/polymer interface. The surface tension force can be derived from equation (11)
The high speed air flow filed of the melt blowing process is turbulent. The common turbulence model k–ω is applied as a closure for the Reynolds-averaged Navier-Stokes equations (9) and (10). The K-

Where k is turbulence kinetic energy,
Boundary conditions and mesh generation
As shown in Figure 3, the inlet for air flow entering the computational domain was defined as a velocity inlet of air with temperature of 260 °C. The right, left and the bottom boundaries were all set as pressure outlets with ambient pressure of 0 Pa and temperature of 20 °C. The inlet where polymer flow entering the computational domain was defined as a velocity inlet of polymer. The polymer exit where the polymer meet the air, was defined as initial interface. The other boundaries including the die face and internal surface of the slot, were set as wall with temperature of 260 °C.
The computational domain was discretizd into quadrilateral elements. To improve the computation accuracy of the area where polymer jet goes through, we have refined the mesh in this area. In order to find the optimal meshing strategy, three different grid schemes: 17,114 (Grid 1), 21,026 (Grid 2), and 25,394 (Grid 3) cells were contrasted. The polymer jet velocity distribution computed with the three different grid schemes were presented in Figure 4. It is observed that little difference is shown in the three schemes. Hence, in consideration of computational efficiency, Grid 1 is adopted in the subsequent computations.

Comparison of polymer jet velocity for the three different grid schemes.
Verification method
In our previous study [16], we have conducted the observation of polymer jet motion on a one-orifice laboratory-scale melt-blowing device. The die equipped in the machine has the configuration depicted in Figure 2(a) and (b). A high-speed camera (i-speed 7, iX Inc., UK) was employed to monitor the polymer jet motion. The camera was equipped with a Tokina AT-X M100 PRO D 100 mm f 2.8 zoom lens (Kenko Tokina Co. Ltd., Japan). During the photographing, the camera was put in the direction that the axis of the camera lens was parallel with the slots (i.e. the z-direction). Figure 5 depicts one of the captured images of the polymer jet. The polymer used for producing melt blown fibers was 1100-melt-flow-rate polypropylene (SK, Seoul, Korea) with dynamic viscosity about 8 Pa·s at 260 °C. During the experiments, the polymer flow rate is 1.5 cc/min, polymer temperature and air temperature are both 260 °C. Two air flow rates of 30 and 40 slm (standard L/min) are used. In this paper, the polymer flow rate and air flow rate are discussed in the form of volume rate, the corresponding flow velocities are listed in Table 2.

High-speed photographing image of the polymer jet.
Flow rate of air and polymer in the form of flow velocity and volume-flow rate.

Results and discussion
Flow characteristics of polymer jet
Figure 6(a) depicts the velocity magnitude distribution of the two dimensional flow field. In Figure 6(b), the air velocity is filtered out using the post-processing tool of Comsol Multiphysics, therefore the velocity distribution and path of the polymer jet could be presented. It is observed that the polymer jet is accelerated rapidly (the magnitude color changes from blue to red) in a few millimeters after extruded from the capillary exit and then decreases slowly until reach the bottom boundary (the magnitude color changes from red to yellow).
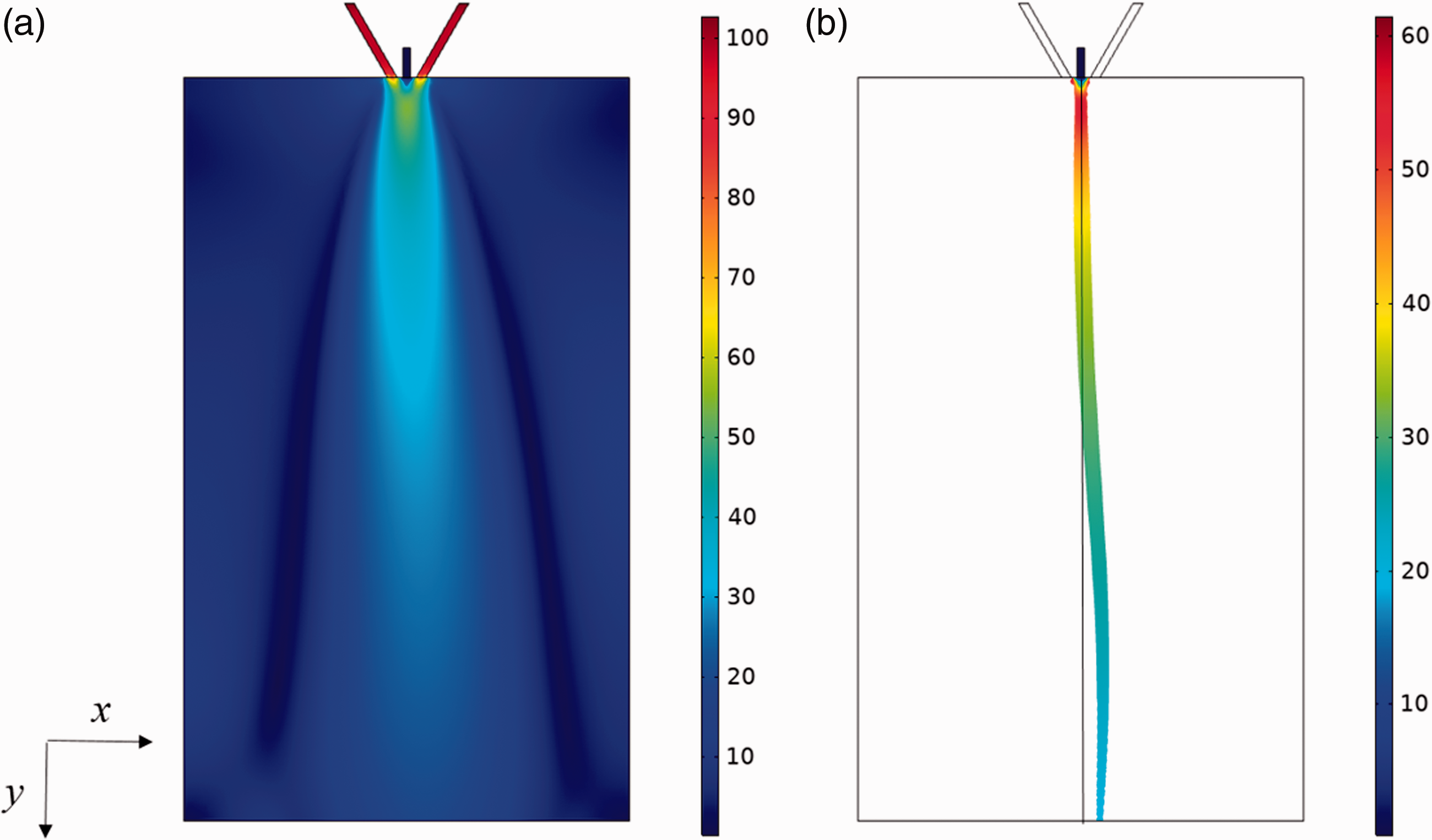
Contour of the velocity field with air flow rate of 40 slm, polymer flow rate of 1.5 cc/min and polymer dynamic viscosity of 8 Pa·s. (a) velocity field of the air-polymer jet mixture, (b) velocity field of polymer jet.
In Figure 7, a comparison between velocity in the y- direction (

Comparison of
Whipping motion of polymer jet
The whipping motion can also be seen in the polymer jet path in Figure 6(b). After moving a short distance (about 20 mm) from the capillary exit in die nosepiece, jet whipping appears in the x-y plane. Figure 8 provides the evolution of the polymer jet whipping with time and it is shown that the motion of the polymer jet is changing with time. To investigate the whipping amplitude, we have overlapped 15 images of polymer jet at different times, as presented in Figure 9. Due to the fact that the polymer jet is deviating to one side, the resultant overlapped polymer jet is not showing a cone as previous studies described [8,22]. However, the result is still acceptable as a reference.

The evolution of polymer jet motion during melt blowing with air flow rate of 40 slm.

The overlapped images of polymer jet at different times with air flow rate of 40 slm.
Verification of polymer jet velocity
In Figure 10, a comparison among the predicted velocity by phased field method, predicted velocity by level-set method and experimental measurement is made. The velocity predicted by level set method and measured by experiment are from our previous studies. The discussion of velocity was classified into x-direction and y-direction and two air flow rates (30 slm and 40 slm) were included. Limited by the experimental condition, the experimental values provided is in the area 20–50 mm away from the die.

Polymer jet velocity predicted by the phase field method, level set method and measured in our previous study [16]. (a) velocity in the y direction (Vy) with air flow rate of 40 slm; (b) velocity in the x direction (Vx) with air flow rate of 40 slm; (c) velocity in the y direction (Vy) with air flow rate of 30 slm; (d) velocity in the x direction (Vx) with air flow rate of 30 slm;.
For both air flow rates, the Vy predicted by level set method and phase field method both rapidly increase within several millimeters near the die and then decrease slowly. However, the Vy predicted by the phase field method is higher and reached its maximum earlier than that predicted by the level set method. Due to the turbulence nature of the melt blowing air flow field, the measured velocity is not stable and fluctuating in a certain range. In spite of the difference existing between the predicted values of phase field method and level set method, they are both close to the experimental values in the area 20–50 mm away from the die.
For both air flow rates, Vx predicted by the phase field method was slightly higher than that predicted by the level set method. Similar to Vy, the experimental value of Vx is also fluctuating in a certain range. In the area 20–50 mm away from the die, both of the predicted Vx were close to the experimental values.
In general, the velocity predicted by the phase field method is higher than that predicted by the level set method, and both of them are in agreement with the experimental values in the area 20–50 mm away from the die. From the velocity comparison, it is difficult to make a decision on which method is better for predicting the polymer jet velocity.
Prediction of fiber diameter
It is known that the fluid motion is governed by the continuity equation, in the straight pat of the polymer jet, the continuity equation could be written as
Where r is the cross section radius of polymer jet, ρf is density of the polymer jet, Vy is the velocity of polymer jet, W is the mass flow rate of polymer. In this equation, W, ρf and π are constant. Vy could be acquired from the computation results. Therefore, the diameter of the polymer jet could be calculated.
Figure 11 is a comparison of final fiber diameter between the numerical value of phase field method, numerical value of level set method and experimental measurement value. The latter two data are cited from our work published previously [16]. For the air flow rate of 30 slm, the fiber diameter from the experimental observation, numerical prediction by level set method and numerical prediction by phase field method are 18.7 μm, 49.1 μm and 29.2 μm, respectively. For the air flow rate of 40 slm, the fiber diameter from the experimental observation, numerical prediction by level set method and numerical prediction by phase field method are 14.9 μm, 37.2 μm, and 24 μm, respectively.

Fiber diameter predicted by the phase field method, level set method and measured in the experiment [16].
Obviously, comparing with the level set method, the phase field shows superiority in predicting the final fiber diameter, the gap between the experimental value and predicted value has been further narrowed. It is necessary to point out that the air velocity used here is far below the industrial condition, therefore the fiber produced in experiment is much coarser than that from the industry.
Effect of surface tension on the polymer jet velocity
Surface tension is the elastic tendency of a fluid surface which makes it acquire the least surface area possible. When the polymer was attenuated into ultrafine fibers, more surface area was created and the surface tension need to be overcome. The effect of surface tension on the polymer jet velocity was analyzed numerically and presented in Figure 12. It was discovered that the surface tension has no apparent effect on Vy of polymer jet, while the difference caused by the surface tension in Vx is noticeable. On the whole, the surface tension has slight effect on the polymer jet velocity in this processing condition.

The effect of surface tension on the polymer jet velocity with air flow rate of 40 slm. (a) Velocity in the y direction (Vy), (b) velocity in the x direction (Vx).
Effect of slot angle on the polymer jet velocity
Figure 13 depicts the effect of slot angle on the polymer jet velocity with air flow rate of 40 slm. Six slot angles (45
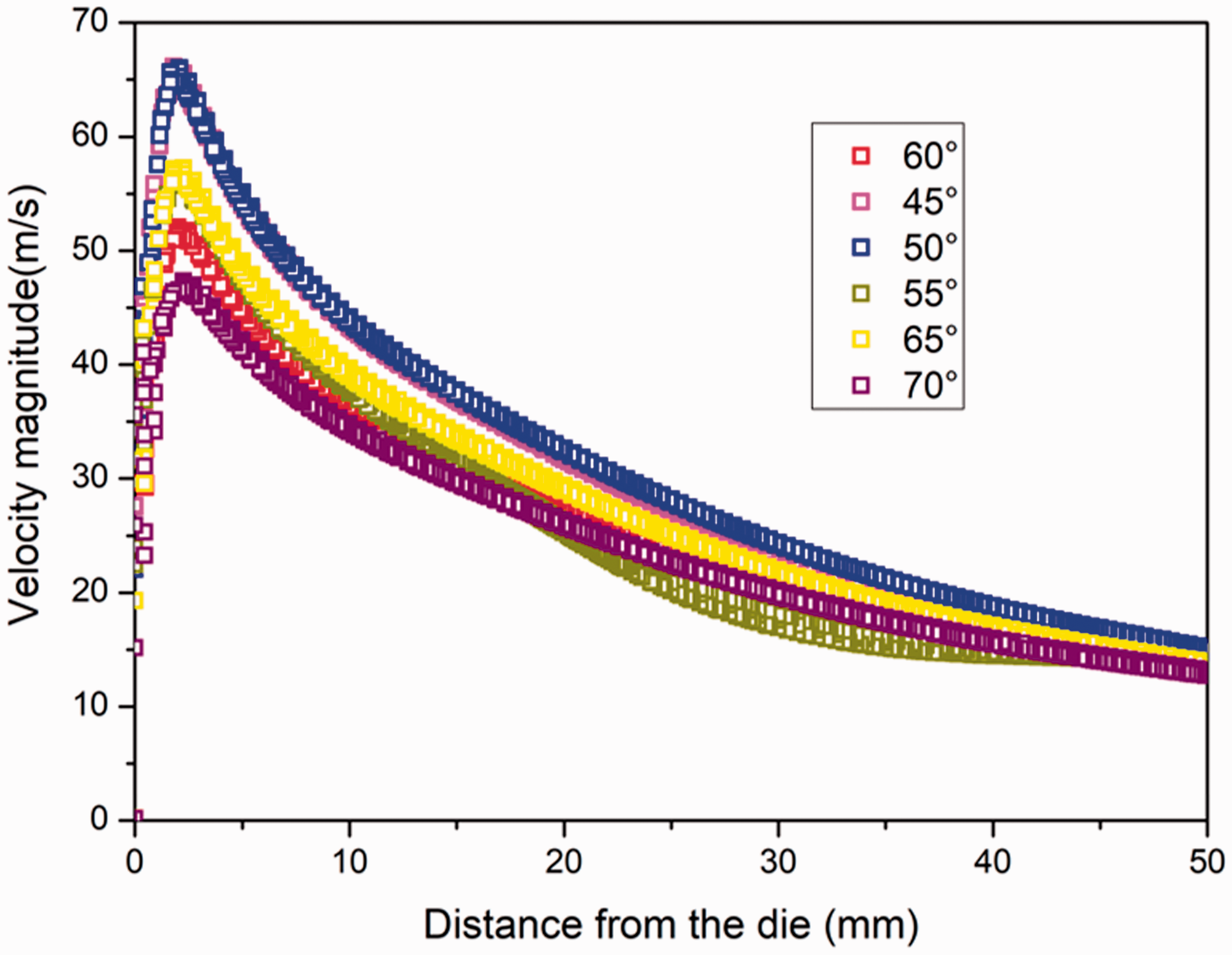
The effect of slot angle on the polymer jet velocity with air flow rate of 40 slm.
Conclusion
In the present work, to predict the motion of polymer jet during melt blowing, we have applied the phase field method to establish a model which included the coupling effect between air flow and polymer jet. We have made comparisons among the predicted value of the present model, the predicted value by the level-set method and the experimental value from our previous studies. The polymer jet velocity predicted by the present model is much higher than that predicted by the level-set method, and both of them are close to the experimental value in the area 20–50mm away from the die. The model built by phase-field method has showed superiority than that by level set method in predicting the final fiber diameter. Based on the model, the effect of polymer surface tension and slot angle on the polymer jet velocity were discussed.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work is funded by Funds for Key Disciplines of Nanhu (N41472001-43).